1. Introduction
Rapid developments in construction, future power generation, and transportation technology demand better materials to improve the integrity and safety of engineering systems [
1]. In this regard, the metallography approach has helped researchers understand a material’s behavior such as the composition, amorphization, work hardening, heat treatment, and fracture toughness [
2,
3,
4,
5,
6] from a microstructural point of view [
2,
3]. Understanding these microstructural aspects of a material’s behavior can be beneficial for preventing the material fracture caused by fatigue, creep, and an external force impact [
7,
8]. Tracking changes in the microstructure, including the grain boundary (GB) deformation, dislocation, and structural evolution, is essential because these problems contribute to the overall behavior of the metal [
9,
10,
11,
12,
13]. In addition, it has been found experimentally that a significant reduction in the grain size is associated with a lower material durability and damage resistance [
14,
15]. Therefore, an accurate and automatic method for tracking the collective microstructural changes that occur as a result of various external force impacts can substantially facilitate microstructural analysis and modeling, thus shortening the time to the development of new materials and leading to the better operation and maintenance of such materials during their service life [
16,
17,
18].
The microstructure of a metal consists of aggregates of grains that have diverse crystallographic lattice orientations with respect to their nearest neighboring grains [
19] and unique bimodal histogram distributions. The past several years have witnessed rapid progress in investigating GB-mediated deformation using a variety of in situ and ex situ experimental techniques [
20,
21,
22,
23]. One rapid approach to extracting the metal GBs is accomplished via image processing and optical measurements. The edge-detection method is used to extract the GBs by detecting meaningful discontinuities in the pixel intensity values [
24]. Several edge-detection methods have been proposed in the literature, but they are generally grouped into Gradient and Laplacian approaches [
25,
26,
27]. These edge-detection approaches provide various levels of sophistication and computational efficiency by reducing the amount of data required and filtering out the useless features while preserving information regarding the significant structural properties of the GBs [
28]. Implementing image binarization before the edge-detection algorithm provides a robust tracking ability with low storage requirements and straightforward processing compared to tracking discontinuous values on gray-level images [
29,
30]. Many researchers agree that the combination of image pre-processing approaches and image binarization enhances the clarity of an image, thus providing flexible methods for extracting the GBs [
26].
Figure 1 shows a comparison of the edge detection on gray-level and binary images using gradient and Laplacian filters. Image binarization is an image transformation algorithm used to transform a grayscale image into a bi-level intensity image by converting any existing gradation [
26]. Although binary images consist of significantly fewer intensity parameters than their counterparts, such as grayscale and sRGB images, they are more effective in terms of conceiving the shape and size of the object with significantly fewer computational processes, which is very beneficial for object recognition [
31]. The algorithm separates the 0–255 image pixel intensity into a dual collective pixel intensity representing black and white colors. Image binarization works in a manner similar to that of a filter by transforming the unsuitable intensity matrix value of the pixel using a specific threshold separator [
32]. The main focus of researchers is thus to improve the accuracy and reliability of the threshold separator, thus reducing the structural degradation of the image’s parts [
26,
27]. Experiments have shown that a uniform threshold value for the entire image dataset makes the extraction process suboptimal, owing to the changes in lamination and the poor image quality, especially at the edges [
30,
32]. In the case of extracting a metallographic image of a metal polycrystalline, the careless implementation of a threshold separator can eliminate the essential features of the grain, thus reducing the extraction accuracy of the GB. Unfortunately, the toolsets for automatically adjusting the thresholding are lacking, making the extraction process of GB unreliable.
In addition to extracting the GBs, the initial and final positions of the metal grain after the deformation must be recognized to track the grain deformation. This is essential because it has been found experimentally that, owing to the high spatial resolution of the optical microscopy used during the data acquisition, any positional error potentially reduces the precision of the final desired result [
33]. Several methods have been proposed to address these issues. For example, Iwaszenko et al. (2013) proposed a GB segmentation technique for the polycrystalline images acquired under ambient light conditions with small inconsistencies in the light source reflectance [
34]. The combination of an sRGB-to-gray-level image converter and a Gaussian filter (σ = 30) was utilized to increase the dataset clarity, after which an expert manually drew the boundaries of the grain on each ground-truth. This method successfully solves typical optical micrograph problems, including the lack of optical contrast, which occurs when adjusting the random parameter to achieve a clear grain image. Unfortunately, manually segmenting and stitching the grain section images requires a significant amount of time, and it is strongly dependent on the concentration of the expert. In the case of GB segmentation, Panda et al. (2019) proposed a deep-learning approach for segmenting plain microstructure images using generative adversarial networks (GANs) [
35]. The dataset was prepared using an image binarization process with a global threshold (50–110) depending on the original image’s intensity. The proposed model can efficiently detect very thin edges in the vicinity of other thin edges. Again, it was found that global thresholding must be addressed to prevent erosion followed by dilation, which causes edge uniformity [
36]. In addition, manual stitching can be improved by utilizing an image-stitching algorithm to improve the join quality with a quantifiable performance. The image-stitching algorithm is performed by using feature detectors (FDs) [
37], which track the key points in two or more frames and match pixels based on their value and physical proximity [
38,
39,
40,
41,
42,
43]. Achievements in GB tracking are progressing rapidly for in situ atomic-resolution experiments [
44]. Despite the extensive implementation of image-processing algorithms for grain boundary tracking, several issues regarding the user flexibility and training time remain unresolved [
45]. Still, it has been found that the application of FDs to image processing using a binary image gave a faster tracking performance while using fewer computational resources [
46,
47]. This is essential because similarity tracking, segmenting, and stitching high spatial resolution images require efficient FDs to significantly reduce the training time.
From the above discussion, two issues need to be addressed: (1) improving the threshold separator for the image binarization process and (2) developing an integrated and flexible image-processing method for tracking the metal grain deformation. The development of a threshold adjustment tool set that allows observers to adapt threshold separators using the unique properties of each polycrystalline image is currently unavailable. Although it can be intuitively understood that setting the threshold using these unique properties would be more accurate than equalizing all the parameters, the key question is what properties represent the uniqueness of each polycrystalline image? In addition, which physical property would give not only a more robust model to track the deformation of metal grains but also a less computational load? Therefore, algorithms to solve these questions could provide an integrated image-processing approach to characterize the deformation trends and physical changes in metal grains with a high-fidelity representation of the direction of the metal grain deformation, thus making it possible to secure the safety and reliability of structures by tracking microstructural changes [
9,
10,
11,
12,
13].
In this paper, three integrated image-processing algorithms, namely image stitching, grain tracking, and boundary extraction, are proposed. The idea is to integrate a sectional view of a specific grain image, which is used to extract the GBs, with an image of the entire material surface. This approach utilizes two different scope lenses to achieve an observation efficiency. The 50-scope lens exploited all the surfaces of the specimen, capturing the grain location coordinates. Section-view images were taken using a 200-scope lens to produce a clear grain image, thus increasing the accuracy and reliability of the GB extraction. The results showed that the capture time and volume of the data were reduced by up to 1/16 compared with the use of the 200-scope lens alone. Furthermore, image-stitching and grain-matching algorithms are proposed to track the grain location to complement the image features of the 50-scope and 200-scope datasets. The novelty of this study is the unique implementation of image binarization based on the histogram thresholding techniques that extract the grain properties based on the adaptive Gaussian distribution approach. This algorithm executes the binarization process by tracking the bimodal histogram distribution, which represents the uniqueness of each polycrystalline image. Interestingly, extraction flexibility can be achieved by arranging the standard deviation of the unique histogram properties of each polycrystalline image using a statistical level of confidence, which is very convenient to implement. In addition, a unique data acquisition process that combines two different scope lenses can increase the flexibility of GB deformation analysis by providing tools that can extract the grain at a specific location.
2. Data Acquisition Procedures
In this study, two variations of the specimen were utilized for the experiment, namely raw and weld specimens. A metallographic observation, including processes to prepare the specimen such as cutting, mounting, grinding, polishing, and etching based on ASTM E3-11, was used to acquire the dataset [
48]. The experiment was conducted using a 9 × 25 × 25 mm (width × length × height) specimen made from structural carbon steel (ASTM A36) (
Figure 2). The specimen was mounted on phenolic mounting resin that was 35 mm in diameter and 27 mm in height. The specimen was then subjected to medium and fine wet-grinding processes using silicon carbide grinding paper in successive steps: P200, P400, P800, P1200, and P2000 (with ultrasonic distilled water cleaning between each step). An automatic rotation grinding machine was used to maintain a constant pressure and angle at each stage. Wet grinding was utilized in this study to avoid potential side effects owing to frictional heating, such as melting, tempering, and grain transformation. Finally, fine polishing was performed for 20 s using a polycrystalline diamond paste with a grid size of 1 μm. The preparation was completed by chemically etching the specimen for 5 s in 6 g of nitric acid (concentration of 4.41%) diluted with 30 g of ethanol, followed by cleaning with distilled water using an ultrasonic cleaner for 30 s and ethanol cleaning for 10 s. The etchant process was repeated four times to obtain a clear grain image upon a microscopic examination.
Microscopic examination was performed using the optical microscopy method with two scope lens variations, i.e., 50- and 200-scope lenses with spatial resolutions of 370 and 92.5 nm, respectively. The microscope was paired with two external devices: a 12MP CMOS camera with a 1.7-in. sensor size and a 3-axis stage motor to control the specimen movement. The 50-scope lens was used to inspect all the surfaces of the specimen consisting of 19-by-10 images. The stage motion was controlled using the stage motor, with the imaging intervals of 14 and 10 mm in the
x and
y directions, respectively, covering up to 312.4 mm
2 of the surface area. Similarly, the 200-scope lens was used to inspect 190 locations with a random start point inside the range covered by the 50-scope lens image. The imaging intervals were 3.6 mm and 2.7 mm in the
x and
y directions, respectively, covering up to 19.5 mm
2 of the surface area. Using this approach, the time required to examine the specimen was considerably reduced, with a high flexibility in tracking specific target locations as the analysis required high spatial resolution images to track the microscopic deformation of the grain. If micrographs covering an area of 312.4 mm
2 were obtained using the 200-scope lens, up to 3.040 images would have been required to cover the entire surface area. However, in this study, the objective of the tracking of the exact location of a specific grain while capturing the entire area of the specimen was achieved with only 190 images. Thus, integrating low- and high-scope lens images facilitated extracting the grain location while flexibly picking a specific target to analyze the deformation. Metallographic observations and assessments were performed to visualize and analyze the grain geometry during the 4-point bending test (δ = 0.2 mm), as shown in
Figure 3. This experiment was prepared using a 150 × 9 × 49 mm (width × length × height) specimen made from structural carbon steel (ASTM A36) subjected to the same metallographic treatment steps as previously described: grinding, polishing, etching, and a microscopic examination. The observation was conducted on compressive, tensile, and a combination of compressive and tensile stress areas. This dataset contained the deformation of metal grains owing to external forces, thereby indicating the performance when analyzing the direction of the grain deformation.
4. Experimental Results
All the computation processes were performed using MATLAB R2021a software and several built-in program extensions, including a ground-truth labeler, image labeler, and image-processing toolbox to support the computation and testing processes. All of the training, testing, and analysis processes were performed using a Dell ALIENWARE PC with an Intel
® Core™ i9-9900HQ 3.6 GHz of CPU and 32 GB of RAM. The testing process was started by evaluating the proposed GD-HBT algorithm (
) using a confusion matrix of the prediction and ground-truth models, which were developed manually using a ground-truth labeler (
Figure 8). In total, eight performance evaluation metrics were analyzed: the extraction accuracy using binarization accuracy, F1 score, area-under-curve (AUC), negative rate matric (NRM), prediction balanced error rate (BER), peak signal-to-noise ratio (PSNR), distance reciprocal distortion (DRD), and misclassification penalty metric (MPM). Two variations of the dataset were performed: direct binarization on the raw image dataset and a dataset with CLAHE pre-processing. The analysis also included three existing image binarization algorithms: Otsu’s method [
60], adaptive thresholding [
61], and global thresholding. It was found that GD-HBT achieved promising results by improving all of the evaluation matrix scores compared with the existing algorithm. In addition to the accuracy, the harmonic mean of the model’s sensitivity and specificity elucidated a convincing trend to validate the overall performance of the algorithm (
Table 1). When dealing with smaller grain sizes on the weld dataset, the GD-HBT performance was relatively stable by maintaining the ratio of NRM, BER, DRD, and MPM at relatively optimum scores. This is essential because stitching processes using BLM can be improved along with the binarization performance. A robust binarization algorithm provides a valid feature input that potentially elevates the stitching accuracy. In terms of pre-processing, image binarization using CLAHE was found to perform better across all types of thresholding methods. This is the same trend as discussed in
Section 1, where the image binarization preceded by pre-processing promotes a relatively higher extraction performance by enhancing the image’s clarity [
26]. A comparison of the binarization image results and confusion matrix analysis of each method can be found in
Figures S7–S9.
Several positive experimental results were obtained by successfully stitching the micrograph image from raw and weld specimens. The algorithm stitched 190 images, with the required times of 204 and 213 min on the raw and weld datasets (
), respectively (
Figure 9). Additionally, the algorithm exhibited promising computational speeds of 67.44 ± 0.51 s/iteration and 70.34 ± 0.58 s/iteration on the raw and weld datasets, respectively, and there was no indication of a performance drop during training because a constant variance was maintained with a deviation of less than 0.60 s [
46,
47]. Qualitatively, the final stitched image appeared to yield promising results by recognizing the grain pattern. The connection of each image at the edge indicated an appropriate overlap point, reflecting the performance of the BLM algorithm as the kernel. The shape of the entire stitched image described the original condition of the specimen by retaining the actual size of the specimen as qualitative evidence of the algorithm’s performance. The results were especially clear for the weld dataset, where the distinction of the grain variation on the base and weld area was visibly stitched (see
Figure 9b). The welding pattern was easily recognized, and by zooming in on the transition area of the original grain and welded grain, the overlapping point was visible with the expected trend. To support these initial observations, a quantitative evaluation was conducted: a feature correlation heatmap and linear regression analysis.
The feature correlation heatmap was plotted based on the maximum correlation value, which was determined as the anchor point. Analyzing the model’s performance using a correlation heatmap allowed us to understand the behavior of the algorithm. Feature correlation indicates the confidence level of the algorithm for each overlapping point. As shown in
Figure 10, the image-stitching algorithm based on BLM exhibited satisfying confidence values of 0.953 ± 0.013 and 0.913 ± 0.061 for the raw and weld datasets, respectively. However, on the weld dataset, there was a significant reduction in the correlation value from iterations 175 to 180. From
Figure 10b, it appears that ambiguous results were obtained in the region without grains, which was the mounting region. In this case, the mounting area was extracted without any unique features (blank spots). This condition could not provide a sufficient trigger for the algorithm to determine an anchor point. Thus, the confidence value indicates that the algorithm found an unclear area, which may signal the need for human involvement. To prevent this, observer must ensure that each image dataset contains a grain area. The experiments revealed that the ratio of the grain TtD of the mounting area that can be solved using the BLM algorithm was up to 15%. It improved by up to 10% on the weld dataset with a smaller grain size, which explains why the presence of more unique features on a dataset is expected to give a better probability of detection during the stitching process.
To create a credible ground-truth dataset, the validation images were captured at each overlapping point between the four edges of the image (
Figure S10). Validation images are used to determine and validate the similarity of the grain shape trends of each ground-truth. This method successfully generated a proper and credible model containing the
x and
y coordinates of the ground-truth model as the input value for linear regression analysis to test the predicted anchor point model. To make a generalized assessment, the 200-scope raw and weld datasets were included in this analysis. Thereafter, the predicted and ground-truth models were plotted using linear regression analysis based on the least-squares methods. The model’s bias and variance were assessed using four performance metric analyses: the coefficient of determination (R
2), root mean square error (RMSE), mean absolute error (MAE), and residual value. As shown in
Figure 11, the performance of the stitching algorithm using BLM exhibited encouraging results, and the regression model showed satisfying trends, with insignificant bias and variance and a relatively low variability in producing consistent predictions on four different dataset variations. The results indicate a good performance with a relatively high coefficient of determination that can be generalized for predicting the reliability of the future trends of the model. These results are supported by robust model’s performance, which is indicated by the evaluation metrics. It was found that the RMSE of the stitching algorithm using BLM remained relatively low. From the eight models trained during the assessment, the highest and lowest RMSE values recorded by the model were 2.74 and 0.67 pixels on the 200-scope (
y-axis) raw specimen and 50-scope (
y-axis) weld specimen models, respectively. This is proportionately low compared to the input feature, which had
pixels on each image. The MAE performance exhibited maximum and minimum values of 1.95 and 0.42 pixels, respectively, with the same trend as the RMSE values.
Globally, by analyzing models based on specimens, interesting results were obtained. The weld specimens tended to have a lower model bias and maintained an insignificant variability. This is reflected in the overall matrix, which indicated an escalating trend in the performance of the welding specimens. When these results were correlated with the previous analysis of the feature correlation heatmap, identical tendencies were recognized. As explained for the feature correlation maps, a smaller grain size, which explains the uniqueness of the feature input, tends to yield a better probability of detection. These results support the hypothesis that a higher detection probability provides a meaningful possibility for an algorithm to perform an accurate stitching process.
Algorithm testing was continued by evaluating the performance of the grain image-matching algorithm based on f-NCC. In general, the algorithm showed promising results by successfully tracing the location of 200-scope images on stitched 50-scope images. The results exhibited equivalent grain shapes, qualitatively demonstrating the performance of the algorithm. To assess this results, image-intensity stacking analysis was performed (
Figure 12). The idea was to stack the divergence of the image-intensity value from the base image (stitched 50-scope) to the target image (200-scope image) and vice versa to indicate missing parts in the image and allow us to assess the variety of intensity values in a more structural manner. The results showed that there was an excessive intensity leakage of the stitched 50-scope images, shown by the green channel, which dominated the intensity of the 200-scope image on the red channel. The reason was that on the same image scale and location, the 50-scope lens captured foggy and blurry images, causing the image to lose details of the grain, such as the holes and edges, and to provide overly intense values on the scratch and grain background. By stacking the divergence of the image-intensity values, the results remain clear. In a structural manner, the red and green channels exhibited identical trends at the grain boundary locations. It indicates that the algorithm successfully addressed the uncertainty of the intensity of the image and found the best matching location for the target images by addressing the problems of an invariant and dependent feature size [
53,
55]. To reinforce the image-intensity stacking analysis, five open-source FD methods, known as the local interest points, were utilized to support the analysis: Binary Robust Invariant Scalable Keypoints (BRISK) [
42], the Harris–Stephens algorithm (HARIS) [
62], Maximally Stable Extremal Regions (MSER) [
63], Oriented FAST and Rotated BRIEF (ORB) [
64], and Speeded Up Robust Features (SURF) [
65]. The idea was to extract the image features to compare the image-matching performance (
Figures S11–S15). The linear regression model analysis was utilized to analyze the shifting value of the feature coordinates to better explain the global performance of image-matching algorithms. From the 760 images on each dataset assessed in this analysis, up to 3.5 × 10
5 feature points were successfully extracted for the input parameters.
The results found that the matching performance exhibited consistency and a homogeneous performance on each FD in terms of the robustness, visual quality, and a metric parameter (
Table 2). The algorithm successfully maintained the RMSE for less than three pixels and MAE for less than two pixels, with an exceptional coefficient of determination that was close to one in both the raw and weld specimens. There was no indication of a performance drop because the average residual remained close to zero. The results are also supported by the SE,
t-statistic, and
p-value values recorded during the testing, which were identical for each FD. This is essential, owing to the fact that the deformation of the metal grain is on the microscopic scale. A fundamental error in determining the global location will cause extensive issues in the in situ assessment of the grain deformation. This encouraging result supports the image-intensity stacking analysis corresponding to the structure locations.
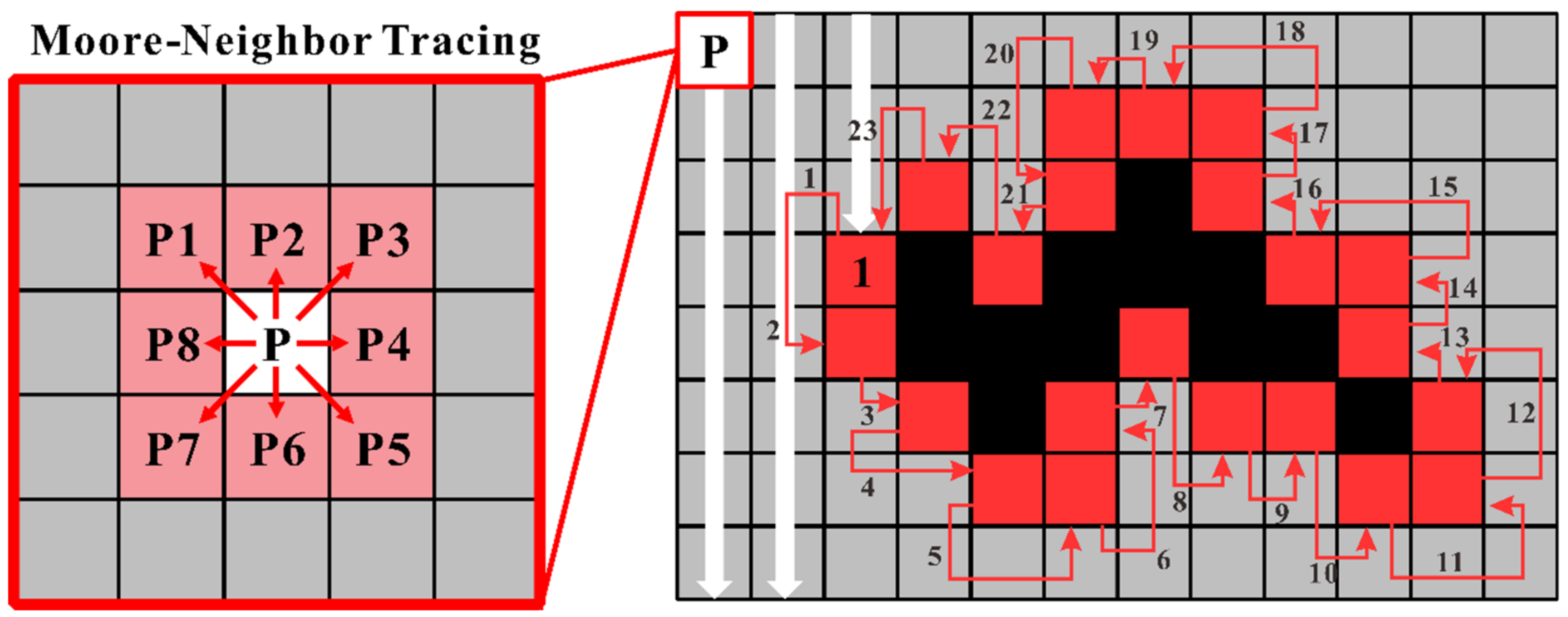
Finally, the performance of the boundary tracing algorithm is assessed. As shown in
Figure 13, the proposed method successfully traced the grain boundary from a binary image. This algorithm can effectively distinguish between the grain, grain boundary, and background. The reconstruction ability of the tracing algorithm is related to the performance of the binarization process since the algorithm works based on the binary logic step to determine whether there is an absolute discontinuity in the binary value. Furthermore, the boundary coordinates of the specific grains were extracted from the results and integrated with the coordinate values obtained from image stitching and matching. From these steps, we recorded the location of the grain on the global coordinates (
Figure 13c). This approach can be widely utilized for the observation of metal grains, such as the analysis of the geometry, grain area, and deformation.
5. Application for Tracking the Direction of Metal Grain Deformation
Once the proposed algorithms are integrated, the observer can extract the boundary of a specific grain target and trace its location on global coordinates. This allows for a further analysis to understand the metal grain deformation. One the application proposed in this study is integrated processing for tracking the direction of the grain deformation, which works based on the understanding that the area inside the GB on the equiaxed structure will expand owing to the plastic force [
66]. In addition, the elastic force also will cause a transverse elongation and axial compression on the GB with respect to the Poisson ratio. Furthermore, the GB of the specific grain targets is extracted on the initial condition and after experiencing loads and then being stacked on the global coordinates. To track the shifting value of the grain deformation in detail, a basic unit in the finite-element analysis (FEA) was initiated to generate the quadratic mesh elements on the GB poly shapes with the same element size limits (
Figure 14a,b). The shifting of the mesh element coordinates before and after the deformation was the input for calculating the direction of grain deformation. Unfortunately, the direct integration of the elements led to ambiguous results owing to the unbalanced number of nodes. Because of the deformed geometry, the GB area after the deformation was somewhat expanded, thus increasing the number of elements in the mesh. Thus, the corresponding nodes before and after the deformation were sequentially traced using the minimum variance value of the coordinate shift, which synchronized the mesh element on the GB area and matched the corresponding nodes. Finally, the deformation direction was arranged using a quiver plot on the Cartesian coordinates according to the shifting value of the optimized nodes (
Figure 14c). To amplify the directional signals, the O-grid generalization method was applied to the results (
Figure 14d). This technique was chosen because of the difference in the concentrations of the nodes near the GB and at the center of the grain. The O-grid technique works by calculating the average direction trend based on four corresponding grid areas near the starting point and amplifying the minority nodes to make them uniform.
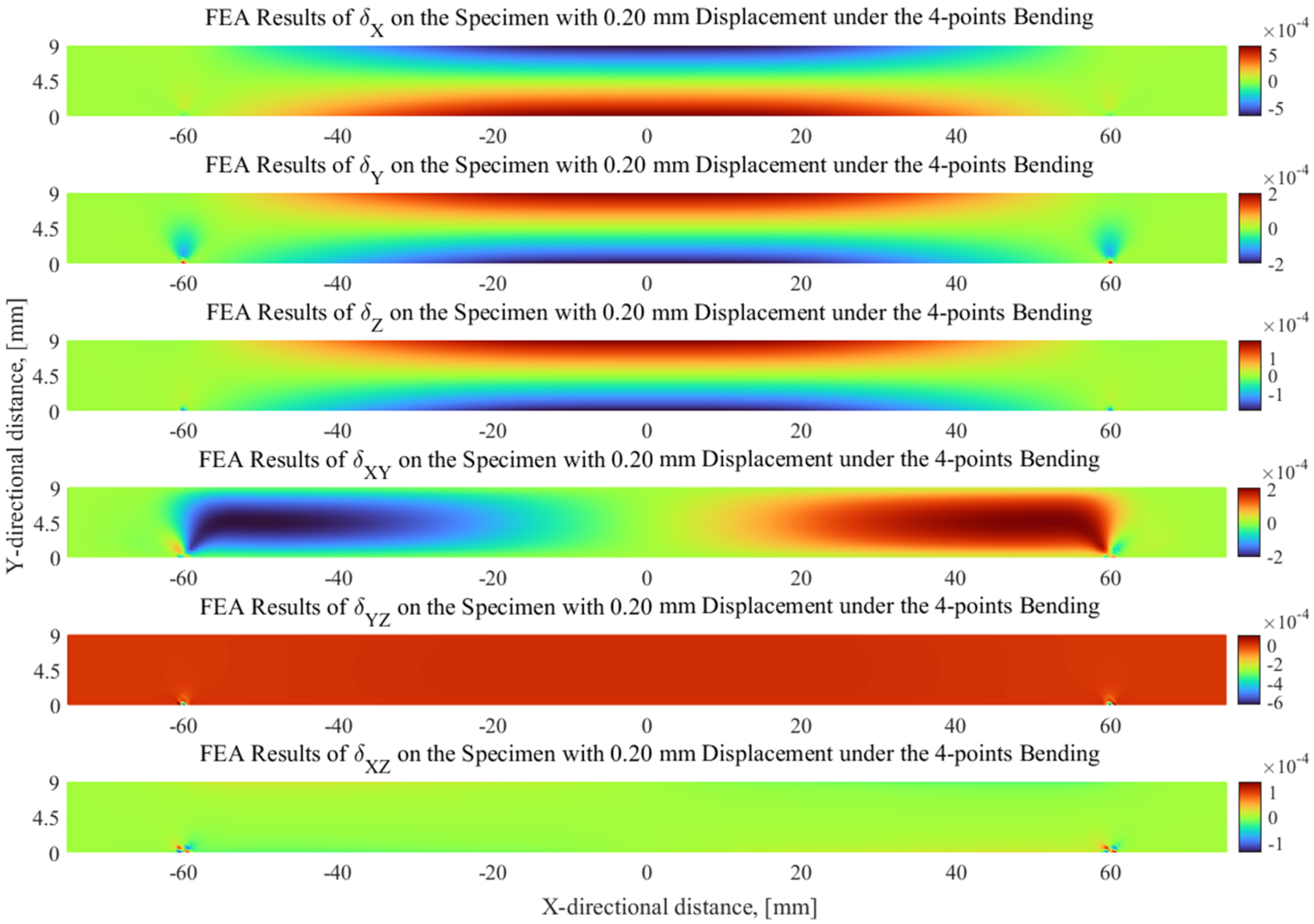
As an example of the implementation, FEA analysis was performed for a comparison, including deflection in the
x (
),
y (
), and
z (
) directions and the shear deflection in the
xy (
),
yz (
), and
xz (
) directions (
Figure 15). The strain vector at three specific locations, i.e., the compressive (A), combination (B), and tensile (C) stress areas, was assessed using a four-point bending test (
Figure 16). After applying a deflection of 0.2 mm to the system according to the FEA analysis, uniform deformations of 0.511 μm, 0.013 nm, and 0.511 μm were expected to occur in regions A, B, and C, respectively. However, in the grain-level assessment using the proposed algorithm, the deformation did not occur in a uniform direction. As shown in
Figure 16a, in the specific analysis in location A, where a compressive deformation of 0.511 μm was expected to occur owing to the compressive stress, there was an internal compression with the maximum magnitude of 0.433 μm. Likewise, at location B, where a deformation of 0.013 nm was expected owing to the compressive and tensile stresses, the compression and local shear stress of 0.154 μm was observed at the top and 0.077 μm at the bottom, as shown in
Figure 16b. At location C, as shown in
Figure 16c, where a deformation of approximately 0.511 μm was expected owing to the tensile stress, the local shear stress on the grain of 0.232 μm at the top and 0.310 μm at the bottom was clearly observed. It is related to the normal and shear stress on a boundary in a homogeneous body corresponding to the boundary orientation [
67]. This result implies that the deformation analysis obtained by the numerical–analytical approach of the stress–strain on specific structures is very difficult to apply at the grain level (
Figure 17). However, the experimental approach to the stress–strain in a specific region using a metallographic observation can effectively provide a high spatial resolution for tracing the microscopic deformation at the grain level. Thus, it is suggested that the algorithm proposed in this study is a tool to quantitatively measure the micro-deformation at the metal grain level (
Figures S16–S18).
6. Conclusions
The main idea in this paper is to integrate a specific section view of the grain target with a view of the entire material surface for the tracking of the direction of the metal grain deformation. Several positive results were obtained in this study by successfully preventing performance drops during simultaneous training processes. GD-HBT successfully binarized gray-level metal grain images using a dynamic Gaussian threshold separator. When comparing with those of three existing binarization algorithms, it was shown that GD-HBT outperformed the existing algorithms. This intuitively explains why using the unique properties of each polycrystalline image as the threshold for image binarization reduced the structural degradation of the grain parts. Similarly, the proposed image-stitching algorithm based on BLM successfully reconstructed the view of the entire material surface. The connection of each image at the edge provided an appropriate overlap point as qualitative and quantitative evidence with homoscedasticity was performance on all datasets. The grain-matching algorithm testing using open-source FDs yielded positive results with a relatively low bias and variance. The results are also supported by the SE, t-statistic, and p-value values recorded during the testing, which were identical for each FD. Finally, the boundary extraction successfully traced the grain boundary from a binary image. This algorithm effectively distinguished between the grain, grain boundary, and background.
Despite the impressive toolset performance, the tracing, tracking, and reconstruction capabilities of the algorithms are not limitless. Ambiguous experimental results were found from the datasets with a significant ratio of the grain targets to the disturbance (the mounting area). Because the algorithm was designed based on binary matching to provide a fast feature detection, the mounting area was extracted without any unique features (blank spots), and thus this area did not provide a sufficient trigger for the algorithm to determine an anchor point. Additionally, considering that binarization is the most important process for achieving a high-precision grain boundary extraction, adjustments should always be made to improve GD-HBT as a binarization tool. The careless implementation of the thresholding values amplifies the possibility of a feature loss during the extraction.
Finally, the integrated algorithm was utilized as a tool to quantitatively measure micro-deformation at the metal grain level. This provided an effective method for calculating the direction of the grain deformation by comparing the overlapping area when the material experienced a load. The grain-level assessment using the proposed algorithm found that the microscopic deformation on the grain did not occur in a uniform direction. The are several magnitude deformation variations on the compressive stress area and a local shear stress appears inside the grain on the tensile and combination stress area. It is related to the normal and shear stress on a boundary in a homogeneous body corresponding to the boundary orientation, which is lacking in structural simulation, using FEA to achieve a grain-level assessment.
Ultimately, future research directions include improving image pre-processing to enhance the performance of the integrated toolsets, such as reducing the extraction error and feature loss while avoiding overfitting of the models. In addition, the improvement in matching the shifted quadratic mesh elements before and after the deformation to correlate the corresponding nodes can lead to a sophisticated stress–strain heatmap on the grain level, which is lacking in the literature. This improvement is expected to support further creative applications that require expeditious toolsets to observe fascinating phenomena in material science and engineering.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}