1. Introduction
Construction activity plays an important role in the global economy, since it generates a substantial number of jobs and consumes large amounts of intermediate products (raw materials, chemicals, electrical and electronic equipment, etc.) and related services [
1]. In addition, the current framework of the world economy, characterised by globalization and liberalization, has led to increasingly competitive business activity [
2]. Hence, companies in the construction sector are constantly seeking cost-efficiency actions to obtain reasonable profit margins that allow them to withstand these difficult conditions, and hence be more competitive in the global market [
3]. This context makes it essential to optimise available resources to achieve more competitive prices for the manufactured product [
4].
In concrete manufacturing, one of the main lines of action is the technical-economic optimization of the different components involved in the dosage of the concrete mixture. Here, the most important costs are those of the cement and chemical additives, which have a significantly higher unit cost than the raw materials (water and aggregates) [
5]. Thus, these costly components are normally dosed in lower proportions, giving preference to the functional requirements of the elements for manufacture [
6].
Table 1 shows a list with the average costs of each component for a standard dosage of concrete estimated for the south-east area of Spain, considering three main situations of cement richness: (a) 300; (b) 350 and (c) 400 kg/m
3. This table also shows the percentage cost of each component relative to the total cost of the proposed concrete.
Regarding these values, the cement cost represents 62–70% of the final cost of the mixture. Thus, the cement volume is the highest cost in the concrete dosage, as suggested by various authors [
7]. Therefore, the cost of the concrete mixtures increases proportionally to the growth in cement richness. An average increment of EUR 5 for each 50 kg of extra cement added could be considered, i.e., an increment of about 10% for each new addition of 50 kg used in the dosage.
Cement content is typically perceived as controlling concrete strength. Based on this perception, a minimum cement content that may exceed the amount needed to achieve the desired strength and durability is often specified [
8]. Previous studies [
9,
10] suggest that a high cement content in a mixture does not contribute to a greater strength than the required design strength. In fact, the final strength level is controlled by the W/C ratio, which characterises the porous properties of the cementitious matrix [
11,
12]. In consequence, any decision intended to optimise the cement content in the concrete mixtures should be given priority, since the economic margins involved in the construction activity are increasingly lower.
However, apart from the economic criteria, other factors are equally important in many cases, e.g., the workability of fresh concrete, hardening rate, durability conditions, possibility of reusing concrete waste as new aggregates for concrete (recycled aggregates), and, last but not least, the energy cost savings [
13]. Furthermore, the Portland cement used in concrete is a matter of interest due to the high greenhouse gas emissions associated with its production, which results in approximately 5% of all CO
2 emissions [
14]. This concern has led international organisations to make suggestions aimed at improving concrete production, recommending methods to reduce the greenhouse gas emissions associated with cement production [
15].
Regarding the manufacturing process, pre-casting companies typically produce their concrete elements in suitably controlled conditions that allow them to reproduce each successive concrete batch almost identically during the entire manufacturing process. This is evidently of great importance in concrete production in order to optimise the W/C ratio and to guarantee the final mechanical properties [
12]. In this regard, Montero and Laserna [
16] propose that accurately determining the initial moisture of the aggregates is essential to ensure the appropriate repeatability of the mixture designed, and in consequence, improve the homogeneity of the strength of the hardened concrete. Thus, it is key to consider the water absorption capacity of each fraction of aggregate to adjust the internal water balance at any point in the manufacturing process. Thus, the objective is to accurately control the effective water volume (W
ef) parameter involved in the cement reaction [
17]. The concept of effective water volume can be defined as the amount of water available for cement hydration; it is a very important aspect when using recycled aggregates with higher water absorption [
16]. Hence, only the mixtures performed with the same W
ef/C ratio should really be compared by strength, since their cementitious matrices have been manufactured in the same available water conditions [
18]. This accurate control of the initial moisture of aggregates at the time of manufacture is not always considered and adequately implemented by companies, despite the significant implications in the final strength and variability of the concrete [
19], and therefore, in the economic optimization of the manufactured products.
In high-tech manufacturing plants, the use of different types of additives is highly common and key in providing some of the specific properties of the concrete [
20]. Thus, water-reducer/plasticiser additives are used to obtain a significant reduction in the mixing water volume for the same target consistency of the fresh concrete. Additionally, the use of accelerator additives allows the hardening time to be reduced, which is an essential aspect of the pre-casting activity, since achieving the desired strength early in the process allows the manufacturing process to be optimised by reducing the time during which the moulds are occupied with each batch of specimens.
For pre-stressed concrete elements, it is standard to define a strength level of 25 MPa as the minimum compressive strength that allow the pre-stress of the steel bars to be released, such that the manufactured specimens can be managed, leaving the production area free to start a new batch. Thus, reducing the setting time of concrete as much as possible is essential to optimise the manufacturing process for each batch and so improve a company’s competitiveness.
Moreover, construction and demolition waste (CDW) requires specific treatments, following current regulations [
21,
22]. Hence, many pre-casting concrete companies have significant problems in managing concrete waste or non-conforming specimens, leading, consequently, to additional costs for their already tight financial situation. Thus, in an attempt to temporarily avoid such costs, companies accumulate significant amounts of waste specimens in need of adequate management. The average cost of transporting and managing only reinforced concrete can be estimated at EUR 10/t [
23], although the managing costs may differ according to the area where a company operates. Thus, given this scenario, a firm recycling and reusing its own waste to make new concrete products is of great interest, since this action might help companies solve problems of accumulation and reduce the costs of managing such waste. Hence, the aptitude of these recycled aggregates has been analysed in many works [
24,
25,
26,
27,
28].
Moreover, since the current standards on structural concrete include the reuse of old concrete from CDW, this action is highly indicated for economic and environmental savings, as well as reducing of CDW volume. In fact, the sustainable management of resources is directly related to new perspectives of construction, with the application of the life cycle assessment (LCA) methodology [
29,
30,
31,
32], in which the reduction of the environmental impact of buildings is enhanced by renewable or recycled materials with low industrial processing [
33,
34,
35,
36], with these policies for cost reintegration being considered a key question in new building development.
Given the above advantages, research in the field of recycled aggregate concrete (RAC) is increasing worldwide, obtaining, in many cases, a similar strength for RAC to that of homologous conventional concrete [
37]. Most studies with RAC analyse types of concrete that are similar to the conventional concretes most widely used in construction, with compressive strength types between C25 and C35 [
38,
39,
40]. However, pre-casting concrete elements typically use higher performance concretes, reaching strength properties of type C45 or higher, with this specific characteristic normally limiting the use of RAC, depending on the quality of the concrete from which the recycled coarse aggregates (RCA) were obtained.
Thus, the use of RCA obtained from a high-quality, controlled concrete, e.g., pre-cast concrete elements, can avoid the pre-estimated strength reduction of the RAC. However, applying pre-stressed reinforcement can be a problem in some pre-cast elements, due to the higher creep and drying shrinkage compared to conventional concrete [
41,
42,
43,
44], and specific experimentation is needed to clarify this aspect.
Against this backdrop, the aim of this experiment is to analyse the different concrete dosages used in a real plant of pre-cast concrete elements in order to suggest a technical-economic optimization of the current mixtures, according to the materials and manufacture technology used. The cement content in each mixture was analysed to achieve an optimal volume, and the real Wef/C ratio was determined to perform consistent comparisons between the different concrete mixtures. The influence of several accelerator additives on the compressive strength of the mixtures used in the experiment was also studied. Moreover, the effect of the RCA obtained from the non-conforming elements was included to determine the strength properties for these new recycled concretes and to analyse the opportunity costs derived from managing these CDWs.
3. Results and Discussion
The results for compressive strength (f
c), W
ef/C ratio and the estimated production costs for all the mixtures performed are summarised in
Table 4. As can be observed, all the concrete mixtures yield significantly higher compressive strength values than the target strength for both the concrete types. Thus, the compressive strength values at 28 days for the PC-45 series were between 71 and 55.5 MPa, while for the RC-30 series, these were between 52.4 and 48.0 MPa. In addition, all the mixtures reached a compressive strength higher than 25 MPa before the first 24 h, corresponding to the level considered for releasing the pre-stress reinforcements.
Table 4 also shows the strength ratio for each curing age over the compressive strength obtained at the characteristic age (28 days). The main results of this experiment are now discussed with respect to the cement content, the hardening rate and the RAC behaviour.
3.1. Influence of the Cement Volume Reduction
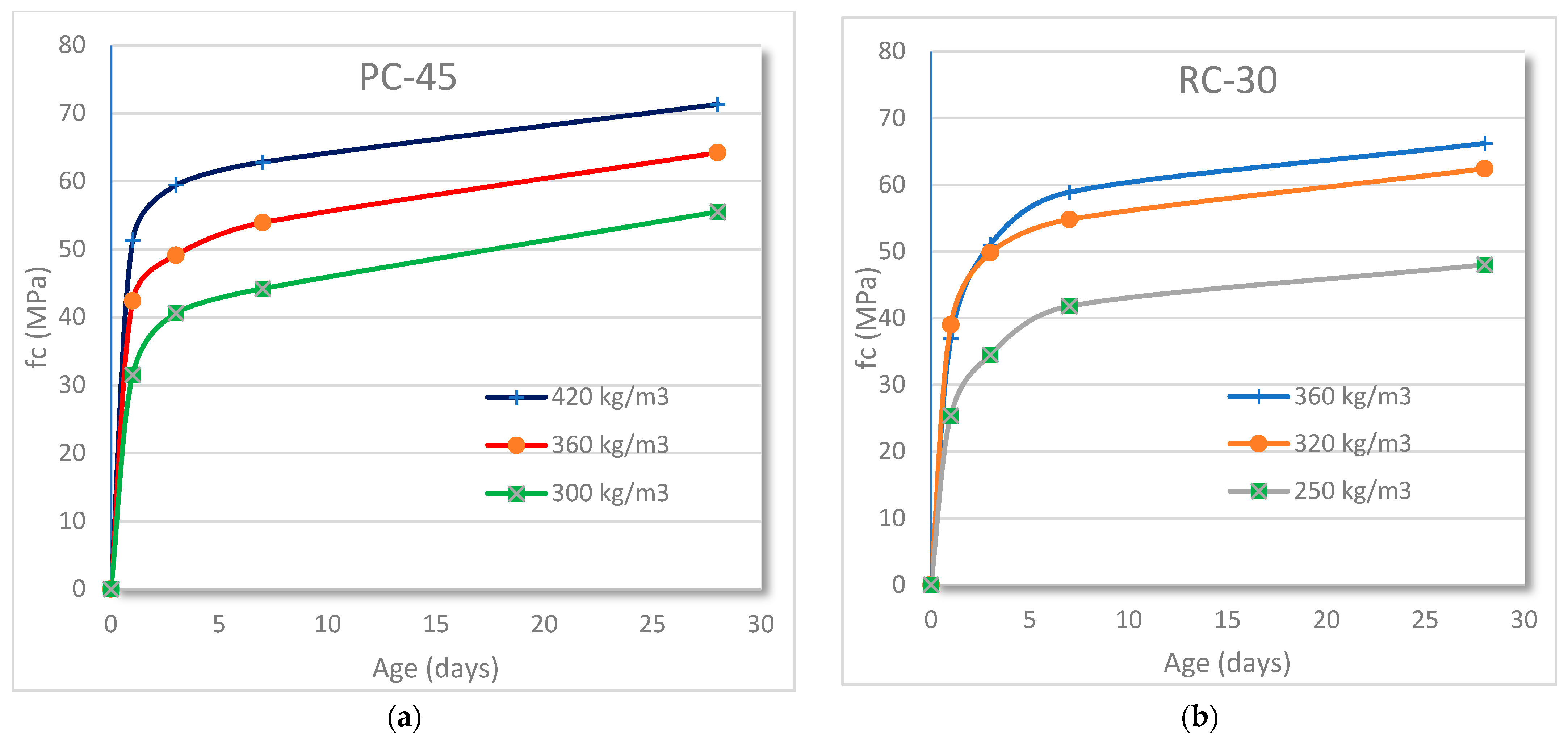
A comparative analysis for the compressive strength evolution is shown in
Figure 3. These are classified by concrete types (PC-45 (
Figure 3a) and RC-30 (
Figure 3b)) in order to clarify the influence of the different cement content, and also to avoid a possible influence of the accelerator additive which is only included in RC-30 mixtures. For the mixtures compared, the additive rate was kept constant between the different cement steps in each concrete type, either in volume or in binder proportion.
Figure 3 first seems to suggest that a reduction in the cement volume will entail a proportional fall in compressive strength, such that the evolution of strength is maintained approximately constant at the different measured ages. Thus, this proportional fall in compressive strength may be statistically evidenced, obtaining a degree of correlation of R
2 = −0.98 for both situations.
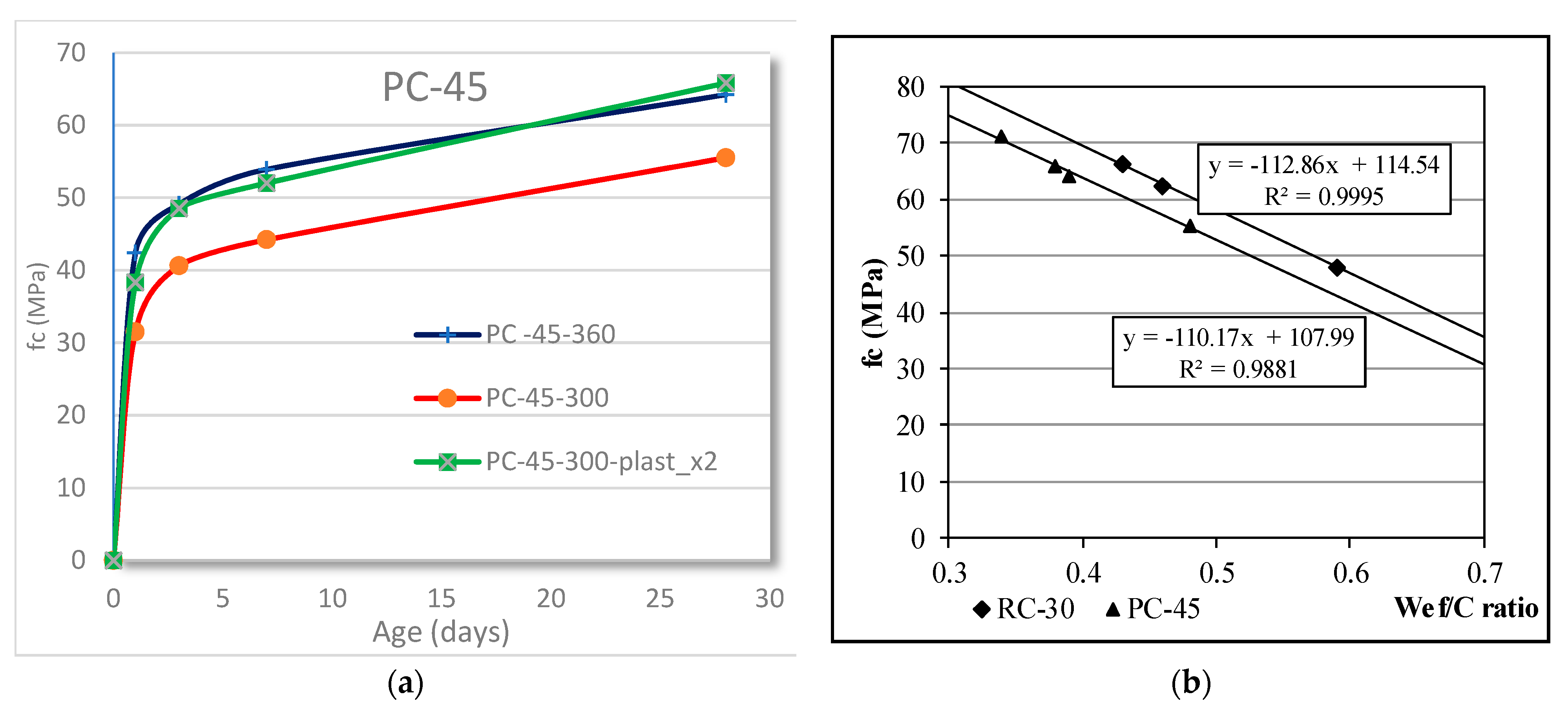
However, this hypothetical cement volume–strength interaction must be considered incorrect since it is typically deduced by comparison between mixtures with significantly different cementitious matrices, which did not actually obtain the same volume of effective mixing water, and thus yielded a different effective W
ef/C ratio. Thus, if PC-45-300 and PC-45-300-plast_x2 mixtures (dosages with same cement volume but different W
ef/C ratio) are now compared and also compared with PC-45-360 (with +60 kg of cement but same W
ef/C ratio as PC-45-300-plast_x2), the results (
Figure 4a) show that the mixtures with a similar W
ef/C ratio reach a similar final compressive strength (
fc28 d: 65.8 y 64.2 MPa) despite the difference of 60 kg in cement volume. However, both mixtures with the same cement volume show different strength levels
(fc28 d: 55.5 y 65.8 MPa), with the values being higher for the mix with lower effective W
ef/C ratio (
Figure 4a). These results corroborate that the real strength level for any concrete mix is actually influenced by the W
ef/C relation, which is consistent with the findings of Abrams [
46], and not by the total cement volume, as can be wrongly deducted from
Figure 3. This aspect is commonly misrepresented in many recommendations (different concrete manufacturers and in some concrete manufacture technical recommendations).
Thus, such an assumption should be exhaustively examined, since as the results show, a reduction in the cement volume did generate a fall in the compressive strength whenever the same materials and manufacturing conditions were used. These assumptions are in line with the recommendations of Laserna and Montero [
18] and García [
52].
Figure 4b details the values for compressive strength against W
ef/C, showing a linear relationship between the two factors for both concrete types, which supports the above assumption. In this context, the differences observed for PC-45 and RC-30 were likely induced by the different proportions of additives for each one, and also by the use of accelerant additive in the RC-30 series. It is shown in this case that the accelerant additive has a positive effect on the strength of the concrete.
Regarding the economic cost of each mixture, each step reduction is quantified directly in the final unitary cost of the concrete, such that the economic savings are EUR 8.7 and 11.0/m3 for 360 and 300 kg/m3 mixtures, respectively, compared to the reference dosage PC-45 with 420 kg/m3. In the case of the RC-30 series, the savings were EUR 2.4 and 8.7/m3 for dosages with 320 and 250 kg/m3 compared to the reference mix (360 kg/m3).
As mentioned, the strength levels of all the mixtures were higher than the target, such that any of them could be perfectly considered and manufactured, selecting the best solution as the most economical one for conventional manufactured elements. However, in some manufacturing processes, such as pre-stressed joists, where concrete is applied by a movable carriage along a continuous track, concretes designed with low cement rates and high Wef/C ratios might not be functionally adequate, and thus the applicability of these mixtures requires more in-depth manufacturing experimentation.
On the other hand, the EC2 standard states that the concrete dosage for pre-stressed elements needs a minimum of 260–300 kg/m3 of the cement volume and Wef/C ratio of 0.6–0.55 for most exposure conditions XCi (25 nominal cover to reinforcement). Thus, all the proposed mixtures, with the exception of the 250 kg/m3 dosage, are consistent with these recommendations. However, the mixture with the lowest cement volume can be applied for XC1 exposure conditions, which due to the high optimization on cement volume and Wef/C, achieves important economical savings on the manufactured elements.
3.2. Hardening Rate
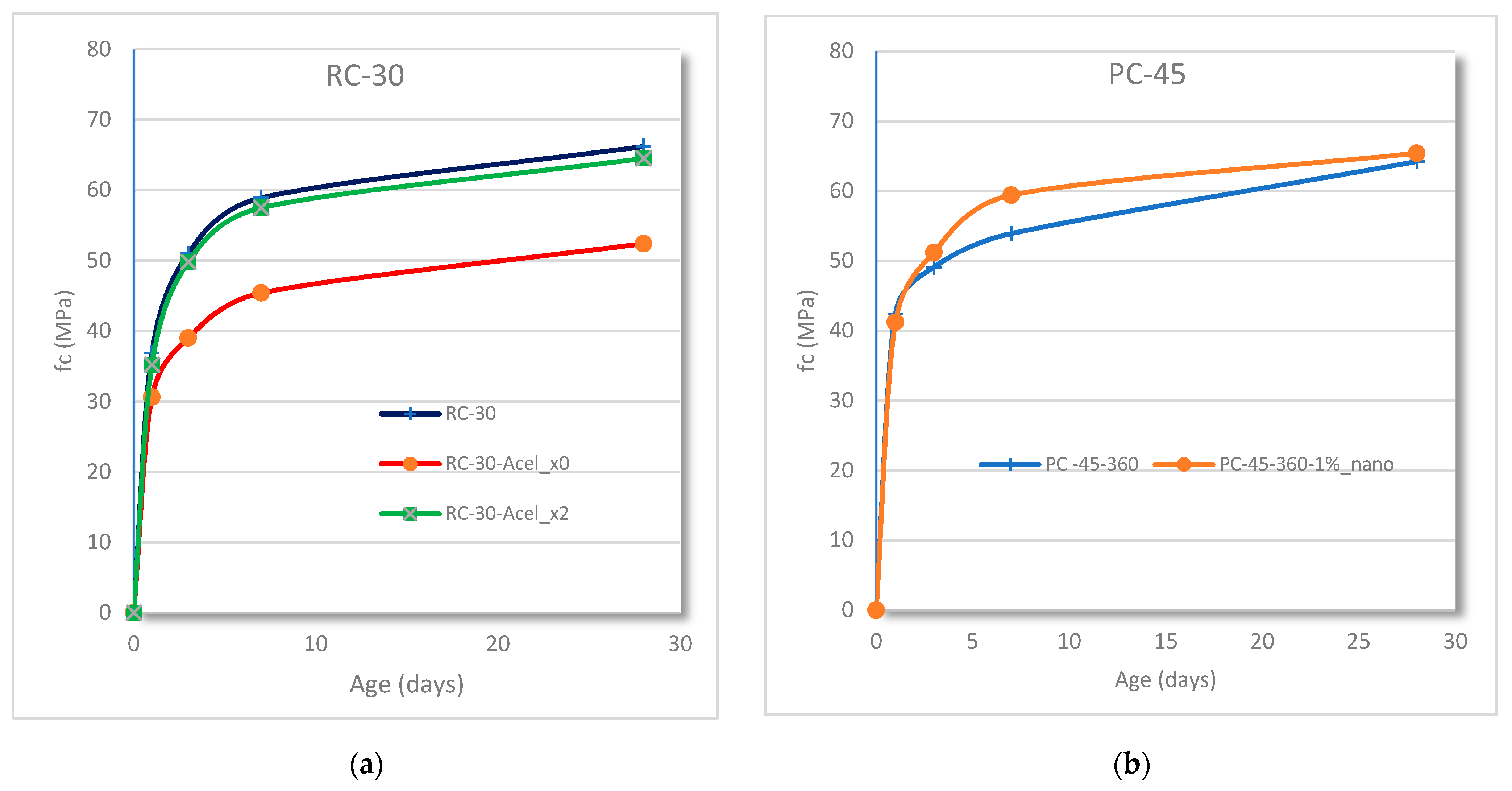
The influence of the accelerator additive was analysed according to the early hardening rate of the concrete estimated, since it is an important aspect in optimizing pre-cast concrete manufacturing. To study this parameter, the mixtures RC-30, RC-30-Acel and RC-30-Acel_x2 were compared, since these dosages were designed using the same raw material proportions, with the only change being in the accelerator additive rate.
Figure 5 shows the compressive strength evolution over time for the mixtures with different additive rates.
Figure 5 is also distributed in two plots according to the two types of concrete analysed: RC-30 (
Figure 5a) and PC-45 (
Figure 5b).
Thus, as
Figure 5 shows, the effect of the accelerator additive was notable, since an increment of 25% (65.0 MPa versus 52.4 MPa) on the compressive strength was obtained for the mix with accelerator compared to the mixture without it. Note that the use of additive accelerator did not modify the W
ef/C ratio. Furthermore, the results also show that the analysed additive rate had a limited effect on strength improvement. Thus, despite the use of double the additive rate (from 0.36% to 0.72% of the cement volume), both mixtures reached similar final strength levels, albeit with a significant increase in the cost of the mix (EUR +1.5/m
3).
In the case of PC-45 mixtures, the difference between conventional accelerator and nanocomponents was analysed. Thus, as
Figure 5b shows, the use of nanocomponents generates a different behaviour regarding the strength evolution on the hardening rate. Although the improvement in compressive strength at 28 days was not significant (64.2 and 65.4 MPa), the results show a substantial effect on the strength hardening from the curing age of 3 days, with an improvement of 5.5 MPa at 7 days. This effect can be favourable in the stripping process of some concrete structural parts. Thus, nanocomponent additives enhance the compressive strength by around 7% at 7 days, i.e., 90.8% vs. 84.0% of the compressive strength at 28 days for the conventional additive. However, this improvement also entails an increment of EUR 7.1 (+15%) over the control mix, representing an extremely high increase in cost for many manufacturing situations.
Nonetheless, the results for improving the hardening at early stages, even before the first 24 h, to streamline the production of elements and save costs were unsatisfactory. In the experiment, the strength evolution for both mixtures up to the first 72 h was similar in value and tendency (
Figure 5b). Hence, for these experiments, the increase in the unitary cost of this new additive was not justified by either the hardening rate or the final strength increment.
3.3. Behaviour of Recycled Concrete
The experiment showed that the RAC mixtures performed with waste from the precasting elements are a highly interesting alternative. As
Table 4 shows, the compressive strengths at 28 days for the RAC mixtures were 55.4 and 56.6 MPa for replacement rates (r) of 50% and 100%, respectively. Furthermore, the values at the first 24 h were 33.8 and 33.2 MPa. Consequently, both recycled mixtures may be qualified as C30 (RC-30) strength concrete typology, and even as C45 type.
However, the use of RAC mixes for pre-stressed elements may not perform well in all situations, despite meeting the strength objectives. Several studies [
41,
42,
43] show that creep and shrinkage effects are greater in recycled concrete that can induce effects on the curvature of pre-stressed structural elements working in bending, and functional capacity could be lost if they are not correctly dimensioned. Consequently, further research is necessary to complete the functional aptitude of recycled concrete mixes for manufacturing pre-stressed elements in order to analyse potential long-term effects.
Figure 6 compares the results of the compressive strength evolution of the RAC mixtures with respect to the equivalent normal concrete (RC-30). Additionally, the normal concrete mixture without accelerator (RC-30-Acel_x0) was compared. All of these were performed using the same W
ef/C ratio and dosage conditions.
Thus, the use of recycled aggregates generates a reduction of the compressive strength of around 17% (−11 MPa) at 28 days compared with the equivalent conventional concrete mixture RC-30. Moreover, the results show a contrasting effect, increasing the final compressive strength at 28 days by approximately 6% (+3 MPa) compared to the conventional mixture, which uses no accelerant additives. In all cases, the strength obtained is higher than the minimum required value of 30 MPa.
Once the strength viability of the recycled concrete was tested, the economic factors for these mixtures were analysed to complete the interest of applicability. Thus, the costs shown in
Table 4 suggest the highest manufacturing costs correspond to the higher strength mixture with EUR 53.3/m
3 (conventional control concrete RC-30), followed by the equivalent mixture without an accelerator (RC-30-Acel_x0) with EUR 51.8/m
3, and finally, the most economic mixtures were the recycled ones, with costs of EUR 51.5 and 49.8/m
3 for r = 50 and 100%, respectively. Thus, the use of recycled aggregates achieves savings of around EUR −3.5/m
3 compared to conventional concrete, i.e., a reduction of some 7% in the final costs, which is an interesting profit margin to consider RAC as an alternative material in the manufacturing process.
In addition, it is necessary to add the economical savings from the conventional management of concrete to complete the total costs savings of RAC (around EUR 10/t for transport + management), corresponding to an additional saving of EUR 4.8 and 9.5/m
3 for r = 50 and 100%, respectively. Therefore, the total savings of using recycled aggregates can be estimated at EUR −6.6/m
3 for r = 50 and EUR −13/m
3 for r = 100% compared to the conventional mixture (RC-30) and EUR 5.1 and 11.5/m
3 with respect to the HA-30-Acel_x0 mixture (
Table 5).
3.4. Economic Application of Optimization of Concrete Dosages to a Real Building
Three different optimization proposals were analysed considering the strength results and the above considerations of the technical-economical aptitude for each one: (A) intermediate reduction of cement volume (first step of cement reduction); (B) extreme optimization by cement volume reduction (both Wef/C ratio and cement volume optimization to the standards limitations); and option (C) recycled concrete proposal.
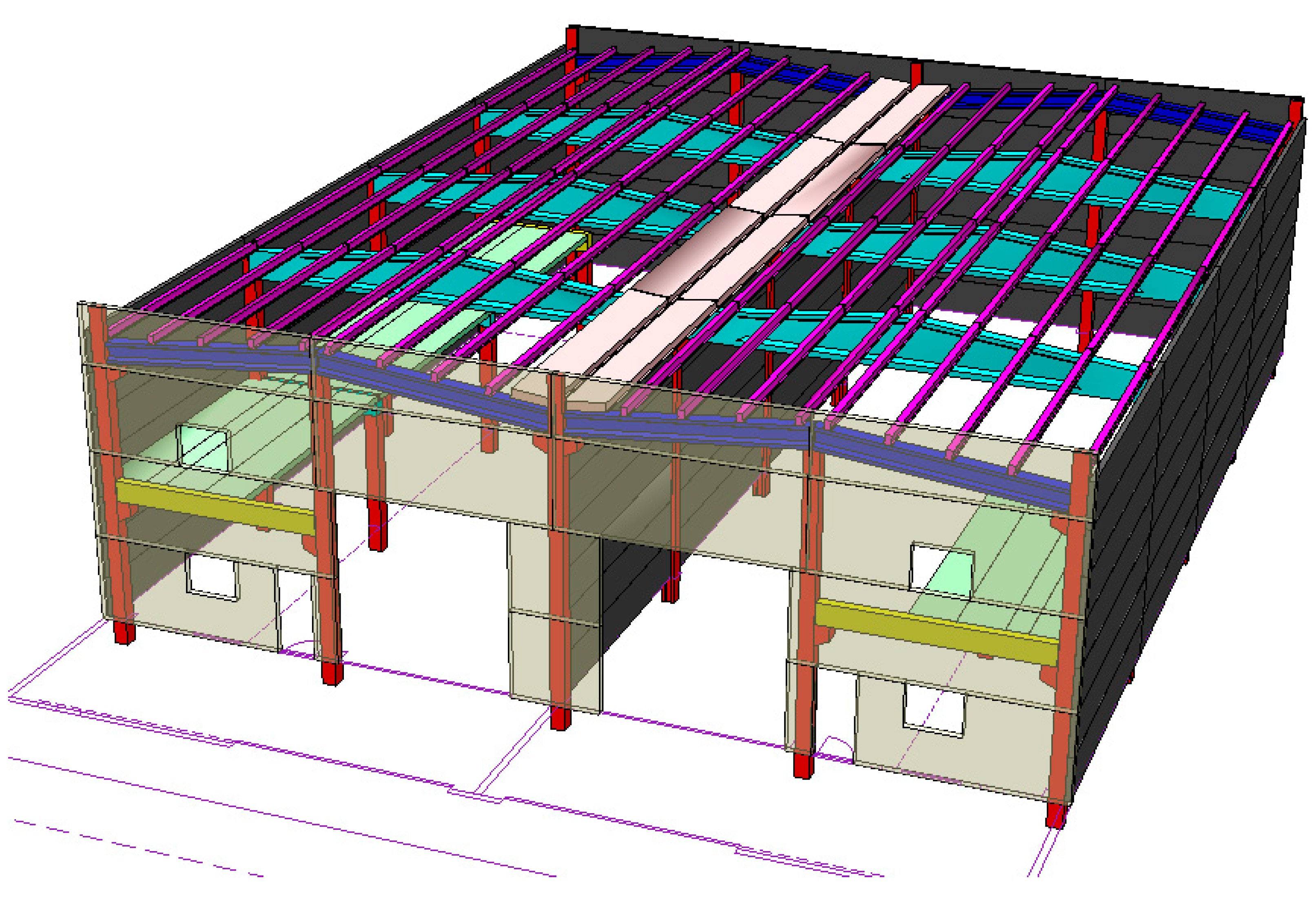
Table 6 shows a list of the detailed measurements and concrete strengths of all the elements that make up the type of building described in
Figure 2. Additionally, this table shows the estimated costs for the mixtures in current conditions, and the final costs and savings for the three new proposals.
Conventional concrete proposals. The manufacturing costs (only for concrete material) in the type of structure for the current concrete dosages were estimated at EUR 22,309.6, corresponding to a unit per built surface cost of EUR 25.1/m2. Meanwhile, the costs estimated in Option A (medium optimization) were EUR 19,743.7, i.e., a saving of EUR 2565.9 or an 11.5% reduction in the concrete costs for an alternative with similar strength and functional capabilities. In the same way, the most extreme optimization (Option B) could achieve savings of around 17%, with a total concrete cost of EUR 18,498.1, also for the strength requirements of each element type. However, this extreme optimization requires in-depth research to analyse the functional adaptation of these concrete mixtures to the specific manufacturing process. In any event, these additional experiments are wholly justified by the opportunity of high savings relative to the cost of the current dosages. These conclusions demonstrate that accurate control of the dosages, and primarily of the initial moisture state of aggregates that allow for real-time control of the Wef/C parameter, could result in a substantial reduction in the costs of concrete production and help achieve highly homogenous elements.
Recycled concrete proposal. Regarding the recycled alternative (Option C), the total concrete costs for the proposed building were estimated at EUR 20,915.2, a reduction of 6.25% on the total costs. At first sight, this cost is higher than the two cement reduction proposals analysed above, with this comparison making conventional concrete seem better than the recycled concrete proposal. However, once the management costs of recycled aggregates are considered in the economic balance, the recycled alternative emerges as a highly competitive alternative, since the total saving rises from EUR −1395.0 to EUR −3963.5, thus being the alternative with highest saving of all the proposals, yielding a reduction of 17.8% over the actual costs. Consequently, this analysis demonstrates that, in addition to being a perfectly feasible solution in strength terms, recycled concrete represents a highly interesting alternative due to the total savings generated in a company’s global economic balance. Thus, the technical-economic opportunity of RAC may involve similar and even higher savings than performing high optimization of the Wef/C ratio and the cement volume in the dosages.
4. Conclusions
The results of these experiments lead us to conclude there is a key opportunity to perform the technical-economic optimization of the current manufacturing process of pre-casting elements by means of optimizing the material dosage. Thus, we can accurately determine the water balance when the mixture dosage allows the concrete mix to be optimised, reducing the amount of cement needed for similar strength objectives for the concrete. Hence, for these experiments, a reduction of up to 120 kg/m3 in the cement volume (from 420 to 300 kg/m3) can be applied to the current concrete mixtures for similar strength requirements. In consequence, the analysed reductions in the cement volume could result in savings of around EUR 8–10/m3. Indeed, even an extreme optimization, reducing the cement volume and adjusting Wef/C ratio to the standards limits, yields satisfactory strength results.
Regarding the optimization of additives, the results of these experiments show that the use of low rates of accelerator additive (0.36%) produces a significant improvement in the compressive strength (+12.5 MPa) at 7 and 28 days, without this entailing a substantial increase in the unitary cost of the mixture (EUR +1.5/m3). However, the results show that increments of up to double the amount had no greater impact on the strength properties of the concrete, suggesting there exists an optimum low rate for this additive. Regarding the hardening of the concrete, the results show that for very early ages (≤24 h), the analysed nanocomponent additive did not have the desire effect, since both mixtures showed the same evolution over the first 3 days. Only a 7% improvement in the hardening rates at 7 days was detected, although compressive strength at 28 days finally shows similar values.
Finally, the proposals for the optimization of the concrete mixtures may generate savings of between EUR 3 and 10/m3 on the current mixture costs. Applying this proposal to an industrial type building of 890 m2, savings of around EUR 2500–3800/m3 on concrete production can be obtained for similar strength capabilities. Additionally, the replacement of natural aggregates with recycled aggregates obtained from the concrete waste of non-conforming elements are perfectly suitable for manufacturing recycled concrete with C30 strength properties using replacement rates of 50% and 100%.
The proposal of using recycled concrete may yield savings of around EUR 0.8–3.5/m3. However, due to the management costs of the waste concrete elements, which is partially avoided when recycled aggregates are reused, the final economic margin could reach savings of about EUR 3950, depending on the type of industrial building. Thus, the use of recycled concrete emerges as a very interesting proposal for companies. In any event, further research is required to corroborate the functional aptitude of manufactured recycled concrete for certain manufacturing procedures and pre-stressed applications.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}