
The Impact of ECAP Parameters on the Structural and Mechanical Behavior of Pure Mg: A Combination of Experimental and Machine Learning Approaches

 , , , , , , and
, , , , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Methods
2.2. Design of Experiments
2.3. Machine Learning Approach
2.3.1. Multivariable Linear Regression
2.3.2. Regression Gaussian Process
2.3.3. Support Vector Machine
3. Results and Discussion
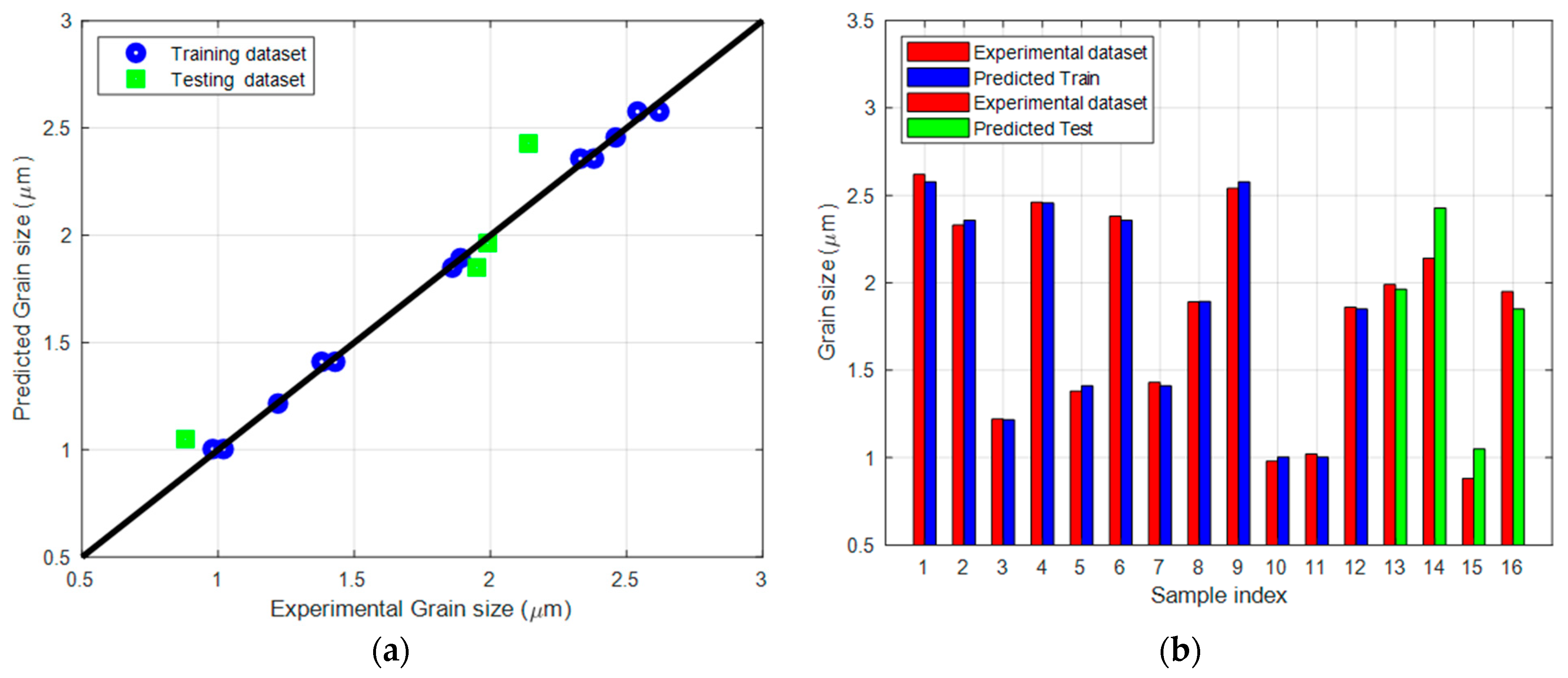
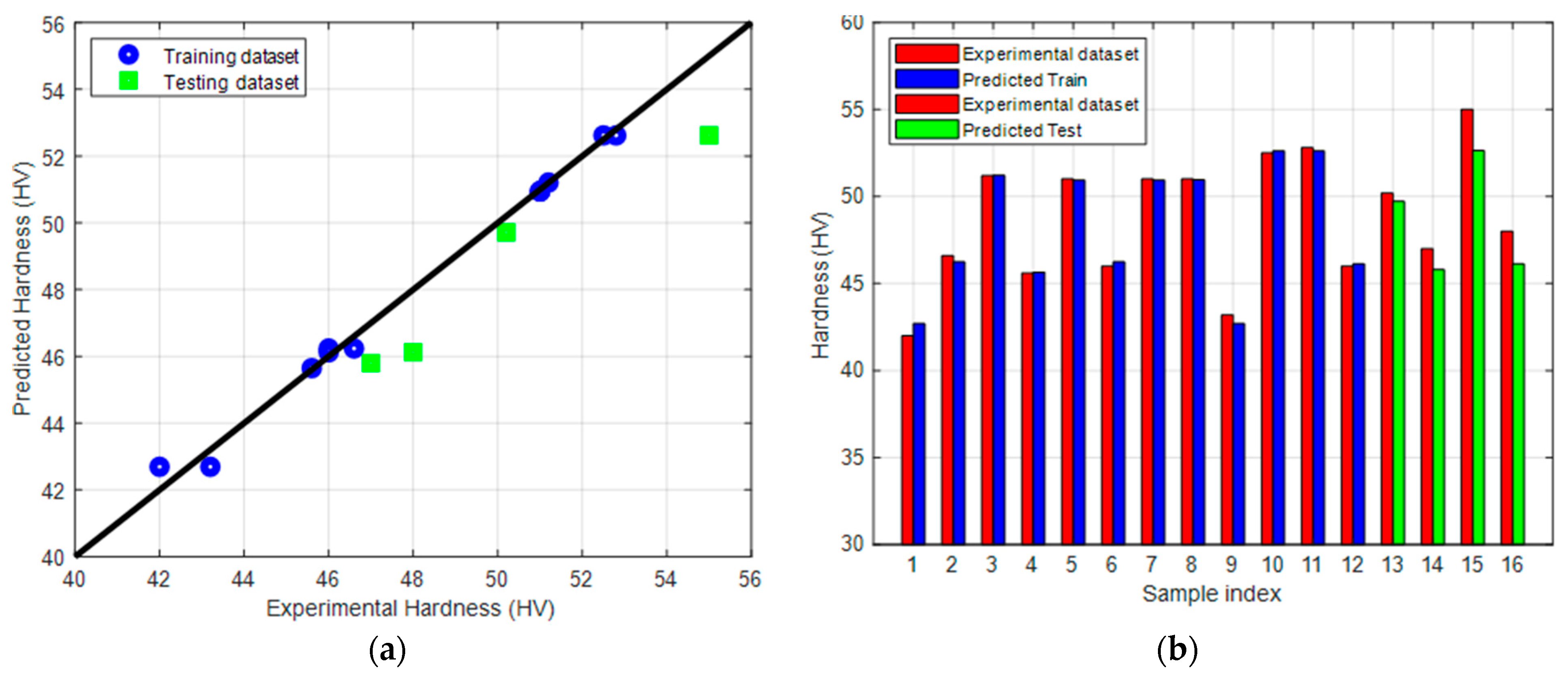
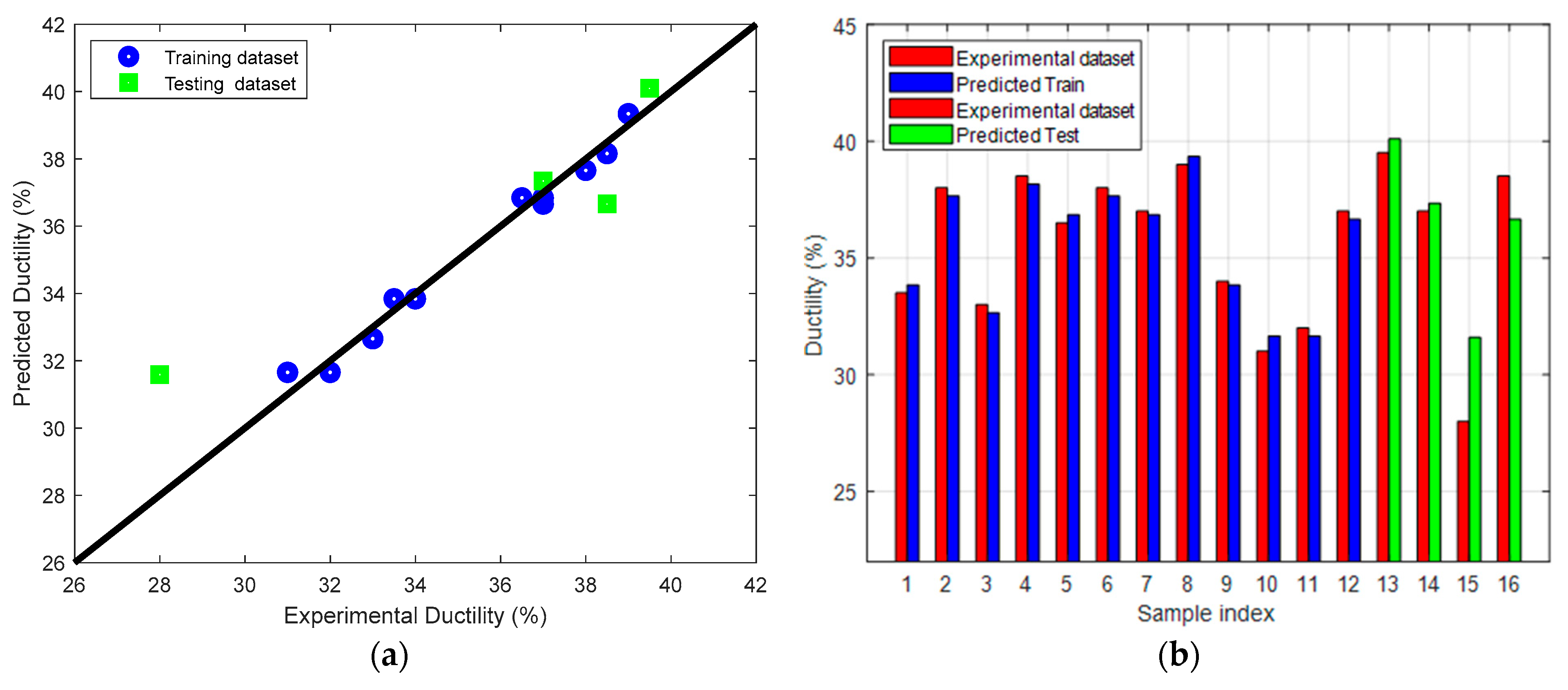
3.1. Analysis of Machine Learning Approach
3.2. Impact of ECAP Processing Factors
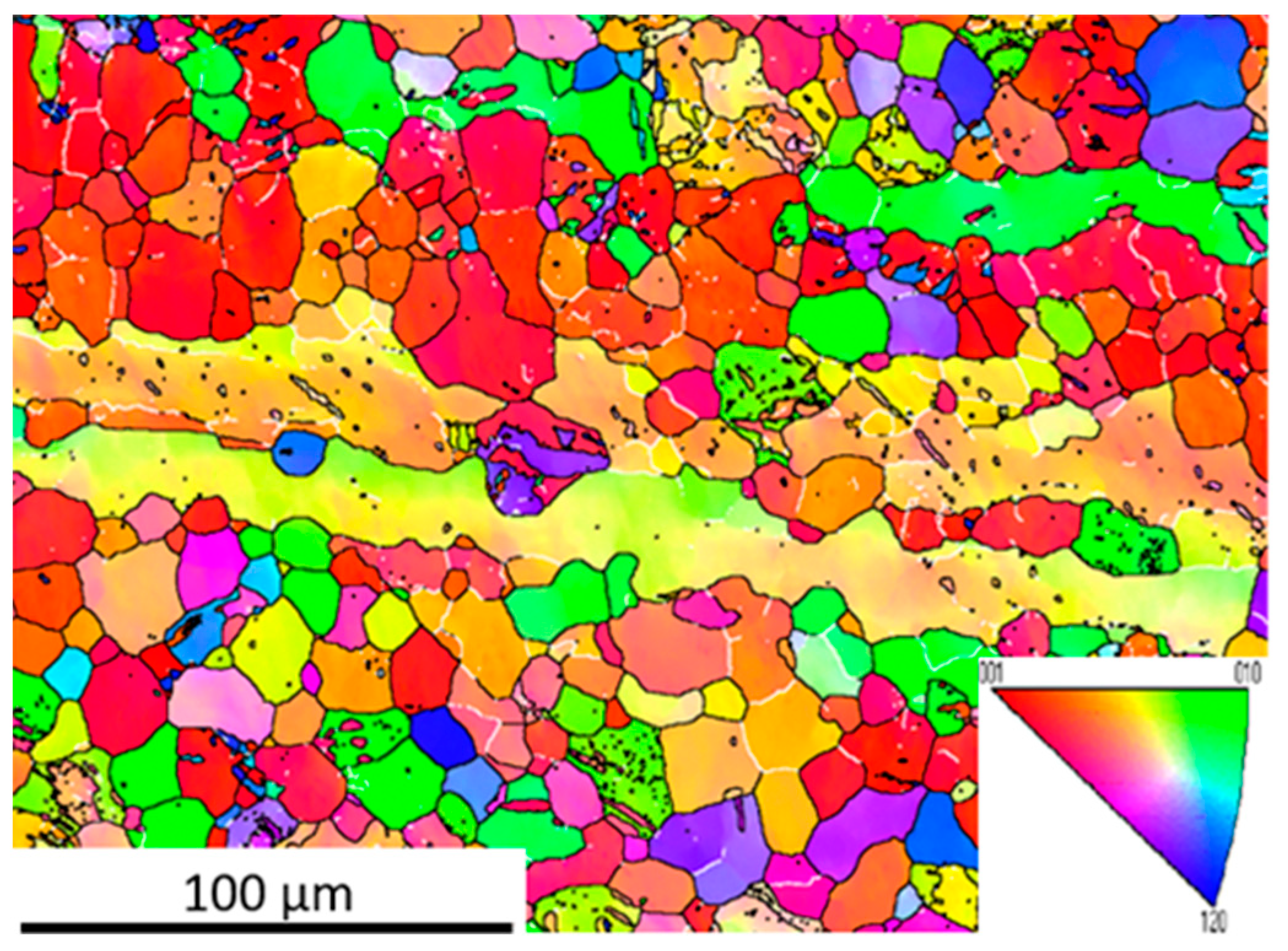
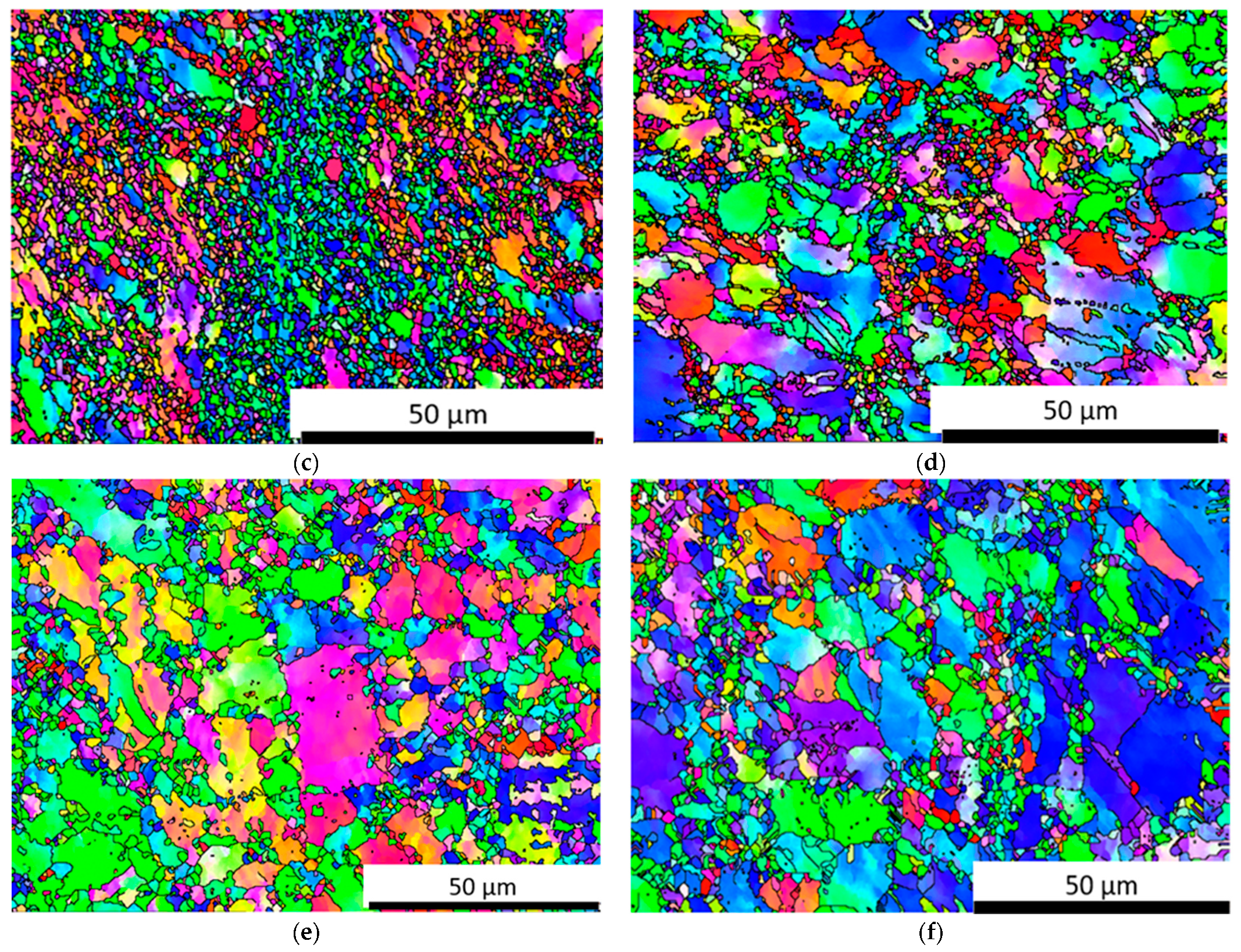
3.2.1. Microstructure Evolution
3.2.2. Vicker’s Microhardness
3.2.3. Tensile Properties
4. Conclusions
- Route Bc is the most effective route in grain refinement.
- The ECAP die with channel angle of 90° resulted in higher plastic strain; hence, it is more efficient than the 120°-die in grain refinement.
- Processing through 4Bc resulted in significant grain refinement of 86% compared to the AA condition.
- The 4Bc using the 90°-die produced the most robust texture, which was greater than 26 times random.
- The grain size demonstrated a strong correlation of −0.67 with rising number of passes, while ϕ affected the grain size strongly (with 0.83), whereas the route type had the lowest effect on the grain size.
- When adopting a 90°-die to accumulate the plastic strain up to 4Bc, the subsequent HV was indeed 111% higher than that of the AA equivalent.
- From ML findings, it was clear that the number of passes was the most significant parameter affecting the Mg HV values, whereas ECAP channel angle (ϕ) revealed high correlation factor with HV values as well.
- The 4Bc with ϕ = 90° and 120° led to a significant increase of σu by 44.7%% and 35.7%, respectively, compared to the AA counterpart, which can be explained by the significant refinement in the grain size.
- σu was affected by the rising number of passes with a strong correlation of 0.81, as revealed in the correlation chart, while affecting ductility moderately with 0.47.
- The route type weakly affected all four responses of hardness, σu, Du, and grain size.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | ECAP Parameters | Response | |||||
|---|---|---|---|---|---|---|---|
| A | B | C | Grain Size GR (μm) | Hardness (HV) | Tensile Strength | ||
| N | φ | Route Type | σu (MPa) | Du (%) | |||
| 1 | 1 | 120 | A | 2.62 | 42 | 278 | 33.5 |
| 2 | 2 | 120 | A | 2.33 | 46.6 | 282 | 38 |
| 3 | 4 | 90 | C | 1.22 | 51.2 | 327 | 33 |
| 4 | 2 | 120 | C | 2.46 | 45.6 | 280 | 38.5 |
| 5 | 2 | 90 | Bc | 1.38 | 51 | 320 | 36.5 |
| 6 | 2 | 120 | A | 2.38 | 46 | 290 | 38 |
| 7 | 2 | 90 | Bc | 1.43 | 51 | 318 | 37 |
| 8 | 4 | 120 | Bc | 1.89 | 51 | 319 | 39 |
| 9 | 4 | 120 | C | 1.99 | 50.2 | 315 | 39.5 |
| 10 | 2 | 120 | Bc | 2.14 | 47 | 388 | 37 |
| 11 | 1 | 120 | A | 2.54 | 43.2 | 275 | 34 |
| 12 | 4 | 90 | Bc | 0.88 | 55 | 340 | 28 |
| 13 | 1 | 90 | A | 1.95 | 48 | 308 | 38.5 |
| 14 | 4 | 90 | A | 0.98 | 52.5 | 330 | 31 |
| 15 | 4 | 90 | A | 1.02 | 52.8 | 328 | 32 |
| 16 | 1 | 90 | A | 1.86 | 46 | 311 | 37 |
References
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef]
- Amani, S.; Faraji, G. Recrystallization and mechanical properties of WE43 magnesium alloy processed via cyclic expansion extrusion. Int. J. Miner. Metall. Mater. 2018, 25, 672–681. [Google Scholar] [CrossRef]
- Mostaed, E.; Vedani, M.; Hashempour, M.; Bestetti, M. Influence of ECAP process on mechanical and corrosion properties of pure Mg and ZK60 magnesium alloy for biodegradable stent applications. Biomatter 2014, 4, e28283. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Kainer, K.U.; Mordike, B.L. Magnesium Alloys and Their Applications; Wiley: New York, NJ, USA, 2000. [Google Scholar]
- Shapiro, A.E. Magnesium and Magnesium Alloys; ASM International: Almere, The Netherlands, 1999; p. 2. [Google Scholar]
- Gupta, M.; Ling, S.N. Magnesium, Magnesium Alloys, and Magnesium Composites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2011; pp. 39–85. [Google Scholar] [CrossRef]
- Kuwahara, H.; Al-Abdullat, Y.; Ohta, M.; Tsutsumi, S.; Ikeuchi, K.; Mazaki, N.; Aizawa, T. Surface Reaction of Magnesium in Hank’s Solutions. Mater. Sci. Forum 2000, 350–351, 349–358. [Google Scholar] [CrossRef]
- Kojima, Y. Platform Science and Technology for Advanced Magnesium Alloys. Mater. Sci. Forum 2000, 350–351, 3–18. [Google Scholar] [CrossRef]
- Kim, J.J.; Han, D.S. Recent Development and Applications of Magnesium Alloys in the Hyundai and Kia Motors Corporation. Mater. Trans. 2008, 49, 894–897. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, Ö. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Abdel-Aziem, W.; Hamada, A.; Makino, T.; Hassan, M.A. Microstructure Evolution of AA1070 Aluminum Alloy Processed by Micro/Meso-Scale Equal Channel Angular Pressing. Met. Mater. Int. 2021, 27, 1756–1768. [Google Scholar] [CrossRef]
- Agnew, S.R. Deformation mechanisms of magnesium alloys. In Advances in Wrought Magnesium Alloys; Bettles, C., Barnett, M., Eds.; Woodhead Publishing: Sawston, UK, 2012; pp. 63–104. [Google Scholar] [CrossRef]
- Chulist, R.; Czaja, P.; Tokarski, T.; Kuksgauzen, I.; Chumlyakov, Y. Orthogonal shear process in Ni-Mn-Sn single crystal. Int. J. Plast. 2019, 114, 63–71. [Google Scholar] [CrossRef]
- Sułkowski, B.; Chulist, R. Twin-induced stability and mechanical properties of pure magnesium. Mater. Sci. Eng. A 2019, 749, 89–95. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Wells, M.A. Analysis of the hot deformation of ZK60 magnesium alloy. J. Magnes. Alloys 2017, 5, 369–387. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K.; Dzwończyk, J.; Hort, N.; Kainer, K.U. Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals 2012, 2, 292–312. [Google Scholar] [CrossRef]
- Al-Samman, T.; Molodov, K.D.; Molodov, D.A.; Gottstein, G.; Suwas, S. Softening and dynamic recrystallization in magnesium single crystals during c-axis compression. Acta Mater. 2012, 60, 537–545. [Google Scholar] [CrossRef]
- Wang, H.; Yu, Z.; Zhang, L.; Liu, C.; Zha, M.; Wang, C.; Jiang, Q. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5, 17100. [Google Scholar] [CrossRef]
- Xu, W.; Birbilis, N.; Sha, G.; Wang, Y.; Daniels, J.E.; Xiao, Y.; Ferry, M. A high-specific-strength and corrosion-resistant magnesium alloy. Nat. Mater. 2015, 14, 1229–1235. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Aljohani, T.A.; Alawad, M.O.; Elkatatny, S.; El-Garaihy, W.H. Improving the Corrosion Behavior of Biodegradable AM60 Alloy through Plasma Electrolytic Oxidation. Metals 2021, 11, 953. [Google Scholar] [CrossRef]
- El-Garaihy, W.; El Rassoul, E.-S.A.; Al Ateyah, A.; Alaskari, A.M.; Oraby, S. Data Manipulation Approach and Parameters Interrelationships of the High-Pressure Torsion for AA6061-15%SiCp Composite. SAE Int. J. Mater. Manuf. 2018, 11, 167–182. [Google Scholar] [CrossRef]
- El-Garaihy, W.; Rassoul, E.S.M.; Salem, H.G. Consolidation of High Performance AA6061 and AA6061-SiCp Composite Processed by High Pressure Torsion. Mater. Sci. Forum 2014, 783–786, 2623–2628. [Google Scholar] [CrossRef]
- Salem, H.G.; El-Garaihy, W.H.; Rassoul, E.-S.M.A. Influence of High-Pressure Torsion on the Consolidation Behavior and Mechanical Properties of AA6061-SiCp Composite Powders, in Supplemental Proceedings; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2012; pp. 553–560. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Aljohani, T.A.; Alawad, M.O.; El-Hafez, H.A.; Almutairi, A.N.; Alharbi, E.S.; Alhamada, R.; El-Garaihy, B.W.; El-Garaihy, W.H. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Ahmed, M.M.Z.; Zedan, Y.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals 2021, 11, 607. [Google Scholar] [CrossRef]
- El-Shenawy, M.; Ahmed, M.M.Z.; Nassef, A.; El-Hadek, M.; Alzahrani, B.; Zedan, Y.; El-Garaihy, W.H. Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals 2021, 11, 938. [Google Scholar] [CrossRef]
- Alateyah, A.I.; El-Garaihy, W.H.; Alawad, M.O.; Sanabary, S.E.; Elkatatny, S.; Dahish, H.A.; Kouta, H. The Effect of ECAP Processing Conditions on Microstructural Evolution and Mechanical Properties of Pure Magnesium—Experimental, Mathematical Empirical and Response Surface Approach. Materials 2022, 15, 5312. [Google Scholar] [CrossRef] [PubMed]
- Alawad, M.O.; Alateyah, A.I.; El-Garaihy, W.H.; BaQais, A.; Elkatatny, S.; Kouta, H.; Kamel, M.; El-Sanabary, S. Optimizing the ECAP Parameters of Biodegradable Mg-Zn-Zr Alloy Based on Experimental, Mathematical Empirical, and Response Surface Methodology. Materials 2022, 15, 7719. [Google Scholar] [CrossRef]
- She, J.; Peng, P.; Tang, A.T.; Zhang, J.Y.; Mao, J.J.; Liu, T.T.; Zhou, S.B.; Wang, Y.; Pan, F.S. Novel on-line twist extrusion process for bulk magnesium alloys. Mater. Des. 2019, 182, 108011. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Fouad, D.M.; Salem, H.G. Multi-channel Spiral Twist Extrusion (MCSTE): A Novel Severe Plastic Deformation Technique for Grain Refinement. Met. Mater. Trans. A 2018, 49, 2854–2864. [Google Scholar] [CrossRef]
- Fouad, D.; Moataz, A.; El-Garaihy, W.; Salem, H. Numerical and experimental analysis of multi-channel spiral twist extrusion processing of AA5083. Mater. Sci. Eng. A 2019, 764, 138216. [Google Scholar] [CrossRef]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; Seleman, M.E.-S.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- Ghazanlou, S.I.; Eghbali, B.; Petrov, R. Microstructural evolution and strengthening mechanisms in Al7075/graphene nano-plates/ carbon nano-tubes composite processed through accumulative roll bonding. Mater. Sci. Eng. A 2021, 807, 140877. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T. Problems of forming stepped axles and shafts in a 3-roller skew rolling mill. J. Mater. Res. Technol. 2020, 9, 10434–10446. [Google Scholar] [CrossRef]
- Wang, L.-P.; Chen, T.; Jiang, W.-Y.; Feng, Y.-C.; Cao, G.-J.; Zhu, Y. Microstructure and mechanical properties of AM60B magnesium alloy prepared by cyclic extrusion compression. Trans. Non. Ferr. Met. Soc. China 2013, 23, 3200–3205. [Google Scholar] [CrossRef]
- Chen, X.; Li, L.; Chen, W.; Zhang, W.; Zhang, L.; Qiao, Y.; Wang, E. Fine-grained structure and recrystallization at ambient temperature for pure magnesium subjected to large cold plastic deformation. Mater. Sci. Eng. A 2017, 708, 351–359. [Google Scholar] [CrossRef]
- Alawadhi, M.Y.; Sabbaghianrad, S.; Huang, Y.; Langdon, T.G. Evaluating the paradox of strength and ductility in ultrafine-grained oxygen-free copper processed by ECAP at room temperature. Mater. Sci. Eng. A 2020, 802, 140546. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Wang, J.T.; Horita, Z.; Nemoto, M.; Langdon, T.G. Principle of equal-channel angular pressing for the processing of ultrafine-grained materials. Scr. Mater. 1996, 35, 143–146. [Google Scholar] [CrossRef]
- Shaban, M.; Alateyah, A.I.; Alsharekh, M.F.; Alawad, M.O.; BaQais, A.; Kamel, M.; Alsunaydih, F.N.; El-Garaihy, W.H.; Salem, H.G. Influence of ECAP Parameters on the Structural, Electrochemical and Mechanical Behavior of ZK30: A Combination of Experimental and Machine Learning Approaches. J. Manuf. Mater. Process. 2023, 7, 52. [Google Scholar] [CrossRef]
- Alateyah, A.I.; El-Shenawy, M.; Nassef, A.; El-Hadek, M.; Ahmed, M.M.Z.; Kouta, K.; El Sanabary, S.; El-Garaihy, W.H. Op-timizing the ECAP processing parameters of pure Cu through experimental, finite element, and response surface approaches. Rev. Adv. Mater. Sci. 2023, 62, 20220297. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alawad, M.O.; Aljohani, T.A.; El-Garaihy, W.H. Effect of ECAP Route Type on the Microstructural Evolution, Crystallographic Texture, Electrochemical Behavior and Mechanical Properties of ZK30 Biodegradable Magnesium Alloy. Materials 2022, 15, 6088. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Shaban, M.; Alsharekh, M.F.; Alsunaydih, F.N.; Alateyah, A.I.; Alawad, M.O.; BaQais, A.; Kamel, M.; Nassef, A.; El-Hadek, M.A.; El-Garaihy, W.H. Investigation of the Effect of ECAP Parameters on Hardness, Tensile Properties, Impact Toughness, and Electrical Conductivity of Pure Cu through Machine Learning Predictive Models. Materials 2022, 15, 9032. [Google Scholar] [CrossRef]
- Sankuru, A.B.; Sunkara, H.; Sethuraman, S.; Gudimetla, K.; Ravisankar, B.; Babu, S.P.K. Effect of processing route on microstructure, mechanical and dry sliding wear behavior of commercially pure magnesium processed by ECAP with back pressure. Trans. Indian Inst. Met. 2021, 74, 2659–2669. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M. 3D FEM simulation of Al-Zn-Mg-Cu alloy during multi-pass ECAP with varying processing routes, Mater. Today Commun. 2021, 26, 102112. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Salehi, M.T.; Seyyedein, S.; Abutalebi, M.; Park, J. Characterization of microstructure and deformation texture during equal channel Angular pressing of Al–Zn–Mg–Cu alloy. J. Alloy. Compd. 2013, 576, 350–357. [Google Scholar] [CrossRef]
- Lei, W.; Zhang, H. Analysis of microstructural evolution and compressive properties for pure Mg after room-temperature ECAP. Mater. Lett. 2020, 271, 127781. [Google Scholar] [CrossRef]
- Venkatachalam, P.; Kumar, S.R.; Ravisankar, B.; Paul, V.T.; Vijayalakshmi, M. Effect of processing routes on microstructure and mechanical properties of 2014 Al alloy processed by equal channel angular pressing. Trans. Non. Ferr. Met. Soc. China 2010, 20, 1822–1828. [Google Scholar] [CrossRef]
- Alateyah, A.; Ahmed, M.M.; Alawad, M.O.; Elkatatny, S.; Zedan, Y.; Nassef, A.; El-Garaihy, W. Effect of ECAP die angle on the strain homogeneity, microstructural evolution, crystallographic texture and mechanical properties of pure magnesium: Numerical simulation and experimental approach. J. Mater. Res. Technol. 2022, 17, 1491–1511. [Google Scholar] [CrossRef]
- Schmidt, J.; Marques, M.R.; Botti, S.; Marques, M.A. Recent advances and applications of machine learning in solid-state materials science. Npj Comput. Mater. 2019, 5, 83. [Google Scholar] [CrossRef]
- Wen, C.; Zhang, Y.; Wang, C.; Xue, D.; Bai, Y.; Antonov, S.; Dai, L.; Lookman, T.; Su, Y. Machine learning assisted design of high entropy alloys with desired property. Acta Mater. 2019, 170, 109–117. [Google Scholar] [CrossRef]
- Butler, K.T.; Davies, D.W.; Cartwright, H.; Isayev, O.; Walsh, A. Machine learning for molecular and materials science. Nature 2018, 559, 547–555. [Google Scholar] [CrossRef]
- Schleder, G.R.; Padilha, A.C.M.; Acosta, C.M.; Costa, M.; Fazzio, A. From DFT to machine learning: Recent approaches to materials science—A review. J. Phys. Mater. 2019, 2, 032001. [Google Scholar] [CrossRef]
- Wang, A.Y.-T.; Murdock, R.J.; Kauwe, S.K.; Oliynyk, A.O.; Gurlo, A.; Brgoch, J.; Persson, K.A.; Sparks, T.D. Machine Learning for Materials Scientists: An Introductory Guide toward Best Practices. Chem. Mater. 2020, 32, 4954–4965. [Google Scholar] [CrossRef]
- Sarker, I.H. Machine Learning: Algorithms, Real-World Applications and Research Directions. SN Comput. Sci. 2021, 2, 160. [Google Scholar] [CrossRef]
- Williams, C.K.; Rasmussen, C.E. Gaussian Processes for Machine Learning; MIT Press: Cambridge, MA, USA, 2006. [Google Scholar]
- Deringer, V.L.; Bartók, A.P.; Bernstein, N.; Wilkins, D.M.; Ceriotti, M.; Csányi, G. Gaussian process regression for materials and molecules. Chem. Rev. 2021, 121, 10073–10141. [Google Scholar] [CrossRef]
- Vapnik, V. The Nature of Statistical Learning Theory; Springer Science & Business Media: New York, NY, USA, 1999. [Google Scholar]
- Cherkassky, V.; Ma, Y. Practical selection of SVM parameters and noise estimation for SVM regression. Neural Netw. 2014, 17, 113–126. [Google Scholar] [CrossRef]
- Ahmad, A.S.; Hassan, M.Y.; Abdullah, M.P.; Rahman, H.A.; Hussin, F.; Abdullah, H.; Saidur, R. A review on applications of ANN and SVM for building electrical energy consumption forecasting. Renew. Sustain. Energy Rev. 2014, 33, 102–109. [Google Scholar] [CrossRef]
- Blanco, V.; Japón, A.; Puerto, J. A mathematical programming approach to SVM-based classification with label noise. Comput. Ind. Eng. 2022, 172, 108611. [Google Scholar] [CrossRef]
- Ahmed, N.I.; Nasrin, F. Reducing Error Rate for Eye-Tracking System by Applying SVM. In Machine Intelligence and Data Science Applications; Springer: New York, NY, USA, 2022; pp. 35–47. [Google Scholar]
- Xu, B.; Sun, J.; Yang, Z.; Xiao, L.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.; Yuan, Y.; Zhuo, X.; et al. Microstructure and anisotropic mechanical behavior of the high-strength and ductility AZ91 Mg alloy processed by hot extrusion and multi-pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Fonda, R.; Knipling, K. Texture development in near-α Ti friction stir welds. Acta Mater. 2010, 58, 6452–6463. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. On the possibility to reduce ECAP deformation temperature in magnesium: Deformation behaviour, dynamic recrystallization and mechanical properties. Mater. Sci. Eng. A 2021, 812, 141103. [Google Scholar] [CrossRef]
- Wang, C.; Ma, A.; Sun, J.; Liu, H.; Huang, H.; Yang, Z.; Jiang, J. Effect of ECAP process on as-cast and as-homogenized Mg-Al-Ca-Mn alloys with different Mg2Ca morphologies. J. Alloy. Compd. 2019, 793, 259–270. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alawad, M.O.; Aljohani, T.A.; El-Garaihy, W.H. Influence of Ultrafine-Grained Microstructure and Texture Evolution of ECAPed ZK30 Magnesium Alloy on the Corrosion Behavior in Different Corrosive Agents. Materials 2022, 15, 5515. [Google Scholar] [CrossRef]
- Rollett, A.; Humphreys, F.; Rohrer, G.S.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. Effect of ECAP temperature on the microstructure, texture evolution and mechanical properties of pure magnesium. Mater. Today Proc. 2021, 44, 2914–2918. [Google Scholar] [CrossRef]
- Biswas, S.; Singh, D.S.; Beausir, B.; Toth, L.S.; Suwas, S. Thermal Response on the Microstructure and Texture of ECAP and Cold-Rolled Pure Magnesium. Metall. Mater. Trans. A 2015, 46, 2598–2613. [Google Scholar] [CrossRef]
- Gzyl, M.; Rosochowski, A.; Boczkal, S.; Olejnik, L. The role of microstructure and texture in controlling mechanical properties of AZ31B magnesium alloy processed by I-ECAP. Mater. Sci. Eng. A 2015, 638, 20–29. [Google Scholar] [CrossRef]
- Suh, J.; Victoria-Hernández, J.; Letzig, D.; Golle, R.; Volk, W. Effect of processing route on texture and cold formability of AZ31 Mg alloy sheets processed by ECAPMater. Sci. Eng. A 2016, 669, 159–170. [Google Scholar] [CrossRef]
- Fan, G.; Zheng, M.; Hu, X.; Xu, C.; Wu, K.; Golovin, I. Improved mechanical property and internal friction of pure Mg processed by ECAP. Mater. Sci. Eng. A 2012, 556, 588–594. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. High angle boundaries formed by grain subdivision mechanisms. Acta Mater. 1997, 45, 3871–3886. [Google Scholar] [CrossRef]
- Tolaminejad, B.; Dehghani, K. Microstructural characterization and mechanical properties of nanostructured AA1070 aluminum after equal channel angular extrusion. Mater. Des. 2012, 34, 285–292. [Google Scholar] [CrossRef]
- Cheng, W.; Tian, L.; Ma, S.; Bai, Y.; Wang, H. Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials 2017, 10, 708. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Kumar, S.S.S. Effect of ECAP Die Angles on Microstructure Mechanical Properties and Corrosion Behavior of AZ80 Mg Alloy. J. Mater. Eng. Perform. 2019, 28, 2610–2619. [Google Scholar] [CrossRef]
- del Valle, J.; Carreño, F.; Ruano, O. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling. Acta Mater. 2006, 54, 4247–4259. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Lin, J.; Dean, T.A. Microstructure and mechanical properties of curved AZ31 magnesium alloy profiles produced by differential velocity sideways extrusion. J. Magnes. Alloy. 2023, 11, 493–508. [Google Scholar] [CrossRef]











| Run | ECAP Parameters | ||
|---|---|---|---|
| A (N) | B (Φ) | C (Route Type) | |
| 2 | 2 | 120 | A |
| 3 | 4 | 90 | C |
| 4 | 2 | 120 | C |
| 5 | 2 | 90 | Bc |
| 6 | 2 | 120 | A |
| 7 | 2 | 90 | Bc |
| 8 | 4 | 120 | Bc |
| 9 | 4 | 120 | C |
| 10 | 2 | 120 | Bc |
| 11 | 1 | 120 | A |
| 12 | 4 | 90 | Bc |
| 13 | 1 | 90 | A |
| 14 | 4 | 90 | A |
| 15 | 4 | 90 | A |
| 16 | 1 | 90 | A |
| Grain Size (µm) | AA | Φ = 90° | Φ = 120° | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1P | 2A | 2Bc | 2C | 4Bc | 1P | 2A | 2Bc | 2C | 4Bc | ||
| Minimum | 1.1 | 0.64 | 0.56 | 0.5 | 0.68 | 0.21 | 1.1 | 0.68 | 0.5 | 0.5 | 0.81 |
| Maximum | 34 | 25.45 | 22.62 | 9.29 | 11.05 | 7.14 | 24.82 | 24.79 | 22.73 | 16.91 | 16.91 |
| Mean grain size | 6.34 | 1.96 | 1.69 | 1.49 | 1.57 | 0.88 | 2.62 | 1.75 | 1.89 | 1.94 | 1.89 |
| Standard deviation | 5.8 | 1.5 | 0.97 | 0.95 | 0.67 | 0.73 | 2.45 | 1.44 | 1.85 | 1.64 | 1.11 |
| Parameter | Optimized ML Model | Training Set | Testing Set | ||
|---|---|---|---|---|---|
| RMSE | R2 | RMSE | R2 | ||
| Grain size (µm) | LR | 0.078 | 0.983 | 0.194 | 0.851 |
| GPR | 0.024 | 0.998 | 0.175 | 0.878 | |
| SVR | 0.078 | 0.983 | 0.194 | 0.851 | |
| Parameter | Optimized ML Model | Training Set | Testing Set | ||
|---|---|---|---|---|---|
| RMSE | R2 | RMSE | R2 | ||
| Vicker’s microhardness (HV) | LR | 1.226 | 0.883 | 1.223 | 0.843 |
| GPR | 0.288 | 0.994 | 1.646 | 0.715 | |
| SVR | 0.498 | 0.981 | 1.626 | 0.722 | |
| Parameter | Optimized ML Model | Training Set | Testing Set | ||
|---|---|---|---|---|---|
| RMSE | R2 | RMSE | R2 | ||
| σu (MPa) | SVR | 12.91 | 0.797 | 4.253 | 0.929 |
| Ductility (Du%) | GPR | 0.256 | 0.991 | 2.382 | 0.728 |
| SVR | 0.358 | 0.982 | 2.047 | 0.799 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Garaihy, W.H.; BaQais, A.; Alateyah, A.I.; Alsharekh, M.F.; Alawad, M.O.; Shaban, M.; Alsunaydih, F.N.; Kamel, M. The Impact of ECAP Parameters on the Structural and Mechanical Behavior of Pure Mg: A Combination of Experimental and Machine Learning Approaches. Appl. Sci. 2023, 13, 6279. https://doi.org/10.3390/app13106279
El-Garaihy WH, BaQais A, Alateyah AI, Alsharekh MF, Alawad MO, Shaban M, Alsunaydih FN, Kamel M. The Impact of ECAP Parameters on the Structural and Mechanical Behavior of Pure Mg: A Combination of Experimental and Machine Learning Approaches. Applied Sciences. 2023; 13(10):6279. https://doi.org/10.3390/app13106279
Chicago/Turabian StyleEl-Garaihy, Waleed H., Amal BaQais, Abdulrahman I. Alateyah, Mohammed F. Alsharekh, Majed O. Alawad, Mahmoud Shaban, Fahad Nasser Alsunaydih, and Mokhtar Kamel. 2023. "The Impact of ECAP Parameters on the Structural and Mechanical Behavior of Pure Mg: A Combination of Experimental and Machine Learning Approaches" Applied Sciences 13, no. 10: 6279. https://doi.org/10.3390/app13106279