

Recognition of Additive Manufacturing Parts Based on Neural Networks and Synthetic Training Data: A Generalized End-to-End Workflow
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- High-performance hardware is used for the recognition process, which is not applicable for most AM service providers due to high investment costs [13].
- The computational resources required for data generation and network training are relatively high. This results in limited applicability in industrial settings where AM parts requiring recognition can vary daily, leading to training data generation and network training in high frequency. For this, data generation and training times must not exceed print times and be minimized for efficiency.
- The processes required to generate training data and train neural networks and the required recognition hardware were not fully disclosed in the previous studies [9,10]. Thus, it is unclear if these previous methods are generalizable and would perform well in an industrial application with high variation in part geometries.
- Contribution 1: A generalized neural network-based workflow for visual AM part recognition on low-cost hardware is proposed (Section 2);
- Contribution 2: The proposed workflow is optimized in terms of the required computational resources (Section 3);
- Contribution 3: The proposed workflow is evaluated in an industrial case study that solely includes previously unknown part geometries (Section 4).
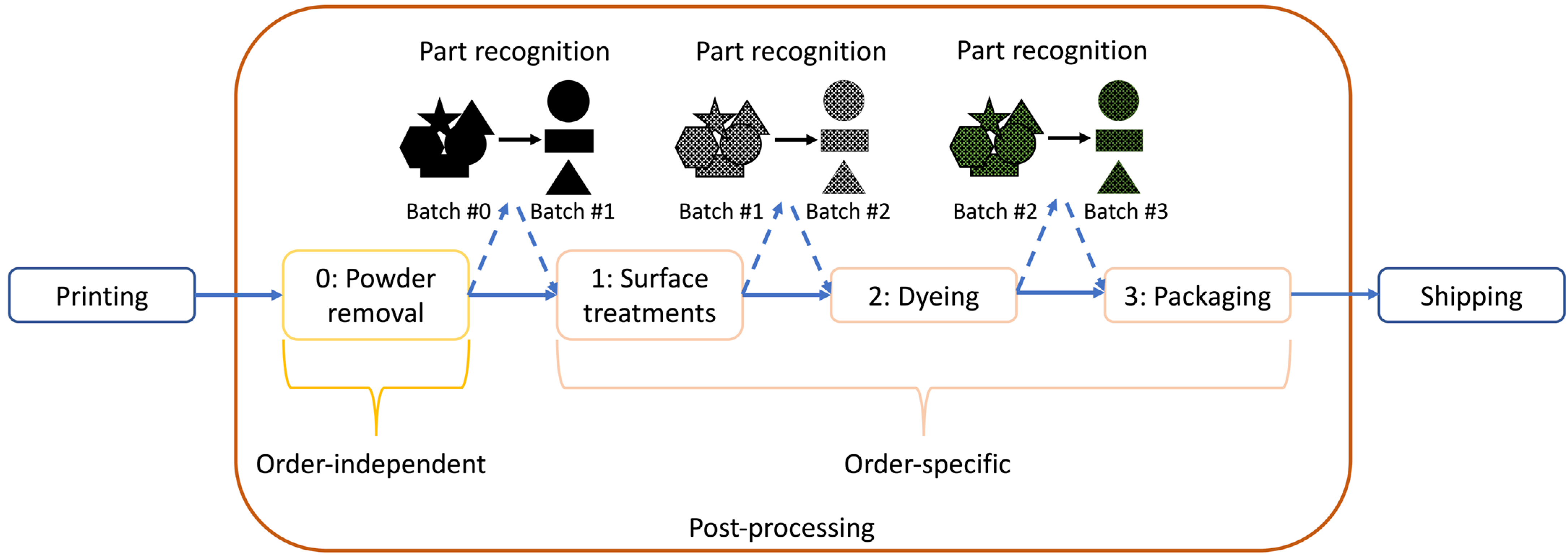
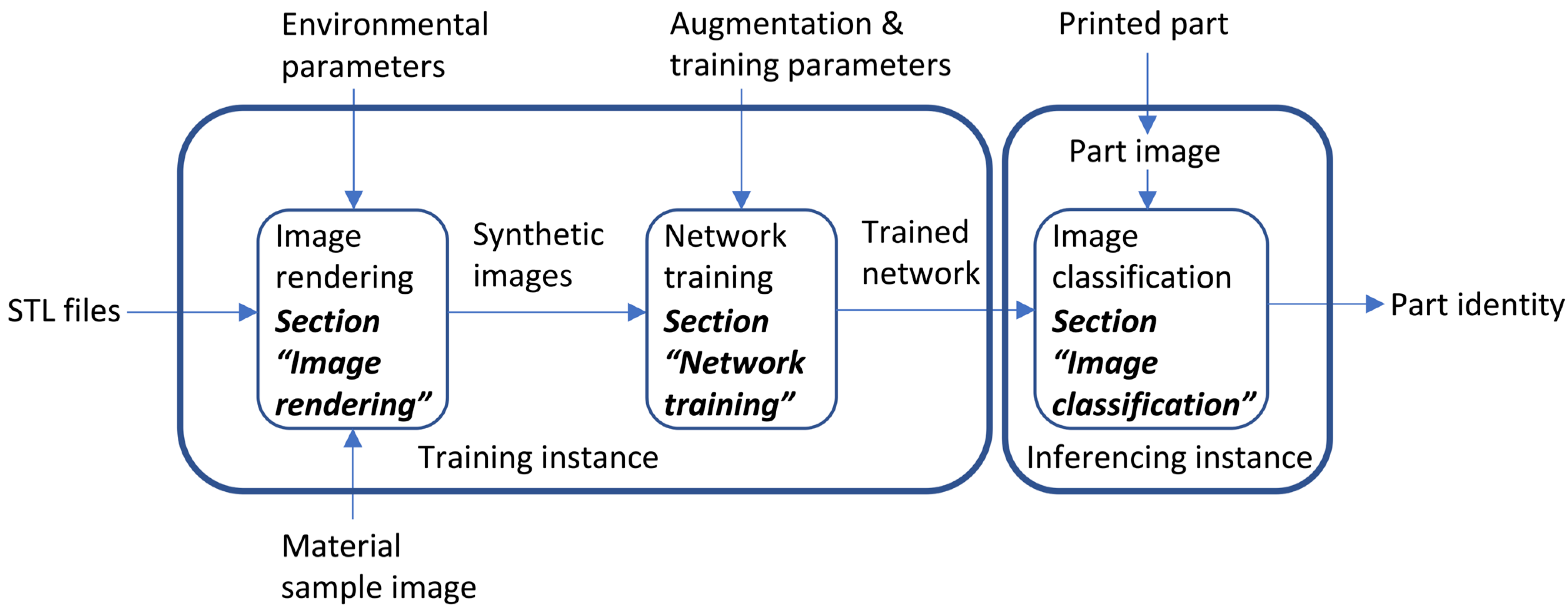
2. Proposed Workflow
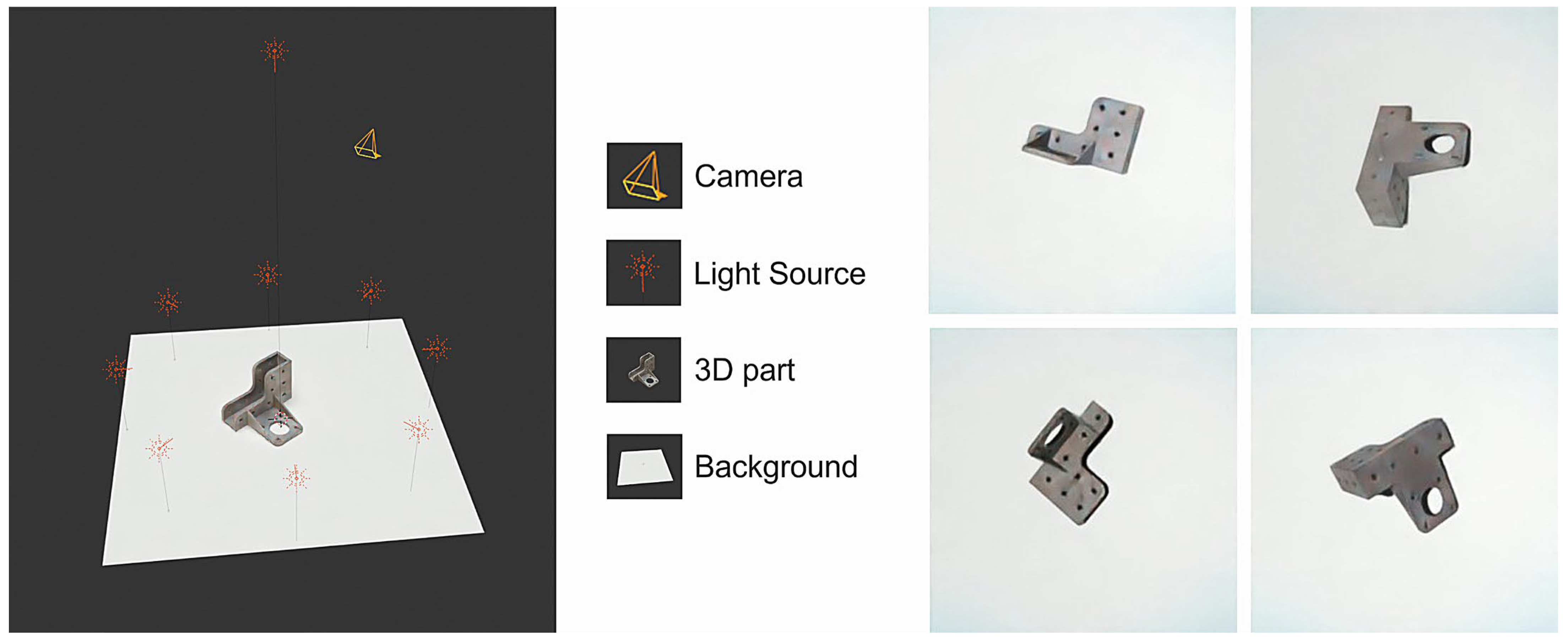
2.1. Image Rendering
- Physics simulation (gravity): On;
- Number of simulated drops per part: 64;
- Number of camera perspectives per part: 4;
- Total number of training images per part: 256.
2.2. Network Training
- Input image size: 224 × 224;
- Batch size: 32;
- Learning rate: 5 × 10−5;
- Number of training epochs: 5;
- Loss function: categorical cross-entropy loss.
- Zoom range: [0.95, 1.05];
- Brightness range: [0.8, 1.15];
- Rotation range: [−45, 45];
- Height shift range: [−25, 25];
- Width shift range: [−25, 25].
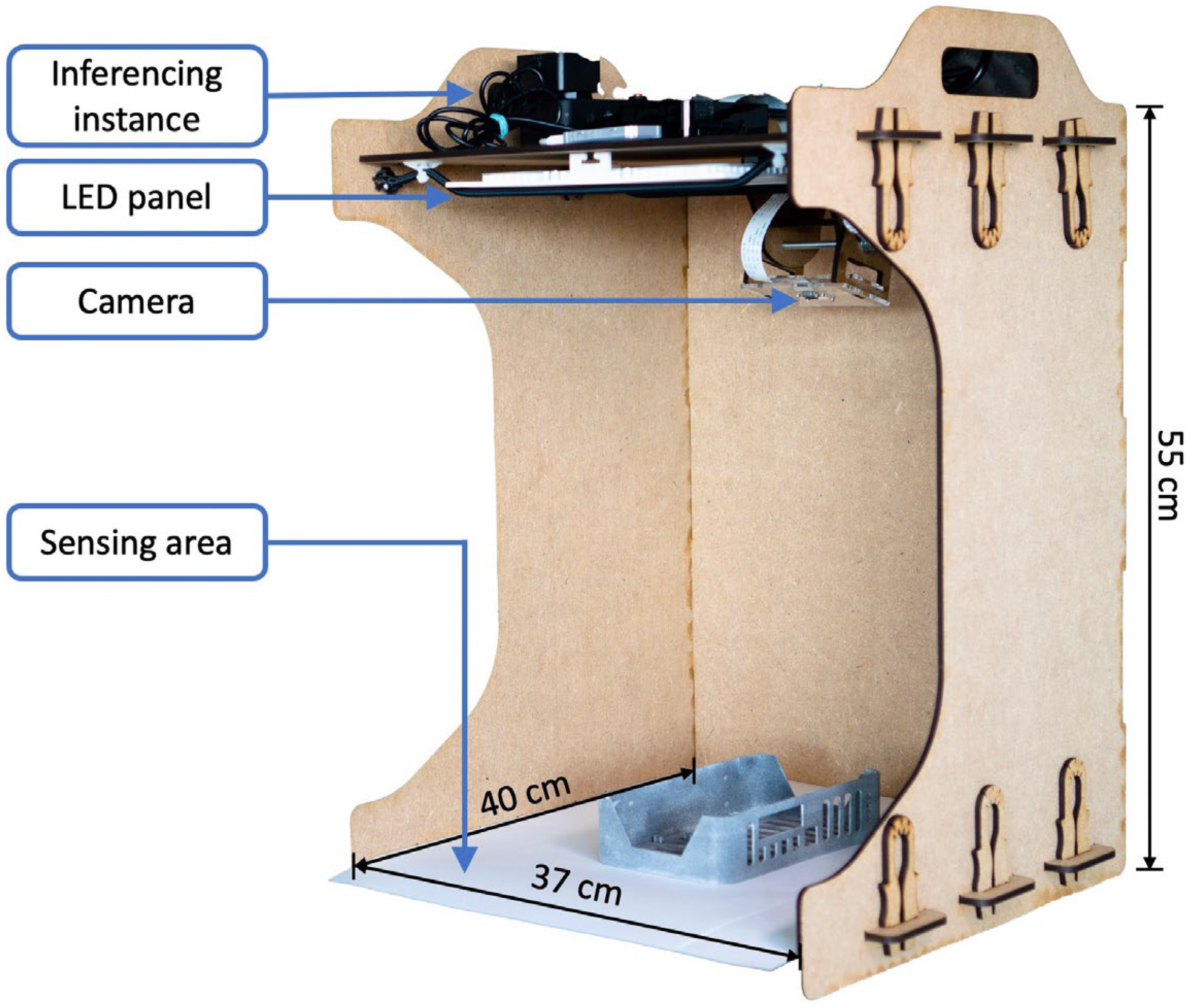
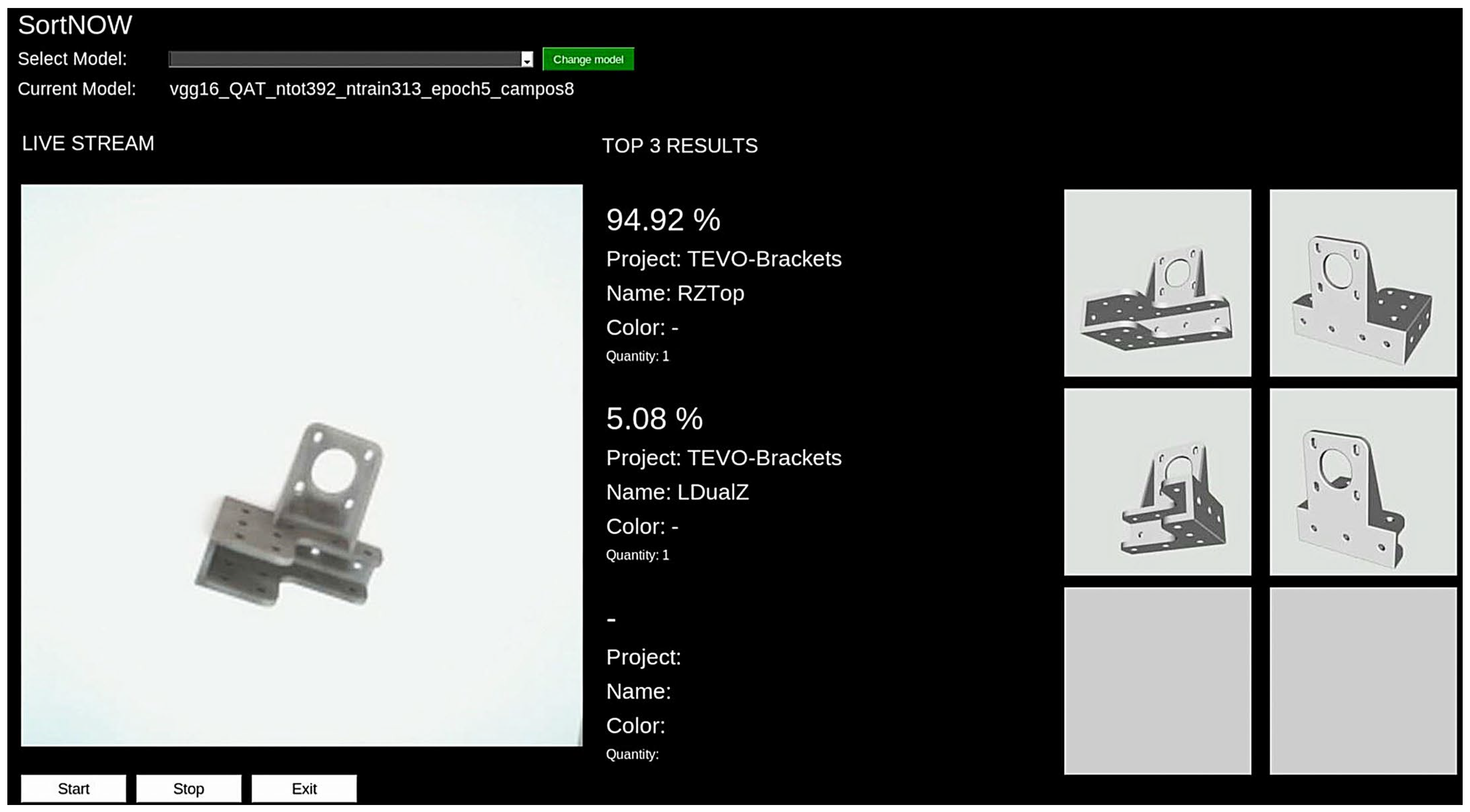
2.3. Image Classification
3. Optimization
3.1. Test Set
3.2. Optimized Workflow Characteristics
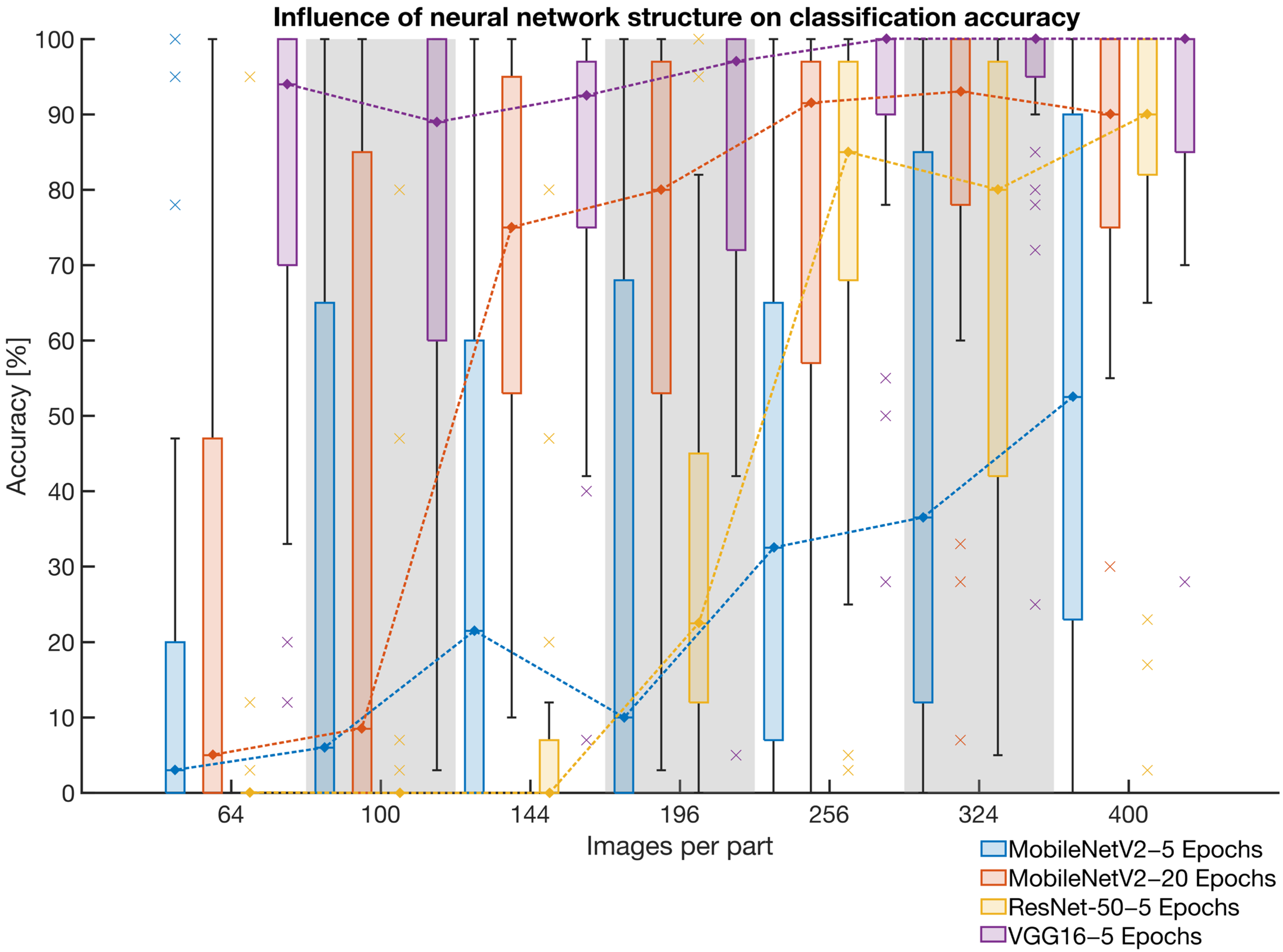
3.2.1. Neural Network Structure
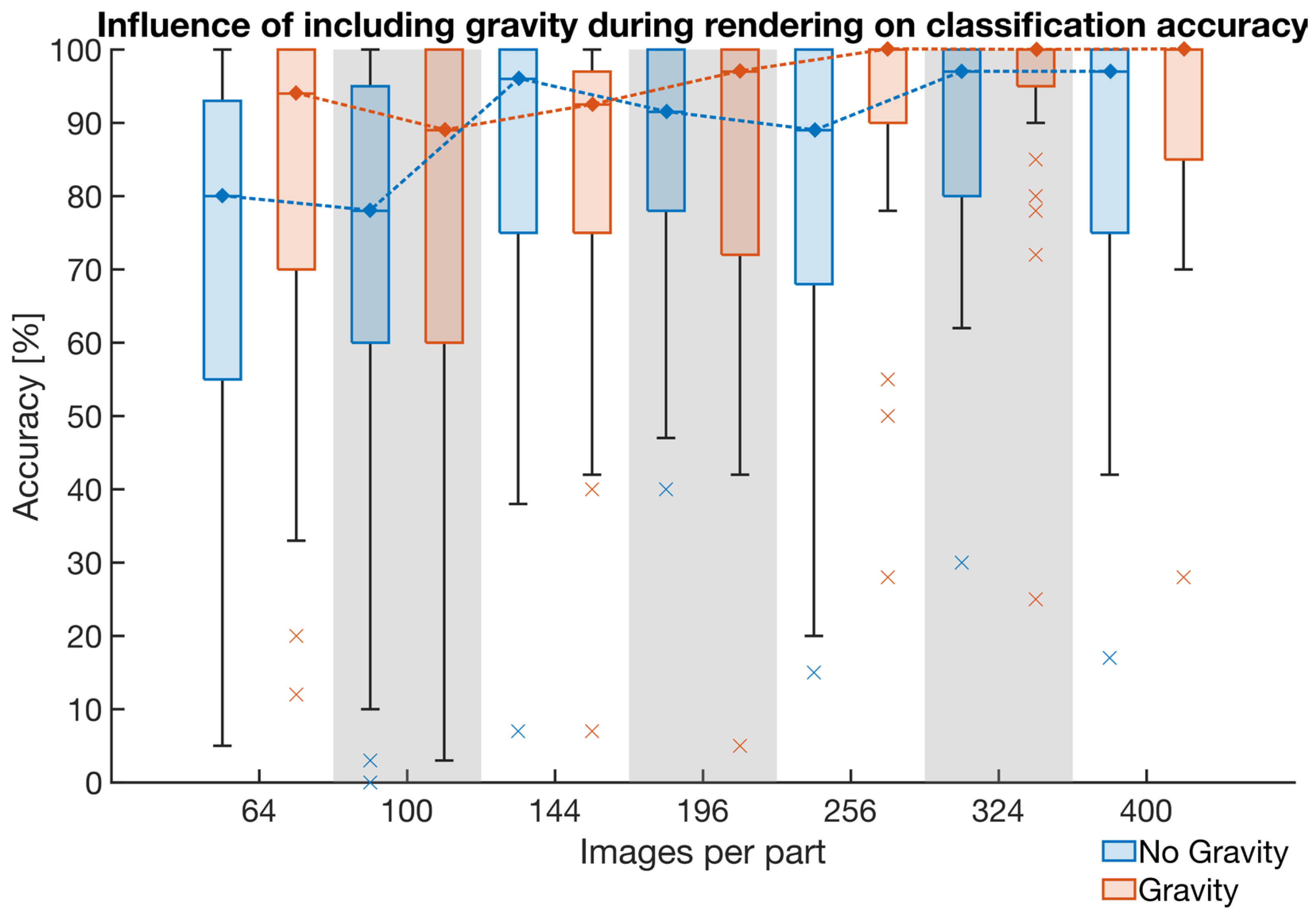
3.2.2. Physics Simulation
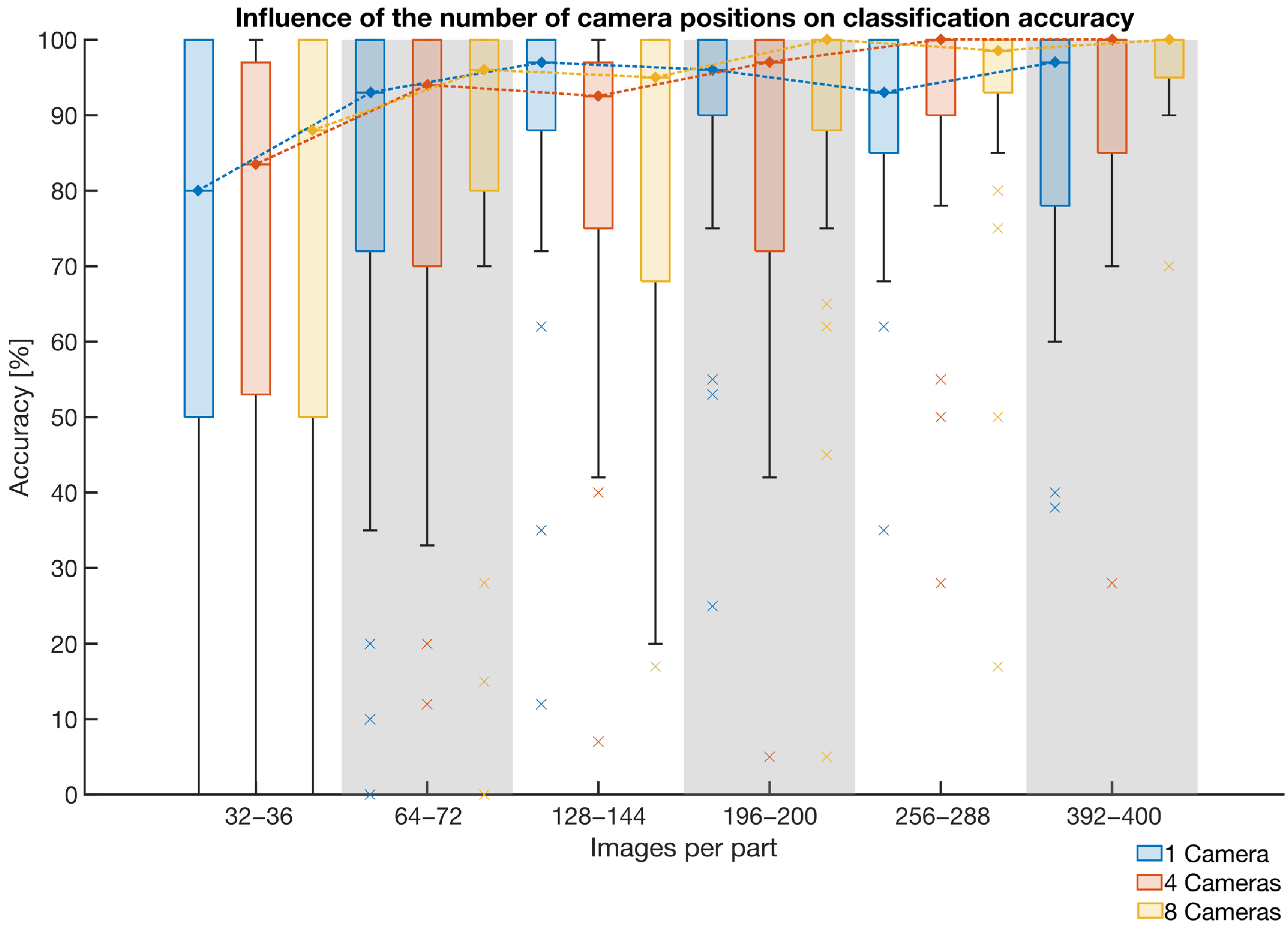
3.2.3. Number of Camera Positions and Number of Training Images per Part
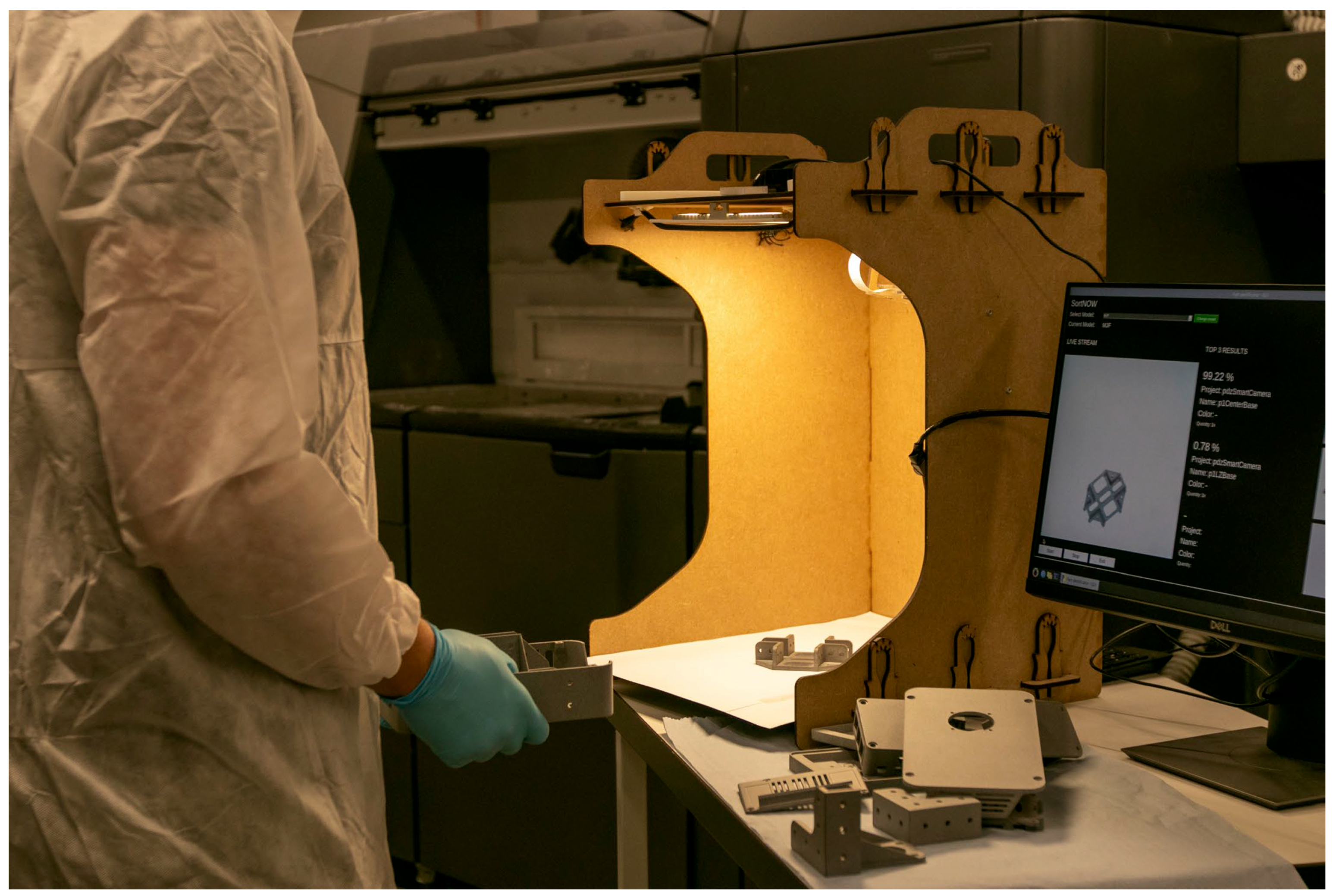
4. Evaluation of Industrial Applicability
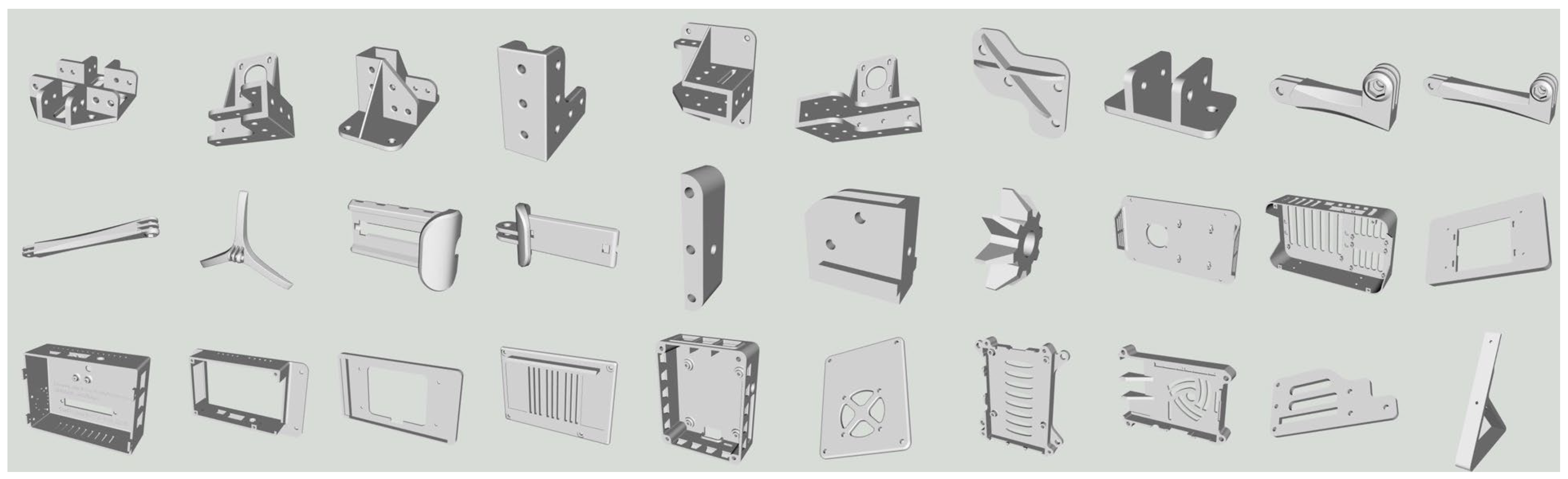
4.1. Case Study
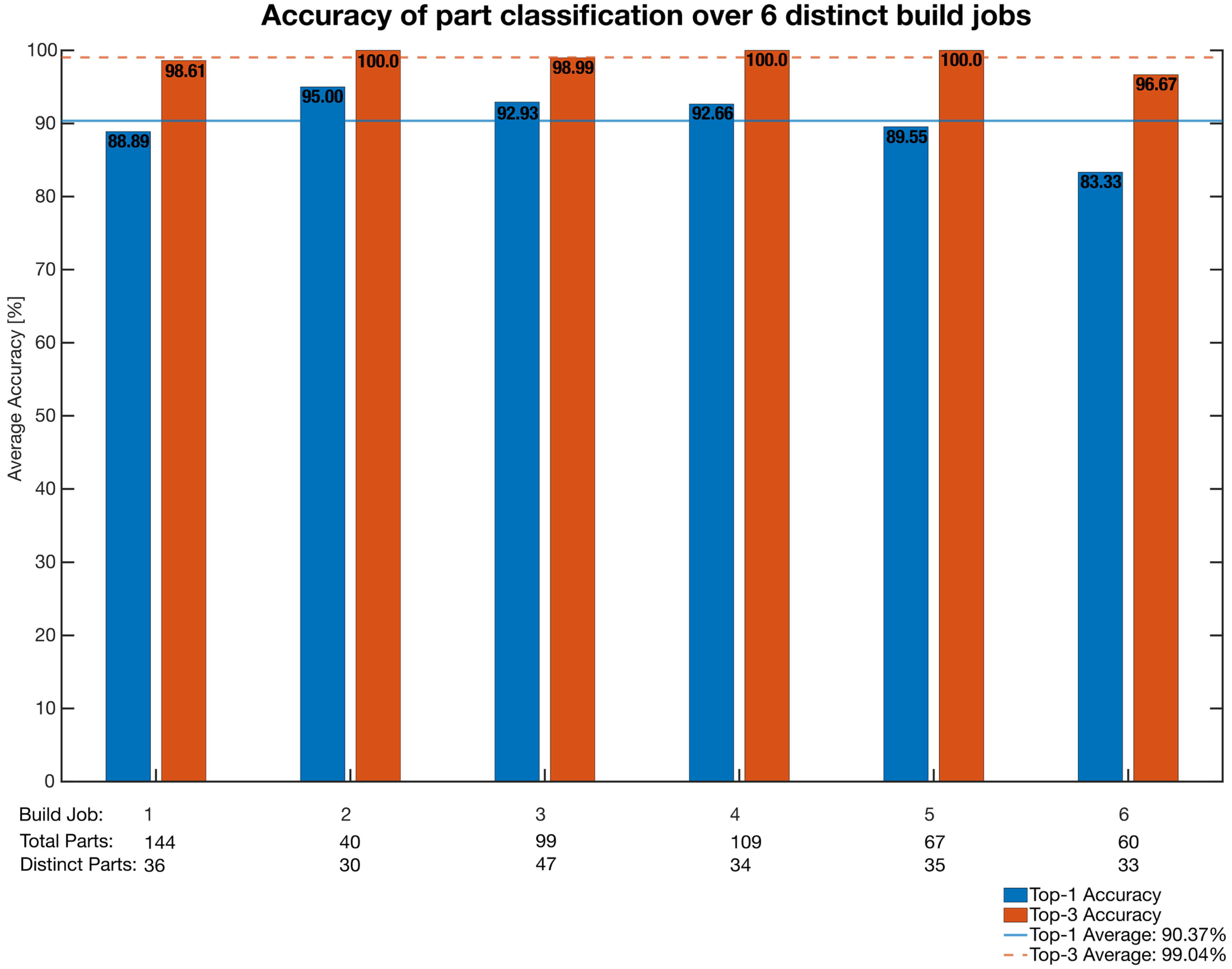
4.2. Case Study Results
5. Discussion
5.1. Contribution 1
5.2. Contribution 2
5.3. Contribution 3
5.4. Limitations
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wohlers, T.; Campbell, I.; Diegel, O.; Kowen, J.; Mostow, N. Wohlers Report 2021: 3D Printing and Additive Manufacturing Global State of the Industry, 1st ed.; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2015; Volume 1, ISBN 978-0-9913332-7-1. [Google Scholar]
- Prakash, K.S.; Nancharaih, T.; Rao, V.V.S. Additive Manufacturing Techniques in Manufacturing—An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Tuck, C.J.; Hague, R.J.M.; Ruffo, M.; Ransley, M.; Adams, P. Rapid Manufacturing Facilitated Customization. Int. J. Comput. Integr. Manuf. 2008, 21, 245–258. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser Powder Bed Fusion Additive Manufacturing of Metals; Physics, Computational, and Materials Challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- HP Development Company, L.P. HP Multi Jet Fusion Technology. Technical White Paper. Available online: https://reinvent.hp.com/us-en-3dprint-wp-technical (accessed on 10 October 2023).
- Nguyen, H.; Adrian, N.; Xin Yan, J.L.; Salfity, J.M.; Allen, W.; Pham, Q.-C. Development of a Robotic System for Automated Decaking of 3D-Printed Parts. In Proceedings of the 2020 IEEE International Conference on Robotics and Automation (ICRA), Paris, France, 31 May–31 August 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 8202–8208. [Google Scholar]
- Nelaturi, S.; Behandish, M.; Mirzendehdel, A.M.; de Kleer, J. Automatic Support Removal for Additive Manufacturing Post Processing. Comput. Aided Des. 2019, 115, 135–146. [Google Scholar] [CrossRef]
- Zhang, J.; Yao, X.; Li, Y. Improved Evolutionary Algorithm for Parallel Batch Processing Machine Scheduling in Additive Manufacturing. Int. J. Prod. Res. 2020, 58, 2263–2282. [Google Scholar] [CrossRef]
- Obst, P.; Nasser, W.; Rink, S.; Kleinpeter, G.; Szost, B.; Rietzel, D.; Witt, G. Komplexität und Wirtschaftlicher Nutzen Künstlicher Intelligenz zur Automatisierten und Industrialisierten Erkennung Additiv Gefertigter Bauteile. In Proceedings of the 17th Rapid.Tech 3D Conference, Erfurt, Germany, 22–23 June 2021; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2021; pp. 141–152. [Google Scholar]
- Nickchen, T.; Engels, G.; Lohn, J. Opportunities of 3D Machine Learning for Manufacturability Analysis and Component Recognition in the Additive Manufacturing Process Chain. In Industrializing Additive Manufacturing; Springer International Publishing: Cham, Switzerland, 2021; pp. 37–51. [Google Scholar]
- Piili, H.; Happonen, A.; Väistö, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost Estimation of Laser Additive Manufacturing of Stainless Steel. Phys. Procedia 2015, 78, 388–396. [Google Scholar] [CrossRef]
- Lim, J.X.Y.; Pham, Q.C. Automated Post-Processing of 3D-Printed Parts: Artificial Powdering for Deep Classification and Localisation. Virtual Phys. Prototyp. 2021, 16, 333–346. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive Manufacturing in the Spare Parts Supply Chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Sola, A.; Sai, Y.; Trinchi, A.; Chu, C.; Shen, S.; Chen, S. How Can We Provide Additively Manufactured Parts with a Fingerprint? A Review of Tagging Strategies in Additive Manufacturing. Materials 2021, 15, 85. [Google Scholar] [CrossRef] [PubMed]
- Schmidhuber, J. Deep Learning in Neural Networks: An Overview. Neural Netw. 2015, 61, 85–117. [Google Scholar] [CrossRef] [PubMed]
- Druzhkov, P.N.; Kustikova, V.D. A Survey of Deep Learning Methods and Software Tools for Image Classification and Object Detection. Pattern Recognit. Image Anal. 2016, 26, 9–15. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. ImageNet Classification with Deep Convolutional Neural Networks. Commun. ACM 2017, 60, 84–90. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep Learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep Learning for Smart Manufacturing: Methods and Applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Lemos, C.B.; Farias, P.C.M.A.; Filho, E.F.S.; Conceicao, A.G.S. Convolutional Neural Network Based Object Detection for Additive Manufacturing. In Proceedings of the 2019 19th International Conference on Advanced Robotics, ICAR 2019, Belo Horizonte, Brazil, 2–6 December 2019; pp. 420–425. [Google Scholar] [CrossRef]
- Tremblay, J.; Prakash, A.; Acuna, D.; Brophy, M.; Jampani, V.; Anil, C.; To, T.; Cameracci, E.; Boochoon, S.; Birchfield, S. Training Deep Networks with Synthetic Data: Bridging the Reality Gap by Domain Randomization. In Proceedings of the 2018 IEEE/CVF Conference on Computer Vision and Pattern Recognition Workshops (CVPRW), Salt Lake City, UT, USA, 18–22 June 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 969–977. [Google Scholar]
- Qi, X.; Chen, G.; Li, Y.; Cheng, X.; Li, C. Applying Neural-Network-Based Machine Learning to Additive Manufacturing: Current Applications, Challenges, and Future Perspectives. Engineering 2019, 5, 721–729. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Visan, A.I.; Ristoscu, C.; Mihailescu, I.N. Artificial Neural Network Algorithms for 3D Printing. Materials 2020, 14, 163. [Google Scholar] [CrossRef]
- Peng, X.; Sun, B.; Ali, K.; Saenko, K. Learning Deep Object Detectors from 3D Models. In Proceedings of the 2015 IEEE International Conference on Computer Vision (ICCV), Santiago, Chile, 13–16 December 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 1278–1286. [Google Scholar]
- Rajpura, P.; Aggarwal, A.; Goyal, M.; Gupta, S.; Talukdar, J.; Bojinov, H.; Hegde, R. Transfer Learning by Finetuning Pretrained CNNs Entirely with Synthetic Images. In Proceedings of the Computer Vision, Pattern Recognition, Image Processing, and Graphics, Mandi, India, 16–19 December 2017; pp. 517–528. [Google Scholar]
- Židek, K.; Piteľ, J.; Balog, M.; Hošovský, A.; Hladký, V.; Lazorík, P.; Iakovets, A.; Demčák, J. CNN Training Using 3D Virtual Models for Assisted Assembly with Mixed Reality and Collaborative Robots. Appl. Sci. 2021, 11, 4269. [Google Scholar] [CrossRef]
- Židek, K.; Lazorík, P.; Piteľ, J.; Hošovský, A. An Automated Training of Deep Learning Networks by 3D Virtual Models for Object Recognition. Symmetry 2019, 11, 496. [Google Scholar] [CrossRef]
- Tang, P.; Guo, Y.; Li, H.; Wei, Z.; Zheng, G.; Pu, J. Image Dataset Creation and Networks Improvement Method Based on CAD Model and Edge Operator for Object Detection in the Manufacturing Industry. Mach. Vis. Appl. 2021, 32, 111. [Google Scholar] [CrossRef]
- Hinterstoisser, S.; Pauly, O.; Heibel, H.; Martina, M.; Bokeloh, M. An Annotation Saved Is an Annotation Earned: Using Fully Synthetic Training for Object Detection. In Proceedings of the 2019 IEEE/CVF International Conference on Computer Vision Workshop (ICCVW), Seoul, Republic of Korea, 27 October–2 November 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 2787–2796. [Google Scholar]
- Simonyan, K.; Zisserman, A. Very Deep Convolutional Networks for Large-Scale Image Recognition. In Proceedings of the 3rd International Conference on Learning Representations (ICLR 2015), San Diego, CA, USA, 7–9 May 2015; pp. 1–14. [Google Scholar]
- Lin, T.-Y.; Maire, M.; Belongie, S.; Hays, J.; Perona, P.; Ramanan, D.; Dollár, P.; Zitnick, C.L. Microsoft COCO: Common Objects in Context. In Proceedings of the 13th European Conference on Computer Vision, Zurich, Switzerland, 6–12 September 2014; Lecture Notes in Computer Science (Including Subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics). Springer: Berlin/Heidelberg, Germany, 2014; Volume 8693, pp. 740–755. [Google Scholar]
- Torrey, L.; Shavlik, J. Transfer Learning. In Handbook of Research on Machine Learning Applications and Trends; IGI Global: Hershey, PA, USA, 2010; pp. 242–264. [Google Scholar]
- Dietterich, T. Overfitting and Undercomputing in Machine Learning. ACM Comput. Surv. 1995, 27, 326–327. [Google Scholar] [CrossRef]
- Wu, J.; Leng, C.; Wang, Y.; Hu, Q.; Cheng, J. Quantized Convolutional Neural Networks for Mobile Devices. In Proceedings of the 2016 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Las Vegas, NV, USA, 26 June–1 July 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 4820–4828. [Google Scholar]
- Wu, H.; Judd, P.; Zhang, X.; Isaev, M.; Micikevicius, P. Integer Quantization for Deep Learning Inference: Principles and Empirical Evaluation. arXiv 2020, arXiv:2004.09602. [Google Scholar]
- MakerBot Industries. Thing-ID: 1457449, 2194278, 1704100, 2516091, 1384316, 1585924, 4562841, 922740. Available online: https://www.thingiverse.com/ (accessed on 10 October 2023).
- Sandler, M.; Howard, A.; Zhu, M.; Zhmoginov, A.; Chen, L.-C. MobileNetV2: Inverted Residuals and Linear Bottlenecks. In Proceedings of the 2018 IEEE/CVF Conference on Computer Vision and Pattern Recognition, Salt Lake City, UT, USA, 18–22 June 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 4510–4520. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. In Proceedings of the 2016 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Las Vegas, NV, USA, 26 June–1 July 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 770–778. [Google Scholar]
- Tan, W.; Duan, Q.; Yao, L.; Li, J. A Sensor Combination Based Automatic Sorting System for Waste Washing Machine Parts. Resour. Conserv. Recycl. 2022, 181, 106270. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Conrad, J.; Rodriguez, S.; Omidvarkarjan, D.; Ferchow, J.; Meboldt, M. Recognition of Additive Manufacturing Parts Based on Neural Networks and Synthetic Training Data: A Generalized End-to-End Workflow. Appl. Sci. 2023, 13, 12316. https://doi.org/10.3390/app132212316
Conrad J, Rodriguez S, Omidvarkarjan D, Ferchow J, Meboldt M. Recognition of Additive Manufacturing Parts Based on Neural Networks and Synthetic Training Data: A Generalized End-to-End Workflow. Applied Sciences. 2023; 13(22):12316. https://doi.org/10.3390/app132212316
Chicago/Turabian StyleConrad, Jonas, Simon Rodriguez, Daniel Omidvarkarjan, Julian Ferchow, and Mirko Meboldt. 2023. "Recognition of Additive Manufacturing Parts Based on Neural Networks and Synthetic Training Data: A Generalized End-to-End Workflow" Applied Sciences 13, no. 22: 12316. https://doi.org/10.3390/app132212316