
Supervision System 4.0 for a Road Tanker Washing Robot Manipulator
 , and
, and
Abstract
:1. Introduction
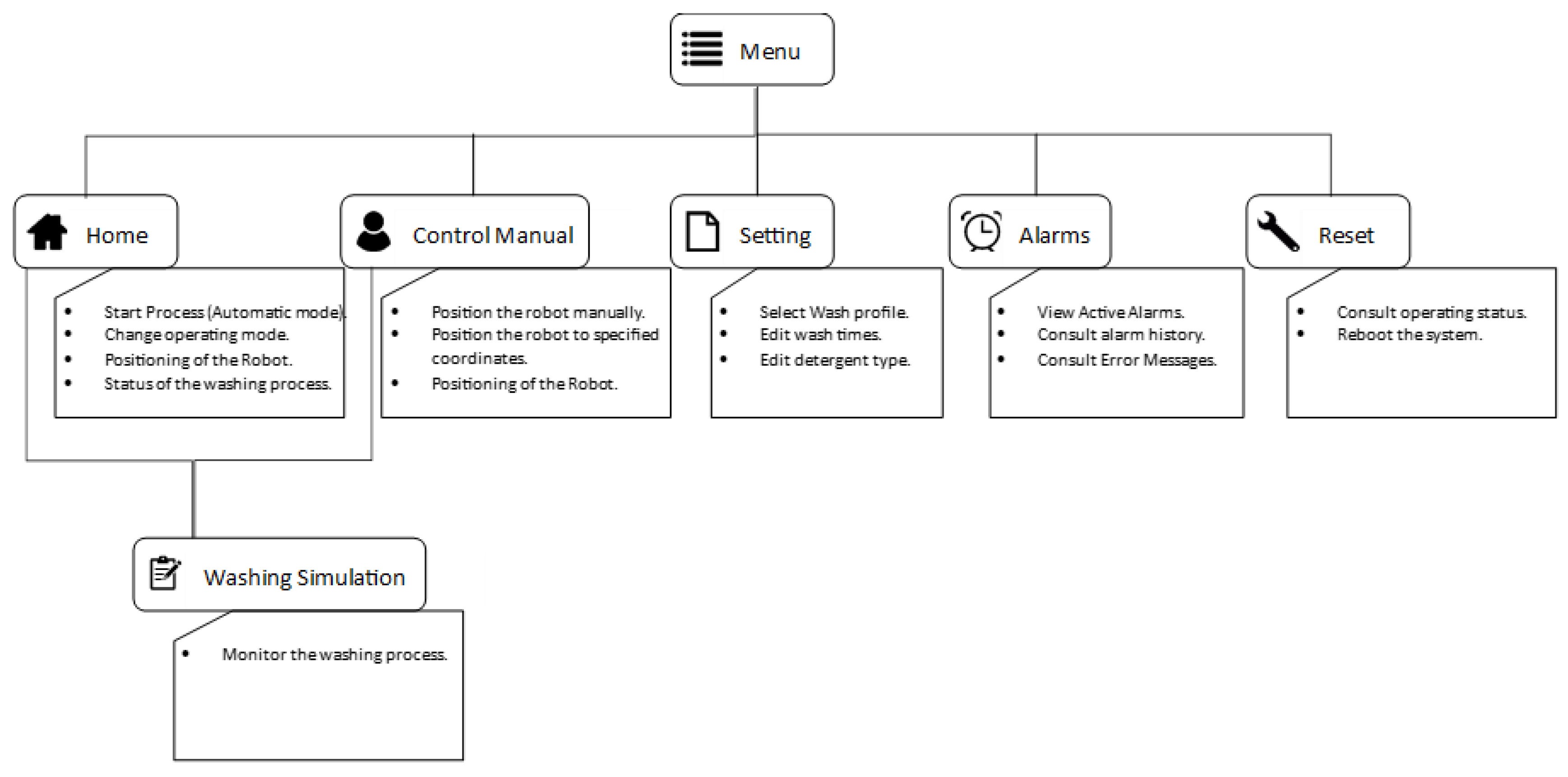
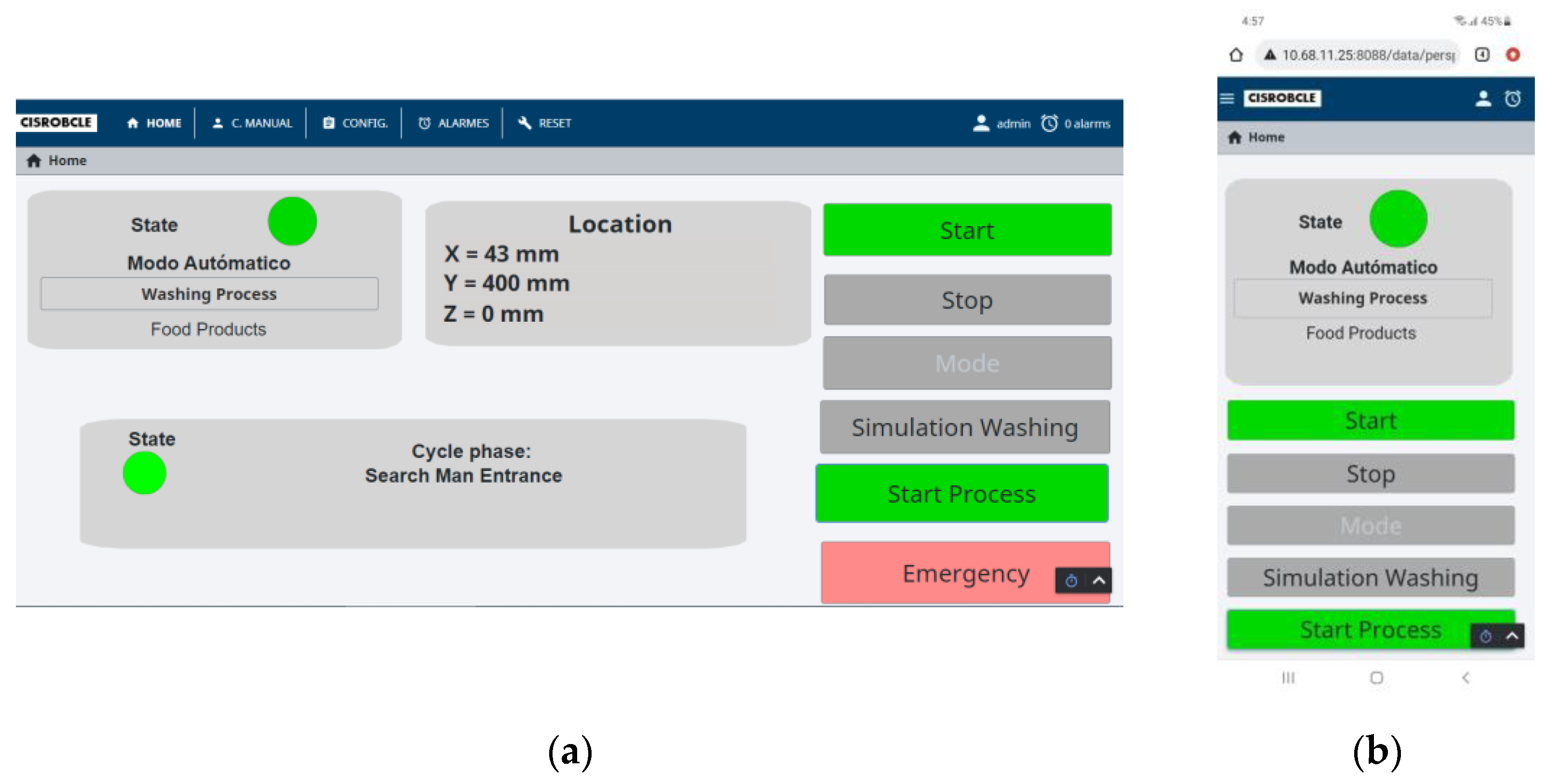
- The development of the SCADA system and HMI to supervise a washing robot manipulator introduced in [18]. The proposed SCADA handles aspects of the system such as parameter profiles for different washing tasks, operation of the robot in manual or automatic mode and management of different user profiles.
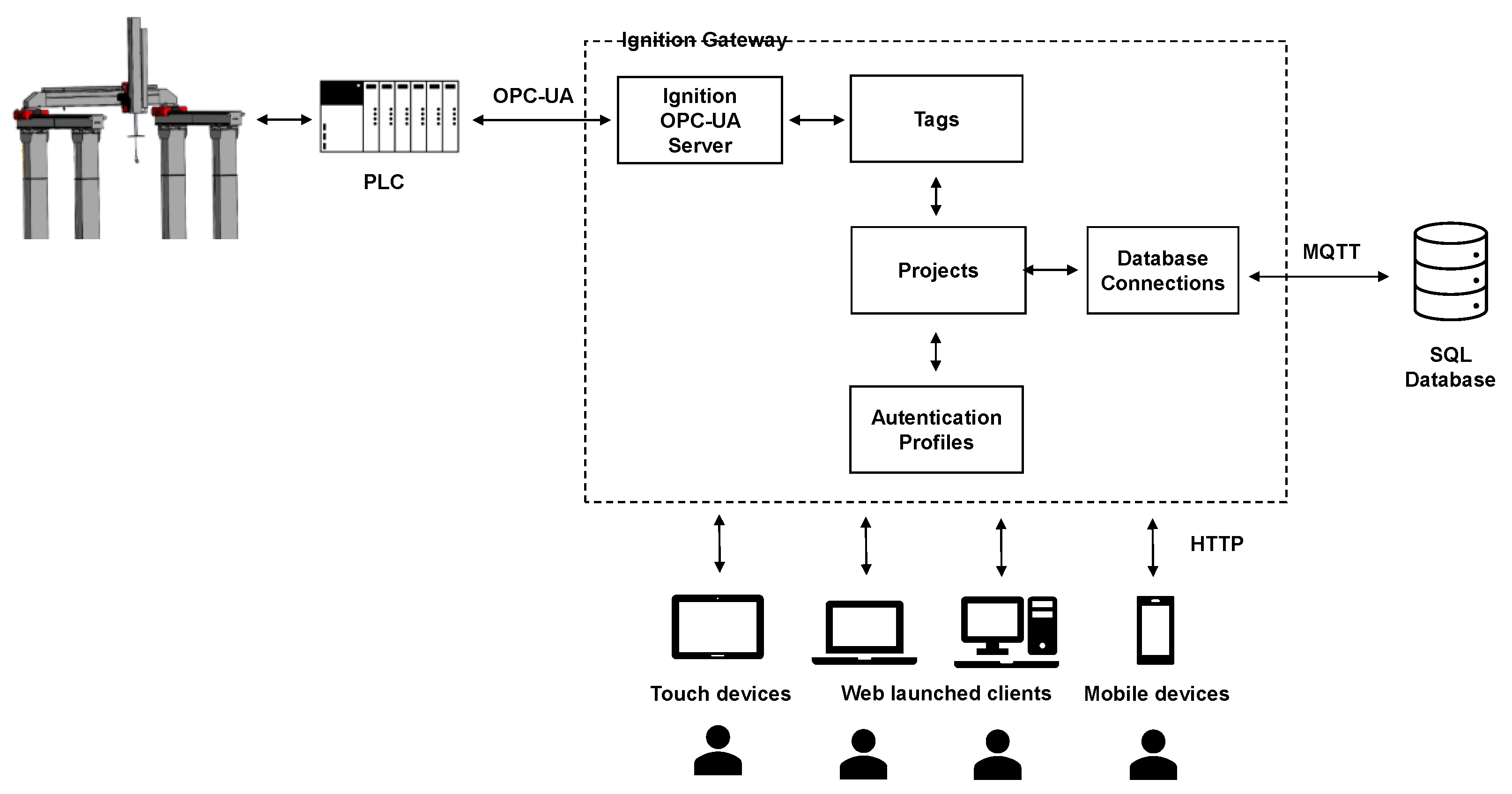
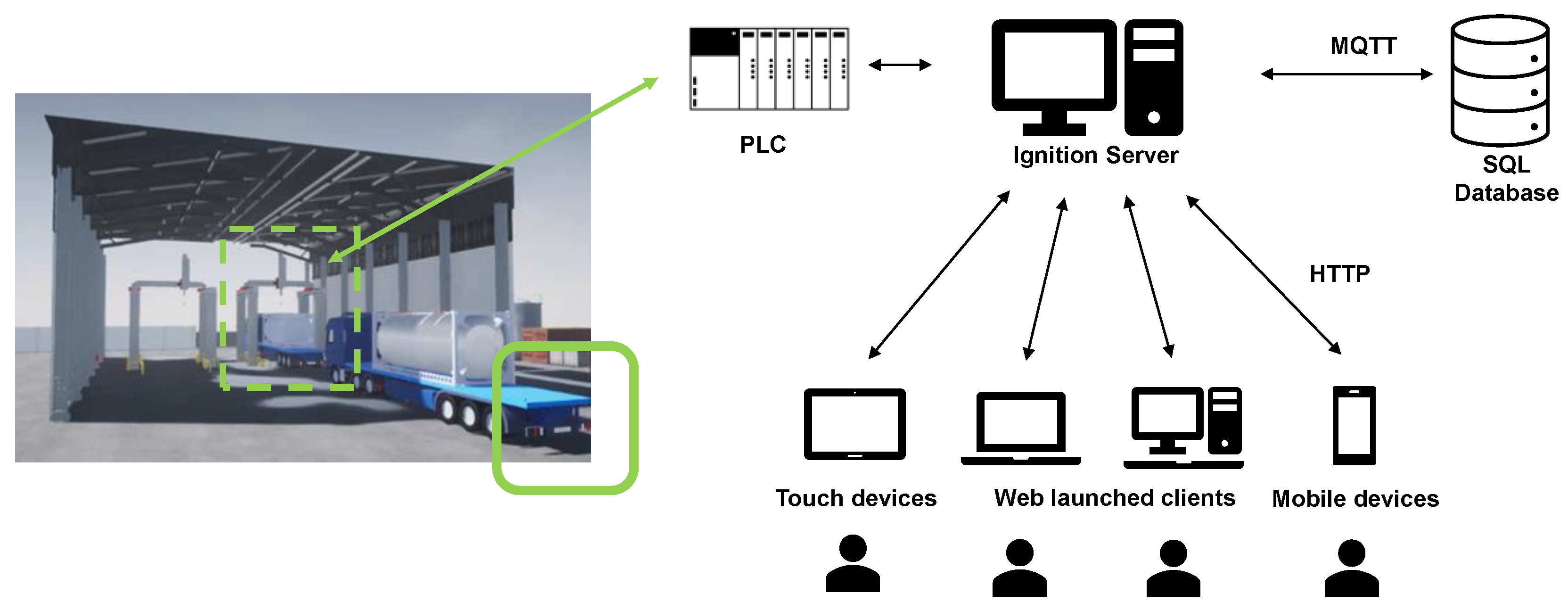
- A SCADA architecture based on open communication protocols in which the real system and the DT can be easily integrated.
- The demonstration of the validation of a SCADA system supported by a Digital Twin.
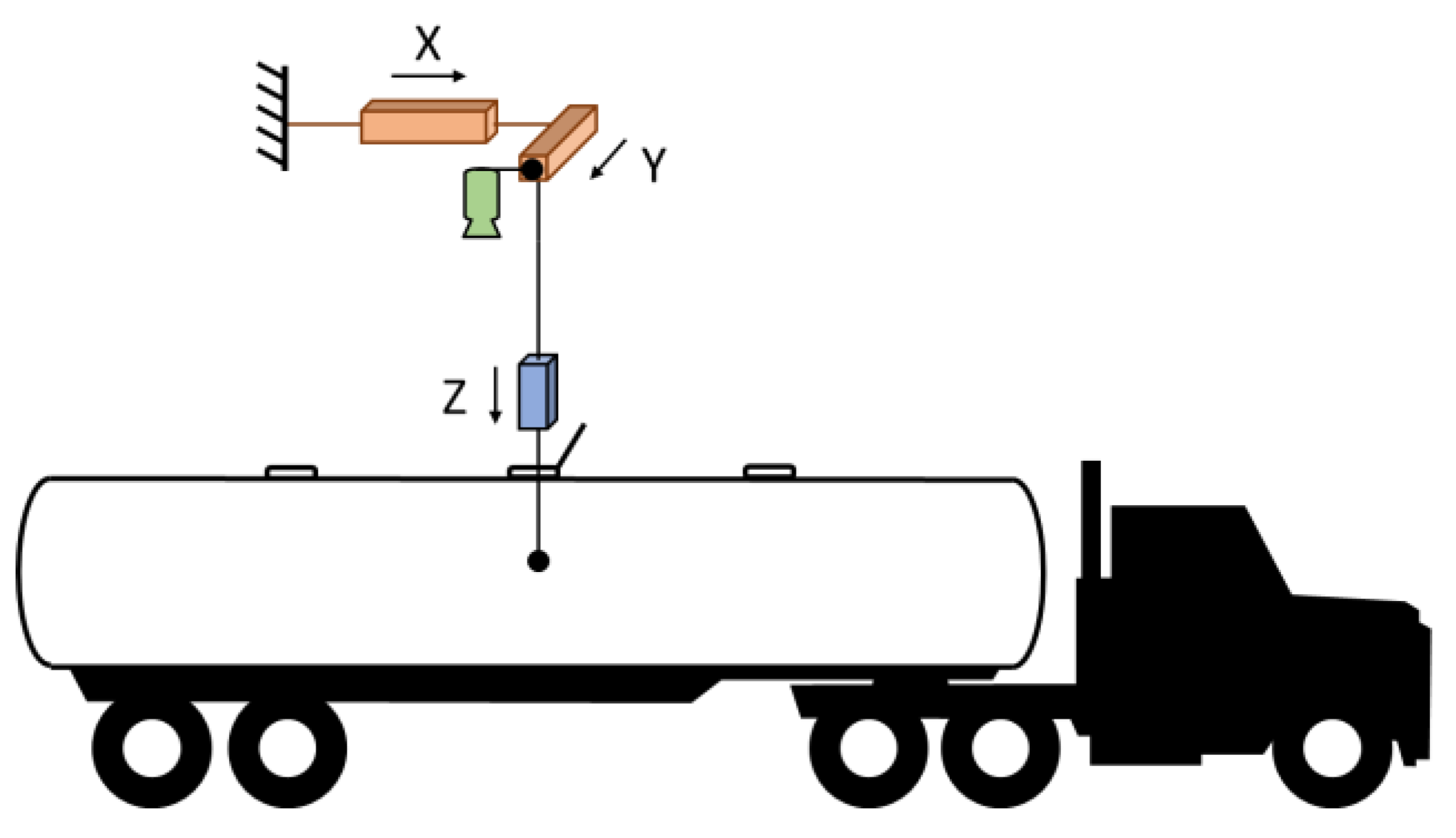
2. Road Tanker Washing Robot
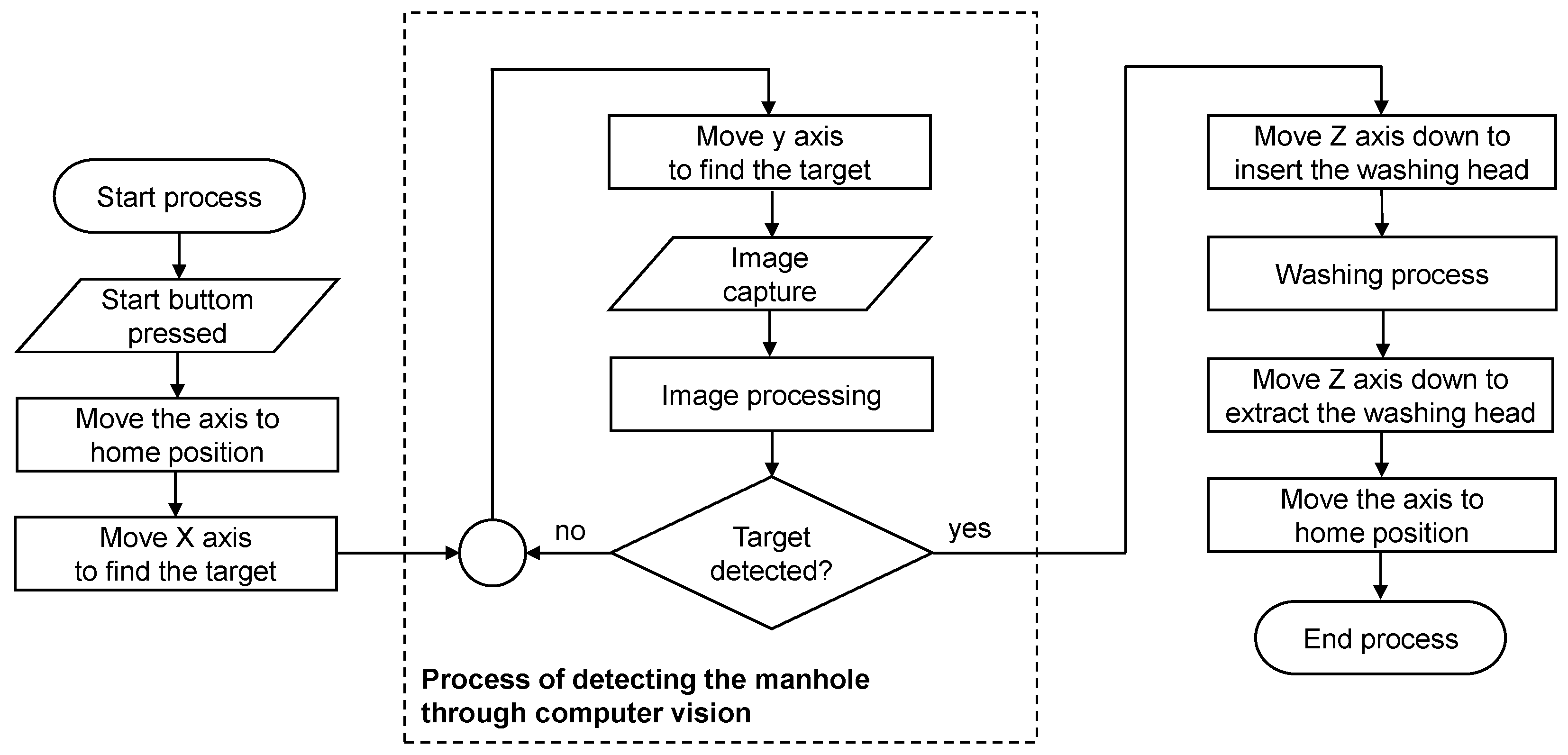
2.1. Operation Cycle of the Road Tanker Washing Robot
2.2. Digital Twin of the Road Tanker Washing Robot
3. SCADA 4.0 System
3.1. SCADA System Architecture
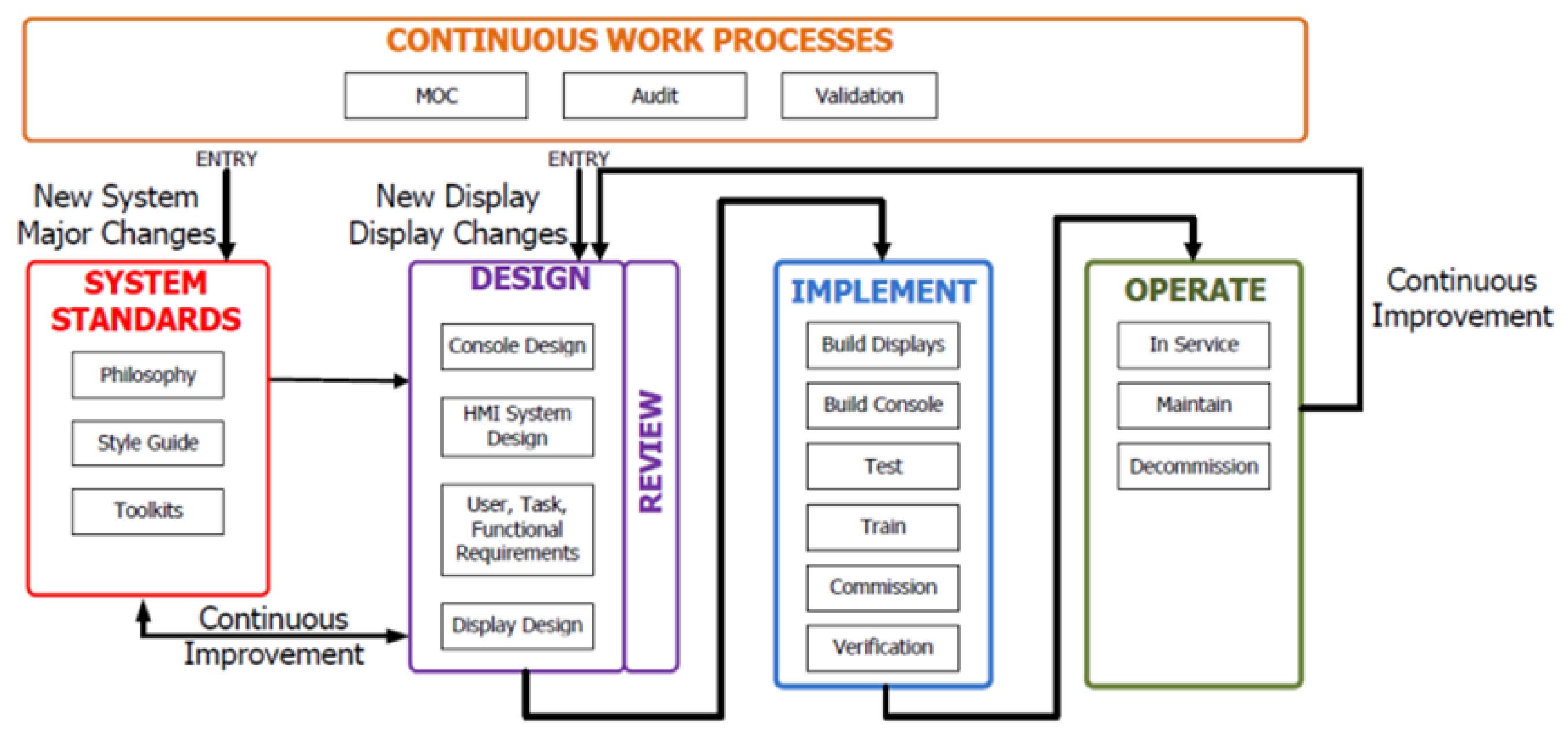
3.2. SCADA 4.0 Software
- The robotic washing system supervision by the SCADA 4.0 system.
- 2.
- Communication in a SCADA 4.0 system
- 3.
- FDI, alarm generation and management
- 4.
- Report generation and management
- 5.
- Robot manipulator safety and SCADA system security
4. Simulation and Testing of the SCADA System
- Validation of Supervision interfaces
- 2.
- Validation of communication in the SCADA system
- 3.
- Alarm service validation
- 4.
- Validation of user accounts
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CPS | Cyber-Physical System |
| DoF | Degree of Freedom |
| DT | Digital Twin |
| ERP | Enterprise Resource Planning |
| FDI | Fault Detection and Isolation |
| HMI | Human–Machine Interface |
| HTTPS | Hypertext Transfer Protocol Secure |
| IIoT | Industrial Internet of Things |
| IIT | Industrial Information Technology |
| M2M | Machine-to-Machine |
| MES | Manufacturing Execution System |
| ML | Machine Learning |
| MQTT | Message Queuing Telemetry Transport |
| OPC UA | Open Platform Communications Unified Architecture |
| PLC | Programmable Logic Controllers |
| SCADA | Supervision Control And Data Acquisition |
| TCP/IP | Transmission Control Protocol/Internet Protocol |
| UPS | Uninterruptible Power Supply |
References
- Mozaryn, J.; Bogusz, K.; Juszczynski, S. Development of PLC Based Fault Isolation and Remote IIoT Monitoring of Three Tank System. IFAC-PapersOnLine 2022, 55, 175–180. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, J. Fault detection and isolation using relative information for multi-agent systems. ISA Trans. 2021, 116, 182–190. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; Liu, H.; Hu, W.; Yan, X. Anomaly detection and fault analysis of wind turbine components based on deep learning network. Renew. Energy 2018, 127, 825–834. [Google Scholar] [CrossRef]
- Ruppert, T.; Jaskó, S.; Holczinger, T.; Abonyi, J. Enabling technologies for operator 4.0: A survey. Appl. Sci. 2018, 8, 1650. [Google Scholar] [CrossRef] [Green Version]
- Khan, A.S.; Khan, A.Q.; Iqbal, N.; Mustafa, G.; Abbasi, M.A.; Mahmood, A. Design of a computationally efficient observer-based distributed fault detection and isolation scheme in second-order networked control systems. ISA Trans. 2022, 128, 229–241. [Google Scholar] [CrossRef] [PubMed]
- Pang, Y.; He, Q.; Jiang, G.; Xie, P. Spatio-temporal fusion neural network for multi-class fault diagnosis of wind turbines based on SCADA data. Renew. Energy 2020, 161, 510–524. [Google Scholar] [CrossRef]
- Nicholson, A.; Webber, S.; Dyer, S.; Patel, T.; Janicke, H. SCADA security in the light of Cyber-Warfare. Comput. Secur. 2012, 31, 418–436. [Google Scholar] [CrossRef]
- Zhou, L.; Su, C.; Li, Z.; Liu, Z.; Hancke, G.P. Automatic fine-grained access control in SCADA by machine learning. Futur. Gener. Comput. Syst. 2019, 93, 548–559. [Google Scholar] [CrossRef]
- Panda, A.R.; Mishra, D.; Ratha, H.K. Implementation of SCADA/HMI system for real-time controlling and performance monitoring of SDR based flight termination system. J. Ind. Inf. Integr. 2016, 3, 20–30. [Google Scholar] [CrossRef]
- Parrott, A.; Warshaw, L. Industry 4.0 and the Digital Twin; Deloitte University Press: New York, NY, USA, 2017; pp. 1–17. [Google Scholar]
- Marr, B. What Is Industry 4.0? Here’s a Super Easy Explanation for Anyone. Forbes, 2 September 2018; pp. 4–7. [Google Scholar]
- Liu, J.; Zhang, K. Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin. Appl. Sci. 2023, 13, 4919. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, L.; Wang, Y. Design-Manufacturing-Operation & Maintenance (O&M) Integration of Complex Product Based on Digital Twin. Appl. Sci. 2023, 13, 1052. [Google Scholar] [CrossRef]
- Park, J.-S.; Lee, D.-G.; Jimenez, J.A.; Lee, S.-J.; Kim, J.-W. Human-Focused Digital Twin Applications for Occupational Safety and Health in Workplaces: A Brief Survey and Research Directions. Appl. Sci. 2023, 13, 4598. [Google Scholar] [CrossRef]
- Wenna, W.; Weili, D.; Changchun, H.; Heng, Z.; Feng, H.; Yao, Y. A digital twin for 3D path planning of large-span curved-arm gantry robot. Robot. Comput.-Integr. Manuf. 2022, 76, 102330. [Google Scholar] [CrossRef]
- Wang, X.; Hu, X.; Wan, J. Digital-twin based real-time resource allocation for hull parts picking and processing. J. Intell. Manuf. 2022, 1–20. [Google Scholar] [CrossRef]
- Moi, T.; Cibicik, A.; Rølvåg, T. Digital twin based condition monitoring of a knuckle boom crane: An experimental study. Eng. Fail. Anal. 2020, 112, 104517. [Google Scholar] [CrossRef]
- Vicente, L.; Lomelino, P.; Carreira, F.; Campos, F.M.; Mendes, M.J.G.C.; Calado, J.M.F. A Photorealistic Digital Twin for a Tank Truck Washing Robotic System. IFIP Adv. Inf. Commun. Technol. 2022, 662, 57–66. [Google Scholar] [CrossRef]
- Bitonneau, D.; Moulières-Seban, T.; Dumora, J.; Ly, O.; Thibault, J.F.; Salotti, J.M.; Claverie, B. Design of an industrial human-robot system through participative simulations—Tank cleaning case study. In Proceedings of the IEEE/SICE International Symposium on System Integration (SII), Taipei, Taiwan, 11–14 December 2017; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA; pp. 1059–1066. [Google Scholar] [CrossRef] [Green Version]
- Park, D.; Han, J.-B.; Yeu, T.; Cho, S.; Kim, S.; Kim, H.; Lee, Y. Development of an Autonomous Cleaning Robot with a Hydraulic Manipulator Arm for the Cleaning of Niche Areas of a Ship Hull. J. Mar. Sci. Eng. 2023, 11, 973. [Google Scholar] [CrossRef]
- Vicente, L.; Mendes, M.J.G.C. Projeto De Sistema Scada Para O Novo Paradigma Da Indústria 4.0. Rev. Mecânica Exp. 2022, 35, 1–12. [Google Scholar]
- Homay, A.; Chrysoulas, C.; El Boudani, B.; de Sousa, M.; Wollschlaeger, M. A security and authentication layer for SCADA/DCS applications. Microprocess. Microsyst. 2021, 87, 103479. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Possible Faults/Failures | Solutions |
| Sensors | Redundant sensors or estimation of measured values |
| Actuators (Valves) | Pipe sections in parallel with redundant valves |
| Actuators (gantry motors) | Alarm, activate safety by stopping the system, call for maintenance |
| PLC (CPU and/or modules) | To use PLC and redundant modules for ATEX systems |
| Communications | To use redundant communications |
| Local HMI | To use a remote HMI (web based) |
| Power supply | Alarm and the use of an UPS (Uninterruptible Power Supply) |
| Pumps (water and detergent) | Alarm and to use a redundant pumping system or activate safety, call for maintenance |
| Physical buttons | To use redundant buttons and/or call for maintenance |
| No manhole detection | Alarm and process repetition |
| Safety fence crossing | Alarm and activate safety by stopping the system |
| Pipe clogging | Pipe sections in parallel with redundant valves and call for maintenance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vicente, L.; Carreira, F.; Campos, F.M.; Mendes, M.J.G.C.; Calado, J.M.F.; Carvalho, G. Supervision System 4.0 for a Road Tanker Washing Robot Manipulator. Appl. Sci. 2023, 13, 8500. https://doi.org/10.3390/app13148500
Vicente L, Carreira F, Campos FM, Mendes MJGC, Calado JMF, Carvalho G. Supervision System 4.0 for a Road Tanker Washing Robot Manipulator. Applied Sciences. 2023; 13(14):8500. https://doi.org/10.3390/app13148500
Chicago/Turabian StyleVicente, Luís, Fernando Carreira, Francisco M. Campos, Mário J. G. C. Mendes, João M. F. Calado, and Gamboa Carvalho. 2023. "Supervision System 4.0 for a Road Tanker Washing Robot Manipulator" Applied Sciences 13, no. 14: 8500. https://doi.org/10.3390/app13148500