

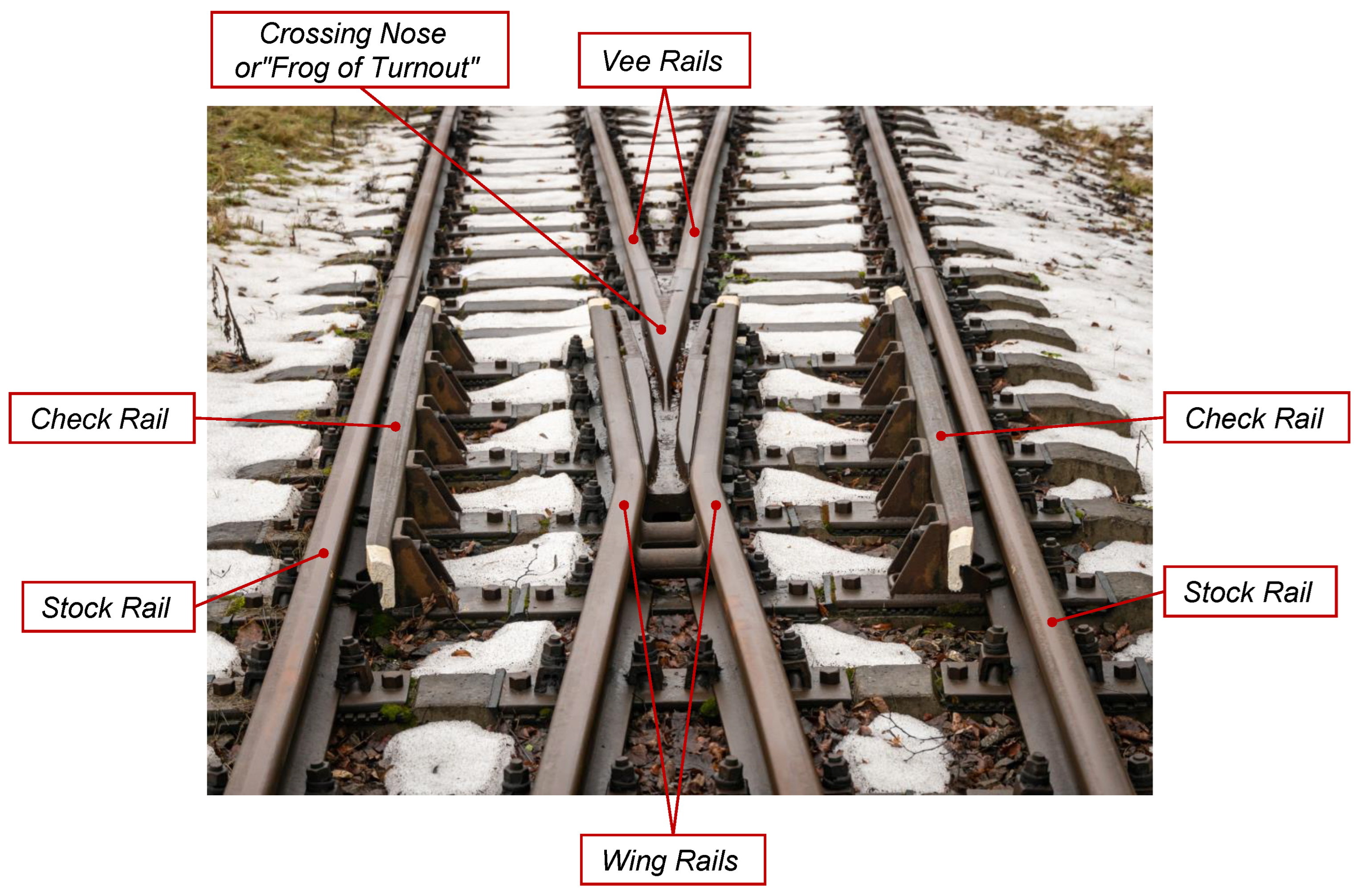
Cyclic Hardening and Fatigue Damage Features of 51CrV4 Steel for the Crossing Nose Design



Abstract
:1. Introduction
2. Fatigue Life Prediction
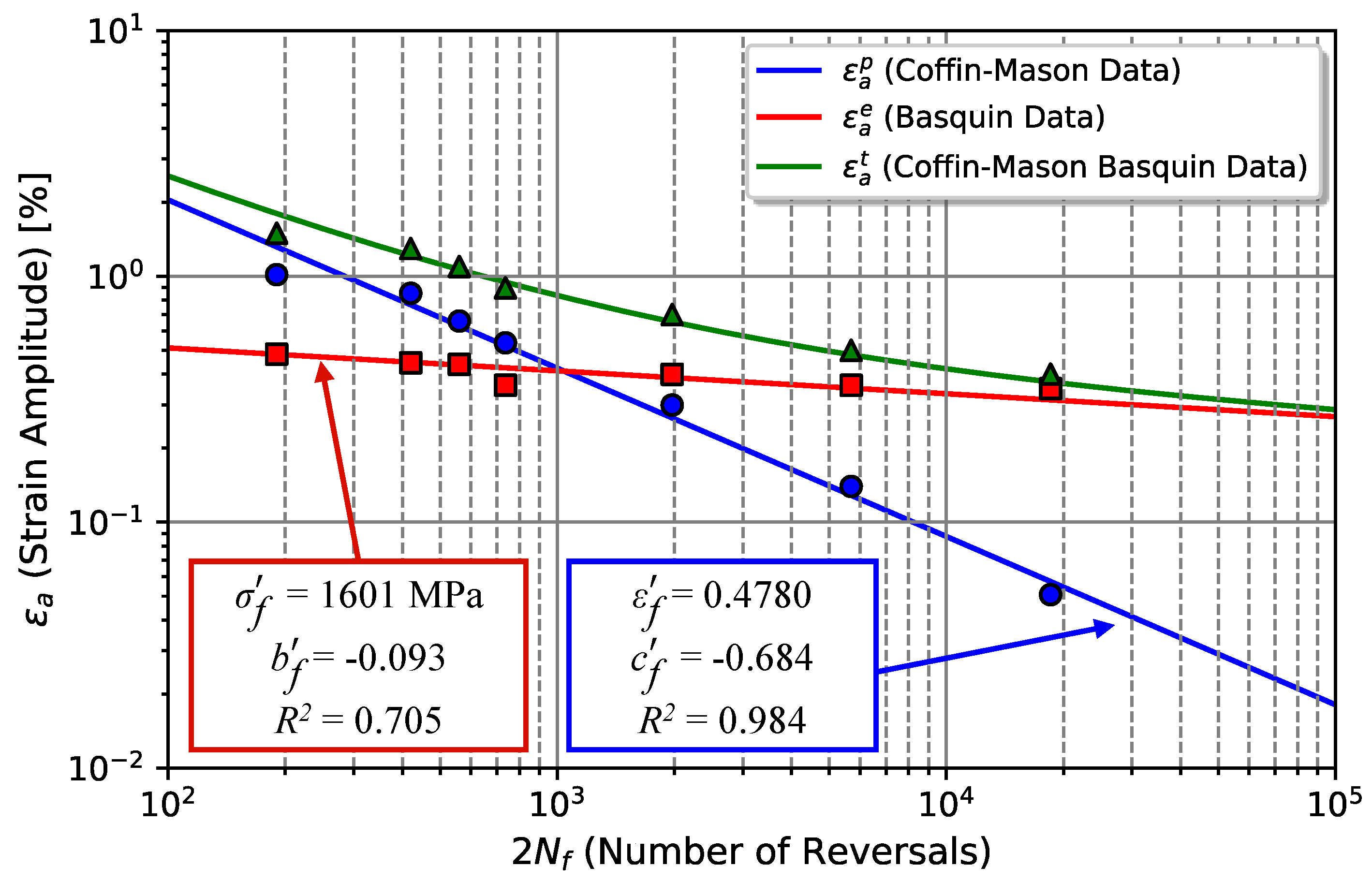
2.1. Strain-Based Life Method
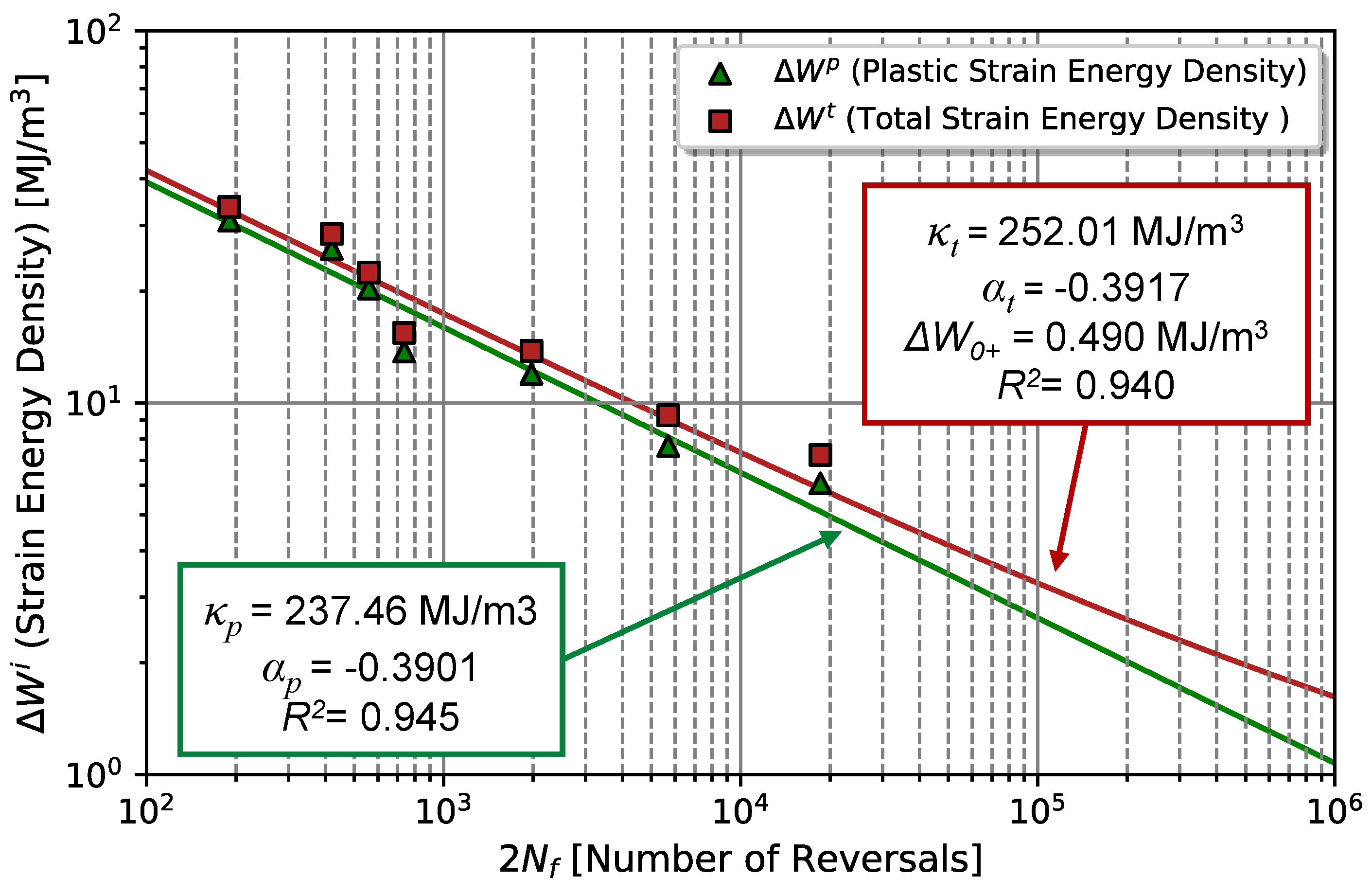
2.2. Total Energy Density-Life Method
3. Cyclic Elasto-Plasticity in Fatigue
3.1. Cyclic Elasto-Plasticity Theory
3.2. Determination Hardening Parameters
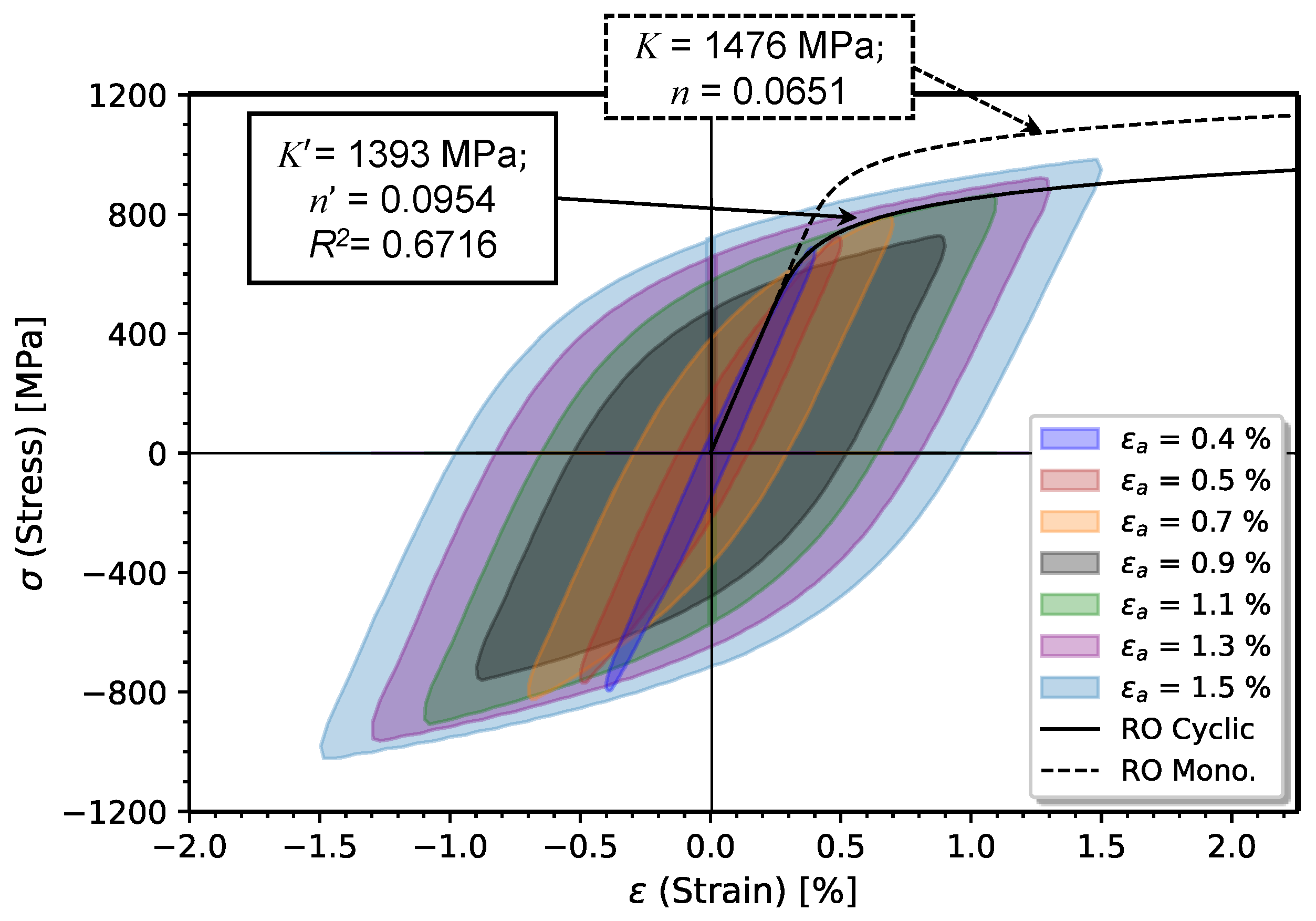
3.2.1. Cyclic Elasto-Plastic Ramberg–Osgood Model
3.2.2. Cyclic Elasto-Plastic Chaboche Hardening Model
4. Material and Procedures for Experimental and Numerical Approaches
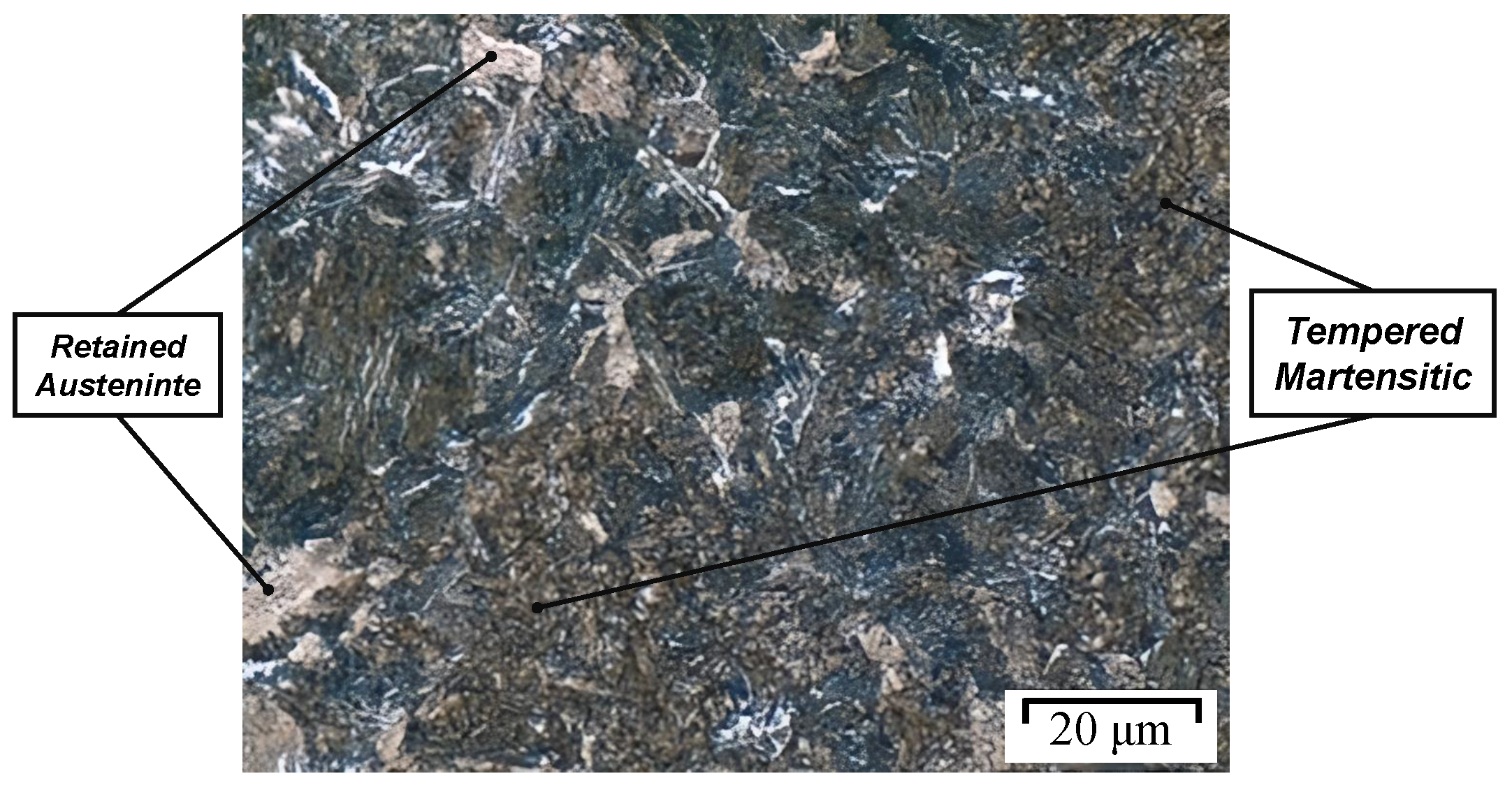
4.1. Chemical Composition and Microstructure
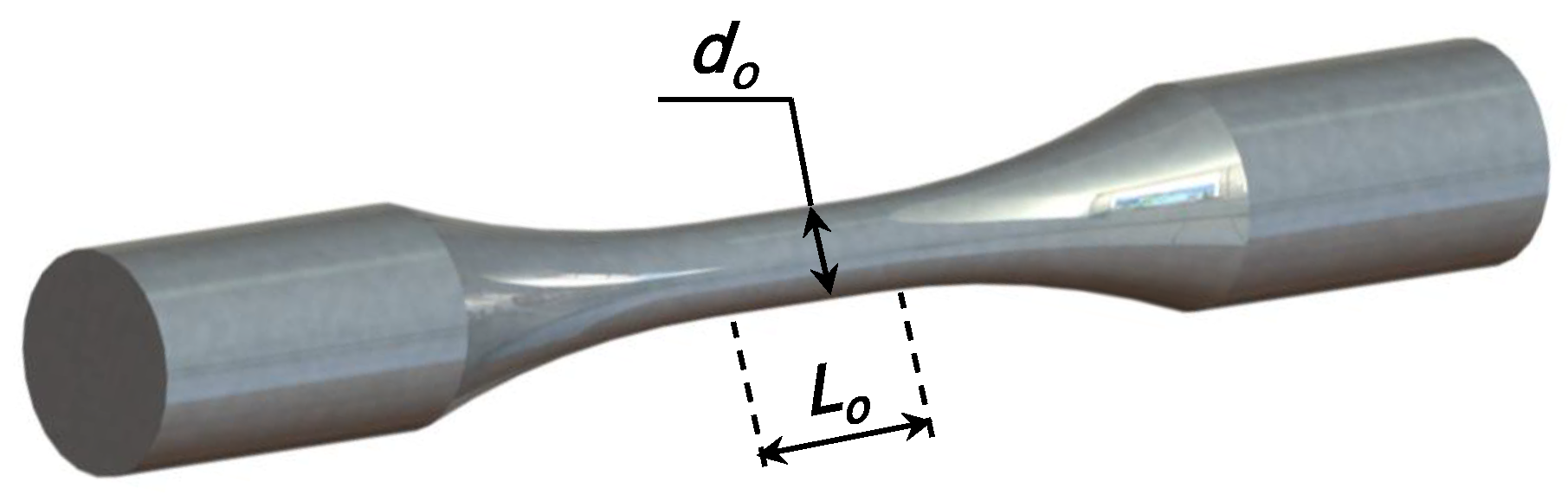
4.2. Monotonic and Cyclic Tests
4.3. Empirical and Statistics Techniques
4.4. Finite Element Method
5. Results and Discussion
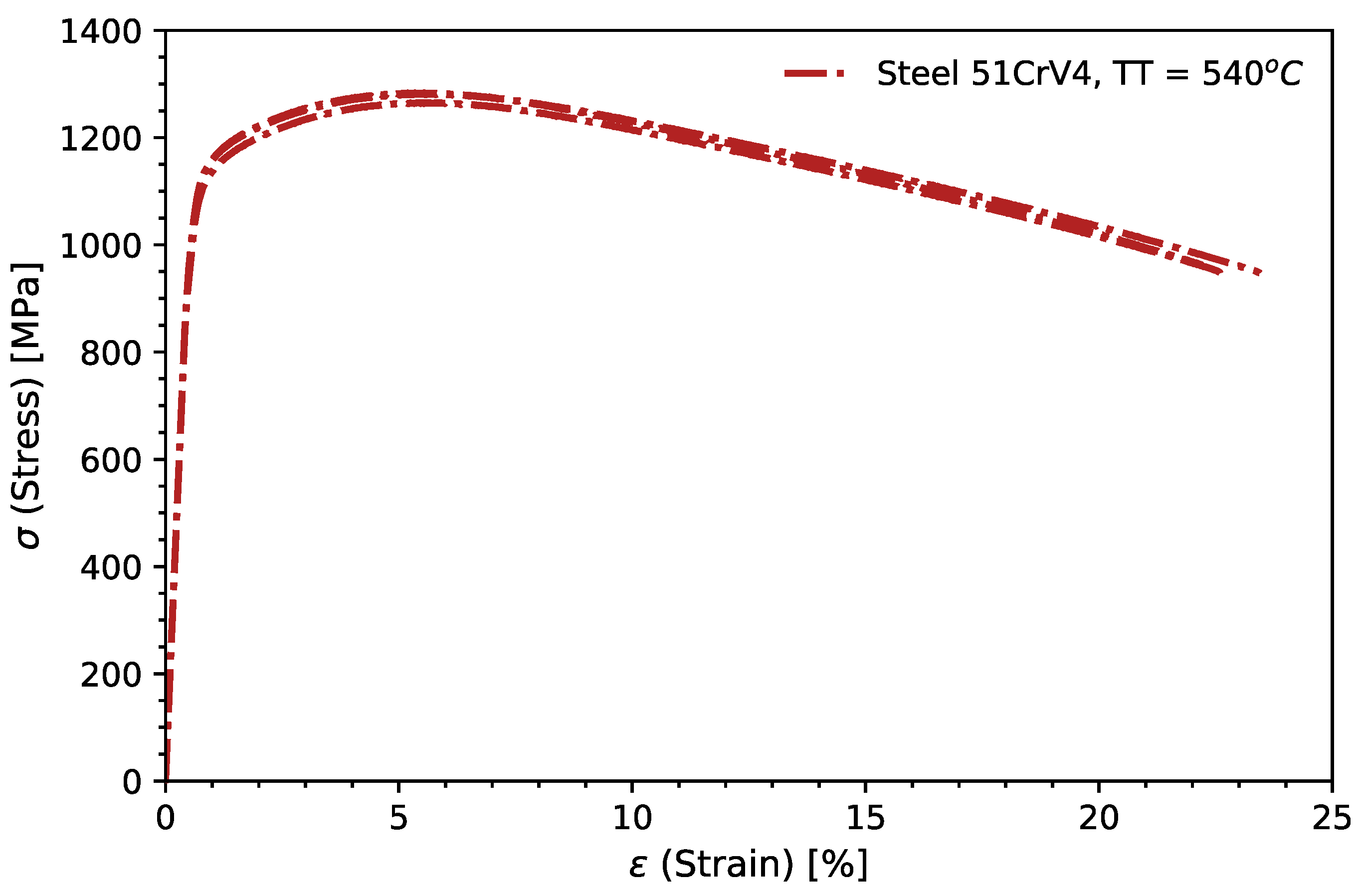
5.1. Mechanical Properties
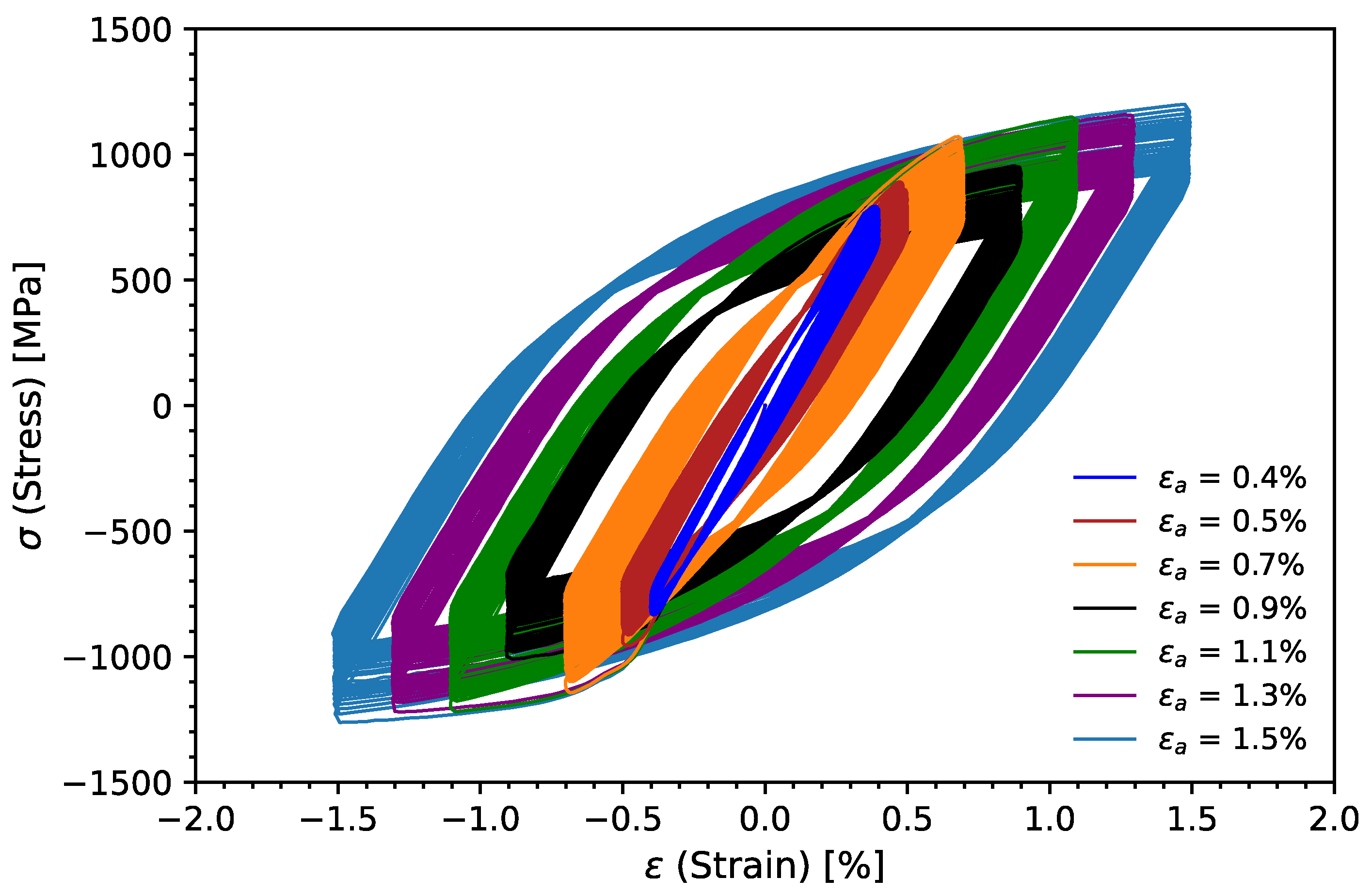
5.2. Cyclic Curve
5.3. Strain-Life Behavior
5.4. Strain Energy Density Curves
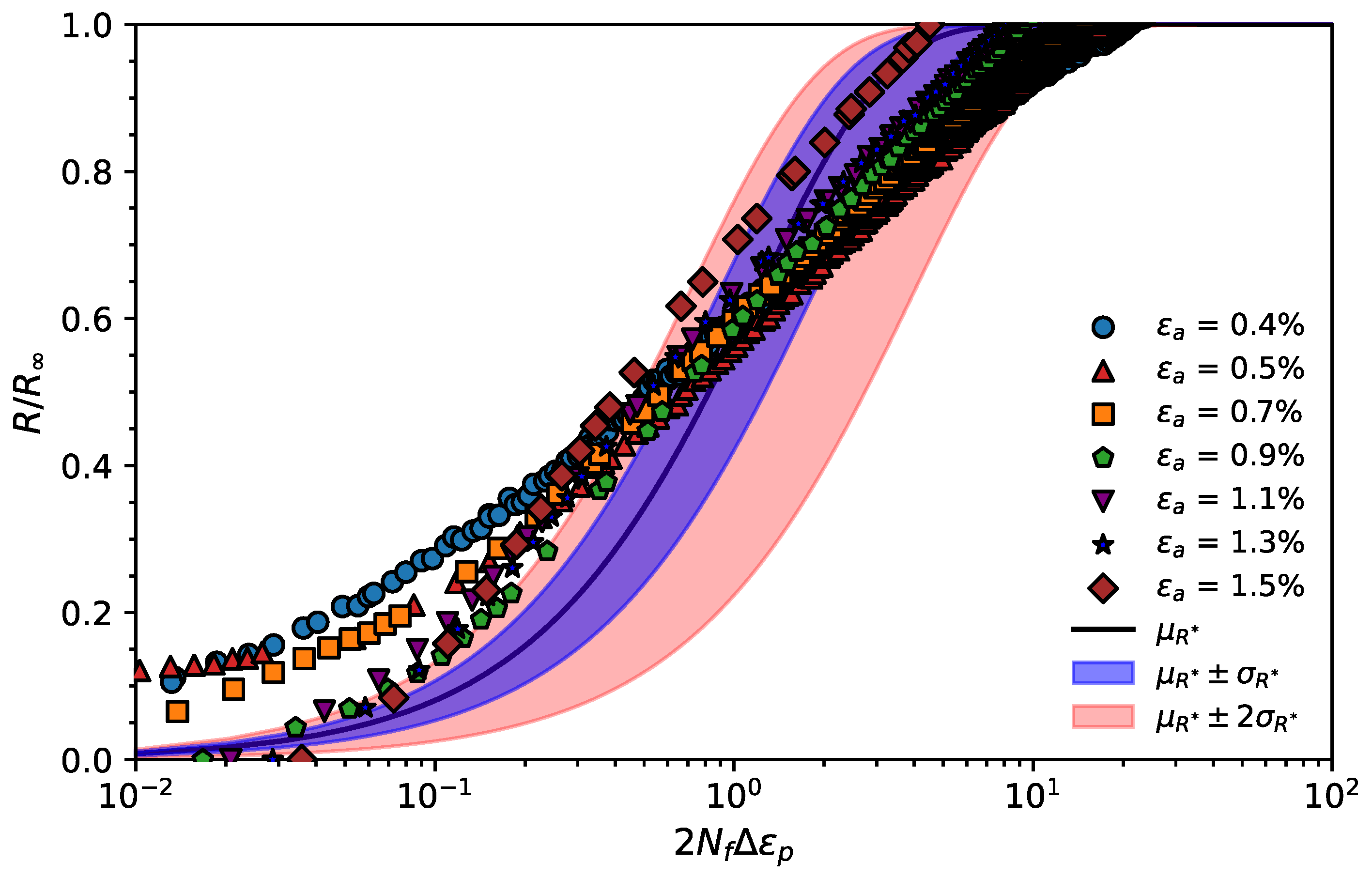
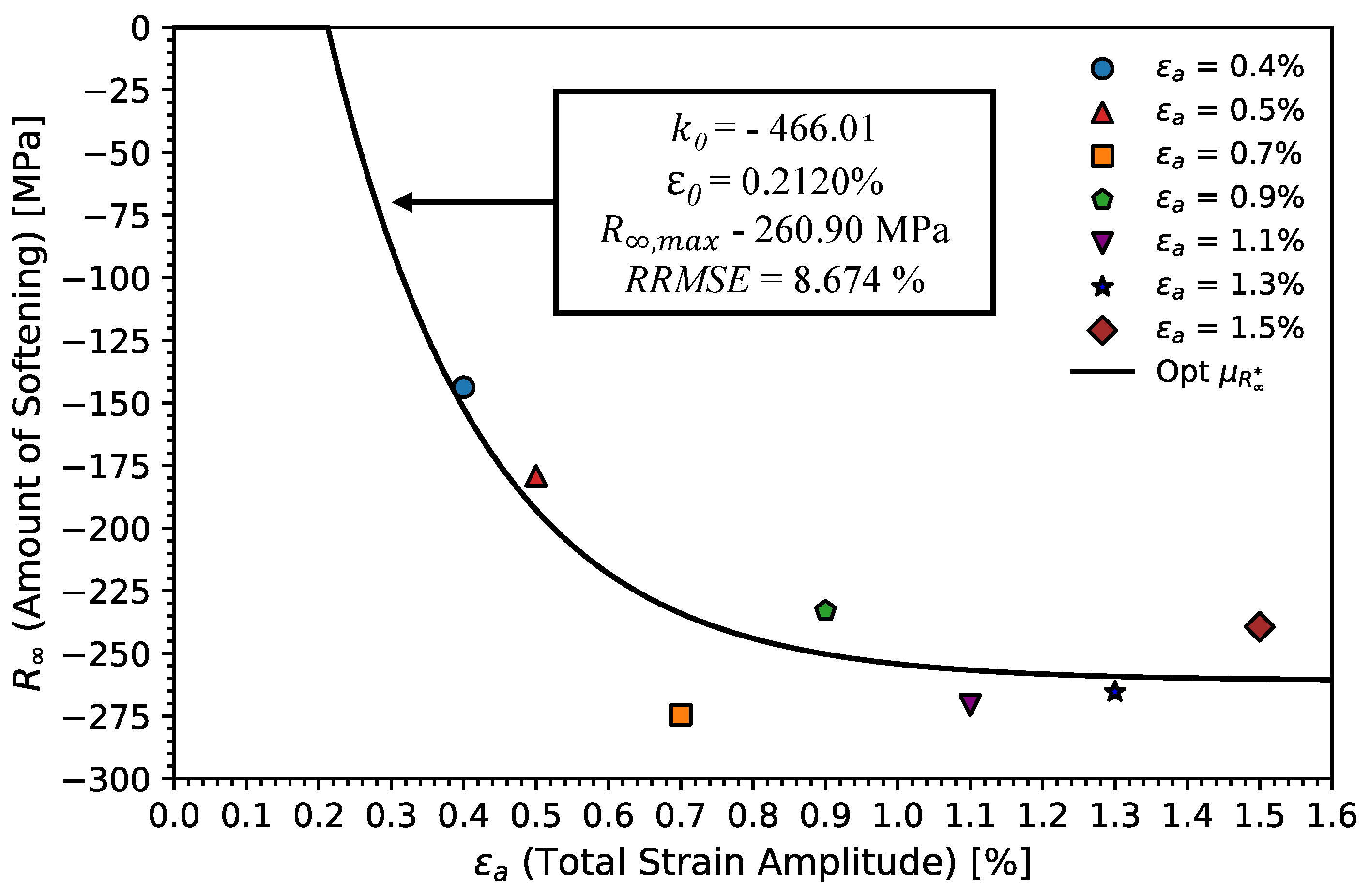
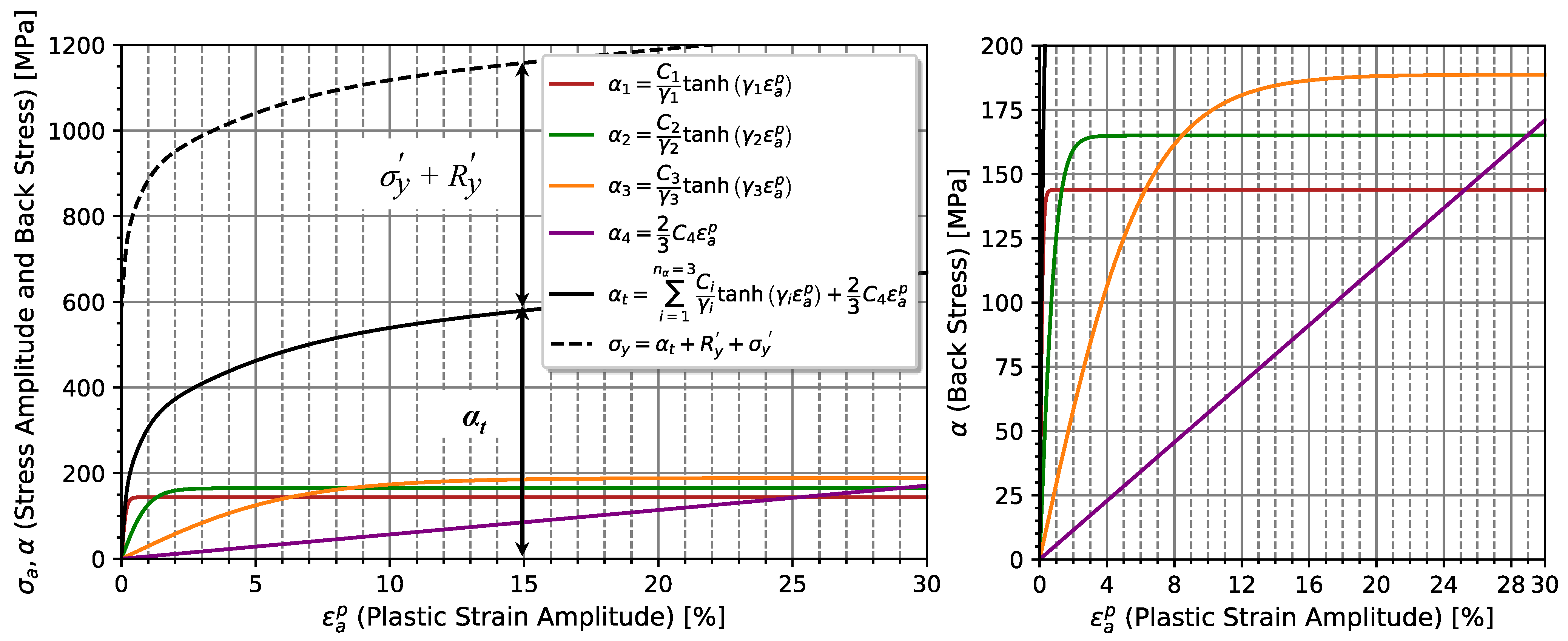
5.5. Hardening Parameters
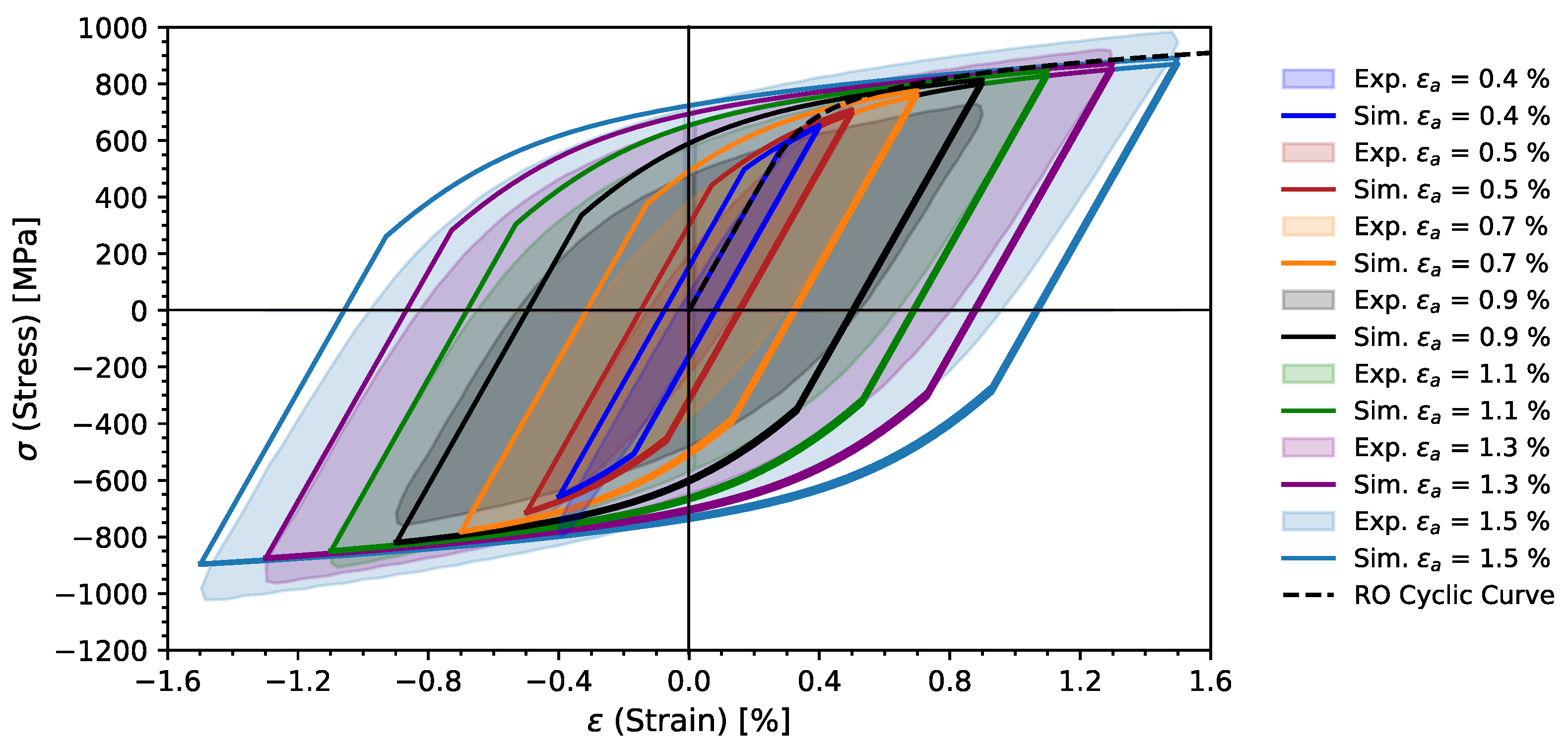
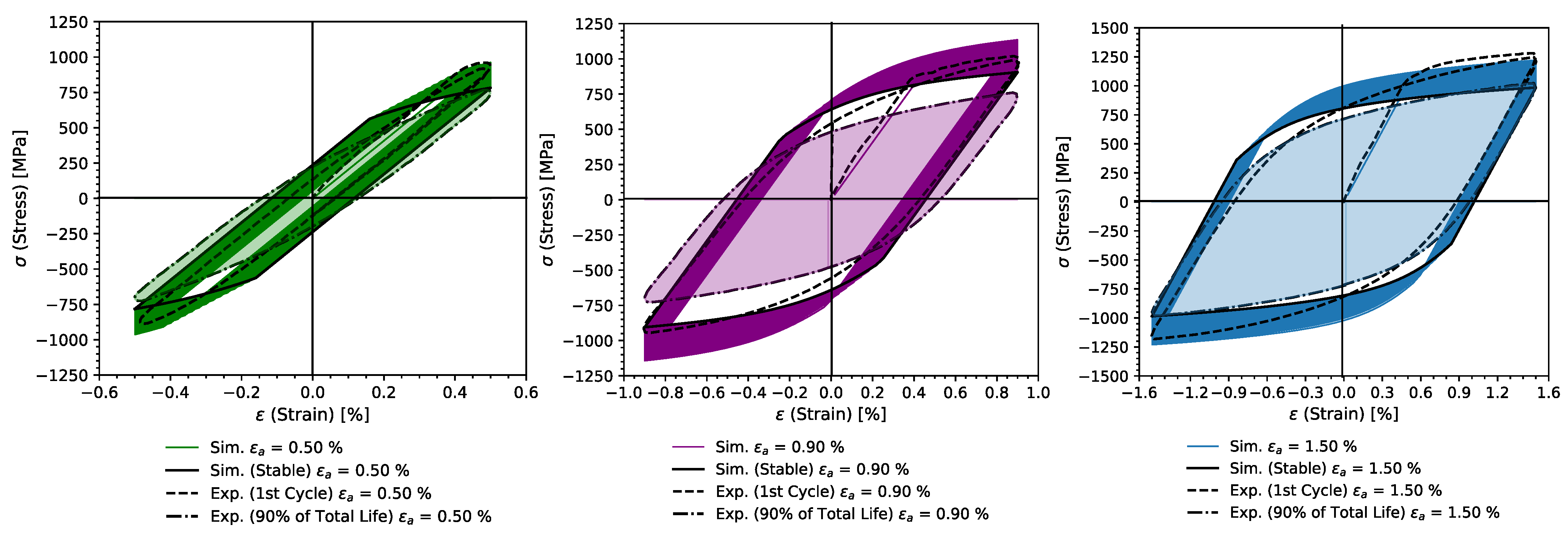
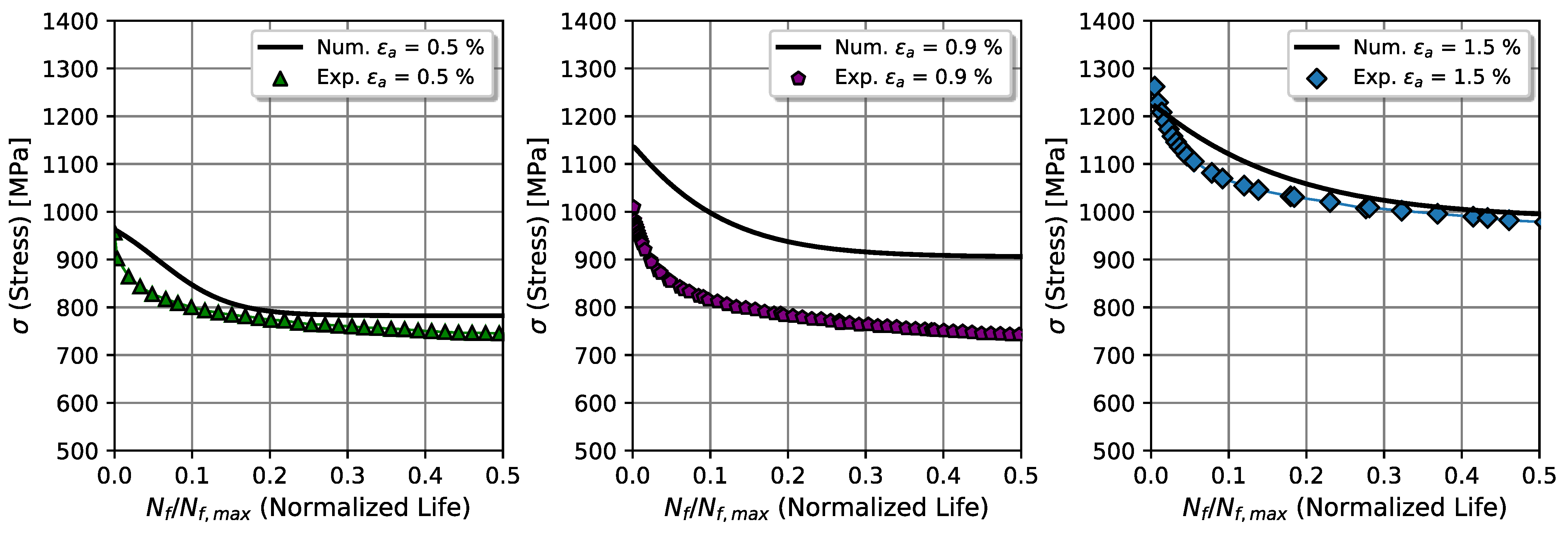
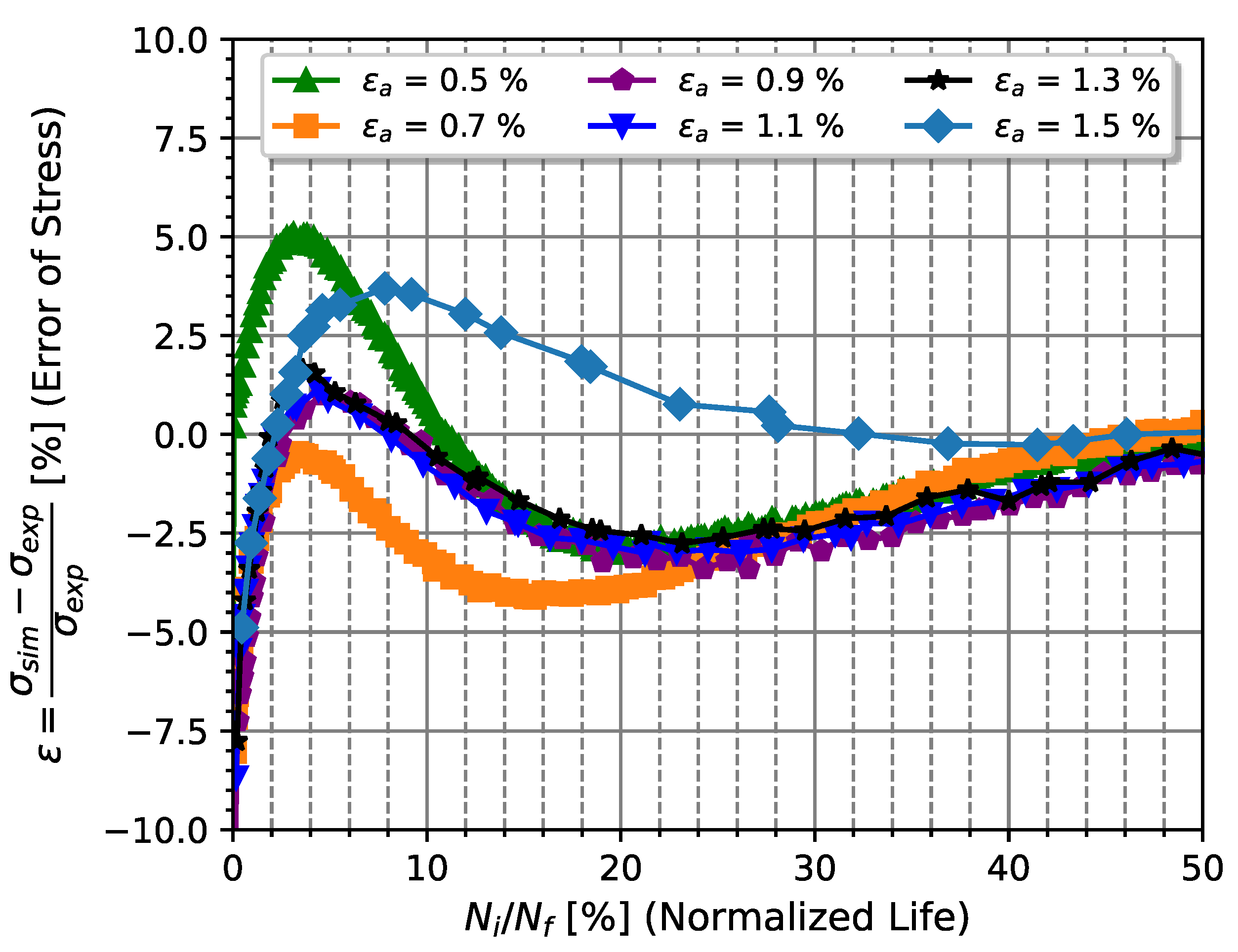
5.6. Cyclic Elasto-Plastic Response
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wiest, M.; Daves, W.; Fischer, F.D.; Ossberger, H. Deformation and damage of a crossing nose due to wheel passages. Wear 2008, 265, 1431–1438. [Google Scholar] [CrossRef]
- Markine, V.L.; Steenbergen, M.J.M.M.; Shevtsov, I.Y. Combatting RCF on switch points by tuning elastic track properties. Wear 2010, 271, 158–167. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, F.; Qian, L. Numerical simulation of stress and deformation in a railway crossing. Eng. Fail. Anal. 2011, 18, 2296–2304. [Google Scholar] [CrossRef]
- Hamarat, M.; Papaelias, M.; Kaewunruen, S. Fatigue damage assessment of complex railway turnout crossings via Peridynamics-based digital twin. Sci. Rep. 2022, 12, 14377. [Google Scholar] [CrossRef] [PubMed]
- Eck, S.; Oßberger, H.; Oßberger, U.; Marsoner, S.; Ebner, R. Comparison of the fatigue and impact fracture behaviour of five different steel grades used in the frog of a turnout. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2014, 228, 603–610. [Google Scholar] [CrossRef]
- Oßberger, U.; Kollment, W.; Eck, S. Insights towards condition monitoring of fixed railway crossings. Procedia Struct. Integr. 2017, 4, 106–114. [Google Scholar] [CrossRef]
- Yamada, Y.; Kuwabara, T. Materials for Springs; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Smith, W.F. Principles of Materials Science and Engineering, 3rd ed.; McGraw-Hill Book Company: Sydney, Australia, 1999. [Google Scholar]
- Li, H.Y.; Hu, J.D.; Li, J.; Chen, G.; Sun, X.J. Effect of tempering temperature on microstructure and mechanical properties of AISI 6150 steel. J. Cent. South Univ. 2013, 20, 866–870. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, X.; Xie, F.; Lai, C.; Li, H.; Zhang, Q. Dynamic recrystallization behavior and critical strain of 51CrV4 high-strength spring steel during hot deformation. JOM 2018, 70, 2385–2391. [Google Scholar] [CrossRef]
- Zhang, L.; Gong, D.; Li, Y.; Wang, X.; Ren, X.; Wang, E. Effect of quenching conditions on the microstructure and mechanical properties of 51CrV4 spring steel. Metals 2018, 8, 1056. [Google Scholar] [CrossRef] [Green Version]
- Gomes, V.M.G.; De Jesus, A.M.; Figueiredo, M.; Correia, J.A.; Calcada, R. Fatigue Failure of 51CrV4 Steel Under Rotating Bending and Tensile. In Fatigue and Fracture of Materials and Structures: Contributions from ICMFM XX and KKMP2021; Springer International Publishing: Cham, Switzerland, 2022; Volume 8, pp. 307–313. [Google Scholar] [CrossRef]
- Brnic, J.; Brcic, M.; Krscanski, S.; Canadija, M.; Niu, J. Analysis of materials of similar mechanical behavior and similar industrial assignment. Procedia Manuf. 2019, 37, 207–213. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Hou, J.; Thrush, S.J.; Barber, G.C.; Zou, Q.; Yang, H.; Qiu, F. Tribological behavior of heat treated AISI 6150 steel. J. Mater. Res. Technol. 2020, 9, 12293–12307. [Google Scholar] [CrossRef]
- Coffin, J.L.F., Jr. A study of the effects of cyclic thermal stresses on a ductile metal. Trans. Am. Soc. Mech. Eng. 1954, 76, 931–949. [Google Scholar] [CrossRef]
- Manson, S.S. Behavior of Materials under Conditions of Thermal Stress; National Advisory Committee for Aeronautics: Chantilly, VA, USA, 1954. [Google Scholar]
- Morrow, J.D. Cyclic plastic strain energy and fatigue of metals. Int. Frict. Damping Cyclic Plast. 1969, ASTM STP 378, 45–87. [Google Scholar] [CrossRef]
- Ellyin, F. Fatigue Damage, Crack Growth and Life Prediction, 1st ed.; Chapman and Hall: London, UK, 1997. [Google Scholar]
- Li, D.; Kim, K.; Lee, C. Low cycle fatigue data evaluation for a high-strength spring steel. Int. J. Fatigue 1997, 19, 607–612. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Antunes, F.V.; Perdigão, S. Monotonic and cyclic behavior of DIN 34CrNiMo6 tempered alloy steel. Metals 2016, 6, 98. [Google Scholar] [CrossRef] [Green Version]
- Golos, K.; Ellyin, F. Generalization of cumulative damage criterion to multilevel cyclic loading. Theor. Appl. Fract. Mech. 1987, 7, 169–176. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Borrego, L.P.; Wu, S.C.; Long, X.Y.; Zhang, F.C. Effect of strain ratio on cyclic deformation behaviour of 7050-T6 aluminum alloy. Int. J. Fatigue 2019, 129, 105234. [Google Scholar] [CrossRef]
- Mahtabi, M.J.; Shamsaei, N. A modified energy-based approach for fatigue life prediction of superelastic NiTi in presence of tensile mean strain and stress. Int. J. Mech. Sci. 2016, 117, 321–333. [Google Scholar] [CrossRef] [Green Version]
- Branco, R.; Costa, J.D.; Borrego, L.P.; Antunes, F.V. Fatigue life assessment of notched round bars under multi-axial loading based on the total strain energy density approach. Theor. Appl. Fract. Mech. 2018, 97, 340–348. [Google Scholar] [CrossRef]
- Callaghan, M.D.; Humphries, S.R.; Law, M.; Ho, M.; Bendeich, P.; Li, H.; Yeung, W.Y. Energy-based approach for the evaluation of low cycle fatigue behaviour of 2.25 Cr–1Mo steel at elevated temperature. Mater. Sci. Eng. A 2016, 527, 5619–5623. [Google Scholar] [CrossRef]
- Correia, J.A.F.O.; Apetre, N.; Arcari, A.; De Jesus, A.M.P.; Muñiz-Calvente, M.; Calçada, R.; Berto, F.; Fernández-Canteli, A. Generalized probabilistic model allowing for various fatigue damage variables. Int. J. Fatigue 2017, 100, 187–194. [Google Scholar] [CrossRef]
- Zhu, S.P.; Liu, Y.; Liu, Q.; Yu, Z.Y. Strain energy gradient-based LCF life prediction of turbine discs using critical distance concept. Int. J. Fatigue 2018, 113, 33–42. [Google Scholar] [CrossRef]
- Prager, W. Recent developments in the mathematical theory of plasticity. Int. J. Plast. 1949, 20, 235–241. [Google Scholar] [CrossRef]
- Chaboche, J.L. A review of some plasticity and viscoplasticity constitutive theories. Int. J. Plast. 2008, 24, 1642–1693. [Google Scholar] [CrossRef]
- Frederick, C.O.; Armstrong, P.J. A mathematical representation of the multiaxial Bauschinger effect. Mater. High Temp. 2007, 24, 1–26. [Google Scholar] [CrossRef]
- Rezaiee-Pajand, M.; Sinaie, S. On the calibration of the Chaboche hardening model and a modified hardening rule for uniaxial ratcheting prediction. Int. J. Solids Struct. 2009, 46, 3009–3017. [Google Scholar] [CrossRef] [Green Version]
- Ramberg, W.; Osgood, W.R. Description of Stress-Strain Curves by Three Parameters; National Advisory Committee for Aeronautics: Chantilly, VA, USA, 1943; Volume 902. [Google Scholar]
- Nejad, R.M.; Berto, F. Fatigue fracture and fatigue life assessment of railway wheel using non-linear model for fatigue crack growth. Int. J. Fatigue 2021, 153, 106516. [Google Scholar] [CrossRef]
- Correia, J.A.F.O.; da Silva, A.L.; Xin, H.; Lesiuk, G.; Zhu, S.P.; de Jesus, A.M.P.; Fernandes, A.A. Fatigue performance prediction of S235 base steel plates in the riveted connections. Structures 2021, 30, 745–755. [Google Scholar] [CrossRef]
- Qiang, B.; Liu, X.; Liu, Y.; Yao, C.; Li, Y. Experimental study and parameter determination of cyclic constitutive model for bridge steels. J. Constr. Steel Res. 2021, 183, 106738. [Google Scholar] [CrossRef]
- Kreithner, M.; Niederwanger, A.; Lang, R. Influence of the Ductility Exponent on the Fatigue of Structural Steels. Metals 2023, 13, 759. [Google Scholar] [CrossRef]
- Nejad, R.M.; Berto, F. Fatigue crack growth of a railway wheel steel and fatigue life prediction under spectrum loading conditions. Int. J. Fatigue 2022, 153, 106516. [Google Scholar] [CrossRef]
- Hu, Y.; Shi, J.; Cao, X.; Zhi, J. Low cycle fatigue life assessment based on the accumulated plastic strain energy density. Materials 2021, 14, 2372. [Google Scholar] [CrossRef]
- Souto, C.D.; Gomes, V.M.G.; Da Silva, L.F.; Figueiredo, M.V.; Correia, J.A.F.O.; Lesiuk, G.; Fernandes, A.A.; De Jesus, A.M.P. Global-local fatigue approaches for snug-tight and preloaded hot-dip galvanized steel bolted joints. Int. J. Fatigue 2021, 153, 106486. [Google Scholar] [CrossRef]
- Hu, F.; Shi, G. Constitutive model for full-range cyclic behavior of high strength steels without yield plateau. Constr. Build. Mater. 2018, 162, 596–607. [Google Scholar] [CrossRef]
- Wang, Y.B.; Li, G.Q.; Cui, W.; Chen, S.W.; Sun, F.F. Experimental investigation and modeling of cyclic behavior of high strength steel. J. Constr. Steel Res. 2015, 104, 37–48. [Google Scholar] [CrossRef]
- Jia, C.; Shao, Y.; Guo, L.; Liu, H. Cyclic behavior and constitutive model of high strength low alloy steel plate. Engineering Structures. J. Constr. Steel Res. 2020, 217, 110798. [Google Scholar] [CrossRef]
- Möller, B.; Tomasella, A.; Wagener, R.; Melz, T. Cyclic Material Behavior of High-Strength Steels Used in the Fatigue Assessment of Welded Crane Structures with a Special Focus on Transient Material Effects. SAE Int. J. Engines 2017, 10, 331–339. Available online: https://www.jstor.org/stable/26285046 (accessed on 31 March 2022). [CrossRef]
- ASTM E8-03; Load Controlled Fatigue Testing—Standard Test Methods for Tension Testing of Metallic Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017; pp. 1–23. [CrossRef]
- DIN 50100; Load Controlled Fatigue Testing—Execution and Evaluation of Cyclic Tests at Constant Load Amplitudes on Metallic Specimens and Components. Standard by Deutsches Institut Fur Normung E.V. (German National Standard): Berlin, Germany, 2022; Volume 217, pp. 1–114.
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers, 6th ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Montgomery, J.R.; Ning, A. Engineering Design Optimization, 1st ed.; Cambridge University Press: Cambridge, UK, 2021. [Google Scholar]
- Hager, W.W.; Zhang, H. Algorithm 851: CG DESCENT, a Conjugate Gradient Method with Guaranteed Descent. ACM Trans. Math. Softw. 2006, 32, 113–137. [Google Scholar] [CrossRef]
- Revels, J.; Lubin, M.; Papamarkou, T. Forward-mode automatic differentiation in Julia. arXiv 2016, 8, 3–30. [Google Scholar] [CrossRef]
- Bednarcyk, B.A.; Aboudi, J.; Arnold, S.M. The equivalence of the radial return and Mendelson methods for integrating the classical plasticity equations. Comput. Mech. 2008, 41, 733–737. [Google Scholar] [CrossRef] [Green Version]
- Krieg, R.D.; Krieg, D. Accuracies of numerical solution methods for the elastic-perfectly plastic model. J. Press. Vessel Technol. 1977, 99, 510–515. [Google Scholar] [CrossRef]
- Hughes, T.J. Numerical implementation of constitutive models: Rate-independent deviatoric plasticity. Theor. Found.-Large-Scale Comput. Nonlinear Mater. Behav. 1984, 6, 29–63. [Google Scholar] [CrossRef]
- Mohanty, S.; Soppet, W.K.; Barua, B.; Majumdar, S.; Natesan, K. Modeling the cycle-dependent material hardening behavior of 508 low alloy steel. Exp. Mech. 2017, 57, 847–855. [Google Scholar] [CrossRef]
- Muralidharan, U.; Manson, S.S. A modified universal slopes equation for estimation of fatigue characteristics of metals. J. Eng. Mater. Technol. 1988, 110, 55–58. [Google Scholar] [CrossRef]
- Meggiolaro, M.A.; Castro, J.T.P. Statistical evaluation of strain-life fatigue crack initiation predictions. Int. J. Fatigue 2004, 26, 463–476. [Google Scholar] [CrossRef]
- Petruz-Comas, A.D.; González-Estrada, O.A.; Martínez-Díaz, E.; Villegas-Bermúdez, D.F.; Díaz-Rodríguez, J.G. Strain-Based Fatigue Experimental Study on Ti–6Al–4V Alloy Manufactured by Electron Beam Melting. J. Manuf. Mater. Process. 2023, 7, 25. [Google Scholar] [CrossRef]
- Basan, R.; Franulović, M.; Prebil, I.; Kunc, R. Study on Ramberg-Osgood and Chaboche models for 42CrMo4 steel and some approximations. J. Constr. Steel Res. 2017, 136, 65–74. [Google Scholar] [CrossRef]
- Matsumoto, M.; Kurita, Y. Twisted gfsr generators. ACM Trans. Model. Comput. Simul. 1992, 2, 179–194. [Google Scholar] [CrossRef] [Green Version]
- Matsumoto, M.; Nishimura, T. Mersenne twister: A 623-dimensionally equidistributed uniform pseudorandom number generator. ACM Trans. Model. Comput. Simul. 1998, 8, 3–30. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | V | S | Pb |
|---|---|---|---|---|---|---|---|
| 51CrV4 EN 1.815 | 0.47–0.55 | ≤0.40 | 0.70–1.10 | 0.90–1.20 | ≤0.10–0.25 | ≤0.025 | ≤0.025 |
| [mm] | [mm] | [mm | d/dt | |
|---|---|---|---|---|
| 8 | 16 | −1.0 | 1.00% |
| E (GPa) | (MPa) | (MPa) | (%) | (%) | (%) | |
|---|---|---|---|---|---|---|
| 1042 | 38 | |||||
| - |
| E | n | ||||||
|---|---|---|---|---|---|---|---|
| 1042.0 | 1365.18 | 0.0513 | 578.5 | −463.5 | 1392.84 | 0.0954 |
| Basquin |
| [%] | [reversals] | [%] | [reversals] | ||
| Coffin-Manson |
| 30.49 | 1043 | 0.8243 | 2.40 × 10 |
| 1.09 × 10 | 0.421 |
| 938.79 | −260.90 | 0.8397 | 578.49 | 4 | 83,773.67 | 582.52 | 16,778.05 | 101.71 | 3013.29 | 15.97 | 854.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, V.M.G.; Eck, S.; De Jesus, A.M.P. Cyclic Hardening and Fatigue Damage Features of 51CrV4 Steel for the Crossing Nose Design. Appl. Sci. 2023, 13, 8308. https://doi.org/10.3390/app13148308
Gomes VMG, Eck S, De Jesus AMP. Cyclic Hardening and Fatigue Damage Features of 51CrV4 Steel for the Crossing Nose Design. Applied Sciences. 2023; 13(14):8308. https://doi.org/10.3390/app13148308
Chicago/Turabian StyleGomes, Vítor M. G., Sven Eck, and Abílio M. P. De Jesus. 2023. "Cyclic Hardening and Fatigue Damage Features of 51CrV4 Steel for the Crossing Nose Design" Applied Sciences 13, no. 14: 8308. https://doi.org/10.3390/app13148308