

Design and Research of Intelligent Assembly and Welding Equipment for Three-Dimensional Circuit

 ,
,
Abstract
:1. Introduction
2. Planning and Design of Intelligent Assembly and Welding Equipment for Three-Dimensional Integrated Circuits
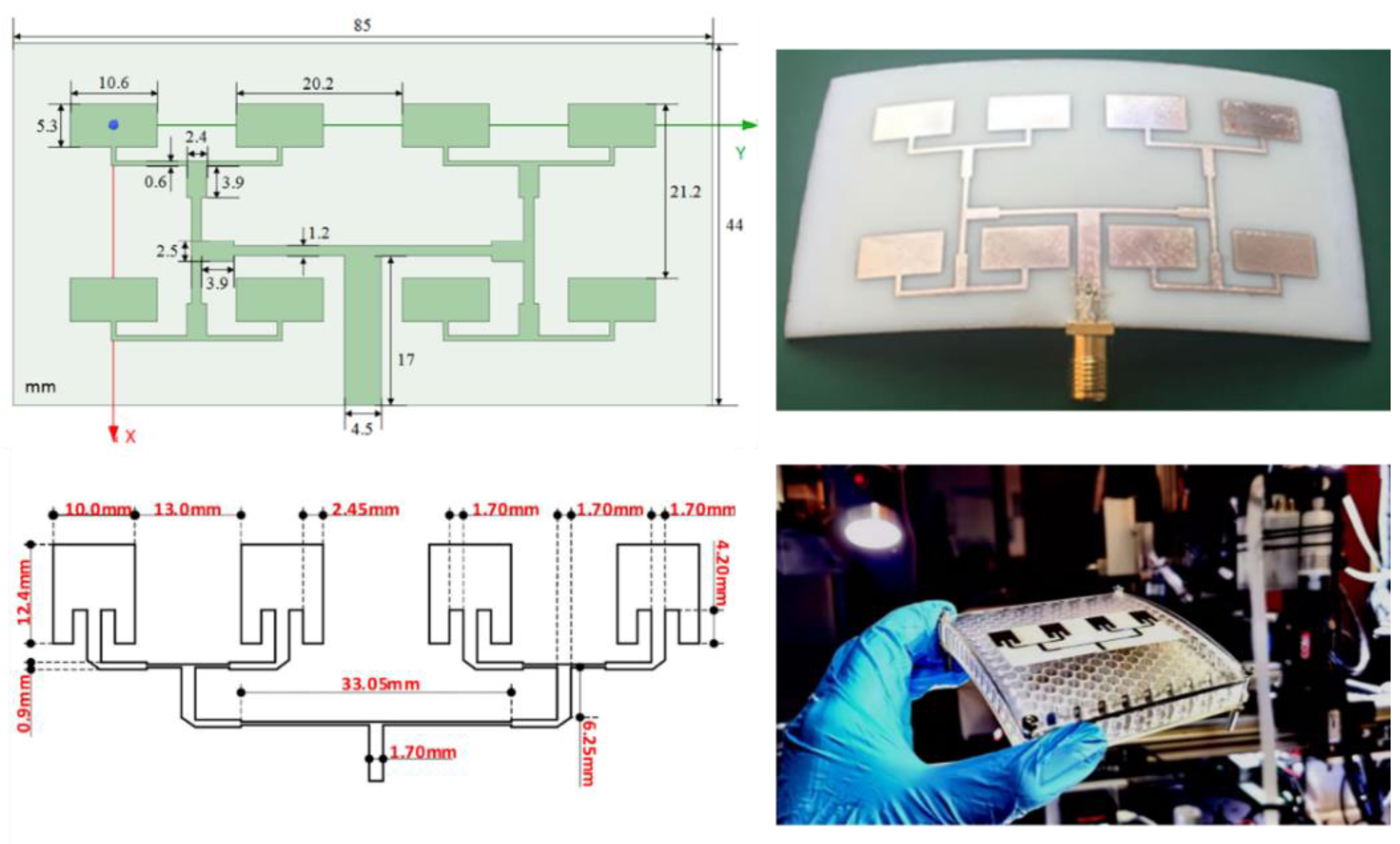
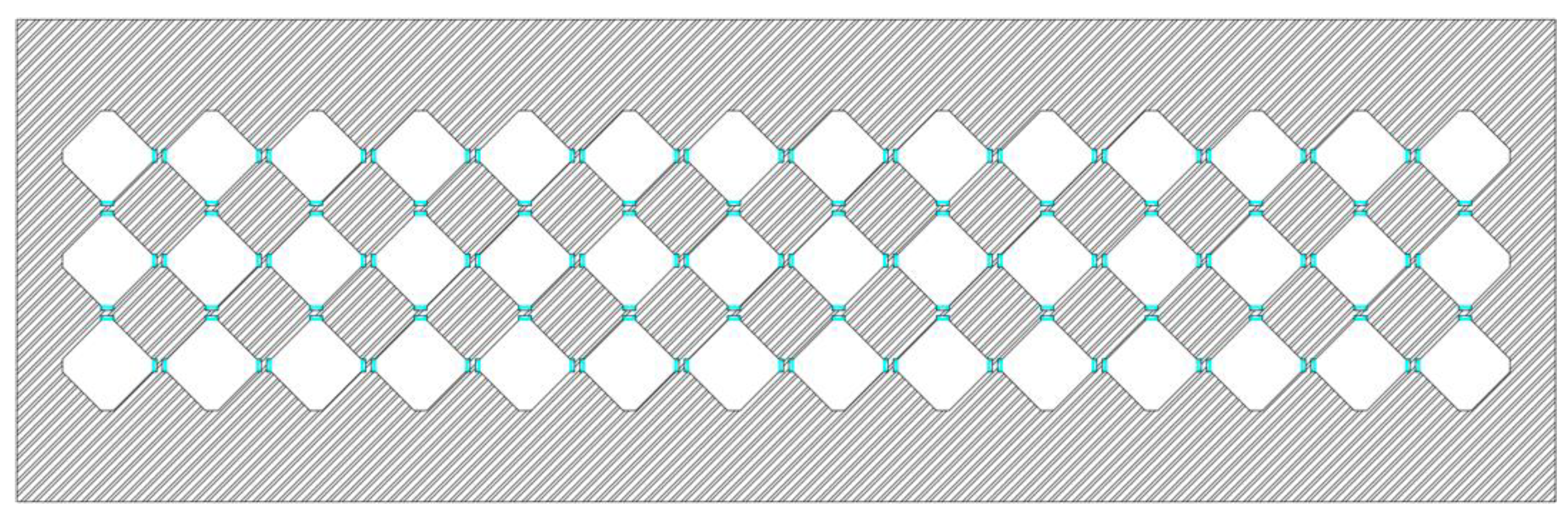
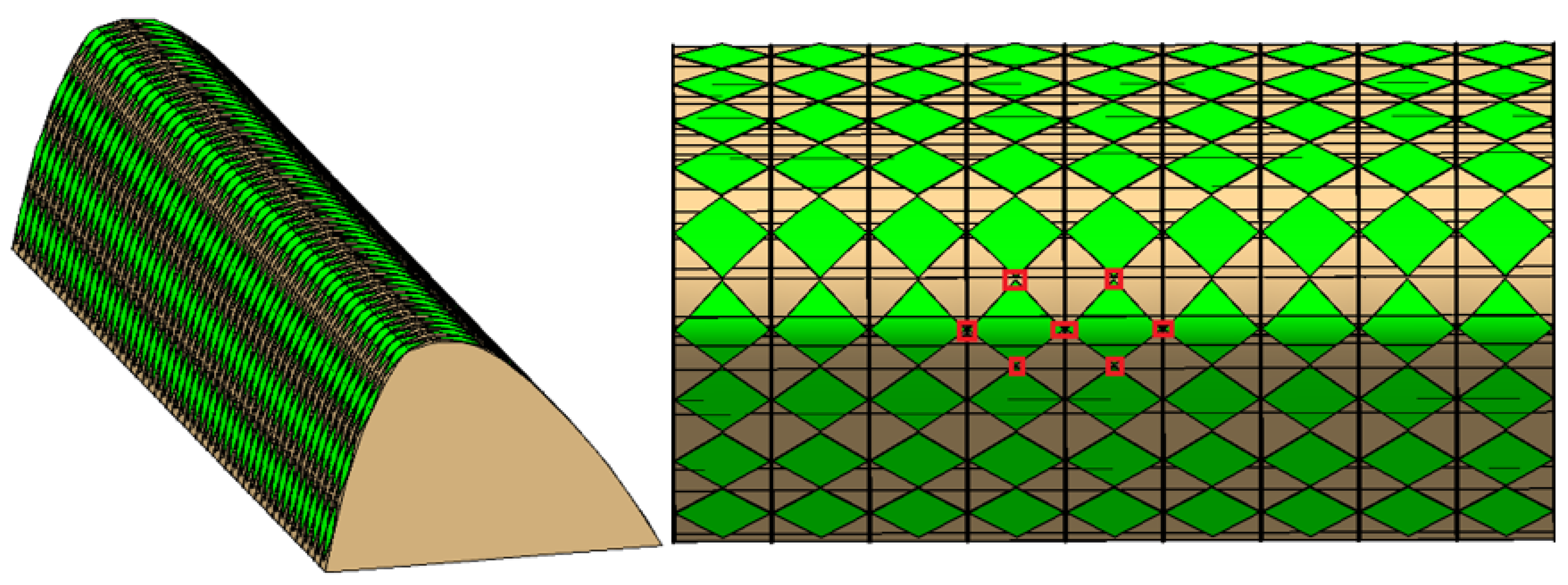
2.1. Introduction to Three-Dimensional Integrated Circuits on Conformal Antenna Surfaces
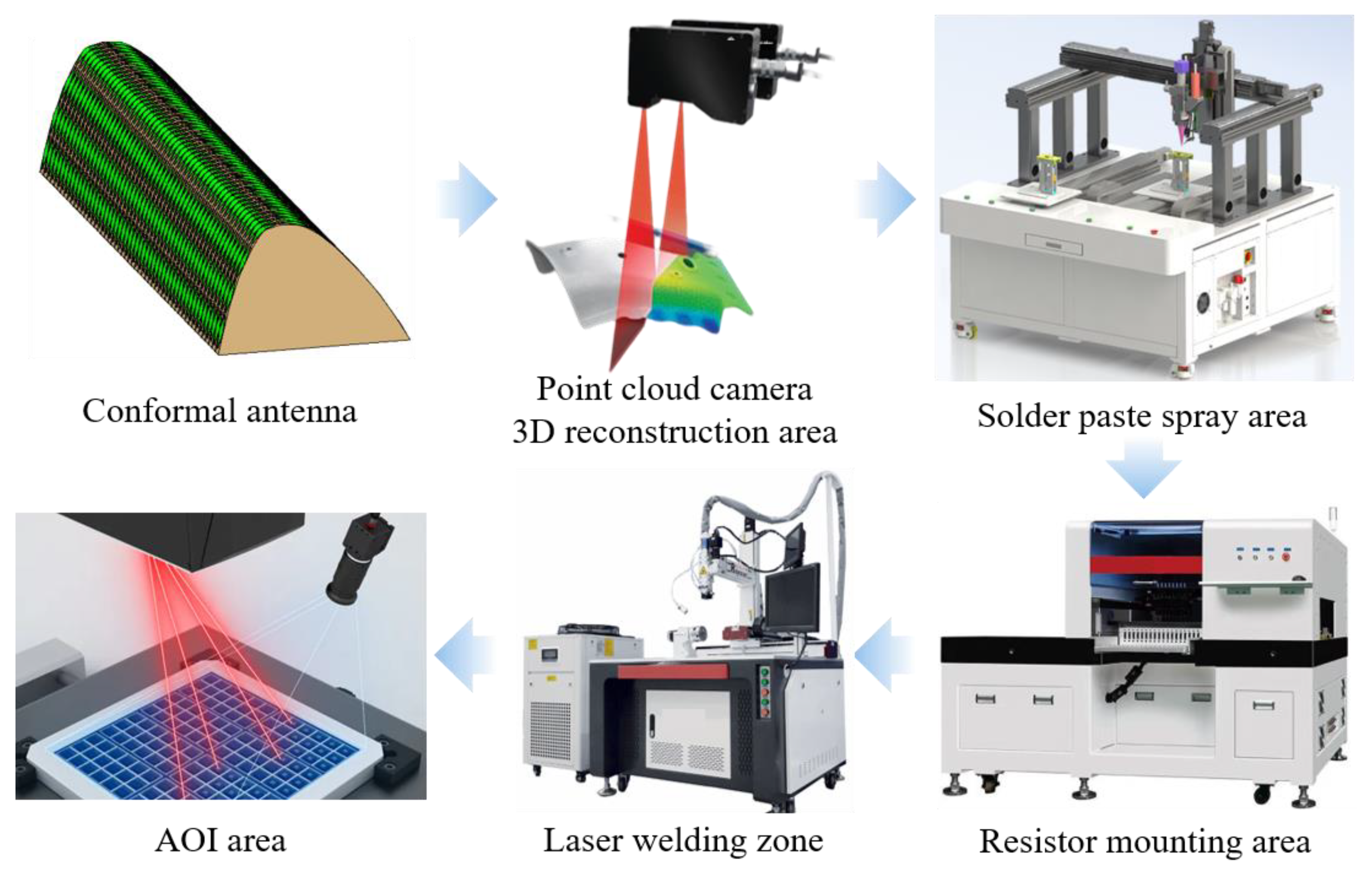
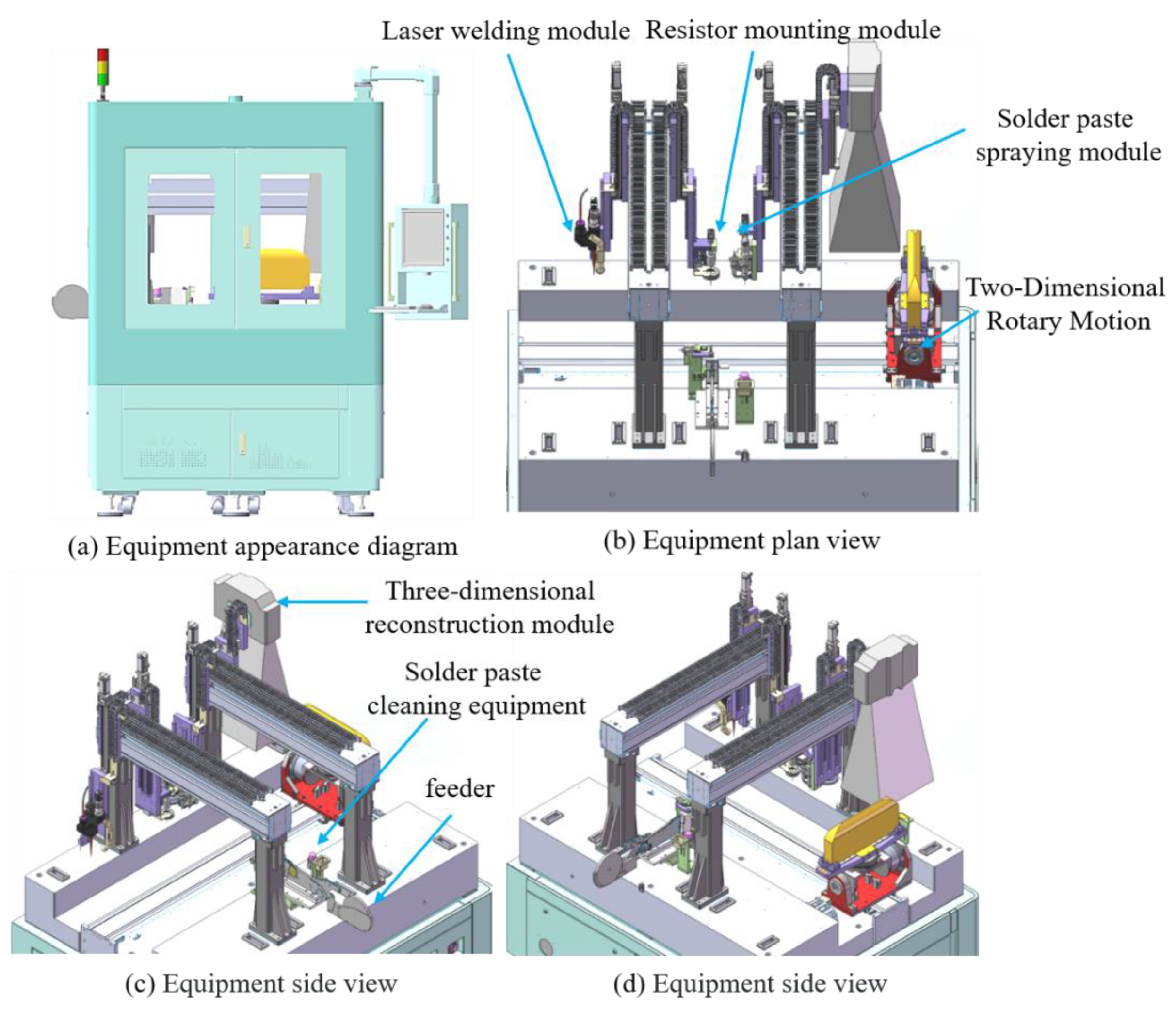
2.2. Overall Equipment Function Planning
3. Overall Equipment Scheme Design
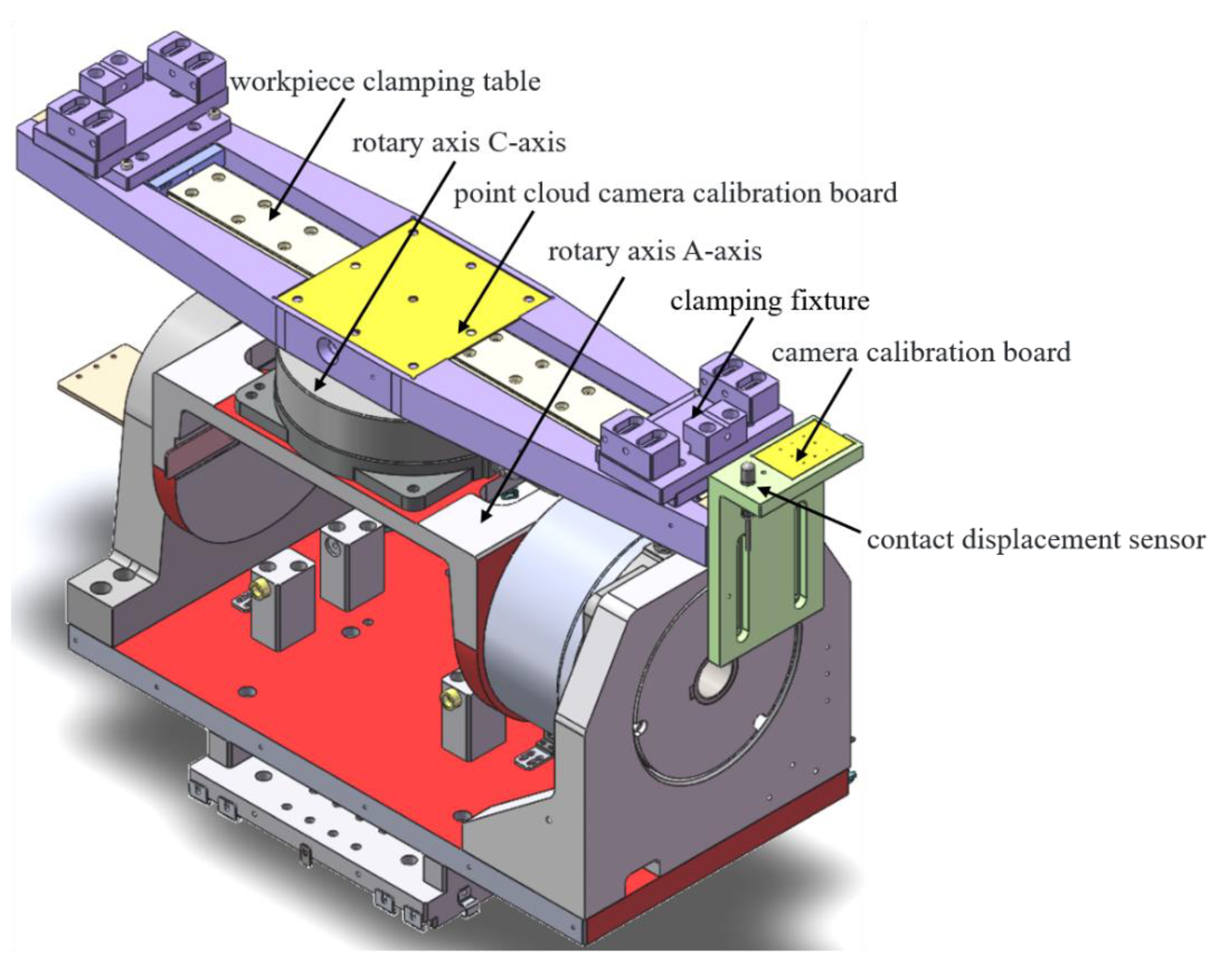
3.1. Design of Two-Dimensional Rotary Motion Module
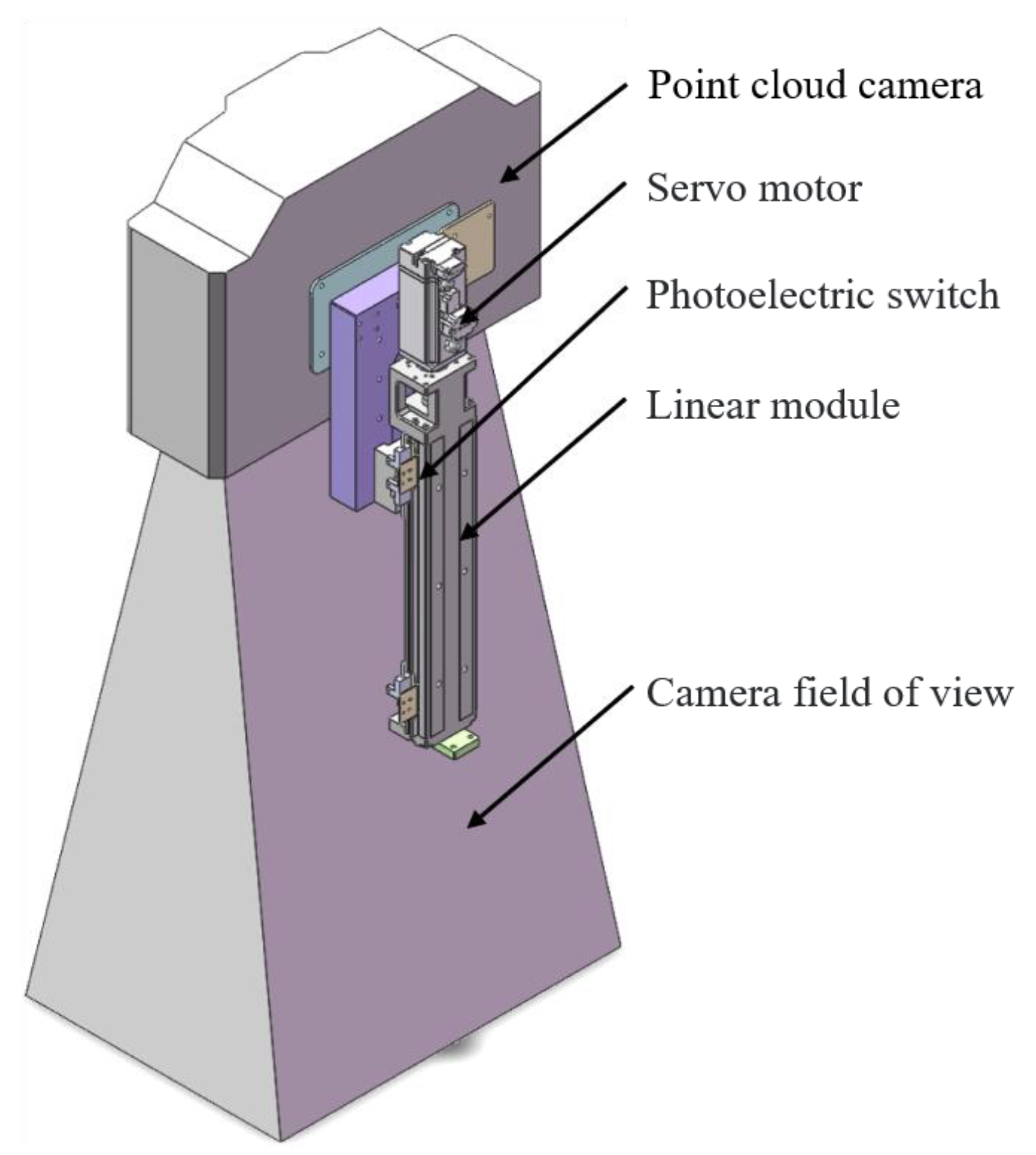
3.2. Design of Three-Dimensional Reconstruction Architecture Module
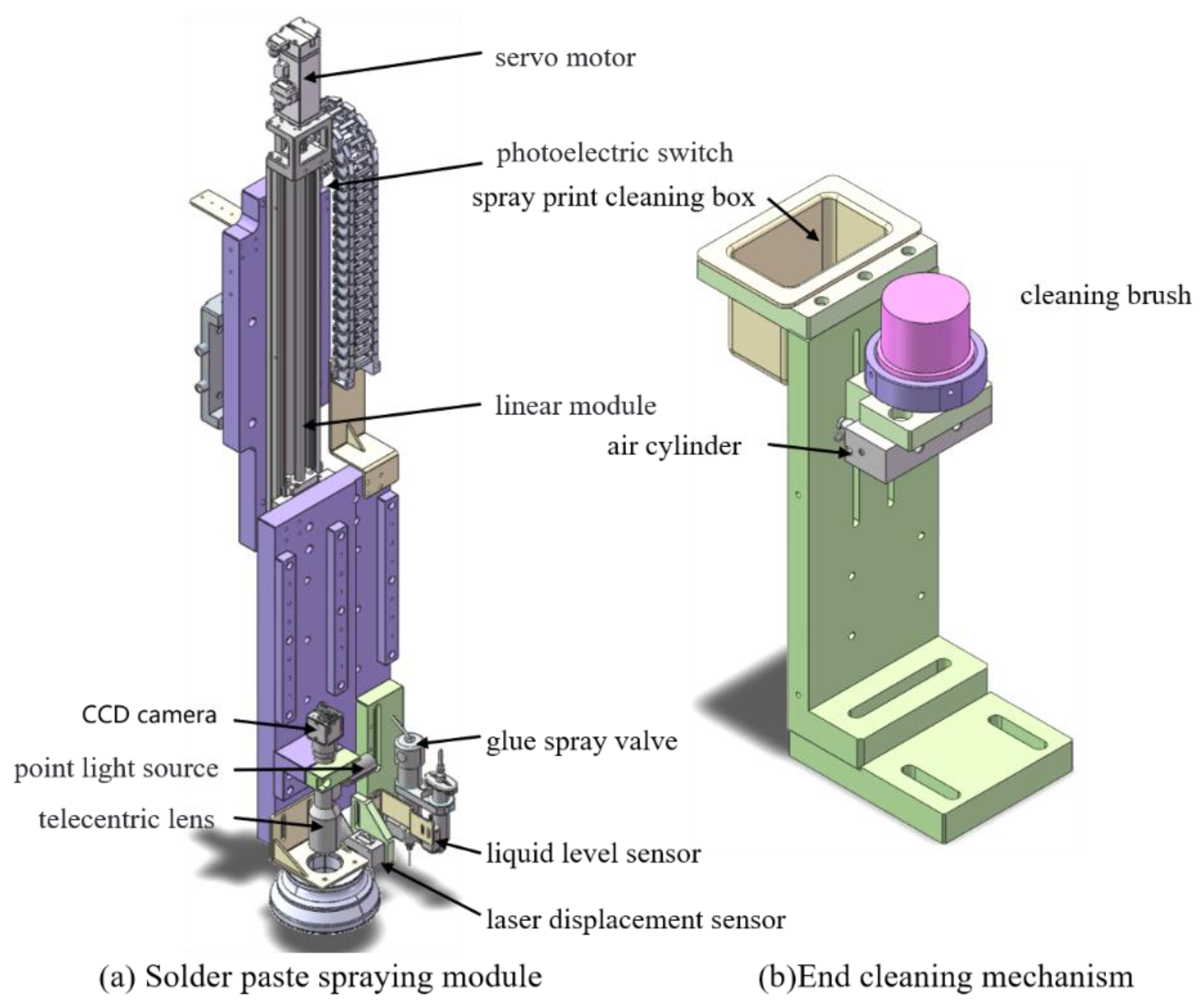
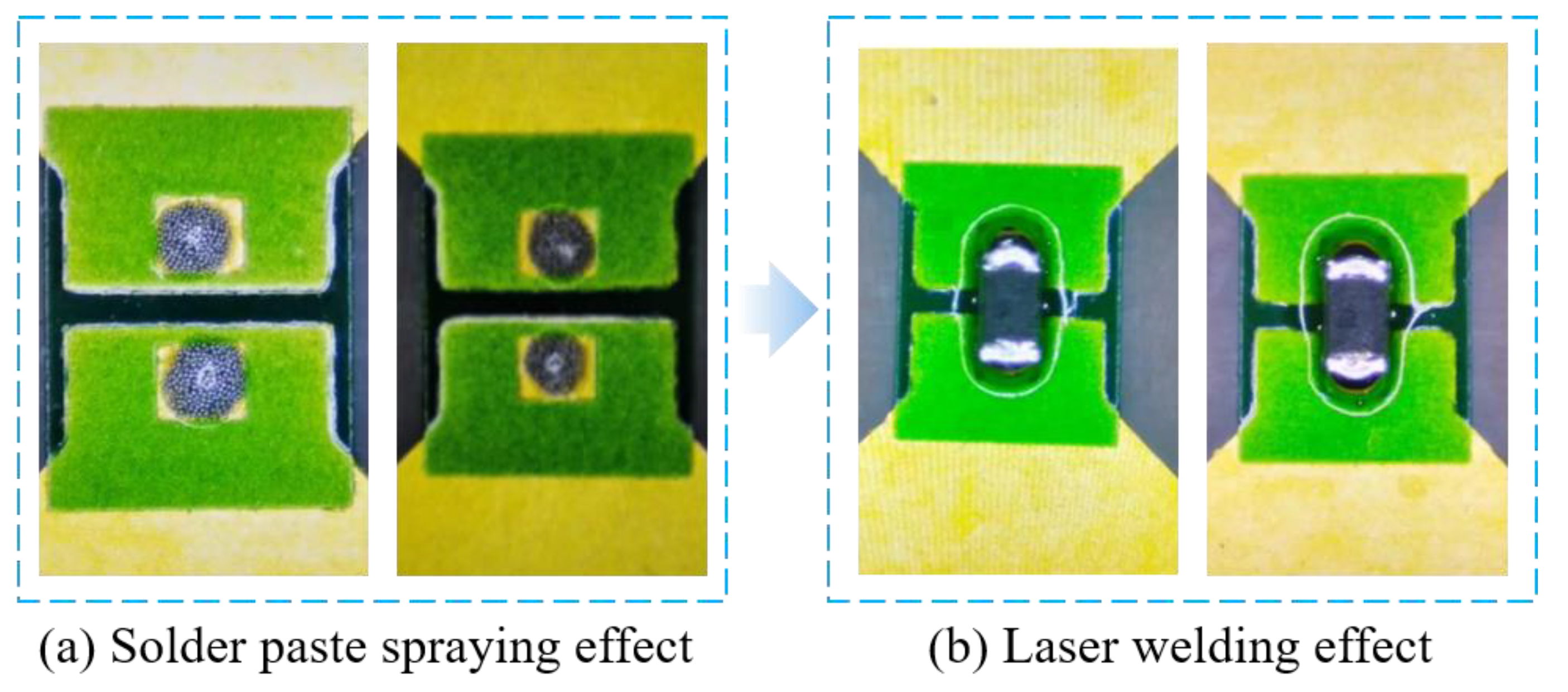
3.3. Design of Solder Paste Spraying Module
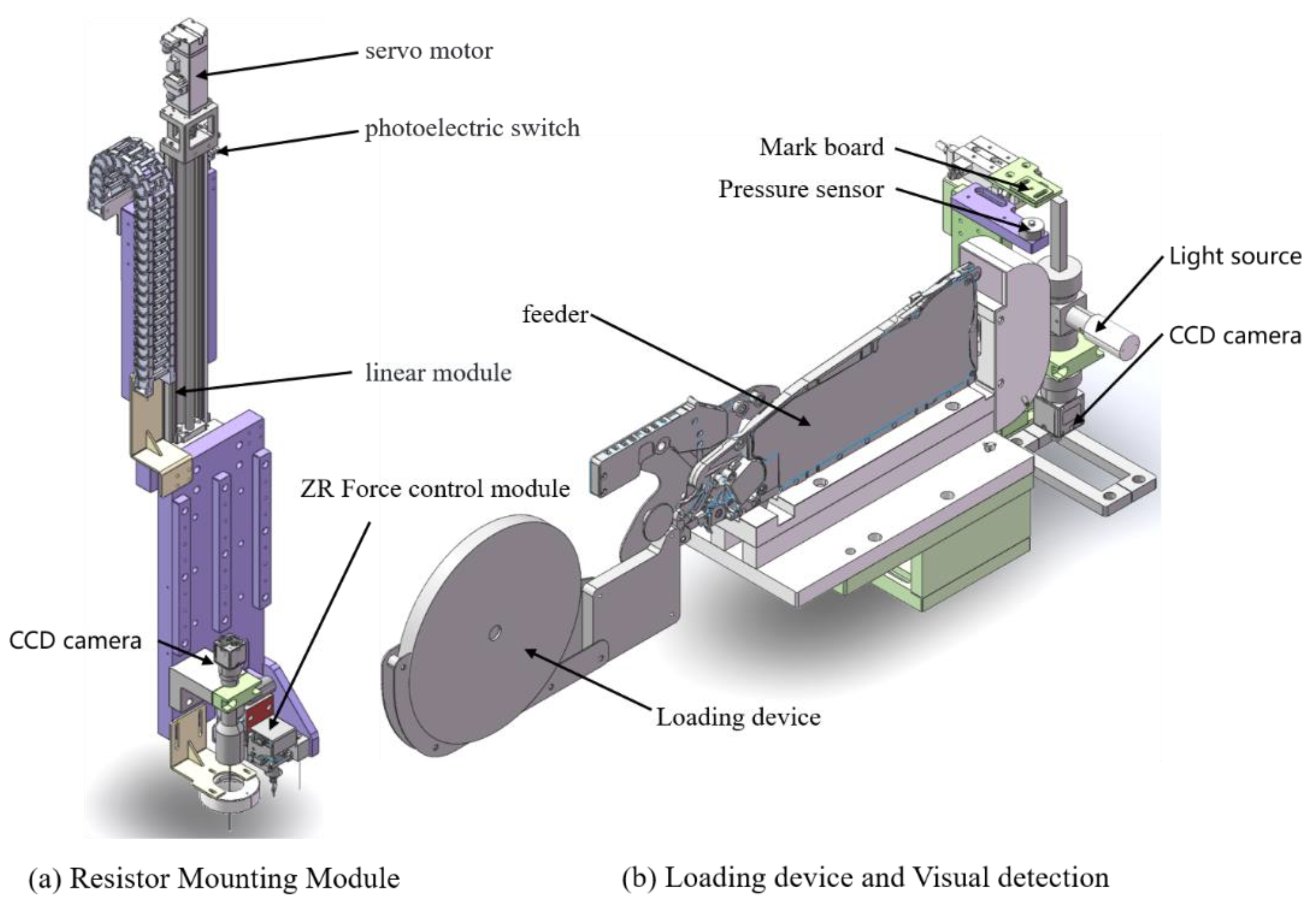
3.4. Design of Resistor Mounting Module
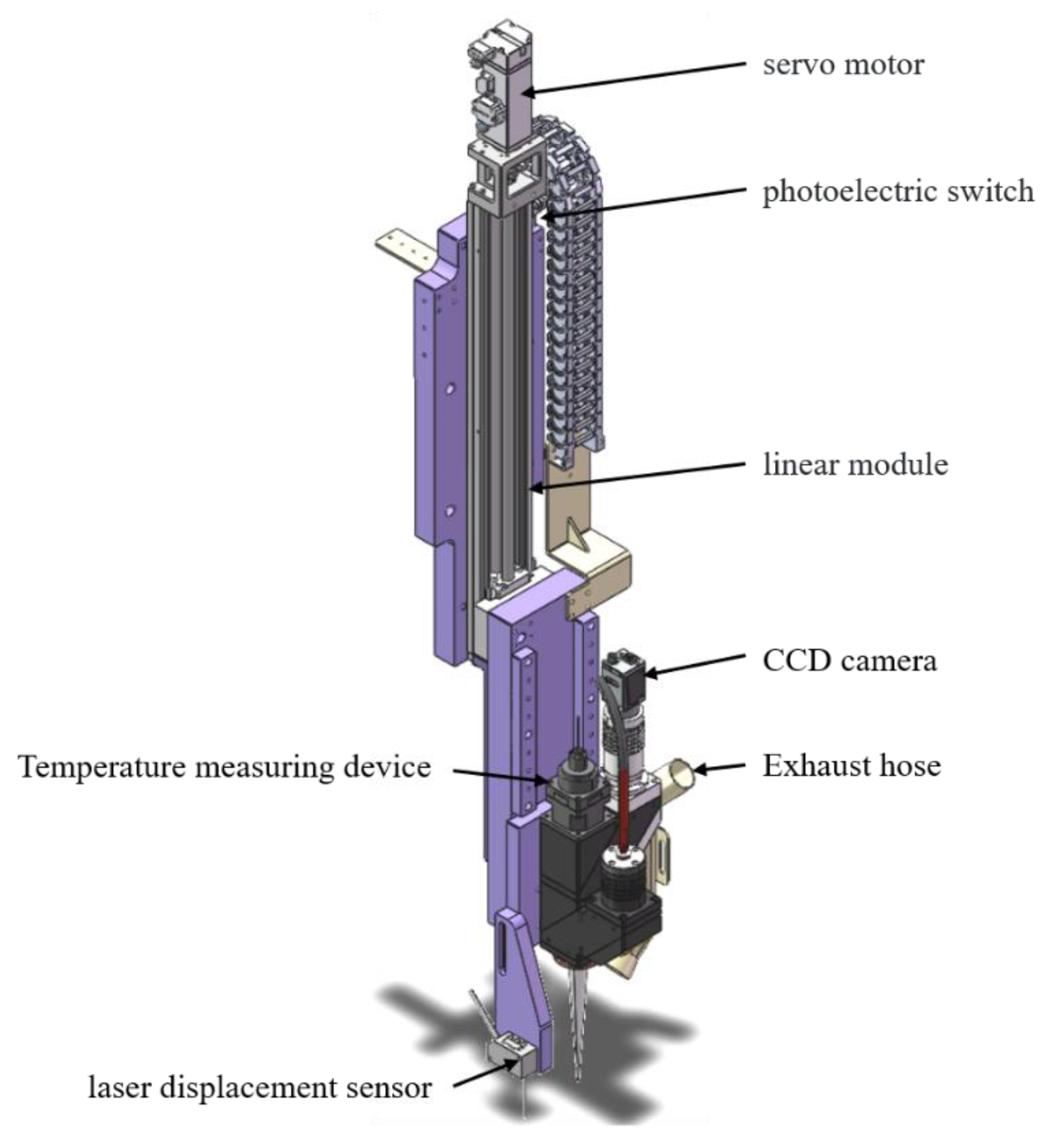
3.5. Design of Laser Welding Module
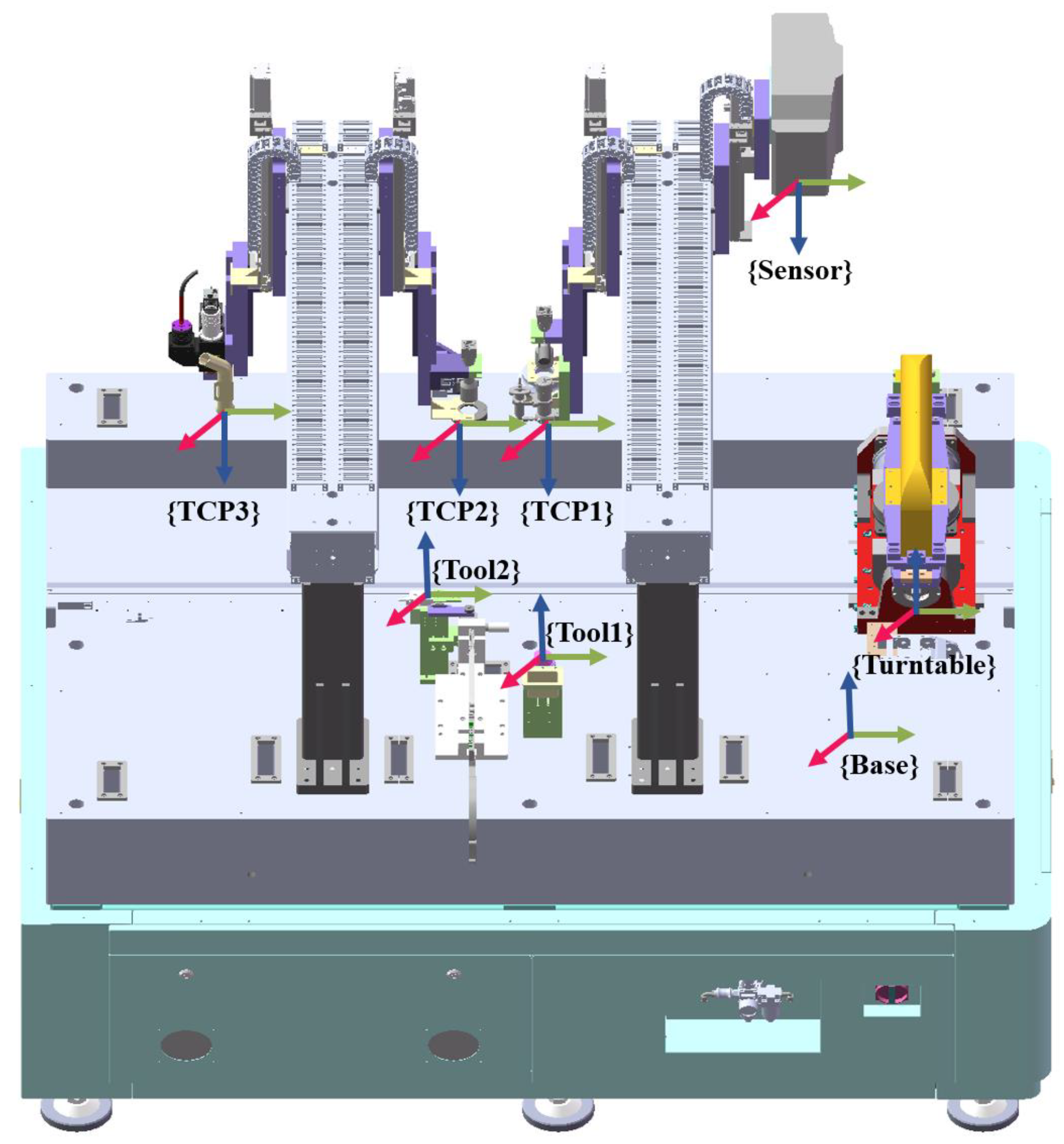
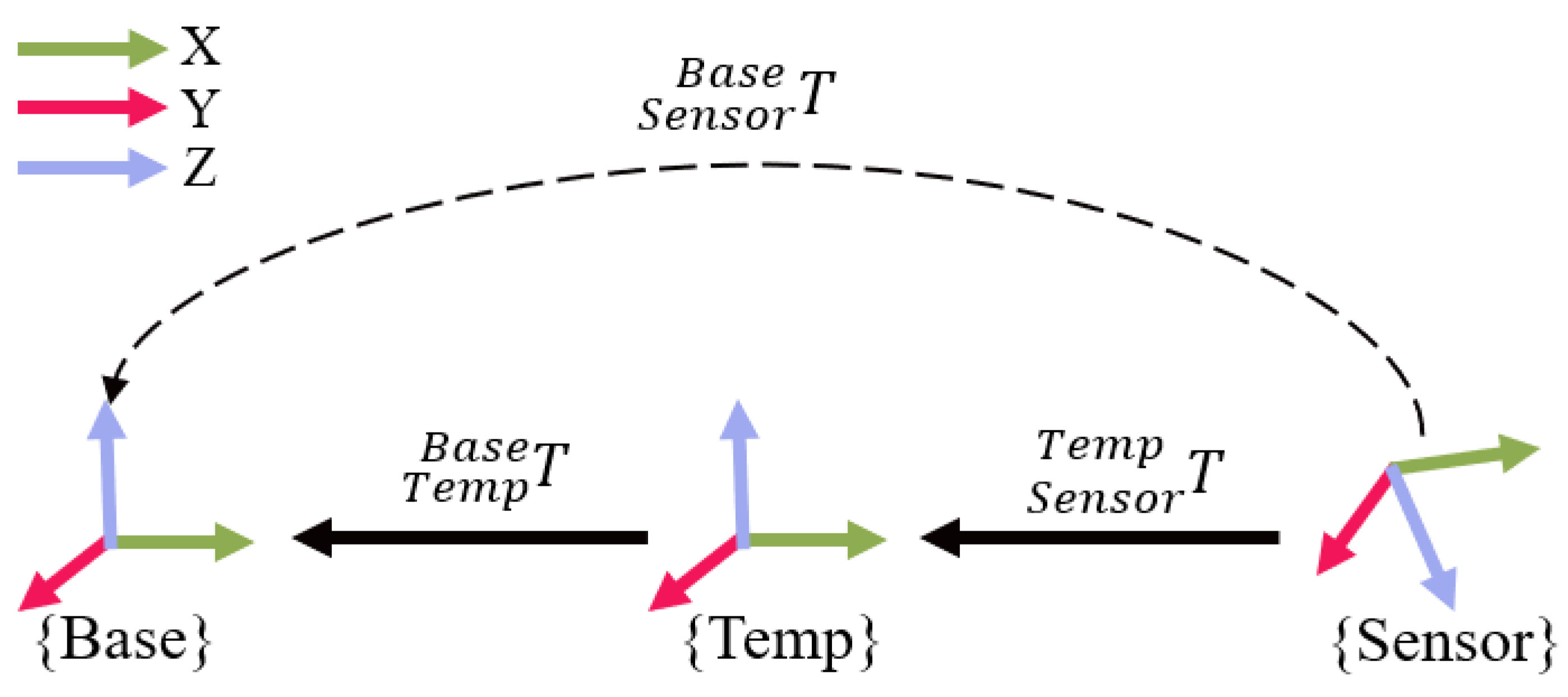
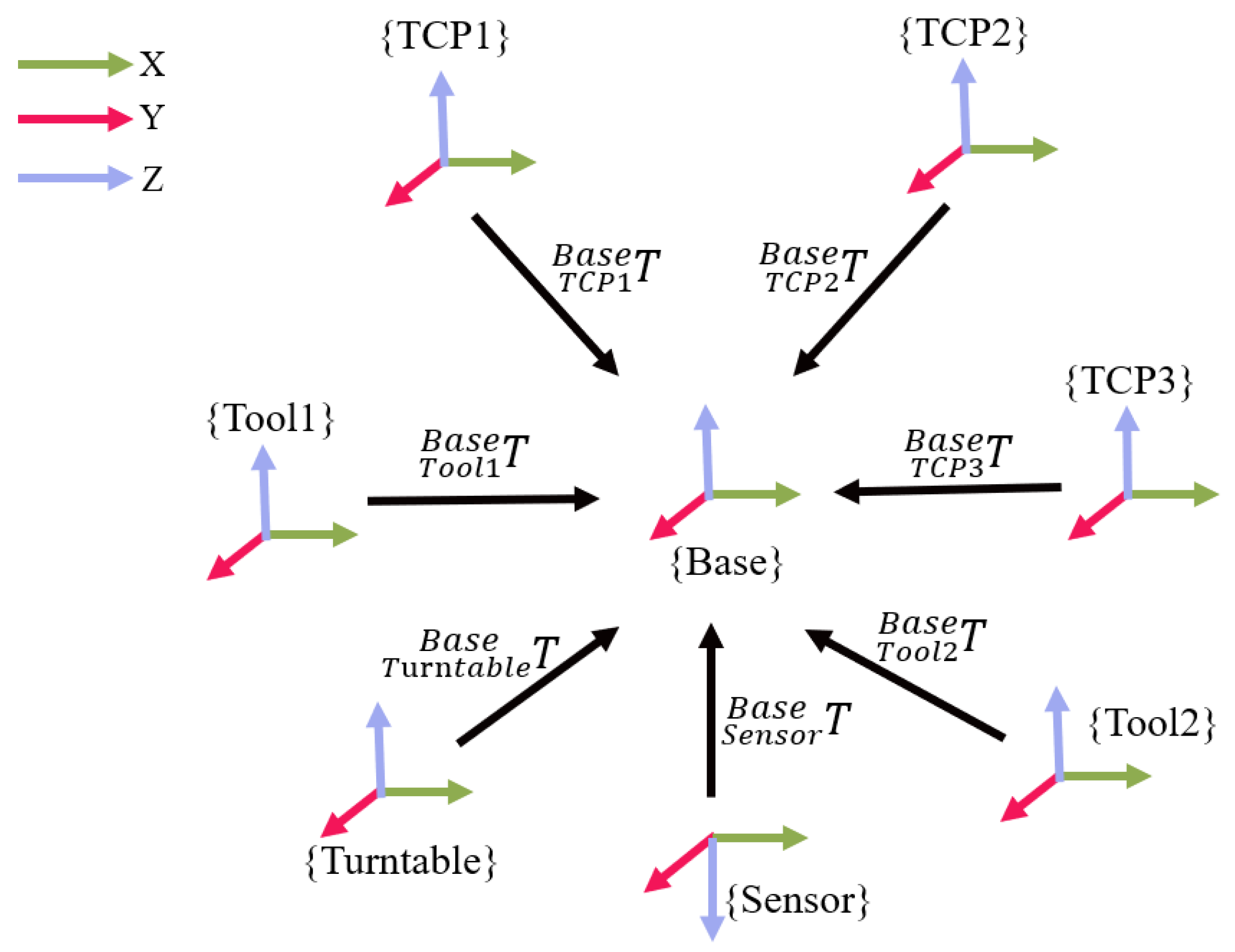
3.6. System Coordinate Unity
4. Simulation and Experiments
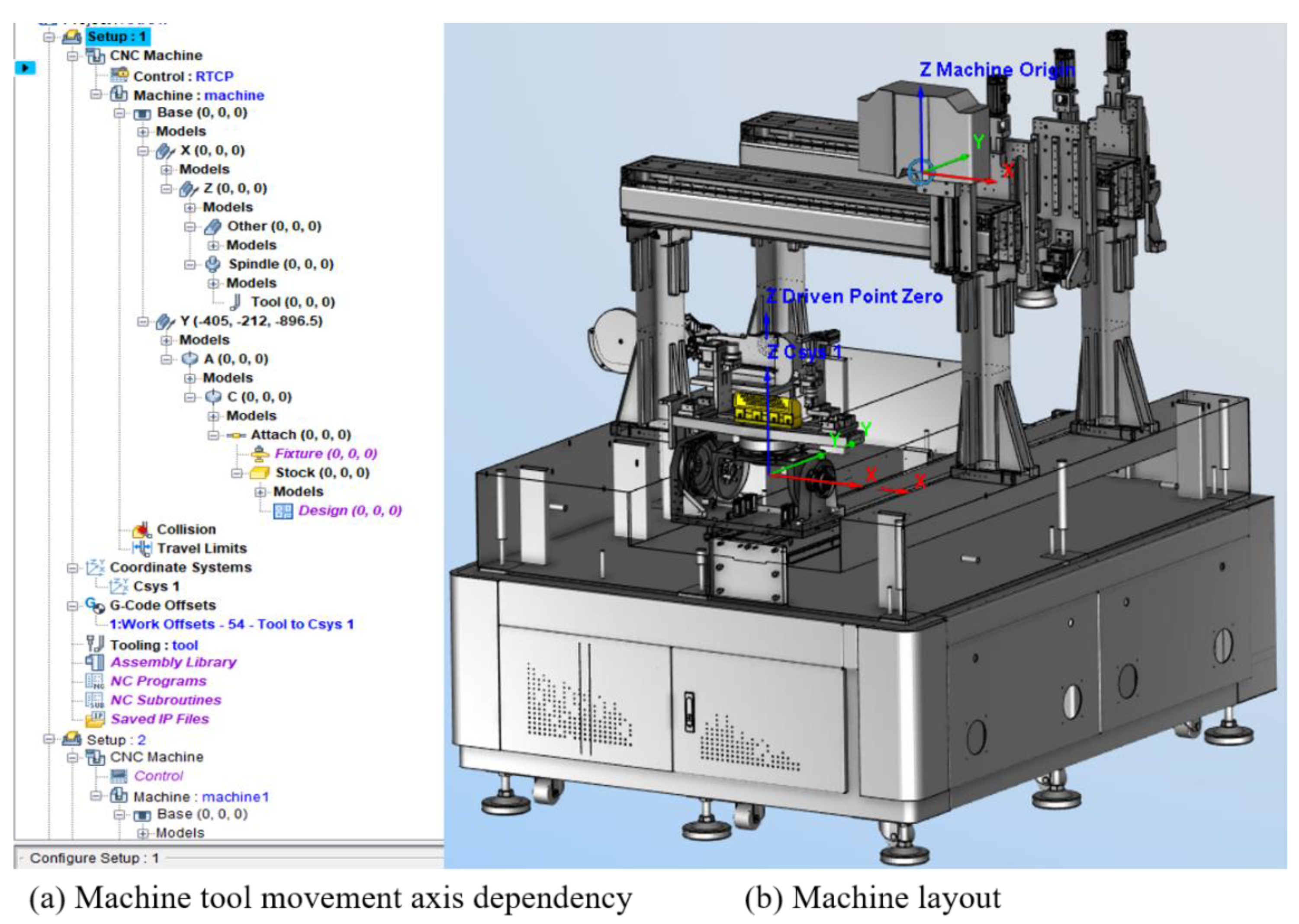
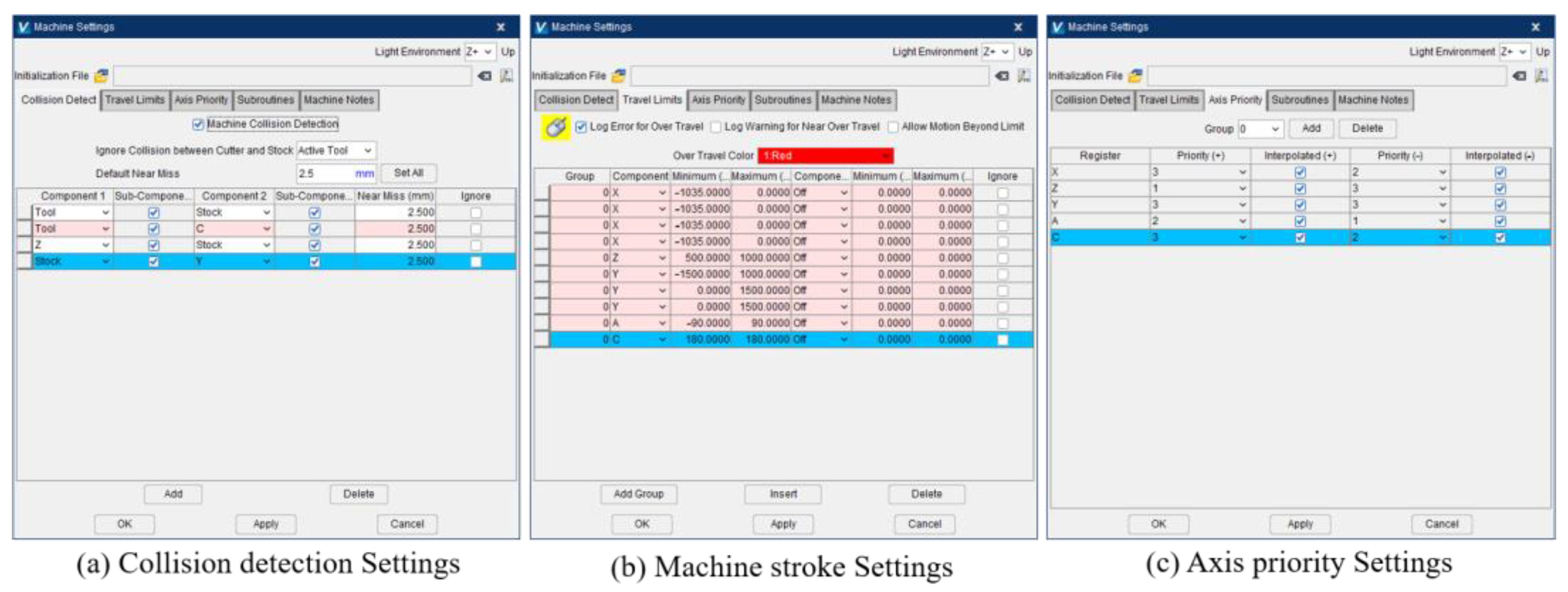
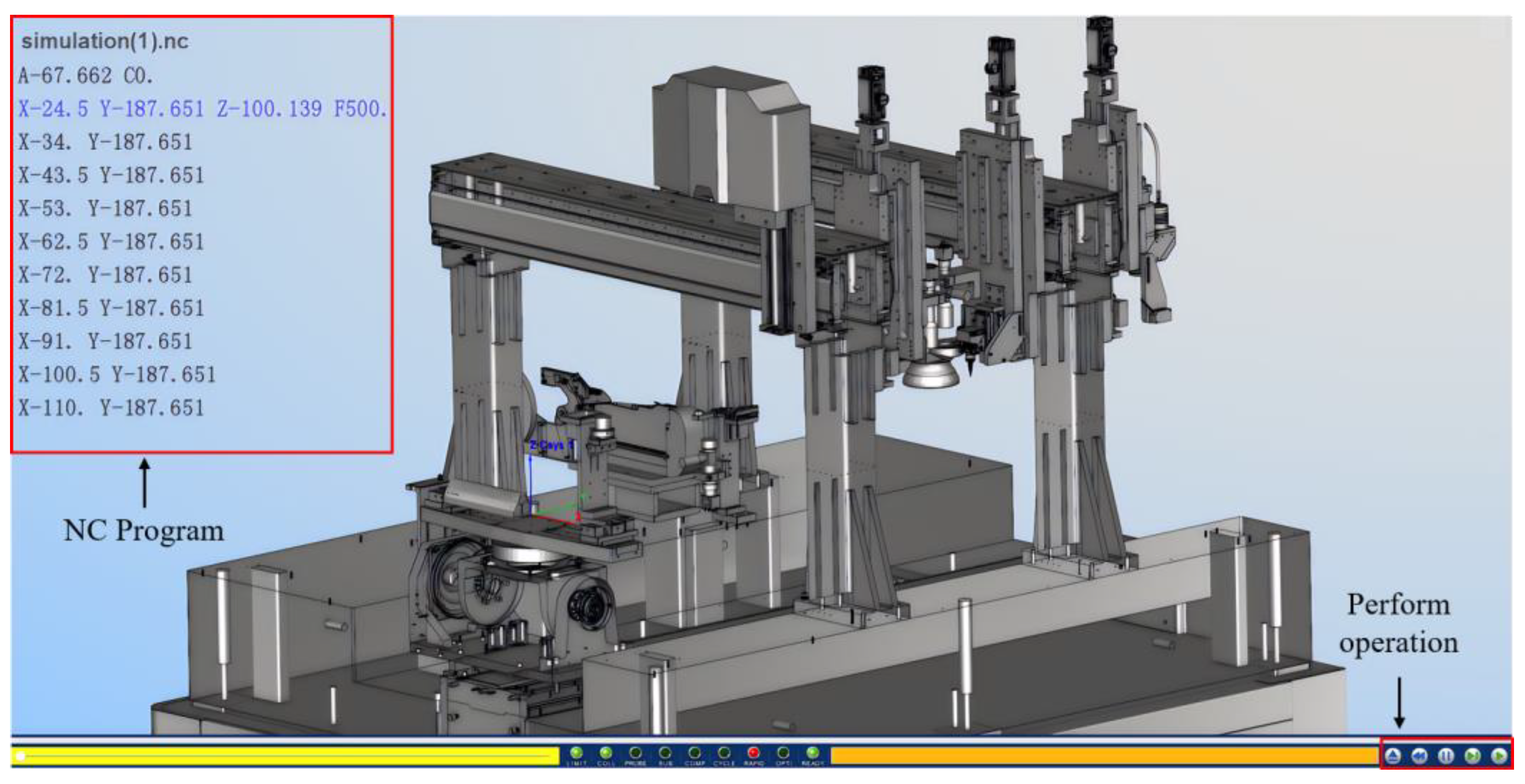
4.1. Machining Motion Simulation Based on Vericut
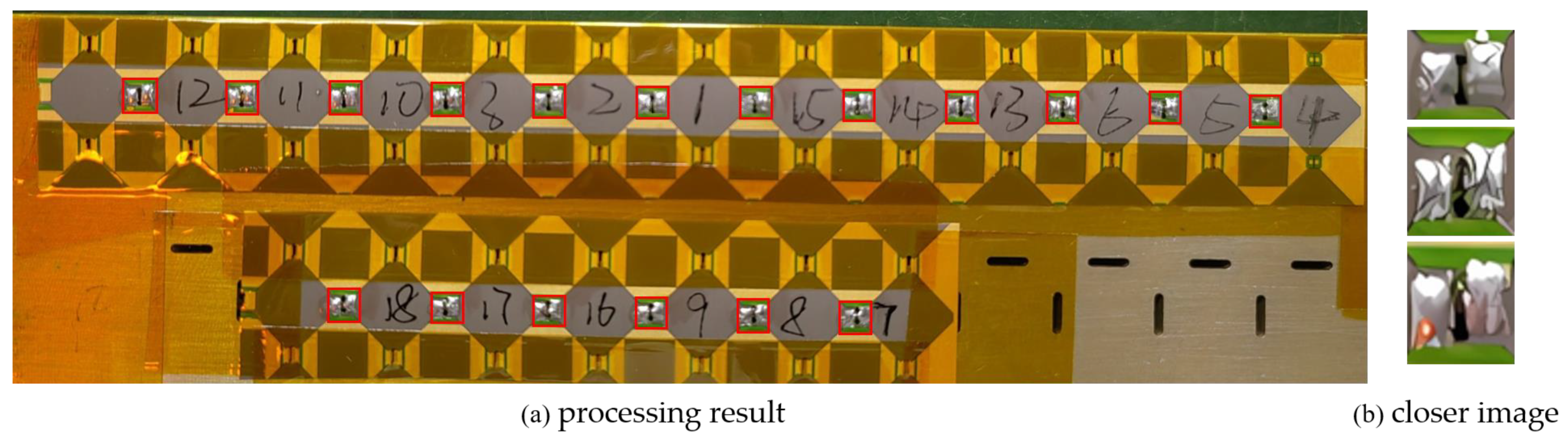
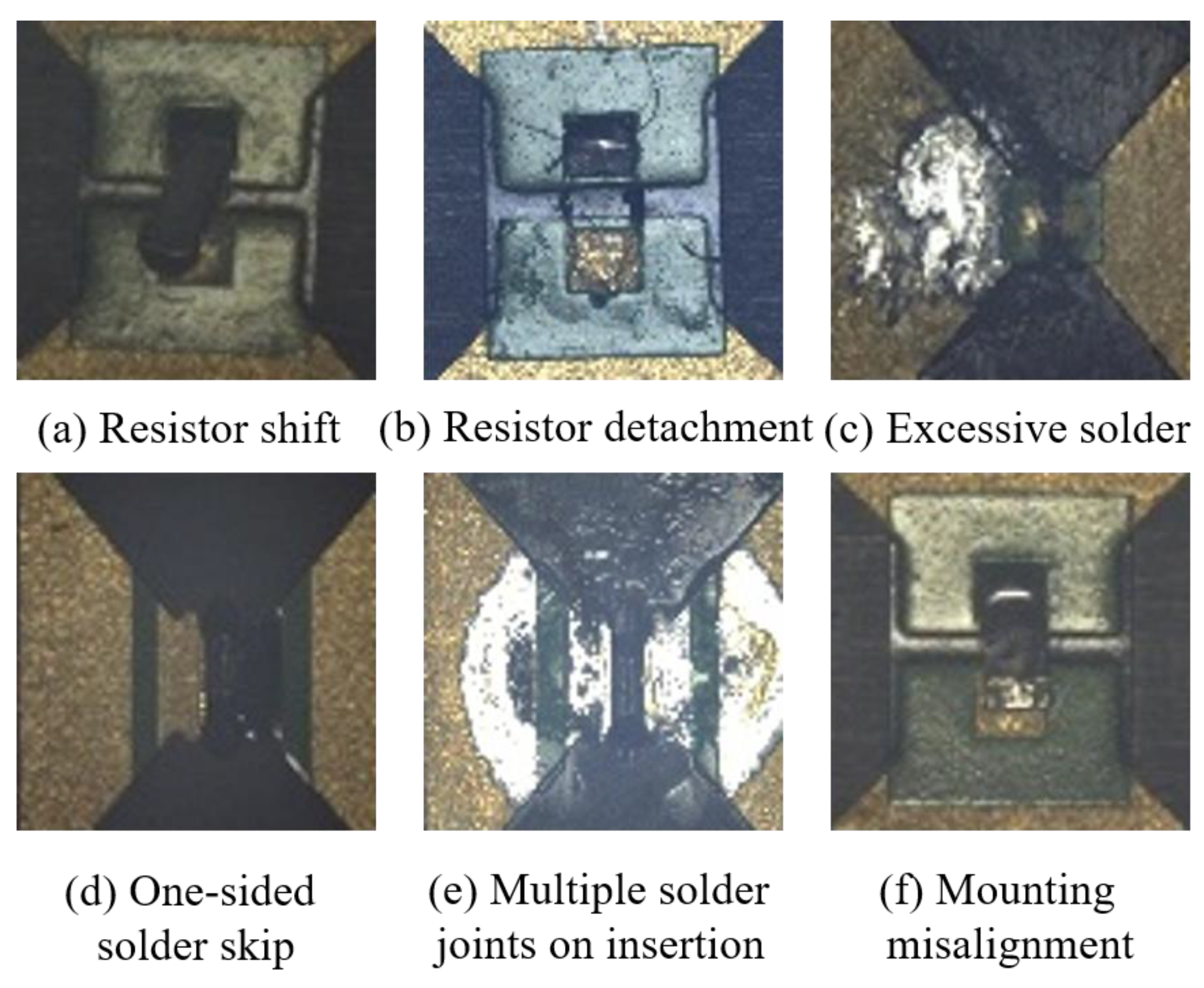
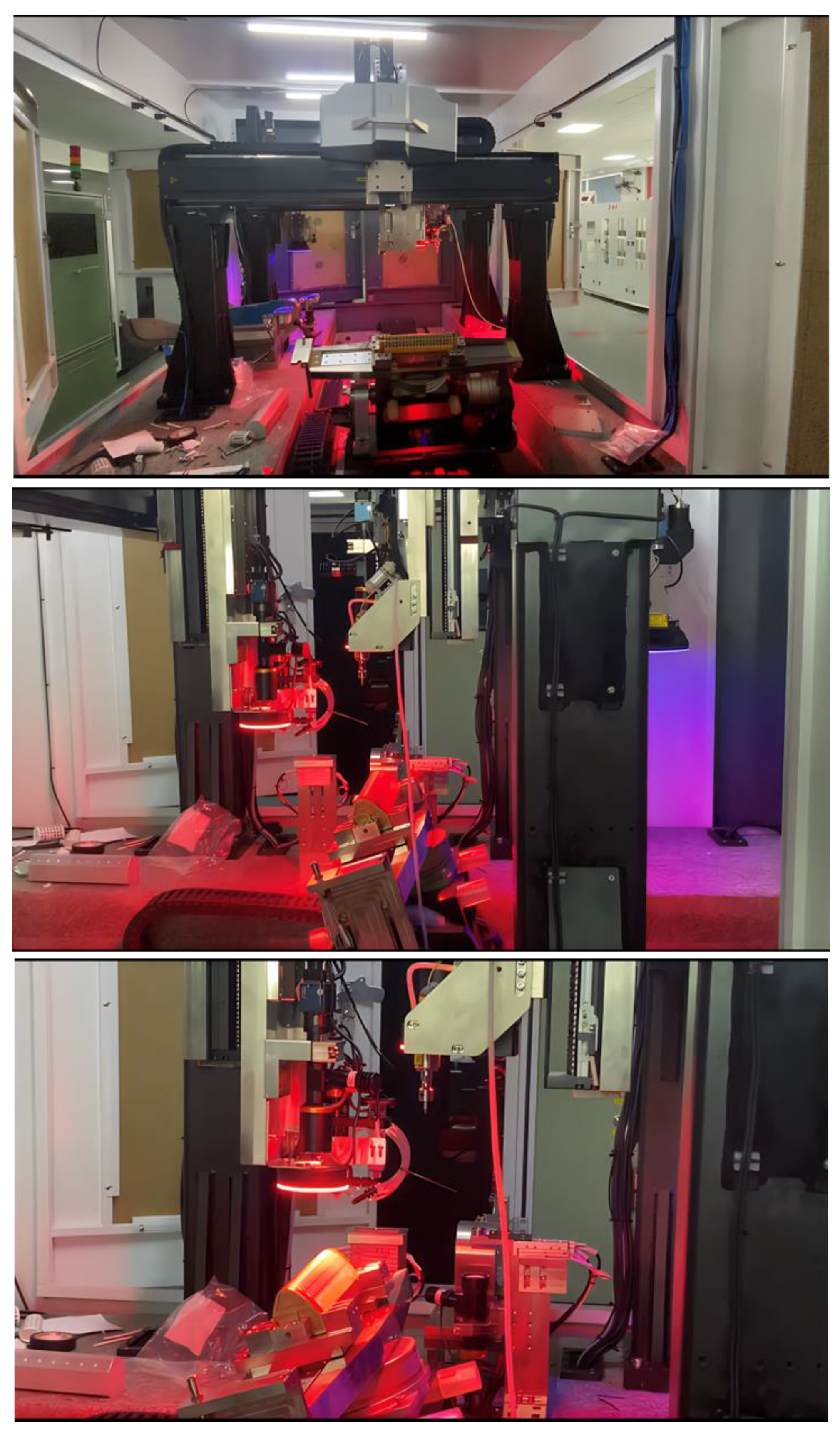
4.2. Experiment
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miqueo, A.; Torralba, M.; Yagüe-Fabra, J.A. Lean manual assembly 4.0: A systematic review. Appl. Sci. 2020, 10, 8555. [Google Scholar] [CrossRef]
- Jiang, Z.; Cao, X.; Huang, X.; Li, H.; Ceccarelli, M. Progress and development trend of space intelligent robot technology. Space Sci. Technol. 2022, 2022, 9832053. [Google Scholar] [CrossRef]
- Tian, W.; Ding, Y.; Du, X.; Li, K.; Wang, Z.; Wang, C.; Deng, C.; Liao, W. A Review of Intelligent Assembly Technology of Small Electronic Equipment. Micromachines 2023, 14, 1126. [Google Scholar] [CrossRef]
- Li, N.; Bu, S.H.; Shang, B.L.; Li, Y.B.; Tang, Z.L.; Zhang, W.W. Aircraft intelligent design: Visions and key technologies. Acta Aeronaut. Et Astronaut. Sin. 2021, 42, 213–230. [Google Scholar]
- Liu, H.C.; Yan, X.J.; Hui, H.C. Design of Axis Hole Parts Positioning System Based on Monocular Vision. Mach. Electron. 2021, 39, 70–75. [Google Scholar]
- Dolgui, A.; Sgarbossa, F.; Simonetto, M. Design and management of assembly systems 4.0: Systematic literature review and research agenda. Int. J. Prod. Res. 2022, 60, 184–210. [Google Scholar] [CrossRef]
- Lei, J.; Yang, J.; Chen, X.; Zhang, Z.; Fu, G.; Hao, Y. Experimental demonstration of conformal phased array antenna via transformation optics. Sci. Rep. 2018, 8, 3807. [Google Scholar] [CrossRef]
- Schippers, H.; Verpoorte, J. Overview and Main Achievements of the ACASIAS Project. Schiopers2020 Overview AM. Marknesse: NLR. 2020, pp. 1–2. Available online: http://www.acasias-project.eu/files/Slot2_ACASIAS_overview-achievements.pdf (accessed on 10 August 2023).
- Hao, S.; Ma, T.L.; Wang, Y.; Xiang, J.W.; Ma, H.Z.; Jiang, B.F.; Cao, J. Progress and application of key technologies of Sensor Craft. Acta Aeronaut. Astronaut. Sin. 2023, 44, 6–39. [Google Scholar]
- Alt, K.H.; Lockyer, A.J.; Coughlin, D.P.; Kudva, J.N.; Tuss, J. Overview of the DoD’s rf multifunction structural aperture (MUSTRAP) program. Proc. SPIE-Int. Soc. Opt. Eng. 2001, 4334, 137–146. [Google Scholar]
- Baek, S.M.; Lim, S.J.; Ko, M.G.; Park, M.Y.; Kim, M.S. Structural Design, Fabrication and Static Testing of Smart Composite Skin Structure: Conformal Load-Bearing SATCOM Array Antenna Structure (CLSAAS). Int. J. Aeronaut. Space Sci. 2020, 21, 50–62. [Google Scholar] [CrossRef]
- Han, L.; Wang, G.; Jiang, W.X.; Zhao, P.B.; Tang, W.; Liu, T.; Dang, T. Application research on the 3D printing technology in airborne ultra-wideband conformal antenna. Chin. J. Radio Sci 2023, 1–7. Available online: http://kns.cnki.net/kcms/detail/41.1185.TN.20230508.1754.001.html (accessed on 10 August 2023).
- Peng, J.; Qu, S.W.; Xia, M.; Yang, S. Wide-Scanning Conformal Phased Array Antenna for UAV Radar Based on Polyimide Film. IEEE Antennas Wirel. Propag. Lett. 2020, 99, 1. [Google Scholar] [CrossRef]
- Shi, Z.Y.; Ye, D.; Peng, Z.H.; Xie, H.; Wang, H.Y.; Jiang, Y.; Huang, Y.A. Research progress on novel manufacturing approaches of conformal antenna for aircraft. Acta Aeronaut. Astronaut. Sin. 2021, 42, 157–173. [Google Scholar]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Shin, D.; Sun, C.; Kim, J.H.; Regmi, A.; Chang, J. Direct-Printing of Functional Nanofibers on 3D Surfaces Using Self-Aligning Nanojet in Near-Field Electrospinning. Adv. Mater. Technol. 2020, 5. [Google Scholar] [CrossRef]
- Li, Z.; Huang, J.; Yang, Y.; Yang, S.; Zhang, J.; Yuan, P.; Zhang, J. Additive Manufacturing of Conformal Microstrip Antenna Using Piezoelectric Nozzle Array. Appl. Sci. 2020, 10, 3082. [Google Scholar] [CrossRef]
- Saada, G.; Layani, M.; Chernevousky, A.; Magdassi, S. Hydro printing conductive patterns onto 3D structures. Adv. Mater. Technol. 2017, 2, 1600289. [Google Scholar] [CrossRef]
- Le Borgne, B.; De Sagazan, O.; Crand, S.; Jacques, E.; Harnois, M. Conformal electronics wrapped around daily life objects u-sing an original method: Water transfer printing. ACS Appl. Mater. Interfaces 2017, 9, 29424–29429. [Google Scholar] [CrossRef]
- Wu, H.Y.; Chiang, S.W.; Yang, C.; Lin, Z.; Liu, J.; Moon, K.S.; Kang, F.; Li, B.; Wong, C.P. Conformal pad-printing electrically conductive composites onto thermoplastic hemispheres: Toward sustainable fabrication of3-cents volumetric electrically small antennas. PLoS ONE 2015, 10, e0136939. [Google Scholar] [CrossRef]
- Purvis, A.; Mcwilliam, R.; Johnson, S.; Seed, N.L.; Williams, G.L.; Maiden, A.; Ivey, P.A. Photolithographic patterning of bihelical tracks onto conical substrates. J. Micro/Nanolithography MEMS MOEMS 2007, 6, 043015. [Google Scholar] [CrossRef]
- Jobs, M.; Hjort, K.; Rydberg, A.; Wu, Z. A tunable spherical cap microfluidic electrically small antenna. Small 2013, 9, 3230–3234. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Li, P.; Dai, H. Mechanical and electric performance characterization of screen printed flexible membrane antennas. J. Harbin Inst. Technol. 2018, 50, 18–23. [Google Scholar]
- Li, Y.T. Application analysis of domestic electronic components. China Plant Eng. 2022, 496, 247–248. [Google Scholar]
- Wang, C.; Li, P.; Ren, Z.; Meng, F. Effect and experiment of curvature radius of 3-D printed conformal load-bearing antenna array on EM performance. Int. J. RF Microw. Comput.-Aided Eng. 2020, 30, e22130. [Google Scholar] [CrossRef]
- Chen, Q.L. Research on Key Technologies of Robot Fine Compliance Assembly. Master’s Thesis, Beijing University of Posts and Telecommunications, Beijing, China, 2019. [Google Scholar]
- Zhang, K.; Shi, M.H.; Xu, J.; Liu, F.; Chen, K. Force control for a rigid dual peg-in-hole assembly. Assem. Autom. 2017, 37, 200–207. [Google Scholar] [CrossRef]
- Yang, Y.C.; Wang, H.Q.; Liu, Q.P.; Wang, F.Z.; Wang, Z.Y. Research on precision assembly of industrial robot based on force/position hybrid control. Manuf. Autom. 2021, 43, 56–59. [Google Scholar]
- Lin, C.J.; Lin, C.H. Using an improved differential evolution for scheduling optimization of dual-gantry multi-head surface-mount placement machine. Mathematics 2021, 9, 2016. [Google Scholar] [CrossRef]
- Deng, L.; Wang, L.; Sheng, B.Y.; Xiao, Z. Path planning of automatic optical inspection based on variable neighborhood ant colony algorithm. Comput. Eng. Des. 2020, 41, 354–360. [Google Scholar]
- Wei, W.; Li, J.Y.; Wang, H. Path optimization for PCB NC-drilling using genetic algorithm. Comput. Eng. Appl. 2008, 44, 229–232. [Google Scholar]
- Xiong, D.J. Research on the Key Technology of Vision Detection of High Precision SMT System. Master’s Thesis, Guangdong University of Technology, Guangzhou, China, 2020. [Google Scholar]
- Jin, J.; Tian, W.; Li, B. Design of an Automatic Drilling-riveting End-effector. China Mech. Eng. 2020, 31, 1555–1561. [Google Scholar]
- Shi, X.L.; Deng, J.J.; Gai, Y.H.; Zhang, J.W. Simulation Method of Posture Alignment and Docking of Large Aircraft Components Based on DELMIA. Aeronaut. Manuf. Technol. 2020, 63, 24–28. [Google Scholar] [CrossRef]
- Sheng, W.S.; Xu, A.P.; Xu, L.J. Simulation of traveling salesman path planning based on ant colony algorithm and genetic algorithm. Comput. Simul. 2022, 39, 398–402+412. [Google Scholar]
- Chen, P.; Lei, X.J.; Li, C.; Hu, Y.L.; Chen, S. Assembly of countersunk-hole parts based on 3D pose estimation and impedance. Opt. Precis. Eng. 2022, 30, 2889–2900. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Name | Process Parameters |
|---|---|
| Solder paste | Model number: YB-B63; Type 5 powder Particle size range: 15~25 μm Solder paste viscosity: 60~200 Pa/s |
| Solder paste viscosity | Left: 4 mg; right: 4 mg |
| Air pressure/Dwell time during soldering | 4 mg–0.2 Mpa/370 ms |
| Type of dispensing needle | Dispensing needle: 22 g Inner diameter: 0.25 mm |
| Laser welding machine power | 60 W |
| Spot diameter | 1.83 mm |
| Laser focal length | 75 mm |
| Laser temperature mode | Power upper limit: 40% ± 2; temperature setting: 120 °C/1 s; 165 °C/0.5 s; 230 °C/1 s |
| Process Name | Process Parameters |
|---|---|
| Equipment machining range | 500 × 300 × 300 mm |
| Number of machining points | 18 |
| Size of machining points | 0.2 × 0.25 mm |
| Solder paste viscosity | 60~200 Pa/s |
| Laser welding power | 75 W |
| Resistor mounting pressure | 3 ± 0.05 N |
| Measurement Type | Measurement Data | Comparison of Results with Targets |
|---|---|---|
| Unprocessed points | 0 | Processing points ≥ 99% Compliance |
| Missing/leaking welding points | 0 | Normal welding points ≥ 99% Compliance |
| Force control accuracy | ±0.03 N | <±0.1 N Compliance |
| Visual positioning accuracy | 0.0166 mm | <±0.03 mm Compliance |
| Welding accuracy | ±8 μm | <±10 μm Compliance |
| Name | Technical Indicators | Technical Parameters |
|---|---|---|
| Equipment | Equipment machining range | >500 × 300 × 300 mm |
| Eco-friendly performance | GB16297-1996 <Comprehensive Emission Standards for Air Pollutants> Level 2 Standard | |
| Safety function | Fault alarm function, overload, power failure and other protection or alarm function | |
| Two-dimensional rotary motion module | Driving method | Direct-drive motor |
| Rotation range | A: ≥±90°, C: ≥±360° | |
| Position accuracy | A ± 10 arc sec C ± 10 arc sec | |
| Repeated positioning accuracy | A ± 2.5 arc sec C ± 2.5 arc sec | |
| Solder paste spraying module | Minimum diameter of spray point | ≤250 μm |
| Single-point accuracy | ≤±40 μm | |
| Single-point repeated accuracy | ≤±35 μm | |
| Spraying function 1 | Multiple CAD files converted to spray programs for automatic matching of solder paste volume | |
| Spraying function 2 | Self-positioning and self-calibration | |
| Solder Paste Nozzles | Replaceable and anti-static | |
| Resistor mounting module | Range | 0.3 × 0.6 mm ≈ 3 × 3 mm |
| SMT precision | IC: 30 μm@3Sigma Chip: 50 μm@3Sigma | |
| Angular repeated accuracy | ≤0.05° | |
| Mounting Functions | Conversion of various CAD files to patch programs | |
| Placement force control range | 0.5 ≈ 7 N | |
| Automatic positioning accuracy for visual recognition | ≤±0.05 mm | |
| Intelligent pressure feedback and control capability | Programmable control with intelligent pressure feedback and intelligent control function | |
| Laser welding module | Laser welding function | Display, edit, save, and recall process parameters |
| Temperature control accuracy | ≤±5 °C | |
| Automatic positioning accuracy for visual recognition | ≤±0.02 mm | |
| Laser irradiation spot size (diameter) | The size covers the range of 0.4 mm to 3 mm and is adjustable. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Du, X.; Wang, C.; Tian, W.; Deng, C.; Li, K.; Ding, Y.; Liao, W. Design and Research of Intelligent Assembly and Welding Equipment for Three-Dimensional Circuit. Appl. Sci. 2023, 13, 9359. https://doi.org/10.3390/app13169359
Wang Z, Du X, Wang C, Tian W, Deng C, Li K, Ding Y, Liao W. Design and Research of Intelligent Assembly and Welding Equipment for Three-Dimensional Circuit. Applied Sciences. 2023; 13(16):9359. https://doi.org/10.3390/app13169359
Chicago/Turabian StyleWang, Zihang, Xiaodong Du, Changrui Wang, Wei Tian, Chao Deng, Ke Li, Yifan Ding, and Wenhe Liao. 2023. "Design and Research of Intelligent Assembly and Welding Equipment for Three-Dimensional Circuit" Applied Sciences 13, no. 16: 9359. https://doi.org/10.3390/app13169359