
Low-Temperature Sintering and Infiltration of High-W Contacts
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methodology
2.3. Characterisation
3. Results and Analysis
3.1. Sintering Performance of W Skeletons
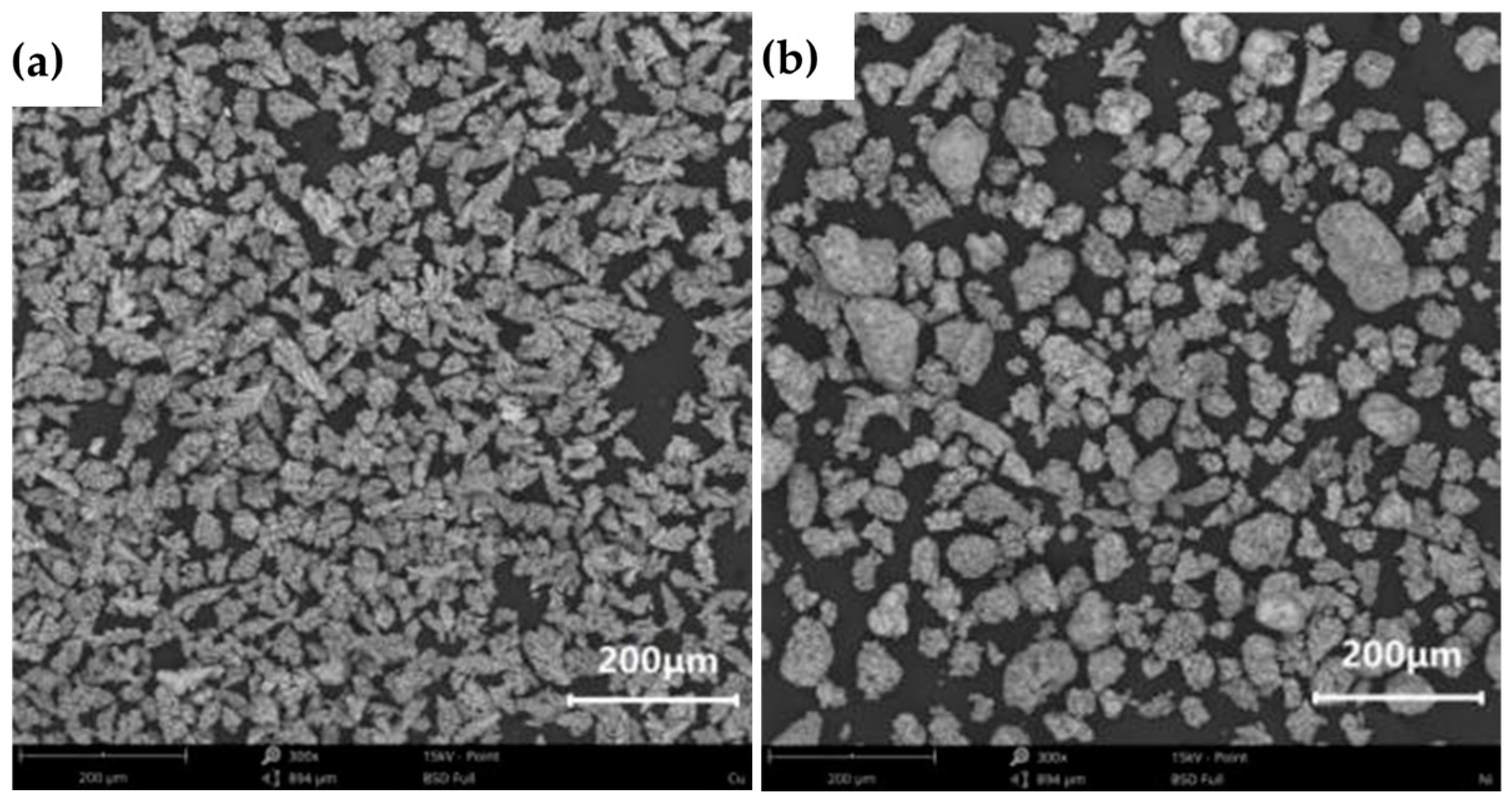
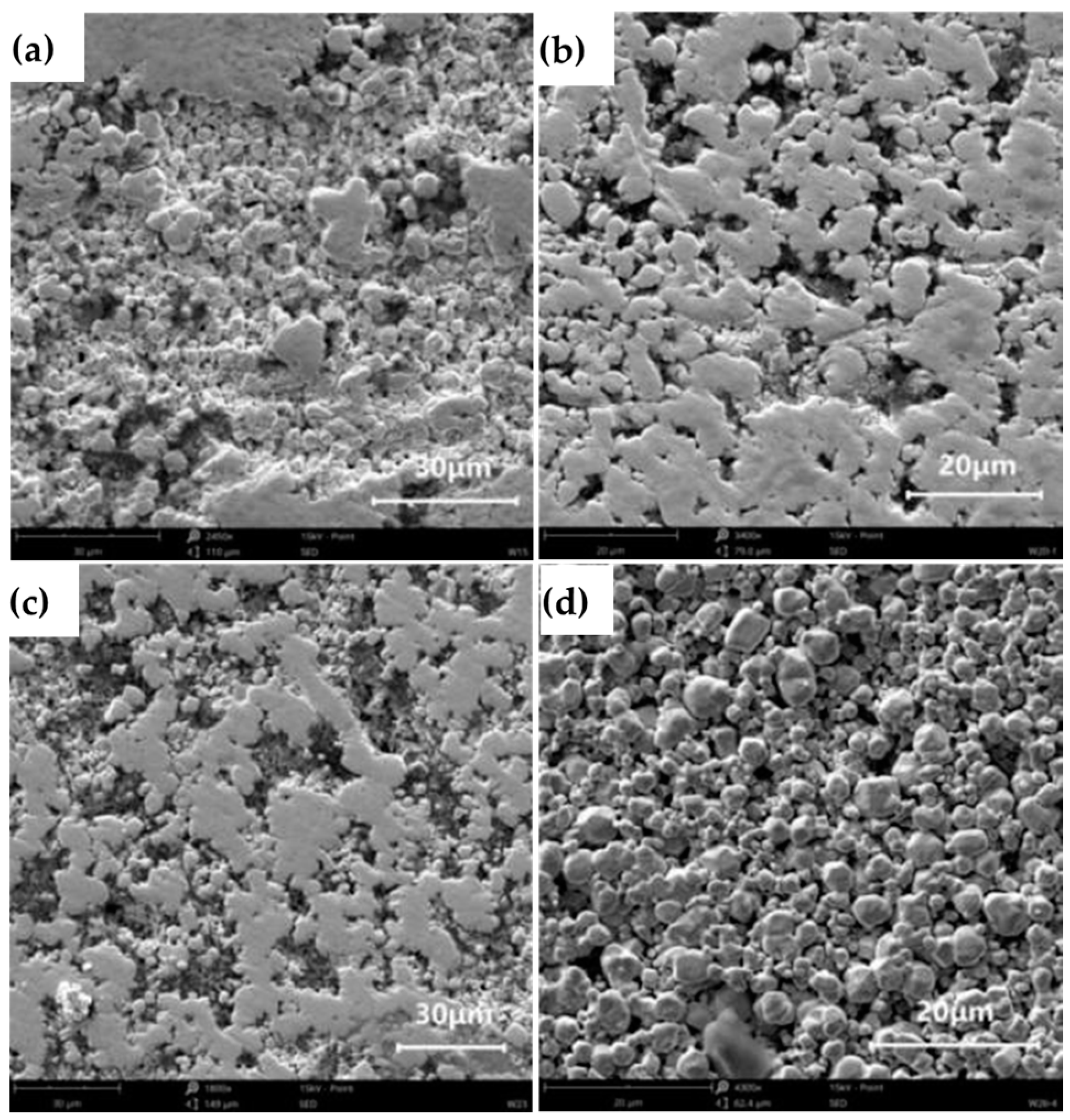
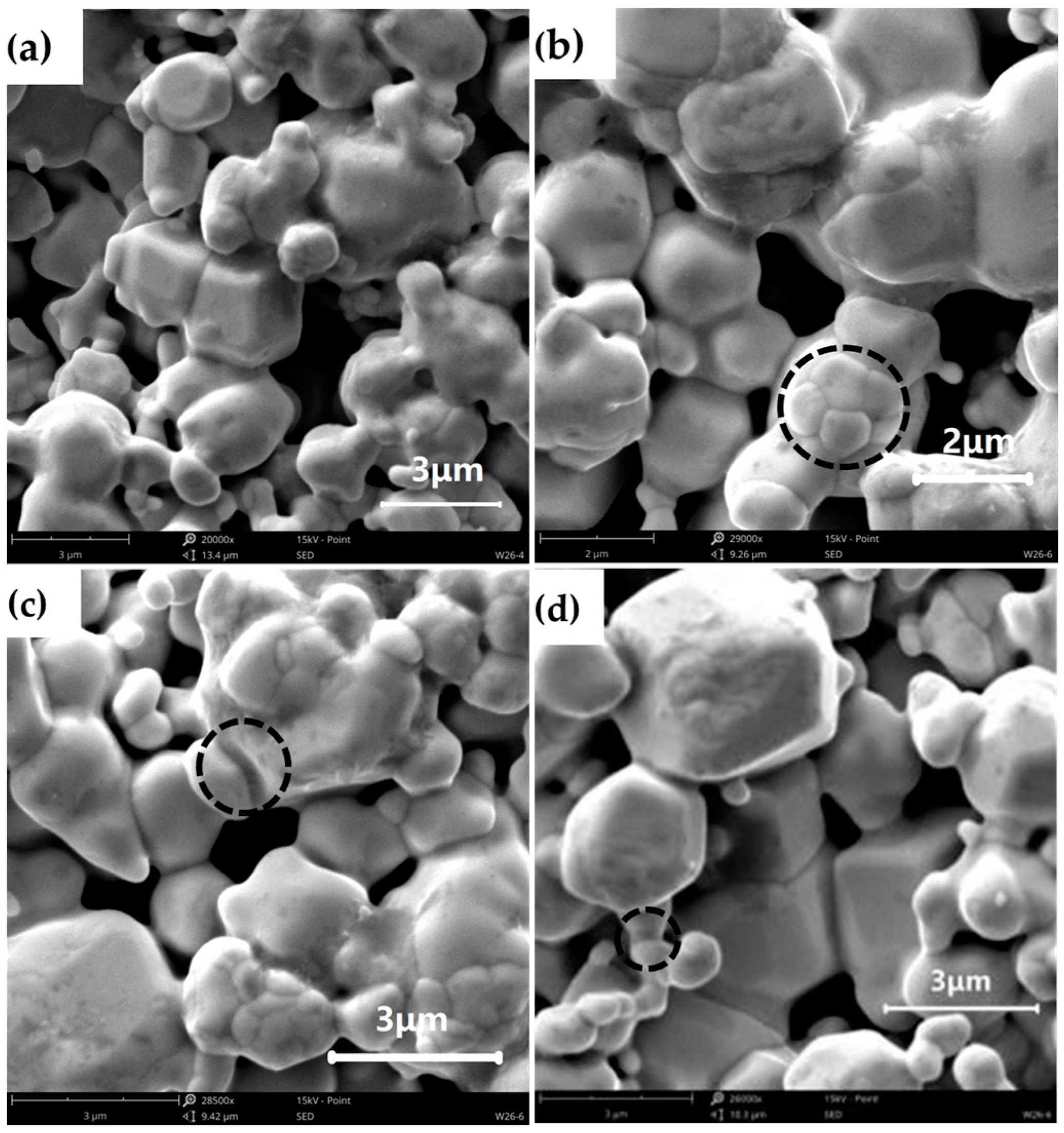
3.2. Morphologies of Sintered W Skeletons
3.3. Infiltration of AgW Materials
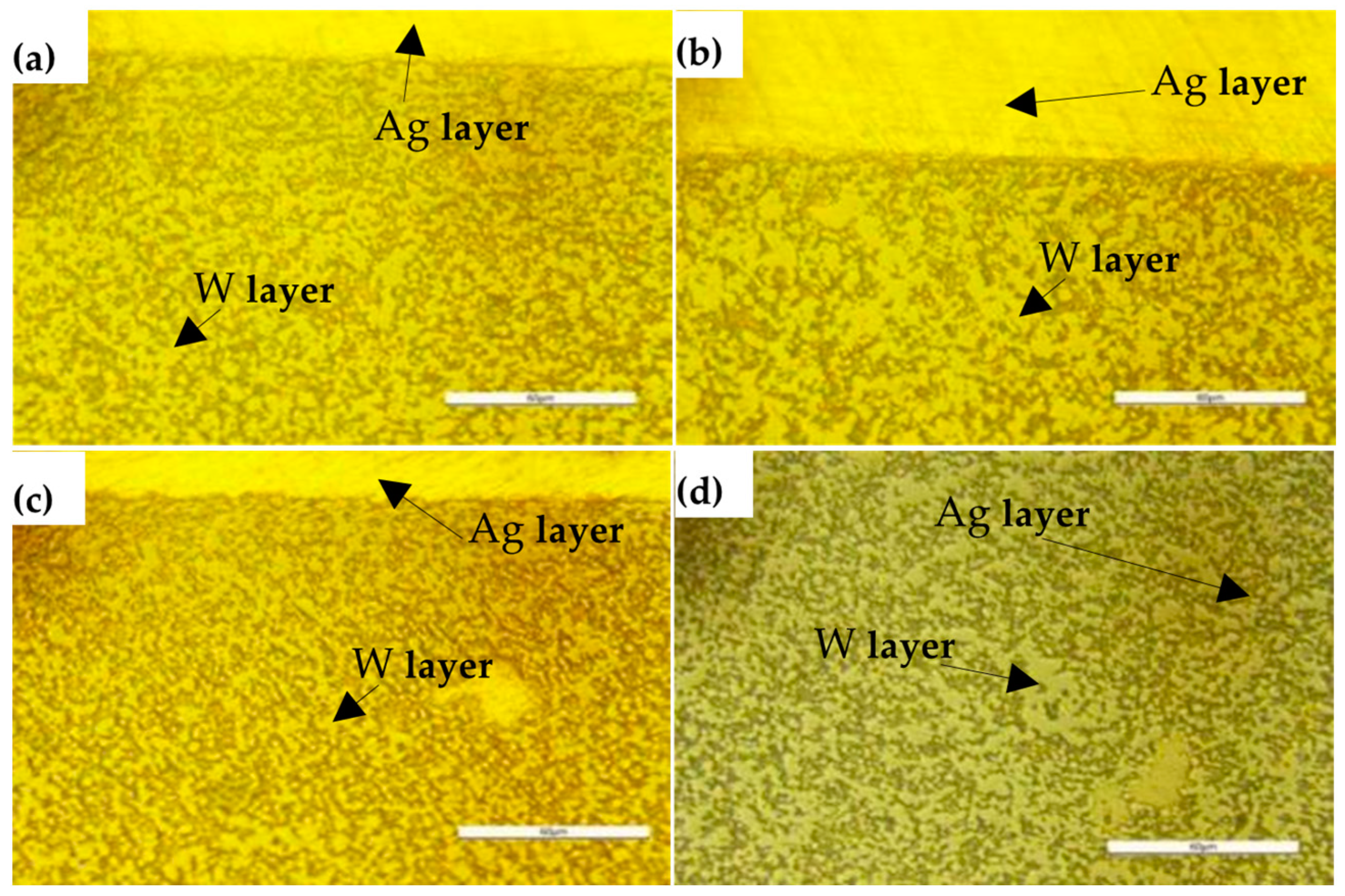
3.4. Metallographic Microstructures of AgW Materials
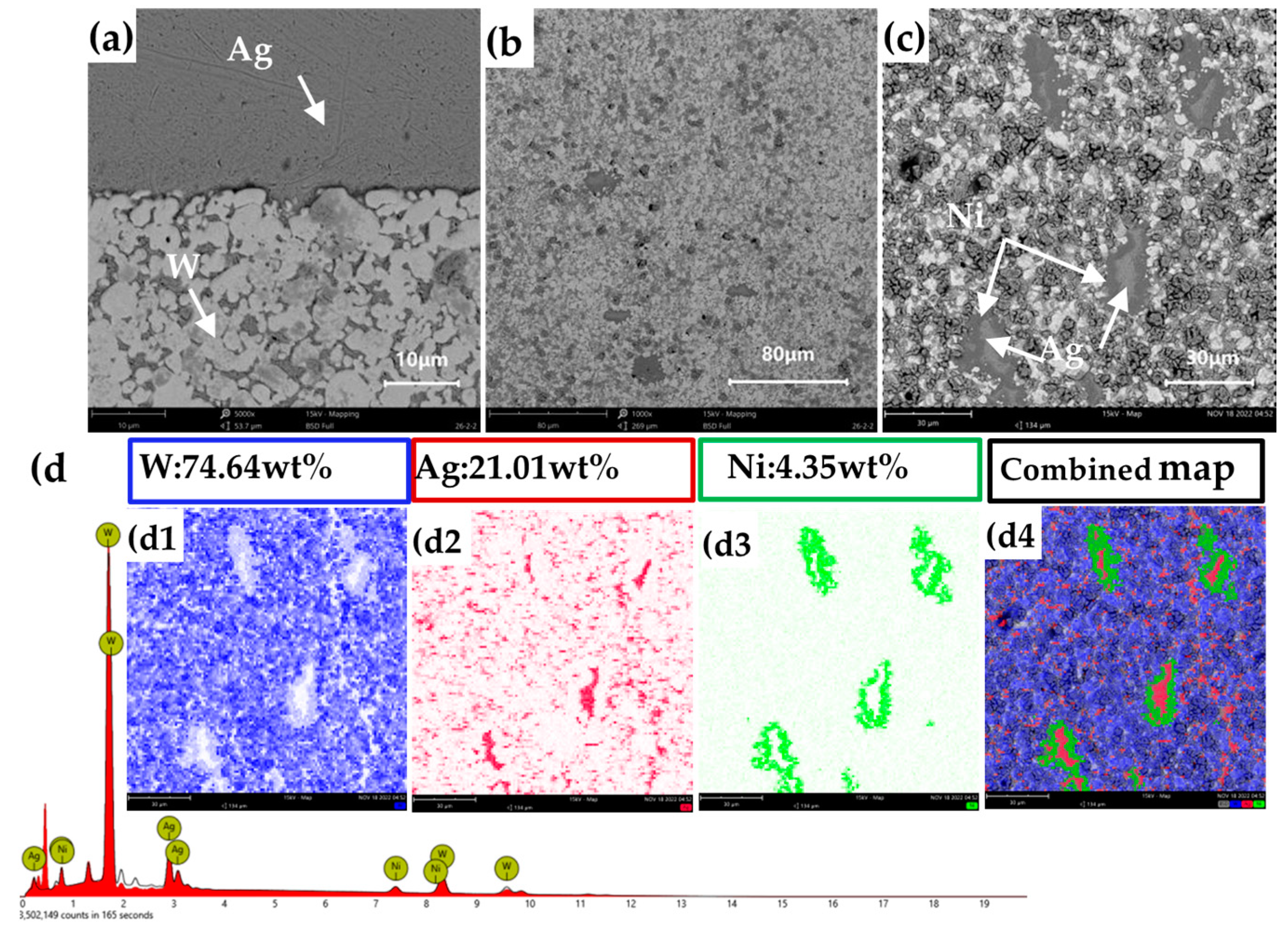
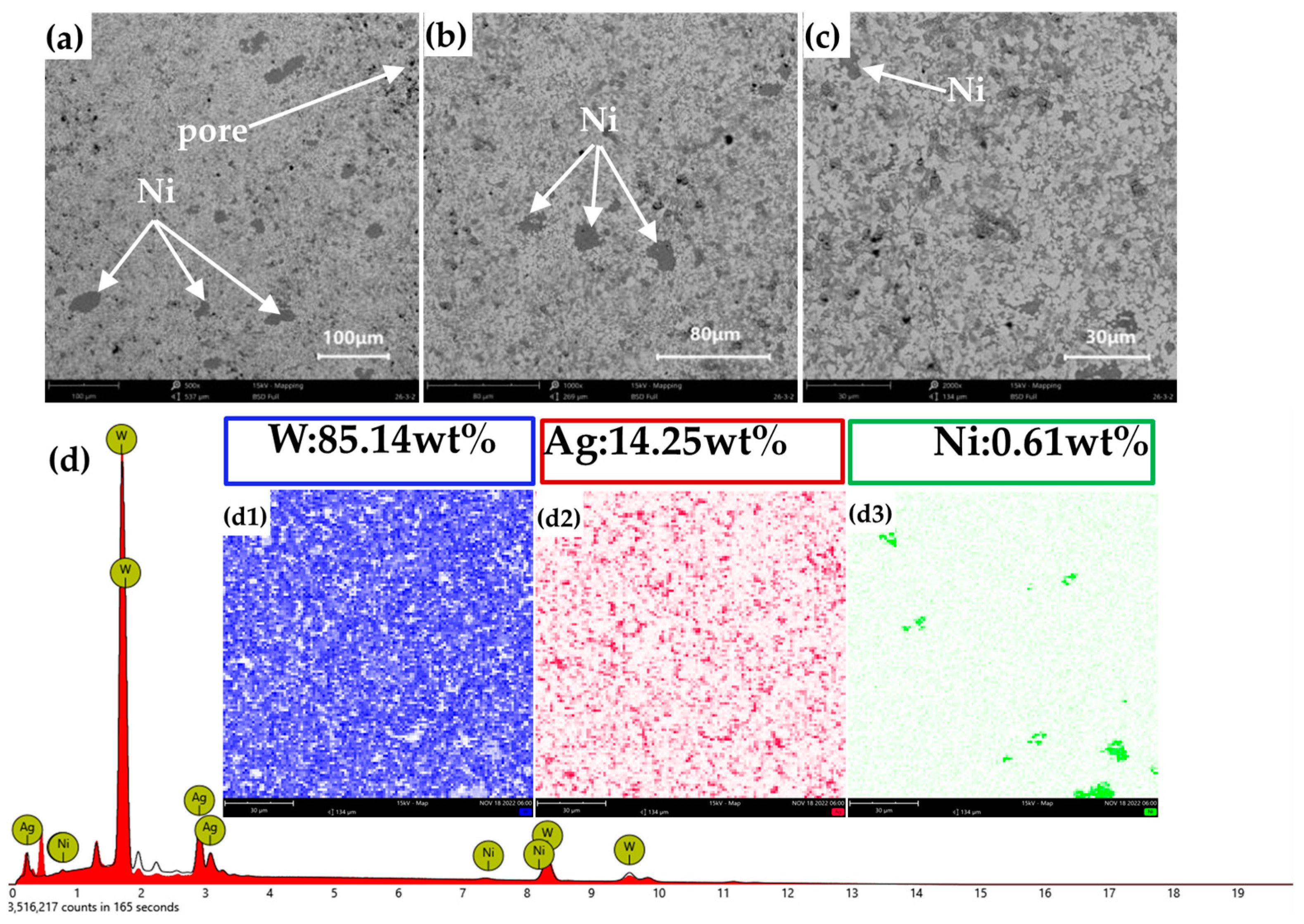
3.5. Morphologies and Elemental Distributions of AgW Materials
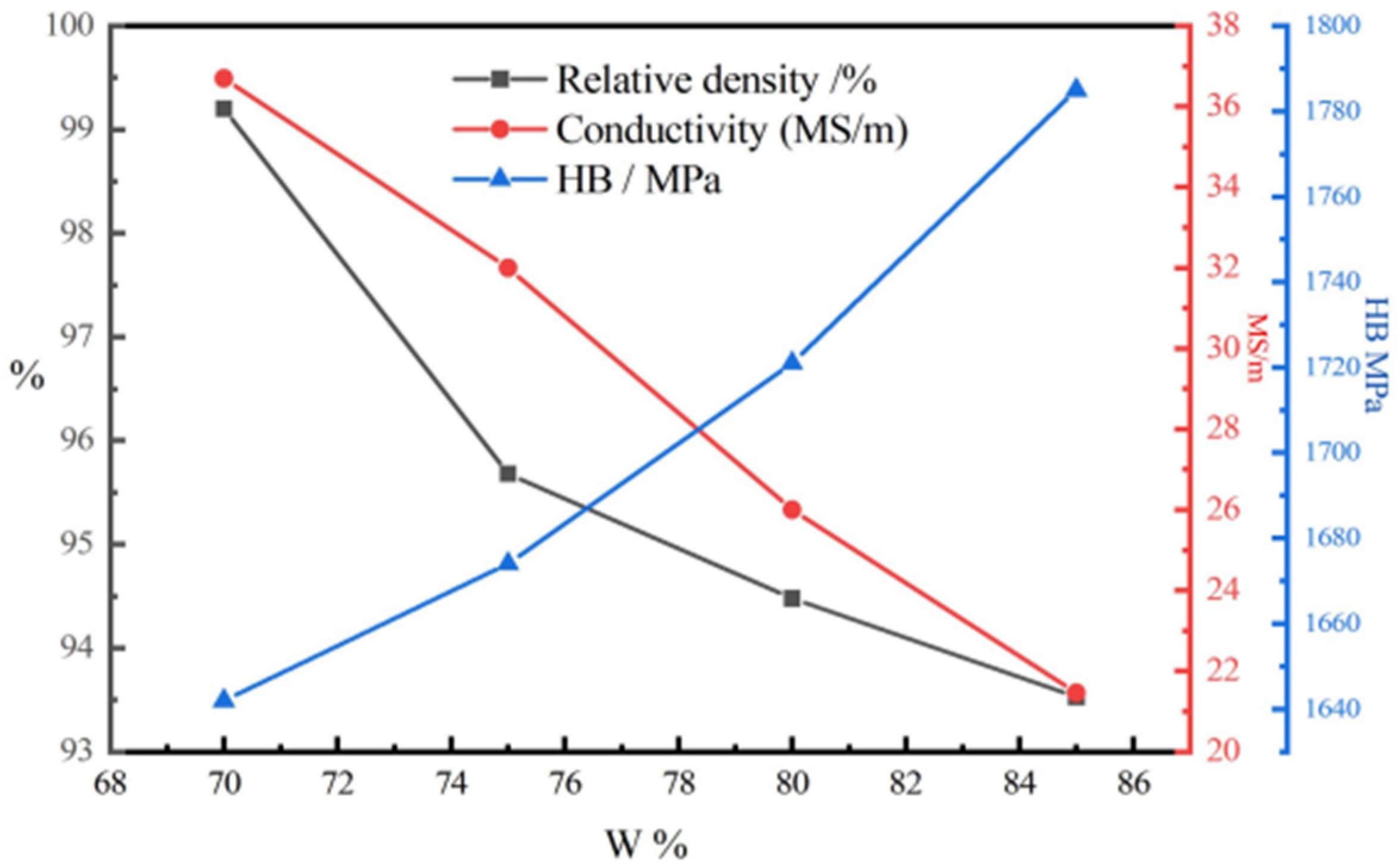
3.6. Physical Properties of AgW Materials
3.7. Thermo-Kinetic Analysis of W Skeleton Sintering
3.8. Infiltration Mechanism Analysis
- Solid-phase sintering:
- Liquid-phase flow infiltration:
- Liquid-phase solidification and pore filling:
4. Conclusions
- (1)
- Pure W and W powder with 1% Cu addition exhibited minimal shrinkage in the temperature range of 950–1050 °C. The linear shrinkage of the sintered skeleton with the addition of (Ni:Cu = 1:9/1:1, 1% Ni) to the W powder remained relatively constant within 90 min of sintering at 950–1000 °C.
- (2)
- At 1050 °C and 150 min of sintering, the densification of the W skeleton was characterised by the complete globalisation of the grain boundary with a dihedral angle of 120°.
- (3)
- The AgW materials obtained through infiltration at 1050 °C for 150 min exhibited irregular Ni layers formed by the spatial encapsulation of Ag.
- (4)
- With an increase in the W content, the electrical conductivity and relative density of the AgW (70 wt%), AgW (75 wt%), AgW (80 wt%), and AgW (85 wt%) materials decreased, whereas the hardness of the materials increased.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boonyongmaneerat, Y. Effects of low-content activators on low-temperature sintering of tungsten. J. Mater. Process. Technol. 2009, 209, 4084–4087. [Google Scholar] [CrossRef]
- German, R.; Munir, Z. Enhanced low-temperature sintering of tungsten. Metall. Trans. A 1976, 7, 1873–1877. [Google Scholar] [CrossRef]
- Hwang, N.M.; Park, Y.J.; Kim, D.-Y.; Yoon, D.Y. Activated sintering of nickel-doped tungsten approach by grain boundary structural transition. Scr. Mater. 2000, 42, 421–425. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, Y.; Xu, L. Application and research progress of W-Ag composite materials. Mater. Rev. 2014, 28, 26–30. [Google Scholar]
- Leung, C.-H.; Kim, H. A comparison of Ag/W, Ag/WC, and Ag/Mo electrical contacts. IEEE Trans. Compon. Hybrids Manuf. Technol. 1984, 7, 69–75. [Google Scholar] [CrossRef]
- Zhang, J. Electric repulsion force between contacts of high power relay based on Ag-W contact material. Electr. Eng. Mater. 2021, 15–17. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, W.X.; Jiao, L.; Bai, X.P.; Feng, R.X.; Li, Z.B. Experimental study on electrical contact of AgW60, CuW60 and Cu in symmetrical and asymmetric pairing at DC 270 V/200 A. Electr. Eng. Mater. 2019, 6, 37–42. [Google Scholar] [CrossRef]
- Han, F.; Ma, F.; Cao, Y. Handbook of Powder Metallurgy; Chemical Industry Press: Beijing, China, 2009; pp. 940–942. [Google Scholar]
- Meng, F.; Gao, J.; Wang, Y. The study on process and properties of Ag-W contact material. Mater. Rev. 2006, 20, 321–324. [Google Scholar]
- Xie, J. Powder-metallurgical Ag-W70 contact material. Mater. Sci. Eng. Powder Metall. 1999, 228–233. [Google Scholar]
- Fan, L. An investigation on the infiltration process of Ag-W series contact material. J. Suzhou Inst. Silk Text. Technol. 2001, 55–59. [Google Scholar]
- Zhang, D.; Qin, X.; Qin, L. Influence of skeleton preparation technology on microstructures and properties of AgW(65) contact materials. Electr. Eng. Mater. 2019, 8–11. [Google Scholar]
- Xue, B. Process research on Ag exudation in preparing AgW(50) contact by filtration. Electr. Eng. Mater. 2015, 8–10. [Google Scholar]
- Liu, D.-G.; Meng, L.; Zou, J.-X.; Luo, L.-M.; Wu, Y.-C. Microstructure and properties of silver-added W-Cu prepared by infiltration sintering. Int. J. Refract. Met. Hard Mater. 2022, 108, 105947. [Google Scholar] [CrossRef]
- Qureshi, A.H.; Azhar, S.M.; Hussain, N. The effect of cobalt addition on sintering and microstructural behaviour of silver-tungsten (Ag-W) composite. J. Therm. Anal. Calorim. 2009, 99, 203–209. [Google Scholar] [CrossRef]
- Hu, K.; Chen, W. Study of AgW(75) electrical contact material with infiltration technology. Electr. Eng. Mater. 2009, 12–14, 24. [Google Scholar]
- Aslanoglu, Z.; Karakas, Y.; Övecoglu, M. Switching performance of W-Ag electrical contacts fabricated by mechanical alloying. Int. J. Powder Metall. 2000, 36, 35–43. [Google Scholar]
- Da Costa, F.A.; Da Silva, A.G.P.; Filho, F.A.; Filho, F.A.; Gomes, U.U.; Vieira, F. Synthesis of a nanocrystalline composite W-25 wt.%Ag powder by high energy milling. Powder Technol. 2008, 188, 30–33. [Google Scholar] [CrossRef]
- Da Costa, F.A.; Da Silva, A.G.P.; Filho, F.A.; Gomes, U. Solid state sintering of a W-25wt% Ag powder prepared by high energy milling16. Int. J. Refract. Met. Hard Mater. 2008, 26, 318–323. [Google Scholar] [CrossRef]
- Salc, F.; Albiston, J. Production and sintering of Ag-W composites containing Ni. Mod. Dev. Powder Metall. 1988, 19, 75–89. [Google Scholar]
- Zeng, D.; Zhou, H. Preparation of Ag-W composite powders using chemical coprecipitation method. J. Cent.-South China Inst. Min. Metall. 1991, 670–676. [Google Scholar]
- Fan, J.; Liu, J.; Yan, D. Study of process of fine-grained W-Cu composites. Powder Metall. Technol. 2004, 22, 83–86. [Google Scholar]
- Sahoo, P.K.; Kamal, S.S.K.; Singh, A.K.; Sreedhar, B.; Durai, L.; Srivastava, S.K. Facile chemical synthesis of W-Ag and W-Cu nanocomposites at low temperature. J. Nanosci. Nanotechnol. 2011, 11, 2506–2513. [Google Scholar] [CrossRef] [PubMed]
- Boonyongmaneerat, Y. Mechanical properties of partially sintered materials. Mater. Sci. Eng. A 2007, 452–453, 773–780. [Google Scholar] [CrossRef]
- Huang, P. Principles of Powder Metallurgy; Metallurgical Industry Press: Beijing, China, 2015; pp. 308–310. [Google Scholar]
- Hayden, H.; Brophy, J. Low-temperature sintering of pure tungsten and tungsten-iridium. J. Less-Common Met. 1964, 6, 214–218. [Google Scholar] [CrossRef]
- Ding, H.; Lin, B. Effects of adding copper and nickel on the sintering process and properties of W-Ag materials. Hunan Metall. 1989, 14–17. [Google Scholar]
- Kang, S.-J.L. Sintering: Densification, Grain Growth, and Microstructure; Butterworth-Heinemann: Oxford, UK, 2005; pp. 39–55. [Google Scholar]
- Gessinger, G.; Fischmeister, H. A modified model for the sintering of tungsten with nickel additions. J. Less-Common Met. 1972, 27, 129–141. [Google Scholar] [CrossRef]
- Gessinger, G.; Fischmeister, H.; Lukas, H. A model for second-stage liquid-phase sintering with a partially wetting liquid. Acta Metall. 1973, 21, 715–724. [Google Scholar] [CrossRef]
- Kaysse, W.; Hofmann-Amtenbrink, M.; Petzow, G. Activated Sintering; Springer: Boston, MA, USA, 1987; pp. 121–132. [Google Scholar]
- Brandes, E.; Brook, G. Smithells Metals Reference Book, 7th ed.; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Xie, M.; Li, H. Low-Temperature Sintering and Infiltration of High-W Contacts. Appl. Sci. 2023, 13, 9608. https://doi.org/10.3390/app13179608
Zhao J, Xie M, Li H. Low-Temperature Sintering and Infiltration of High-W Contacts. Applied Sciences. 2023; 13(17):9608. https://doi.org/10.3390/app13179608
Chicago/Turabian StyleZhao, Jincheng, Ming Xie, and Hongmei Li. 2023. "Low-Temperature Sintering and Infiltration of High-W Contacts" Applied Sciences 13, no. 17: 9608. https://doi.org/10.3390/app13179608