
Investigation of the Mechanical Properties of Spur Involute Gearing by Infrared Thermography

 , , , and
, , , and
Abstract
:1. Introduction
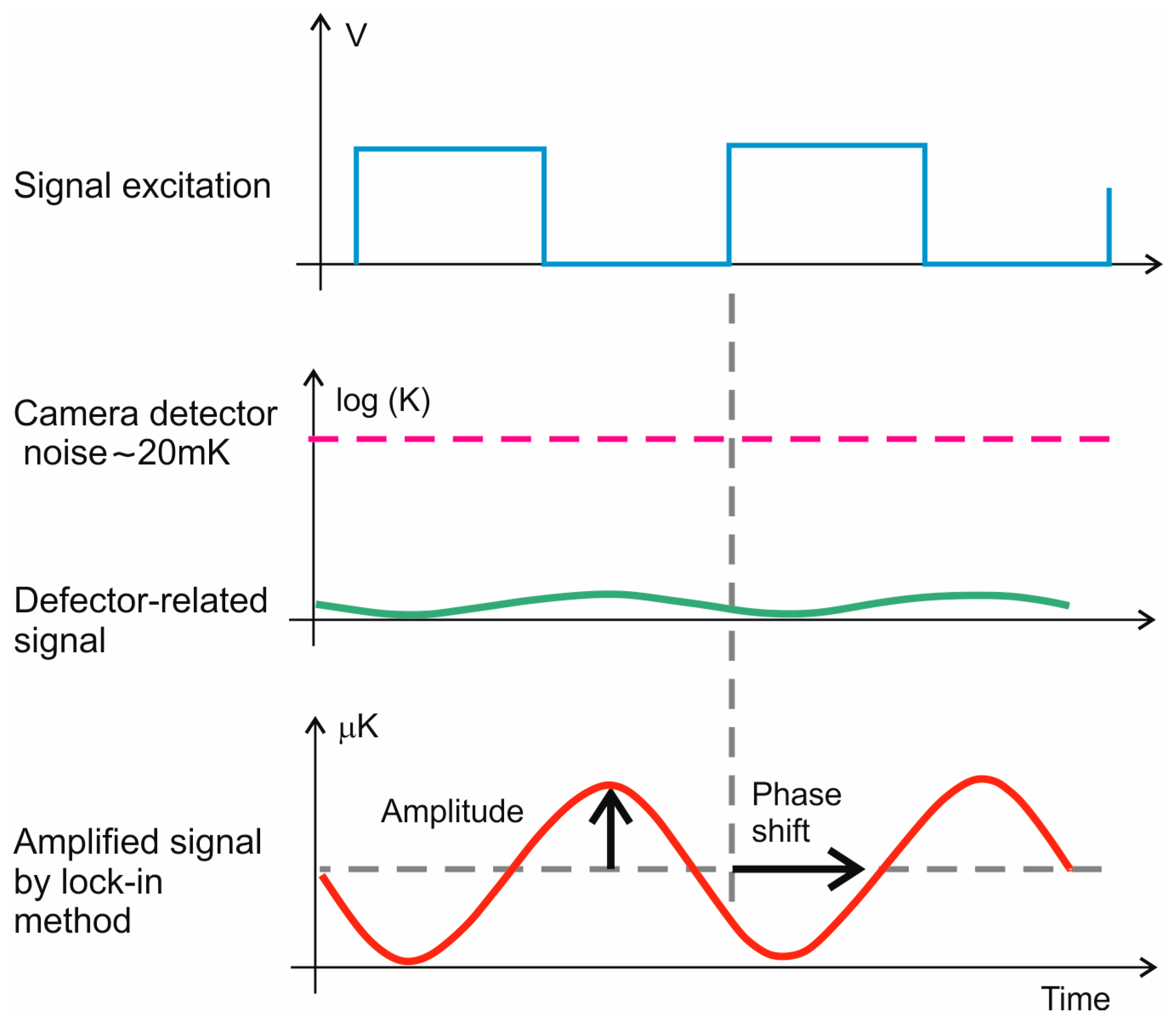
2. Thermoelastic Analysis and Lock-In Method
3. Using the Lock-In Method to Determine the Response to the Required Static Load
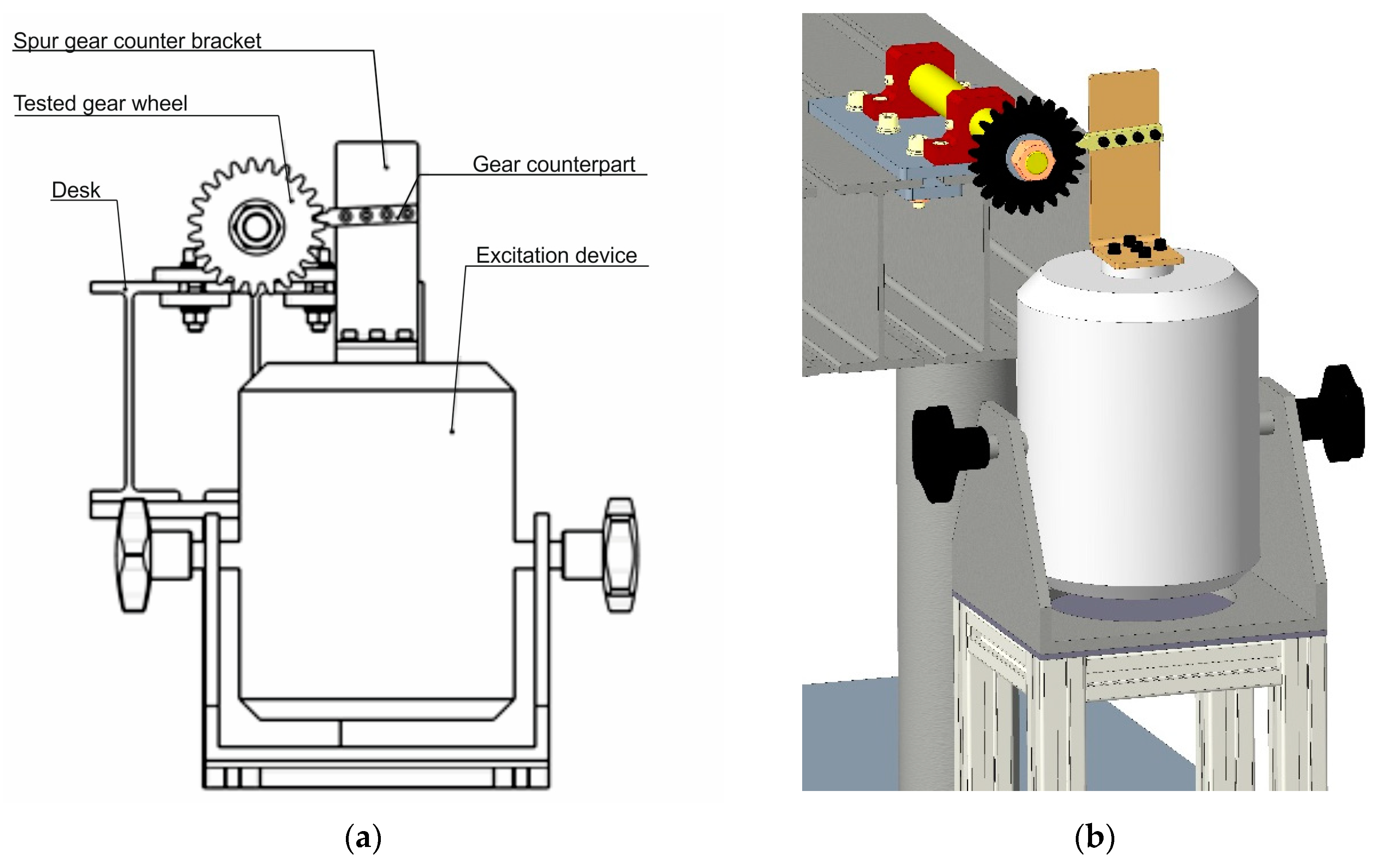
3.1. Test Stand for Gear Engagement
3.2. Input Parameters for Measurement and Evaluation
4. Analysis of Measured Data
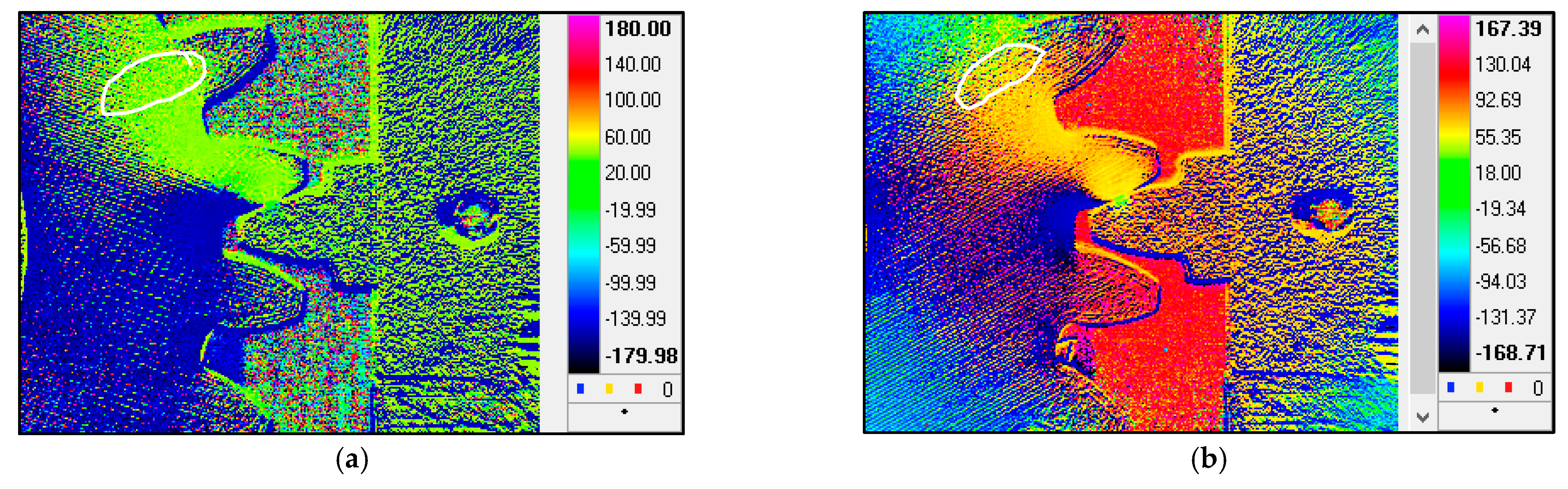
4.1. Analysis of Measured Phase Shift Images
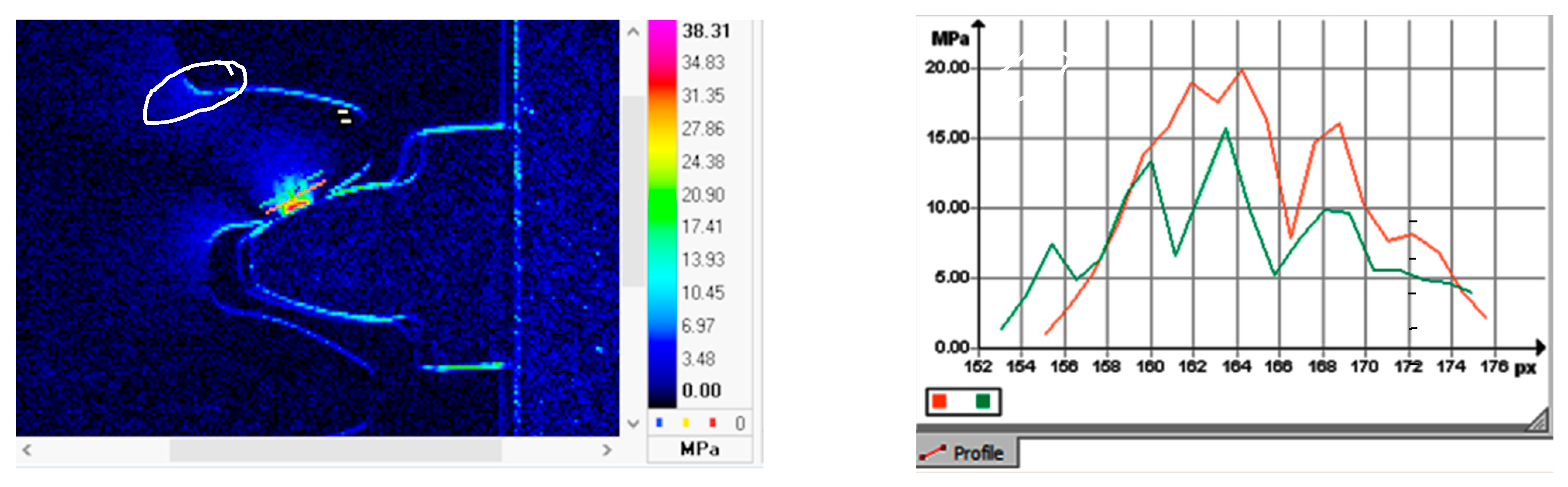
4.2. Response Amplitude Image Analysis
5. Discussion
- The design of the test condition. If the opposing tooth performs a translational movement, then due to the displacement of the tooth under test, there is a translation and rotation of this tooth. For large translation and rotations, image stabilization will need to be addressed, e.g., by using reference markers that will be detectable in the infrared range of the camera used.
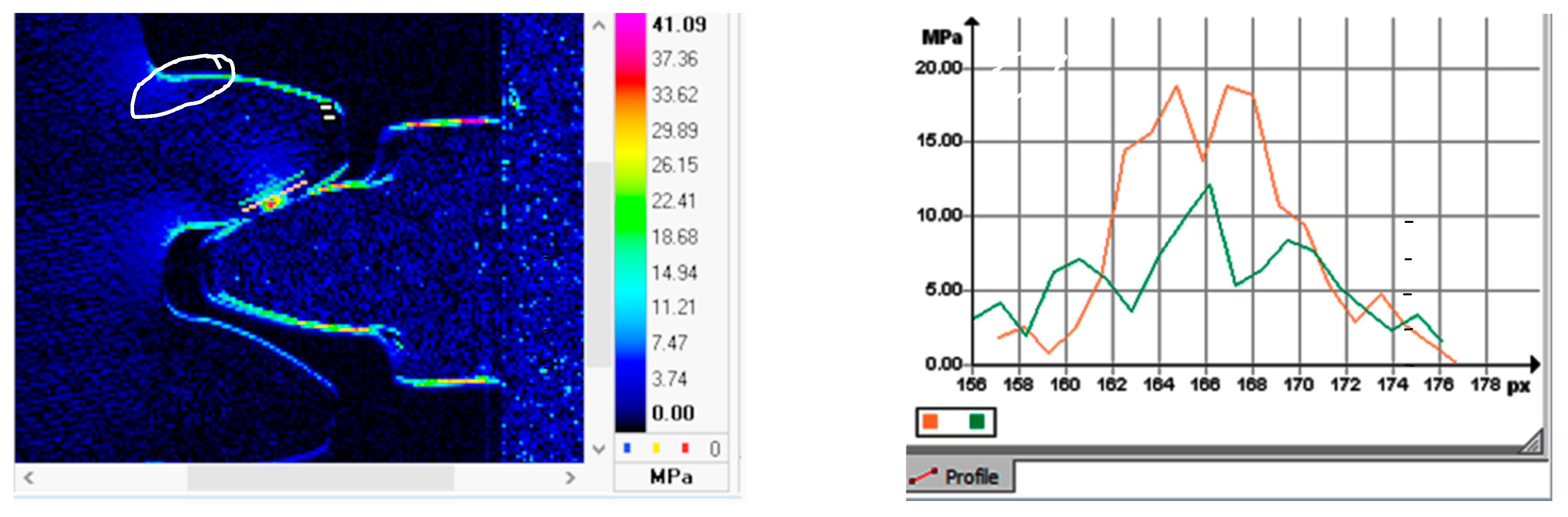
- Due to the micromotions of the test wheel and the countertooth, the boundaries of these objects appear in the images that could be misinterpreted as high values of the 1st invariant. We assume that one of the causes of this phenomenon is the rotation of the surface that represents the edge of the test tooth and countertooth. The algorithm of the lock-in method evaluates this periodic change in the position of the surface (with lock-in frequency) as a value of the 1st invariant. For this reason, the edge invariant values were not evaluated. We assume that the tooth aligment is improved if the countertooth does not act in translational motion but in rotational motion. The edge problem described above was also the reason why the line on which the 1st invariant is evaluated is not placed closer to the tooth edge. For the same reason, we have not yet evaluated the invariant directly in contact between the wheel and the countertooth.
- For the measurements, we used an infrared camera with a 320 × 240 pixels detector. It is reasonable to expect that increasing resolution of the detector (increasing the number of pixels) will improve the resolution when evaluating the invariant. However, due to the micro displacement, this increase may require more precise image stabilization.
- If we do not evaluate the method and test condition used for the spur gear testing described above, then the roughness of the contact surfaces, their coefficient of friction, the temperature of the teeth during the test, and also the test history for the wheel under test must also be considered to understand the mechanical properties. For longer duration tests or frequently repeated tests, the contact surface of the tested wheel teeth may be worn.
6. Conclusions
- We obtained the distribution of the first invariant stress field on the loaded tooth and its region.
- We analyzed the gears made of two types of materials, namely PLA, PETG.
- We see potential in the experiment conducted that we think should be developed. Therefore, we continue the experimental work by modifying the test condition in which the counterpart, or the gear simulating the counterpart, will perform a rotary motion approximately in the range of the tooth clearances of the pair: the loaded gear, i.e., the gear under test, and the load-bearing gear, i.e., the counter part.
- The experimental results will also be compared with the FEM analysis results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Majko, J.; Vaško, M.; Handrik, M.; Sága, M. Tensile Properties of Additively Manufactured Thermoplastic Composites Reinforced with Chopped Carbon Fibre. Materials 2022, 15, 4224. [Google Scholar] [CrossRef]
- Vaško, M.; Sága, M.; Majko, J.; Vaško, A.; Handrik, M. Impact Toughness of FRTP Composites Produced by 3D Printing. Materials 2020, 13, 5654. [Google Scholar] [CrossRef] [PubMed]
- Galiki, O.; Kondo, H.; Wilson, Z. 3D Printing Tolerances: How to Test & Improve Them. Available online: https://all3dp.com/2/3d-printing-tolerances-test-fdm/ (accessed on 10 May 2023).
- Faust, J.L.; Kelly, P.G.; Jones, B.D.; Roy-Mayhew, J.D. Effects of Coefficient of Thermal Expansion and Moisture Absorption on the Dimensional Accuracy of Carbon-Reinforced 3D Printed Parts. Polymers 2021, 13, 3637. [Google Scholar] [CrossRef] [PubMed]
- Andleeb, Z.; Malik, S.; Abbas Khawaja, H.; Samuelsen Nordli, A.; Antonsen, S.; Hussain, G.; Moatamedi, M. Thermoelastic Investigation of Carbon-Fiber-Reinforced Composites Using a Drop-Weight Impact Test. Appl. Sci. 2021, 11, 207. [Google Scholar] [CrossRef]
- Yilmaz, S. Comparative Investigation of Mechanical, Tribological and Thermo-Mechanical Properties of Commonly Used 3D Printing Materials. Eur. J. Sci. Technol. 2021, 32, 827–831. [Google Scholar] [CrossRef]
- Carolo, L.; Pechter, D. 3D Printed Gears: How to Make Them. Available online: https://all3dp.com/2/3d-printed-gears-get-the-gear-that-fits-your-needs/ (accessed on 10 May 2023).
- Arceo, F. Best 3D Printing Material/Filament for Gears. Available online: https://3dsolved.com/best-3d-printing-filament-for-gears/ (accessed on 10 May 2023).
- Mahendran, S.; Eazhil, K.M.; Kumar, L.S. Design and Analysis of Composite Spur Gear. Int. J. Res. Sci. Innov. 2014, 1, 42–53. [Google Scholar]
- Pawar, P.B.; Utpat, A.A. Analysis of Composite Material Spur Gear under Static Loading Condition. Mater. Today: Proc. 2015, 2, 2968–2974. [Google Scholar] [CrossRef]
- Keerthi, M.; Sandya, K.; Srinivas, K. Static & Dynamic Analysis of Spur Gear using Different Materials. Int. Res. J. Eng. Technol. 2016, 3, 694–699. [Google Scholar]
- Rajeshkumar, S.; Manoharan, R. Design and analysis of composite spur gears using finite element method. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 062048. [Google Scholar] [CrossRef]
- Kotkar, T.; Masure, P.; Modake, P.; Lad, C.; Patil, B. Modelling and Testing of Spur Gear made of Different 3D Printed Materials. Int. J. Sci. Res. Sci. Eng. Technol. 2018, 4, 42–53. [Google Scholar]
- Flynt, J. A Guide to 3D Printing Functional Gears. Available online: https://3dinsider.com/3d-printing-functional-gears/ (accessed on 10 May 2023).
- Brown, C.H. Mechatronica: 3D Printing Gears and Robots. Available online: https://www.fictiv.com/articles/mechatronica-3d-printing-gears-and-robots (accessed on 10 May 2023).
- Kim, T.; Seok, T.; Seol, J.; Lee, B.; Kwon, B.; Choi, J. Finite Element Model based on Strain Tests for Predicting Bending Strength of Small Gears for Aircraft. J. Aerosp. Syst. Eng. 2020, 14, 91–99. [Google Scholar] [CrossRef]
- Forte, P.; Paoli, A.; Raziona, A.V. A CAE approach for the stress analysis of gear models by 3D digital photoelasticity. Int. J. Interact. Des. Manuf. 2015, 9, 31–43. [Google Scholar] [CrossRef]
- Raptis, K.G.; Savaidis, A.A. Experimental investigation of spur gear strength using photoelasticity. Procedia Struct. Integr. 2016, 10, 33–40. [Google Scholar] [CrossRef]
- Rahate, H.P.; Marne, R.A. Contact stress analysis of composite spur gear using photo-stress method and finite element analysis. Int. Res. J. Eng. Technol. 2016, 3, 540–545. [Google Scholar]
- Sapieta, M.; Dekýš, V.; Štalmach, O.; Sapietová, A.; Svoboda, M. Detection of Elastic Deformation in Metal Materials in Infrared Spectral Range. Materials 2021, 14, 5359. [Google Scholar] [CrossRef]
- Pitarresi, G.; D’Acquisto, L.; Siddiolo, A.M. Thermoelastic stress analysis by means of an infrared scanner and a two dimensional fast Fourier transform based lock-in technique. J. Strain Anal. Eng. Des. 2003, 43, 493–506. [Google Scholar] [CrossRef]
- Stanley, P. Beginnings and early development of thermoelastic stress analysis. Strain 2008, 44, 285–297. [Google Scholar] [CrossRef]
- Torbali, M.E.; Zolotas, A.; Nicolas, P.; Avdelidis, N.P. A State-of-the-Art Review of Non-Destructive Testing Image Fusion and Critical Insights on the Inspection of Aerospace Composites towards Sustainable Maintenance Repair Operations. Appl. Sci. 2023, 13, 2732. [Google Scholar] [CrossRef]
- Pieczyska, E.A.; Gadaj, S.P.; Nowacki, W.K. Thermoelastic and Thermoplastic Effects during Loading and Unloading of Austenitic Steel. In Quantitative Infrared Thermography QIRT’98, Proceedings of the Eurotherm Seminar 60, Lodz, Poland, 7–10 September 1998; Editions Europeennes Termique & Industrie (EETI): Paris, France, 1992; pp. 112–116. [Google Scholar] [CrossRef]
- Plekhov, O.; Naimark, O. Theoretical and experimental study of energy dissipation in the course of strain localization in iron. J. Appl. Mech. Tech. Phys. 2009, 50, 127–136. [Google Scholar] [CrossRef]
- Misiewicz, R.; Moczko, P.; Bajcar, A. Accuracy Evaluation of Thermoelastic Stress Analysis with the Use of Experimental and Numerical Methods. Materials 2022, 15, 1961. [Google Scholar] [CrossRef]
- Bremond, P.; Potet, P. Lock-in thermography: A tool to analyze and locate thermomechanical mechanisms in materials and structures. Proc. SPIE 2001, 4360, 560. [Google Scholar] [CrossRef]
- Krapez, J.C.; Pascou, D.; Gardette, G. Lock-in Thermography and Fating Limits of Metals. In Quantitative Infrared Thermography QIRT’2000, Proceedings of the Eurotherm Seminar 64, Reims, France, 18–21 July 2000; Akademickie Centrum Grafiezno: Lodz, Poland, 2020; pp. 277–282. [Google Scholar] [CrossRef]
- Wright, E.; Dibiase, T.; Lundquist, T.; Wagner, L. Packaging Fault Isolation Using Lock-in Thermography. Available online: https://www.circuitnet.com/news/uploads/2/Packaging_Fault_Isolation_Using_LIT.pdf (accessed on 10 May 2023).
- Breitenstein, O. Lock-In Thermography, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 14–32. [Google Scholar]
- Stanford Research Systems. About Lock-In Amplifiers. Application Note #3. Available online: https://www.thinksrs.com/downloads/pdfs/applicationnotes/AboutLIAs.pdf (accessed on 10 May 2023).
- Zurich Instruments. Principles of Lock-in Detection and the State of the Art. Available online: https://www.zhinst.com/sites/default/files/documents/2020-06/zi_whitepaper_principles_of_lock-in_detection.pdf (accessed on 10 May 2023).
- Dimić, A.; Mišković, Ž.; Mitrović, R.; Ristivojević, M.; Stamenić, Z.; Danko, J.; Bucha, J.; Milesich, T. The influence of material on the operational characteristics of spur gears manufactured by the 3d printing technology. Strojnícky Časopis—J. Mech. Eng. 2018, 68, 261–270. [Google Scholar] [CrossRef]
- Černe, B.; Petkovšek, M.; Duhovnik, J.; Tavčar, J. Thermo-mechanical modeling of polymer spur gears with experimental validation using high-speed infrared thermography. Mech. Mach. Theory 2019, 146, 103734. [Google Scholar] [CrossRef]
- Dekys, V.; Kopas, P.; Sapieta, M.; Stevka, O. A detection of deformation mechanisms using infrared thermography and acoustic emission. Appl. Mech. Mater. 2014, 474, 315–320. [Google Scholar]
- Stankovicova, Z.; Dekys, V.; Uhricik, M.; Novak, P.; Strnadel, B. Fatigue limit estimation using IR camera. MATEC Web Conf. 2018, 157, 05021. [Google Scholar] [CrossRef]
- Sapieta, M.; Dekys, V.; Pastorek, P. Using of active thermography and lock-in method with ultrasound excitation for detection of material defects. Sci. J. Sil. Univ. Technol.—Ser. Transp. 2014, 84, 119–124. [Google Scholar]
- Zorko, D.; Demšart, I.; Tavčar, J. An investigation on the potential of bio-based polymers for use in polymer gear transmissions. Polym. Test. 2021, 93, 106994. [Google Scholar] [CrossRef]
- Zhang, Y.; Pursell, C.; Mao, K.; Leigh, S. A physical investigation of wear and thermal characteristics of 3D printed nylon spur gears. Tribol. Int. 2020, 141, 105953. [Google Scholar] [CrossRef]
- Wijnen, B.; Sanders, P.; Pearce, J. Improved model and experimental validation of deformation in fused filament fabrication of polylactic acid. Prog. Addit. Manuf. 2018, 3, 193–203. [Google Scholar] [CrossRef]
- Rigid.ink PETG Data Sheet. Available online: https://devel.lulzbot.com/filament/Rigid_Ink/PETG%20DATA%20SHEET.pdf (accessed on 10 May 2023).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Technology | Tolerance |
|---|---|
| SLS | 0.06 mm |
| FDM | 0.25 mm |
| PolyJet | 0.016 mm |
| Material | α Coefficient of Linear Thermal Expansion [K−1] | ρ Density [kg/m3] | cp Heat Capacity [J/kg·K] | Source of Material Properties |
|---|---|---|---|---|
| PLA | 8.5 × 10−5 | 1170 | 1800 | [40] |
| PETG | 5.1 × 10−5 | 1270 | 1200 | [41] |
| Material | Rz Mean Peak to Valey Height [μm] | Rsk Skewness [1] |
|---|---|---|
| PLA | 97.13 | −0.16 |
| PETG | 61.93 | 0.32 |
| Steel counter-piece | 8.55 | 1.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sapieta, M.; Dekýš, V.; Kaco, M.; Pástor, M.; Sapietová, A.; Drvárová, B. Investigation of the Mechanical Properties of Spur Involute Gearing by Infrared Thermography. Appl. Sci. 2023, 13, 5988. https://doi.org/10.3390/app13105988
Sapieta M, Dekýš V, Kaco M, Pástor M, Sapietová A, Drvárová B. Investigation of the Mechanical Properties of Spur Involute Gearing by Infrared Thermography. Applied Sciences. 2023; 13(10):5988. https://doi.org/10.3390/app13105988
Chicago/Turabian StyleSapieta, Milan, Vladimír Dekýš, Michal Kaco, Miroslav Pástor, Alžbeta Sapietová, and Barbora Drvárová. 2023. "Investigation of the Mechanical Properties of Spur Involute Gearing by Infrared Thermography" Applied Sciences 13, no. 10: 5988. https://doi.org/10.3390/app13105988