
Study on Characteristics of Tool Wear and Breakage of Ultrasonic Cutting Nomex Honeycomb Core with the Disc Cutter

Abstract
:1. Introduction
2. Experimental Conditions and Methods
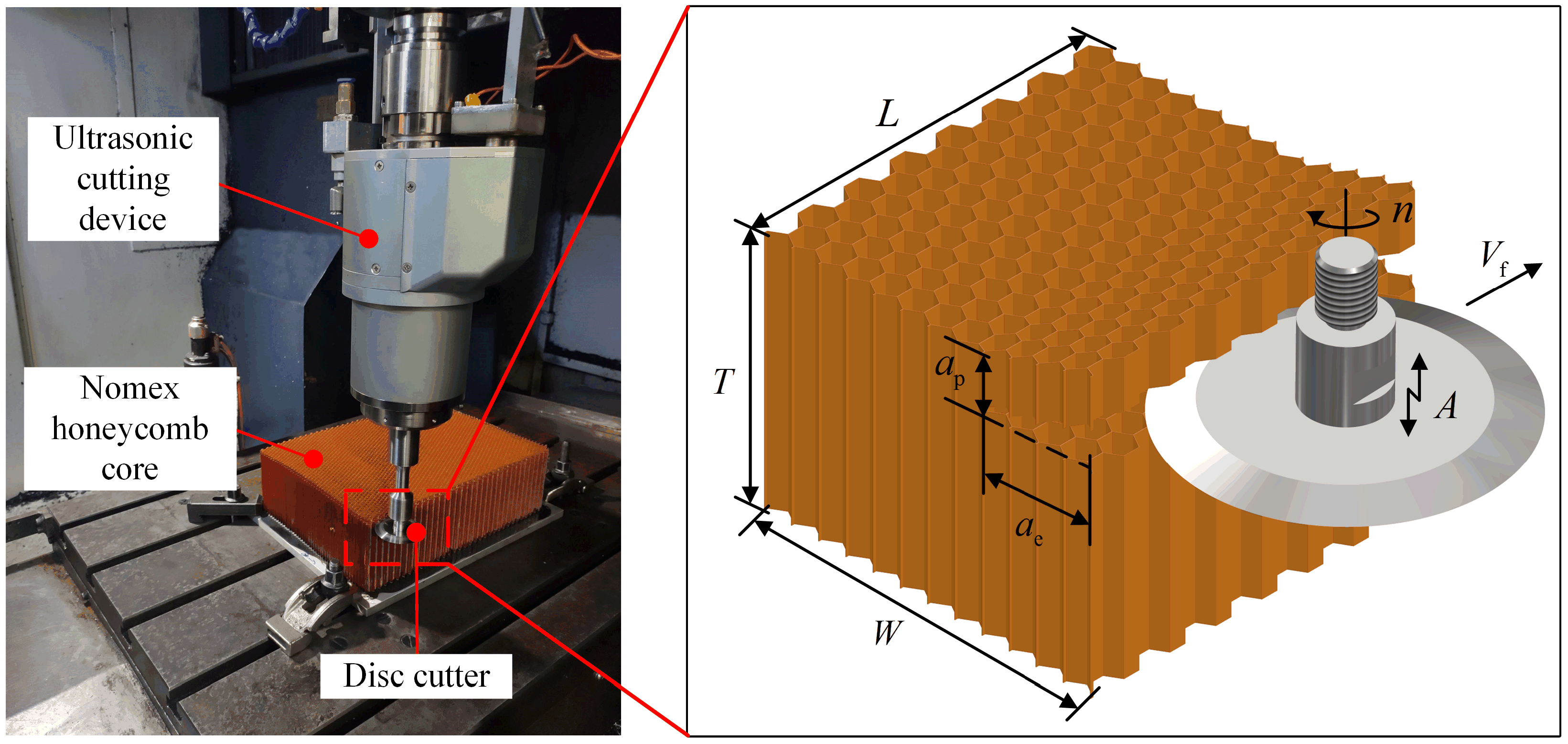
2.1. Experimental Setups and Procedure
2.2. Evaluation Methods of Tool Wear and Breakage
2.2.1. Cutting Edge Rounding (CER)
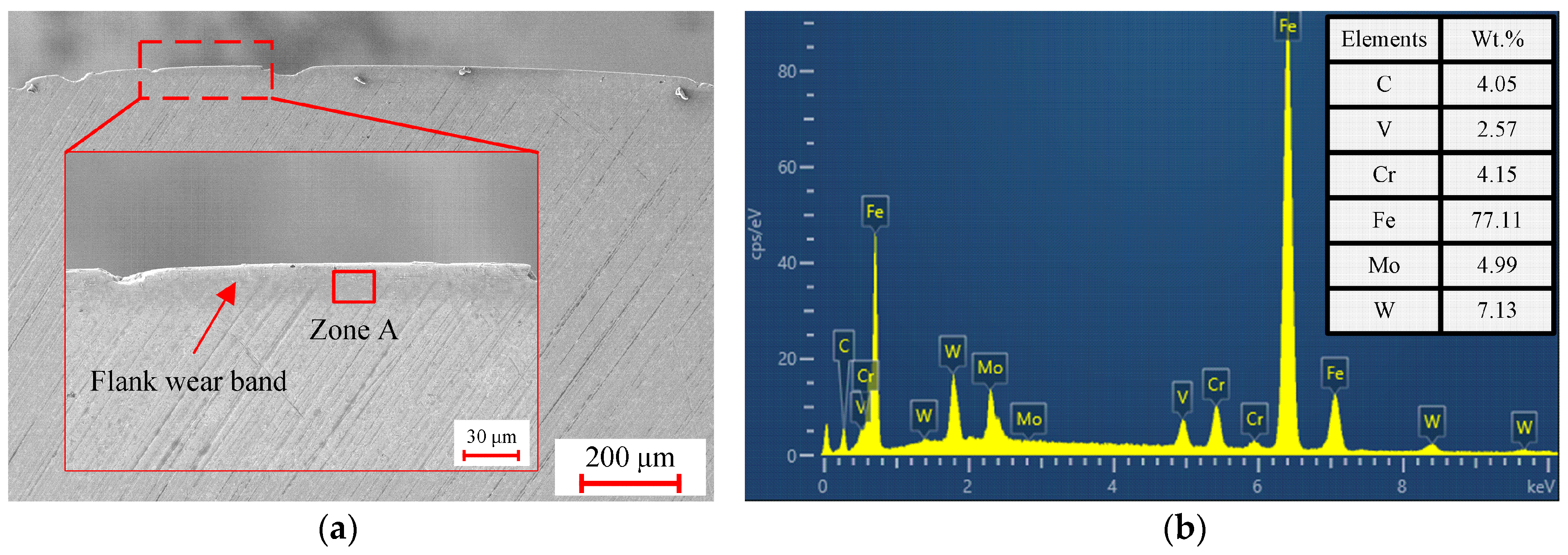
2.2.2. Flank Wear VB
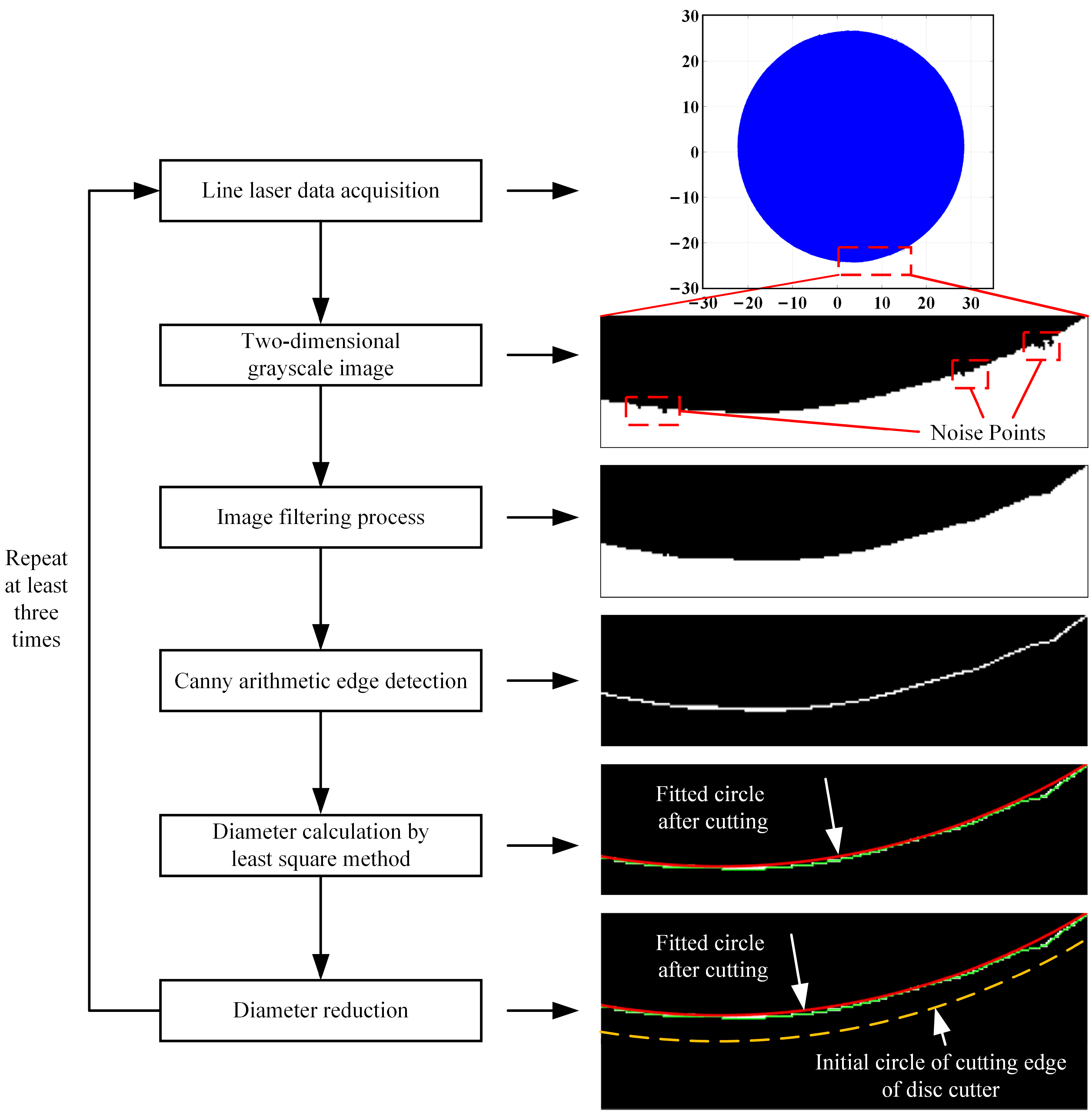
2.2.3. Diameter Reduction
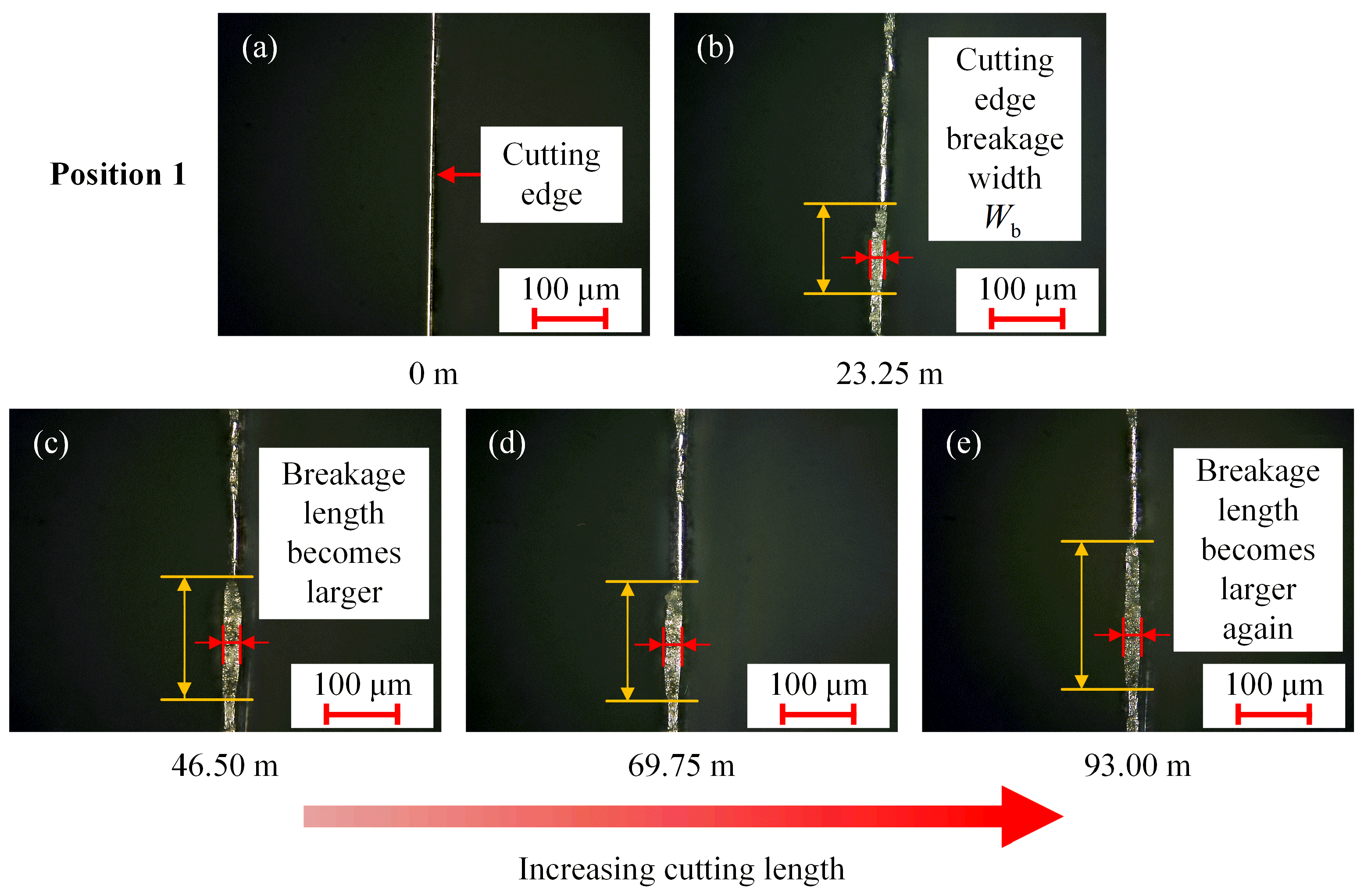
2.2.4. Cutting Edge Breakage Width
3. Results and Analysis
3.1. Disc Cutter Wear Analysis
3.1.1. Morphological Characteristics of Tool Wear
3.1.2. Cutting Edge Rounding (CER)
3.1.3. Flank Wear VB
3.2. Disc Cutter Breakage Analysis
3.2.1. Morphological Characteristics of Tool Breakage
3.2.2. Diameter Reduction
3.2.3. Cutting Edge Breakage Width
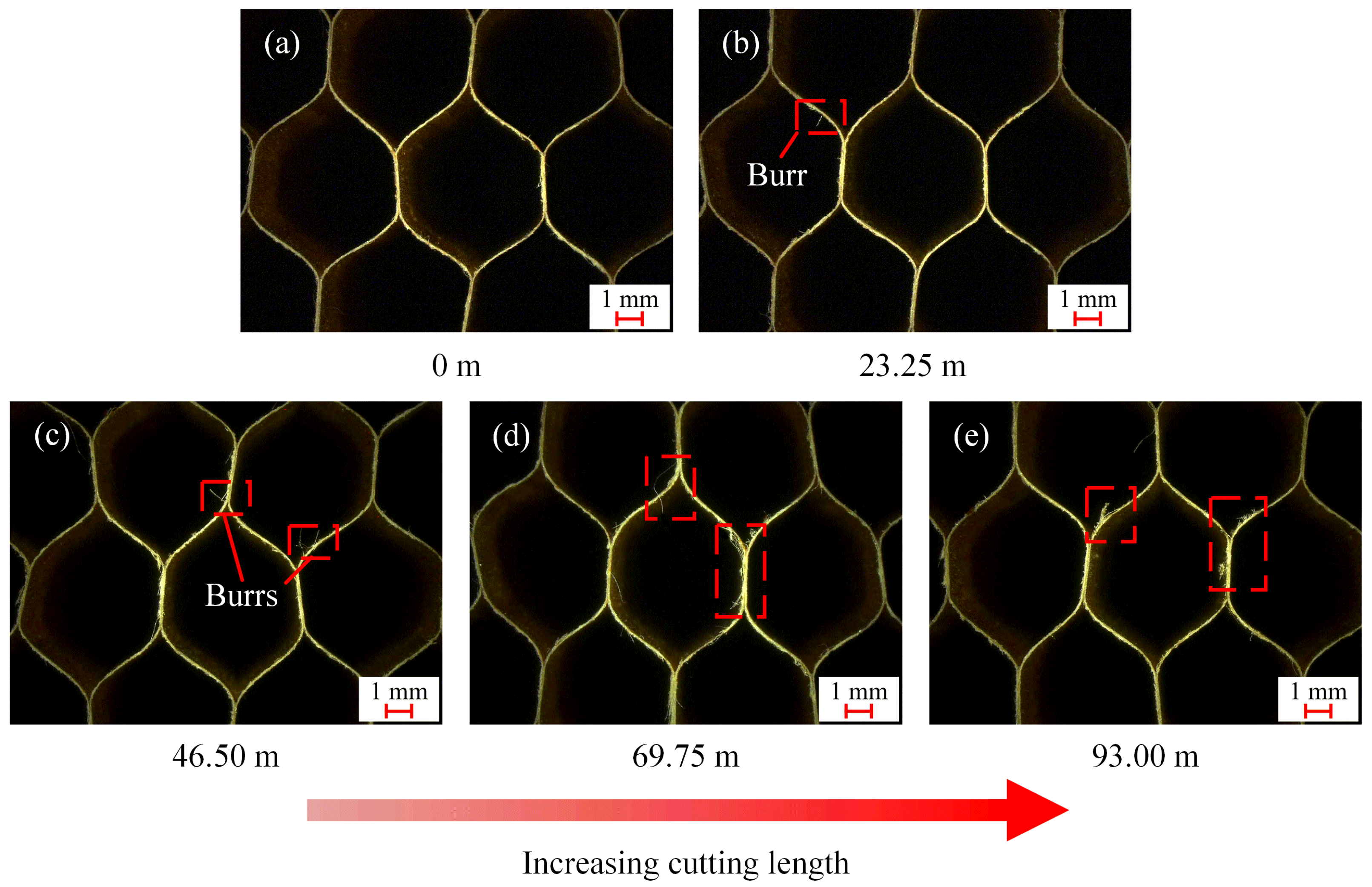
3.3. The Effect of Tool Wear and Breakage on the Surface Quality
4. Conclusions
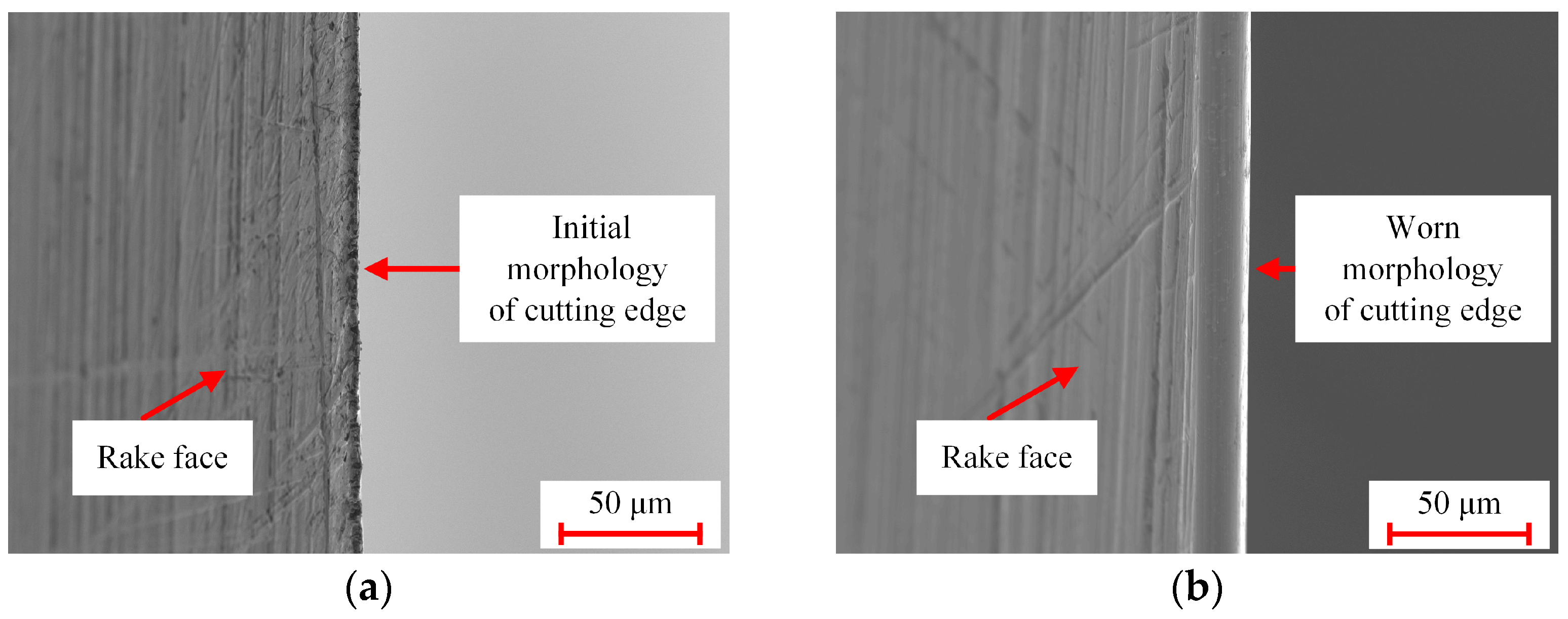
- The tool wear forms of the disc cutter are mainly cutting edge wear and flank wear. The wear positions are concentrated near the cutting edge, which is shown as the cutting edge dulling and the flank wear band. The CER and the flank wear VB increase with the increase in the cutting length. The CER increases from 3.54 μm to 8.26 μm, and the increasing trend is more significant. The disc cutter wear mechanism is mainly abrasive wear.
- The tool breakage form of the disc cutter is mainly the cutting edge breakage. The breakage positions are primarily at the cutting edge, which manifests as chipping and cracking breakage. With the increase of cutting length, the width of cutting edge breakage gradually increases; the continuous chipping makes the breakage form of the disc cutter show a band distribution; and the overall diameter of the disc cutter gradually decreases.
- The length and quantity of burrs on the honeycomb surface increase gradually with the increase in the degree of disc cutter wear and breakage. Ultrasonic cutting results in fewer honeycomb burrs and better surface quality compared to conventional cutting at the same cutting condition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.D.; Kang, R.K.; Dong, Z.G.; Wang, X.P.; Huo, D.H.; Zhang, X. A Novel Method of Blade-Inclined Ultrasonic Cutting Nomex Honeycomb Core With Straight Blade. J. Manuf. Sci. Eng. 2021, 143, 041012. [Google Scholar] [CrossRef]
- Qin, Y.; Kang, R.K.; Dong, Z.G.; Wang, Y.D.; Yang, J.; Zhu, X.L. Burr removal from measurement data of honeycomb core surface based on dimensionality reduction and regression analysis. Meas. Sci. Technol. 2018, 29, 115010. [Google Scholar] [CrossRef]
- Rodriguez-Ramirez, J.D.; Castanie, B.; Bouvet, C. Experimental and numerical analysis of the shear nonlinear behaviour of Nomex honeycomb core: Application to insert sizing. Compos. Struct. 2018, 193, 121–139. [Google Scholar] [CrossRef] [Green Version]
- Niu, J.; Zhu, X.; Kang, R.; Wang, Y.; Dong, Z. Experimental research on ultrasonic cutting honeycomb cores by disc cutter. Diam. Abras. Eng. 2017, 37, 62–68. [Google Scholar]
- Rion, J.; Leterrier, Y.; Manson, J.A.E. Prediction of the adhesive fillet size for skin to honeycomb core bonding in ultra-light sandwich structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1547–1555. [Google Scholar] [CrossRef]
- Heimbs, S. Virtual testing of sandwich core structures using dynamic finite element simulations. Comp. Mater. Sci. 2009, 45, 205–216. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.F.; Feng, P.F.; Yu, D.W.; Wu, Z.J.; Ke, M. Processing technologies for Nomex honeycomb composites (NHCs): A critical review. Compos. Struct. 2020, 250, 112545. [Google Scholar] [CrossRef]
- Yang, Z.C.; Zhu, L.D.; Zhang, G.X.; Ni, C.B.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manu. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Kang, D.; Zou, P.; Wu, H.; Duan, J.W.; Wang, W.J. Study on ultrasonic vibration-assisted cutting of Nomex honeycomb cores. Int. J. Adv. Manuf. Tech. 2019, 104, 979–992. [Google Scholar] [CrossRef]
- Hu, X.P.; Yu, B.H.; Li, X.Y.; Chen, N.C. Research on Cutting Force Model of Triangular Blade for Ultrasonic Assisted Cutting Honeycomb Composites. Proc. Cirp. 2017, 66, 159–163. [Google Scholar] [CrossRef]
- Meng, Q.; Wang, Y.D.; Dong, Z.G.; Kang, R.K. Cutting force and surface quality research on ultrasonic cutting of Nomex honeycomb core with disc cutter. Aeronaut. Manuf. Technol. 2021, 64, 88–95. [Google Scholar]
- Ahmad, S.; Zhang, J.F.; Feng, P.F.; Yu, D.W.; Wu, Z.J.; Ke, M. Research on Design and FE Simulations of Novel Ultrasonic Circular Saw Blade (UCSB) Cutting Tools for Rotary Ultrasonic Machining of Nomex Honeycomb Composites. In Proceedings of the 2019 16th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 8–12 January 2019; pp. 113–119. [Google Scholar]
- Ahmad, S.; Zhang, J.F.; Feng, P.F.; Yu, D.W.; Wu, Z.J. Experimental study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Process. 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Sun, J.S.; Dong, Z.G.; Wang, Y.D.; Liu, J.T.; Qin, Y.; Kang, R.K. Experimental study on ultrasonic cutting of aluminum honeycombs. J. Mech. Eng. 2017, 53, 128–135. [Google Scholar] [CrossRef]
- Sun, J.S.; Dong, Z.G.; Wang, X.P.; Wang, Y.D.; Qin, Y.; Kang, R.K. Simulation and experimental study of ultrasonic cutting for aluminum honeycomb by disc cutter. Ultrasonics 2020, 103, 106102. [Google Scholar] [CrossRef]
- Guo, Z.F.; Liu, X.; Yao, S.F.; Yu, B.H.; Hu, X.P.; Ye, H.X. Stability analysis and experimental research on ultrasonic cutting of wave-absorbing honeycomb material with disc cutter. Int. J. Adv. Manuf. Tech. 2022, 120, 1373–1383. [Google Scholar] [CrossRef]
- Gill, D.D.; Yip-Hoi, D.M.; Meaker, M.; Boni, T.; Eggeman, E.L.; Brennen, A.M.; Anderson, A. Studying the Mechanisms of High Rates of Tool Wear in the Machining of Aramid Honeycomb Composites. In Proceedings of the Asme 12th International Manufacturing Science and Engineering Conference, Los Angeles, CA, USA, 4–8 June 2017; Volume 2. [Google Scholar]
- Jaafar, M.; Makich, H.; Nouari, M. A new criterion to evaluate the machined surface quality of the Nomex (R) honeycomb materials. J. Manuf. Process. 2021, 69, 567–582. [Google Scholar] [CrossRef]
- Zha, H.T.; Shang, W.J.; Xu, J.; Feng, F.; Kong, H.Y.; Jiang, E.L.; Ma, Y.; Xu, C.; Feng, P.F. Tool Wear Characteristics and Strengthening Method of the Disc Cutter for Nomex Honeycomb Composites Machining with Ultrasonic Assistance. Technologies 2022, 10, 132. [Google Scholar] [CrossRef]
- Wang, Y.D.; Kang, R.K.; Qin, Y.; Meng, Q.; Dong, Z.G. Effects of inclination angles of disc cutter on machining quality of Nomex honeycomb core in ultrasonic cutting. Front. Mech. Eng. 2021, 16, 285–297. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tool. Manu. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Ramirez, C.; Poulachon, G.; Rossi, F.; M’Saoubi, R. Tool wear monitoring and hole surface quality during CFRP drilling. Procedia CIRP 2014, 13, 163–168. [Google Scholar] [CrossRef] [Green Version]
- Madhavan, V.; Lipczynski, G.; Lane, B.; Whitenton, E. Fiber orientation angle effects in machining of unidirectional CFRP laminated composites. J. Manuf. Process. 2015, 20, 431–442. [Google Scholar] [CrossRef] [Green Version]
- Wyen, C.F.; Knapp, W.; Wegener, K. A new method for the characterisation of rounded cutting edges. Int. J. Adv. Manuf. Tech. 2012, 59, 899–914. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.L.; Cai, Y.D.; Xu, M.L.; Shimizu, Y.; Ito, S.; Gao, W. An edge reversal method for precision measurement of cutting edge radius of single point diamond tools. Precis. Eng. 2017, 50, 380–387. [Google Scholar] [CrossRef]
- Wang, F.J.; Qian, B.W.; Jia, Z.Y.; Fu, R.; Cheng, D. Secondary cutting edge wear of one-shot drill bit in drilling CFRP and its impact on hole quality. Compos. Struct. 2017, 178, 341–352. [Google Scholar] [CrossRef]
- Çelik, A.; Lazoglu, I.; Kara, A.; Kara, F. Wear on SiAlON ceramic tools in drilling of aerospace grade CFRP composites. Wear 2015, 338–339, 11–21. [Google Scholar] [CrossRef]
- Kieu, S.T.H.; Bade, A.; Hijazi, M.H.A. Modified canny edge detection technique for identifying endpoints. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2022; Volume 2314. [Google Scholar]
- Jiang, J.M.; Liu, Z.Q. Formation mechanism of tearing defects in machining Nomex honeycomb core. Int. J. Adv. Manuf. Tech. 2021, 112, 3167–3176. [Google Scholar] [CrossRef]
- Roy, R.; Park, S.J.; Kweon, J.H.; Choi, J.H. Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 2014, 117, 255–266. [Google Scholar] [CrossRef]
- Yang, W.C.; Zhang, X.F.; Yang, K.J.; Pan, B.; Fei, B.J.; Yi, X.S.; Chen, Y.L. Shear property characterization of aramid paper and its application to the prediction of honeycomb behaviors. Compos. Struct. 2020, 254, 112800. [Google Scholar] [CrossRef]
- Su, H.; Liu, P.; Fu, Y.; Xu, J. Tool Life and Surface Integrity in High-speed Milling of Titanium Alloy TA15 with PCD/PCBN Tools. Chin. J. Aeronaut. 2012, 25, 784–790. [Google Scholar] [CrossRef] [Green Version]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Material | Diameter D (mm) | Wedge Angle β (°) | Rake Angle γ (°) | Clearance Angle α (°) | Tool Thickness (mm) |
|---|---|---|---|---|---|
| W2Mo9Cr4VCo8 | 50.8 | 15.5 | 73 | 1.5 | 2 |
| Spindle Speed n (r/min) | Feed Speed Vf (mm/min) | Depth of Cut ap (mm) | Width of Cut ae (mm) | Ultrasonic Frequency (kHz) | Ultrasonic Amplitude A (μm) |
|---|---|---|---|---|---|
| 1000 | 1000 | 1 | 15 | 22.4 | 15 |
| Disc Cutter Observation Position | Characteristics of Initial Morphology | Characteristics of Worn Morphology |
|---|---|---|
 |  |  |
 |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Qin, Y.; Kang, R.; Dong, Z.; Song, H.; Wang, Y. Study on Characteristics of Tool Wear and Breakage of Ultrasonic Cutting Nomex Honeycomb Core with the Disc Cutter. Appl. Sci. 2023, 13, 8168. https://doi.org/10.3390/app13148168
Li L, Qin Y, Kang R, Dong Z, Song H, Wang Y. Study on Characteristics of Tool Wear and Breakage of Ultrasonic Cutting Nomex Honeycomb Core with the Disc Cutter. Applied Sciences. 2023; 13(14):8168. https://doi.org/10.3390/app13148168
Chicago/Turabian StyleLi, Leilei, Yan Qin, Renke Kang, Zhigang Dong, Hongxia Song, and Yidan Wang. 2023. "Study on Characteristics of Tool Wear and Breakage of Ultrasonic Cutting Nomex Honeycomb Core with the Disc Cutter" Applied Sciences 13, no. 14: 8168. https://doi.org/10.3390/app13148168