4.1.1. Shape Error
According to the fabrication process, the shape of the glass slices plays a role in the positioning of the eccentricity degree of the glass slices in the image slicer. Therefore, the shape error is essential to the analysis. Each glass slice is cuboid, and the shape errors are determined by the angle and length. An abridged general view of the slice parameters is given in
Figure 8b. The length
determines the displacement in lateral
direction; therefore, the length error
must be precisely controlled. The errors
and
in the height
and width
, respectively, can be removed through polishing the front and back surfaces in the slice sticking process. The errors
,
,
, and
in the angles
,
,
, and
determine the cuboid shape which influences the error control in the stacking process. As shown in
Figure 8c,d, different cuboid shapes are affected by the errors
,
,
, and
, which cause length measurement error and affect the eccentricity degree in the X direction. The relationship between the error factors and influence quantities is listed in
Table 4.
4.1.2. Fixture Error
The accuracy of the fixture for the installation of the glass slices affects the stack accuracy, which determines the eccentricity of the focus. The precision of the angles between surfaces
,
, and
, including the surfaces morphology, determine the precision of the stack. The
of surfaces
,
, and
need to be controlled under 0.5 μm. The errors
,
, and
in the angles
,
, and
, shown in
Figure 9b, result in the tilting of all slices, which leads to the eccentricity of the X- and Y-axes. In the ideal condition,
is 90° and
is 0°, i.e., the right side of the slices is in contact with surface
. When
is non-zero, the slice is firstly in contact with
and moves to
along the boundary of
to make a line contact with
. Due to the geometrical limitation of the
–
boundary, the slices can be aligned within the same XZ position; hence, the tilt effect caused by the error
can be ignored. The relationship between the error factors and influence quantities is listed in
Table 5. The error diagram is given in
Figure 9 with the different error angles.
4.1.3. Stack Error
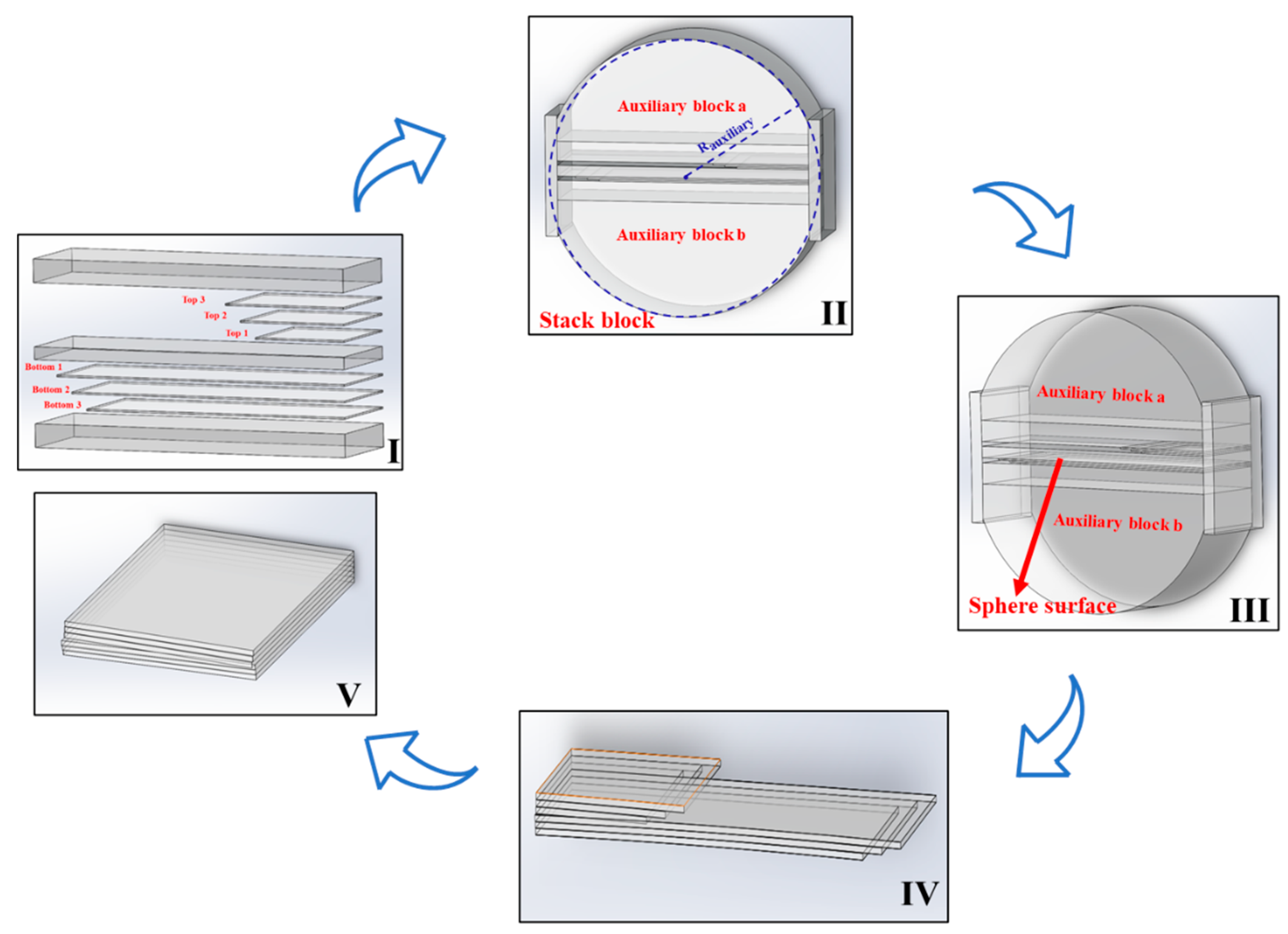
Stacking error is introduced during the slice and image slicer sticking processes (
Section 3, processes II and IV). The accuracy of the double stacking process affects the final image slicer accuracy. By analyzing the stacking error, we can improve the sensitivity of the error analysis and ensure better manufacturing through accuracy allocation.
The errors of the stack are divided into translation error and rotation error. We define the ideal position of each slice at sphere fabrication as the origin. A shift in the XYZ direction directly affects the XYZ eccentricity, whose corresponding error values are , , . The combination of the rotation error caused by the thickness of the adhesive layer complicates XYZ eccentricity. In the following discussion, the rotation error is divided into pitch, yaw, and roll errors which are analyzed separately.
The errors in pitch, yaw, and roll affect the errors of the YZ, XZ, and XY eccentricities, respectively. The effect of the YZ eccentricity error, caused by the pitch angle, can be analyzed by axial translation and rotation. The pitch error is divided into two situations: slice working surface contact, shown in
Figure 10a, and slice back surface contact, shown in
Figure 10b. The contact pitch errors for both cases are shown in
Figure 10c,d. In
Figure 10c,
represents the
th channel of the image slicer. The pitch error can be analyzed by translation and rotation. The behavior of the channel slice with pitch error can be obtained by rotating the ideal channel slice around the
X-axis on the sphere center. The distance translation between the rotational and actual positions is the translation error in the XZ direction. Using the same method, we can obtain the translation error for the slice back surface contact, as shown in
Figure 10d. The auxiliary angle
is given by:
The angle error
of the pitch results in the eccentricity errors
and
at the Y and Z direction. For the slice working surface contact (Side 1 contact, Side 2 separate), the Y eccentricity error
is given by:
The Z eccentricity error
should satisfy
For the slice back surface contact (Side 2 contact, Side 1 separate), the error value can be obtained by translating the above situation. The Y eccentricity error
is given by:
The Z eccentricity error
satisfies
The effect of the XZ eccentricity error, caused by the yaw angle, can be analyzed by axial translation and rotation. An abridged general view of the yaw error is given in
Figure 11a. The error analysis process is illustrated in
Figure 11b. The slicer rotates from the ideal position to the rotational position around the Y-axis. The sphere center remains unchanged. The XZ direction displacement of the slicer from the rotational position to the actual position constitutes the eccentricity error in the XZ direction. The auxiliary angle
used to analyze this error satisfies
The angle error
of the pitch, causing the X eccentricity error
and Z eccentricity error
, is given by the formula. The X eccentricity error
is given by:
The Z eccentricity error
should satisfy
The effect of the XY eccentricity error, caused by the roll angle, can be analyzed by axial translation and rotation. An abridged general view of the roll error is given in
Figure 12. The auxiliary angle
used to analyze this error satisfies
The angle error
of the pitch, causing the X and Y eccentricity errors
and
, respectively, is given by Equation (10). The X eccentricity error
should satisfy
The Y eccentricity error
should satisfy
The thickness of each layer slice glue line, affecting the
Y-axis eccentricity including all subsequent slices, needs to be taken into account. The thickness of glue line
causes the error
. The main influence quantity of the pitch, yaw, and roll is given in
Table 6. Other errors are fully eliminated if the listed eccentricity errors are removed.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}