3.2. Effect of Heating Temperature
To investigate the influence of heating temperature on the physical properties of the nano- and micro-copper clays, both clays were heated under varying heating temperatures from 200 to 1000 °C, whereas the same heating rate and holding time were 10 °C/min and 30 min, respectively.
Figure 2 and
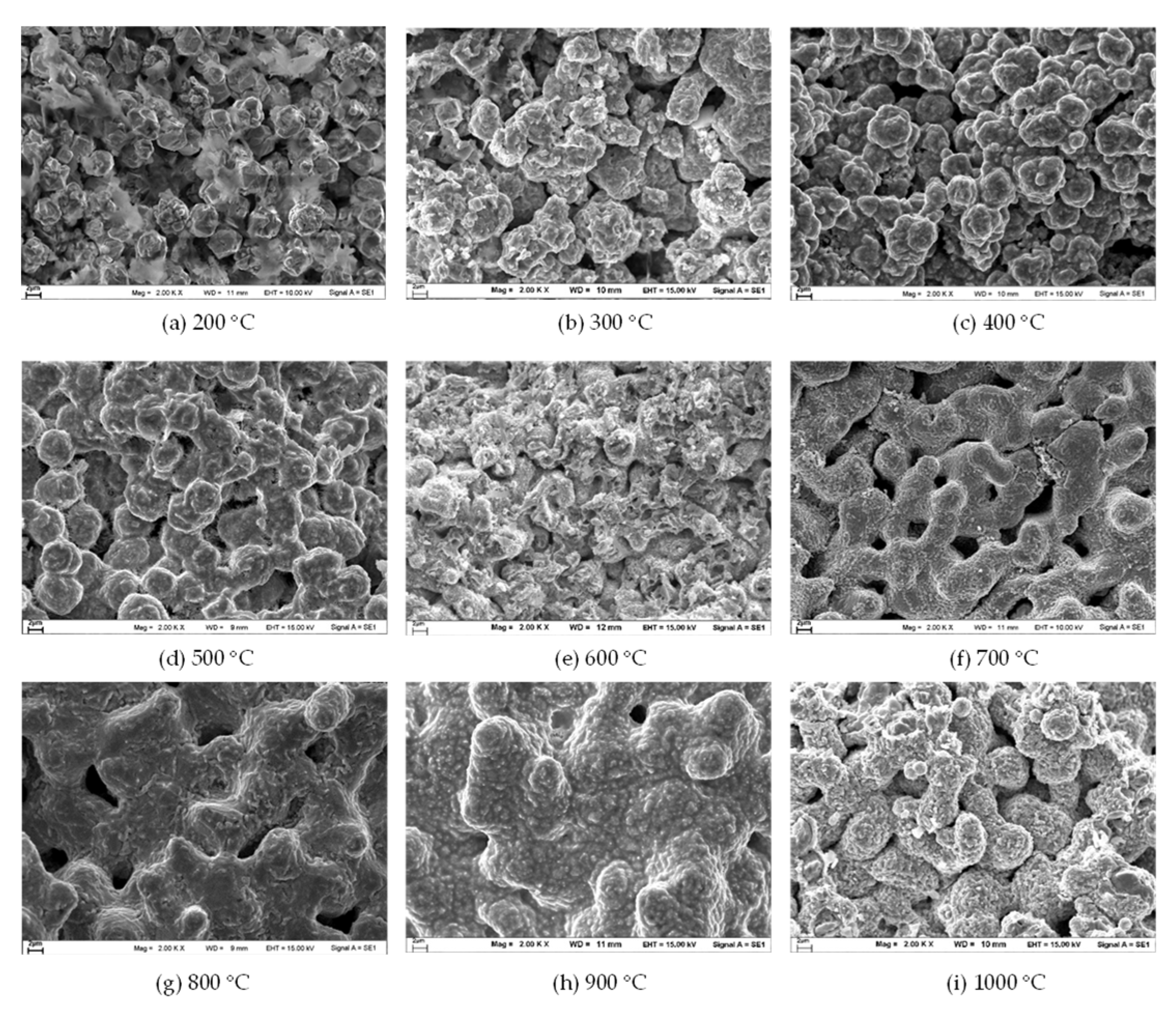
Figure 3 show the microstructure of the fired clays at different heating temperatures. For the fired nano-copper clay (
Figure 2), the copper particles started sintering at the neck region when heated to 200 °C (
Figure 2a). Afterward, the dumbbell shape of the interconnected nanoparticles was formed, and the sintering process could be assured (
Figure 2b). When the nanoparticles were heated to 600 °C, the aggregated copper left many pores, seemingly corresponding to the schematic representation in
Figure 2e. At this stage, it can be assumed that the copper atoms diffused from the nanoparticles at the intersections between the differently oriented particles continued to deposit onto the neck region [
7,
9]. Furthermore, as the temperature increased to 700 °C, the pores significantly decreased in size and became more isolated (
Figure 2f). Thus, it is difficult to distinguish the particle shape from the neck regions, which enter sintering at the final stage [
9,
10]. Above 800 °C, the grain growth continued to form a dense, porous polycrystalline copper (
Figure 2g). Finally, the copper atoms moved from the convex surface on one side of the grain boundary to the concave surface on the other side, resulting in a homogeneous phase of sintered materials. However, the sintered particle features collapsed and reformed after the fired temperature approached the melting point of bulk copper metal at 1000 °C (
Figure 2i).
For micro-copper clay, the micro-particle was not sintered at 200 °C (
Figure 3a). Comparing the micro- and nano-copper clay (
Figure 2b and
Figure 3b), the micro-copper particles were connected to form a larger aggregated particle. The size of the pores significantly increased and became more isolated after the heating temperature reached >400 °C (
Figure 3c). The fracture surfaces of the samples contained fewer dimples, yet many pores, including obturation due to fracture. The microcrack initiation tended to occur in areas containing pores, which rapidly propagated. After reaching the temperature of 700 °C (
Figure 3f), the particle size and density correspondingly enlarged with a higher temperature; however, it also decreased the number of pores [
10,
11]. The fracture surface of the sintered samples showed the characteristics of the mixed fracture. Aside from the dimple fractures, intercrystalline and transcrystalline cleavage fractures were also presented. Those features have resulted in increasing strength [
12,
13]. Comparing the results from
Figure 2g,h and
Figure 3g,h, the fracture surface of the sintered micro-copper clay indicated fewer pores and homogeneous tissue than nano-clay. It can be concluded that the particle size influenced the sintering densification process. The clay’s microstructure became denser when the heating temperature was increased. Similar to nano-copper clay, the sintered particles of micro-copper clay collapsed and reformed, accompanied by several pores when the heating temperature approached 1000 °C (
Figure 3i). Regarding heat temperature optimization, we concluded that micro-copper clay provided more sturdily and uniform densification than nano-copper clay compared to the same heating conditions. As a result, it could be affected by their physical properties, especially density and hardness.
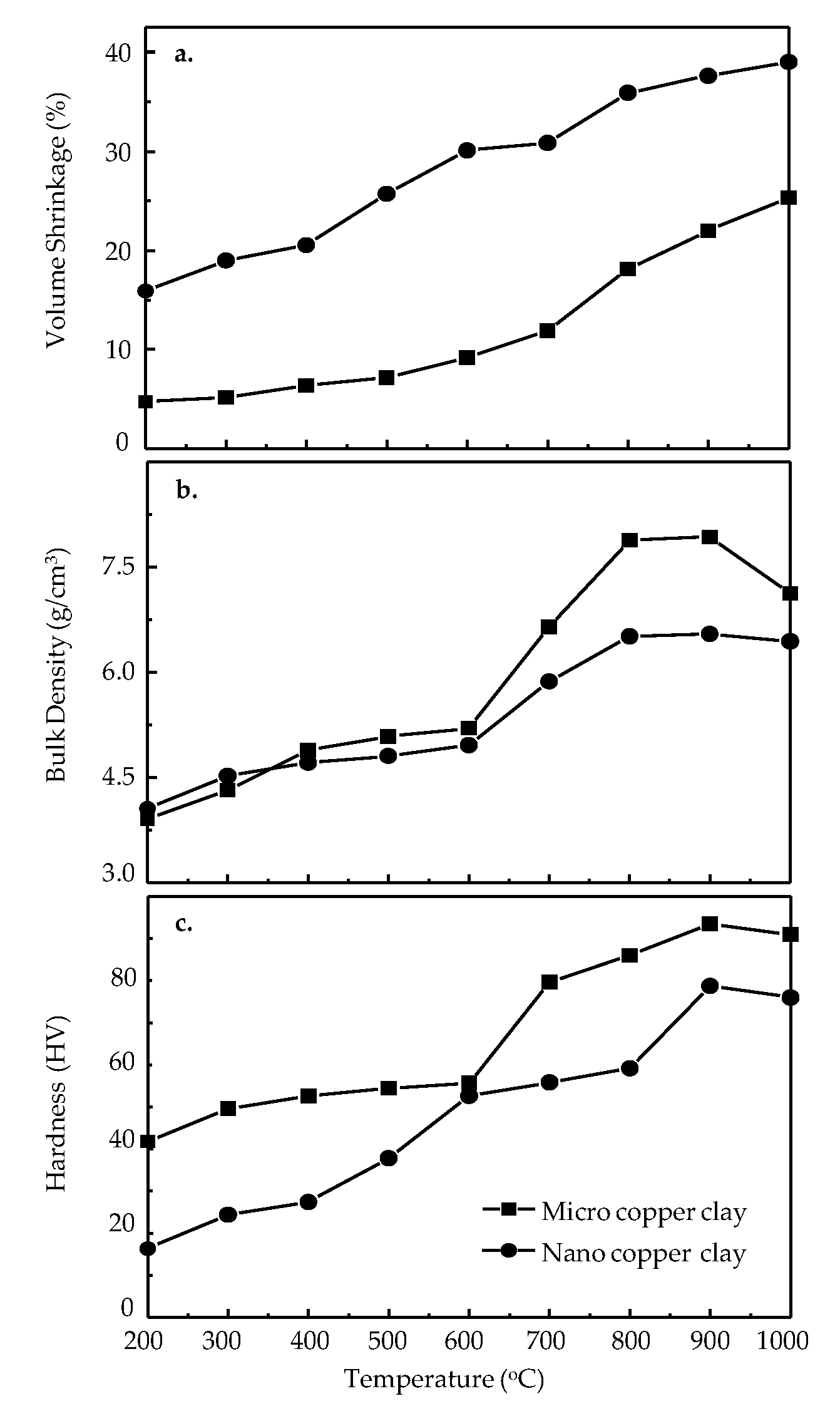
Figure 4 shows the relationship between the volume shrinkage, bulk density, and hardness of the fired clays at different heating temperatures. Considering volume shrinkages at different heating temperatures (
Figure 4a), dimensional changes occurred, resulting in volume shrinkage upon the complete removal of organic binders at about 200–600 °C. The volume shrinkage of the nano-copper clay was higher than the micro-copper clay at the same heating temperature because volume shrinkage alterations generally relate to the packing density of the metal particle during the densification process [
13,
14,
15]. The results correspond well with the SEM images of nano- and micro-copper clays in
Figure 2 and
Figure 3. Due to the high porosity between nanoparticles, the exceedingly small nano-copper particles drastically shirked to connect and provide higher volume shrinkage when the heating was performed. Therefore, the nano-copper clay has higher volume shrinkage than the micro-copper clay.
As mentioned previously, volume shrinkage is related to material density. When considering the density of the clays (
Figure 4b), the figures show the same increasing trend of bulk densities by increasing heating temperatures. At the initial stage of 200–600 °C, both clays display a slight change in their bulk density due to the decomposition of water and organic binders. Upon the complete removal of the binders,
Figure 4 shows a dramatic change in density when the temperature reaches 600–900 °C. The bulk density increased, corresponding to the decreasing porosity of the fired clay due to sintering densification [
16,
17]. In the 600–900 °C stage, micro-copper clay displays a higher bulk density than nano-copper clay because the packing density of the micro-copper clay during the densification process is greater than that of the nano-copper clay. SEM images at high firing temperatures verify these results in
Figure 2 and
Figure 3. Moreover, the density of the micro-copper clay (about 8 g/cm
3) is close to the density value of bulk copper material, 8.96 g/cm
3. At 1000 °C, the density of nano- and micro-copper clays decreased, corresponding to their SEM images in
Figure 2i and
Figure 3i, due to the sintered particles of both clays collapsing and deforming, accompanied by several pores when the heating temperature approached the melting point of copper metal (1085 °C).
Hardness is an important parameter in fabricating jewelry. As shown in
Figure 4c, the hardness of both fired clays increased according to the rising heating temperature. The dramatic hardness change was observed at 600–900 °C when the copper particles were sintered and approached a complete densification process after losing organic binders and water. Since the hardness is related to the packing density of copper particles in its densification process [
18,
19], the results corresponded to the trend of bulk density at high fired temperatures (
Figure 4b), as supported by SEM micrographs. The grain increased its size when the firing temperature increased. The fracture surface of sintered nano-clay exhibits open pores, leading to the relatively low porosity of the specimen at >800 °C. Consequently, the density and hardness of the nano-silver clay increased after 600 °C and was the highest at 900 °C.
It was remarkable that the hardness of the fired micro-copper clay was higher than that of nano-copper clay. However, the nanomaterial should have a higher hardness value than the micro-copper material [
20]. It was suggested that thermally treating nanophase samples in the as-produced condition might result in structural changes, such as densification, as seen in the hardness of microstructures via SEM images. Moreover, some of the literature suggests that it may be due to artifacts from the sample preparation or the heating conditions performed [
5]. Since copper particles are sensitive to oxidization [
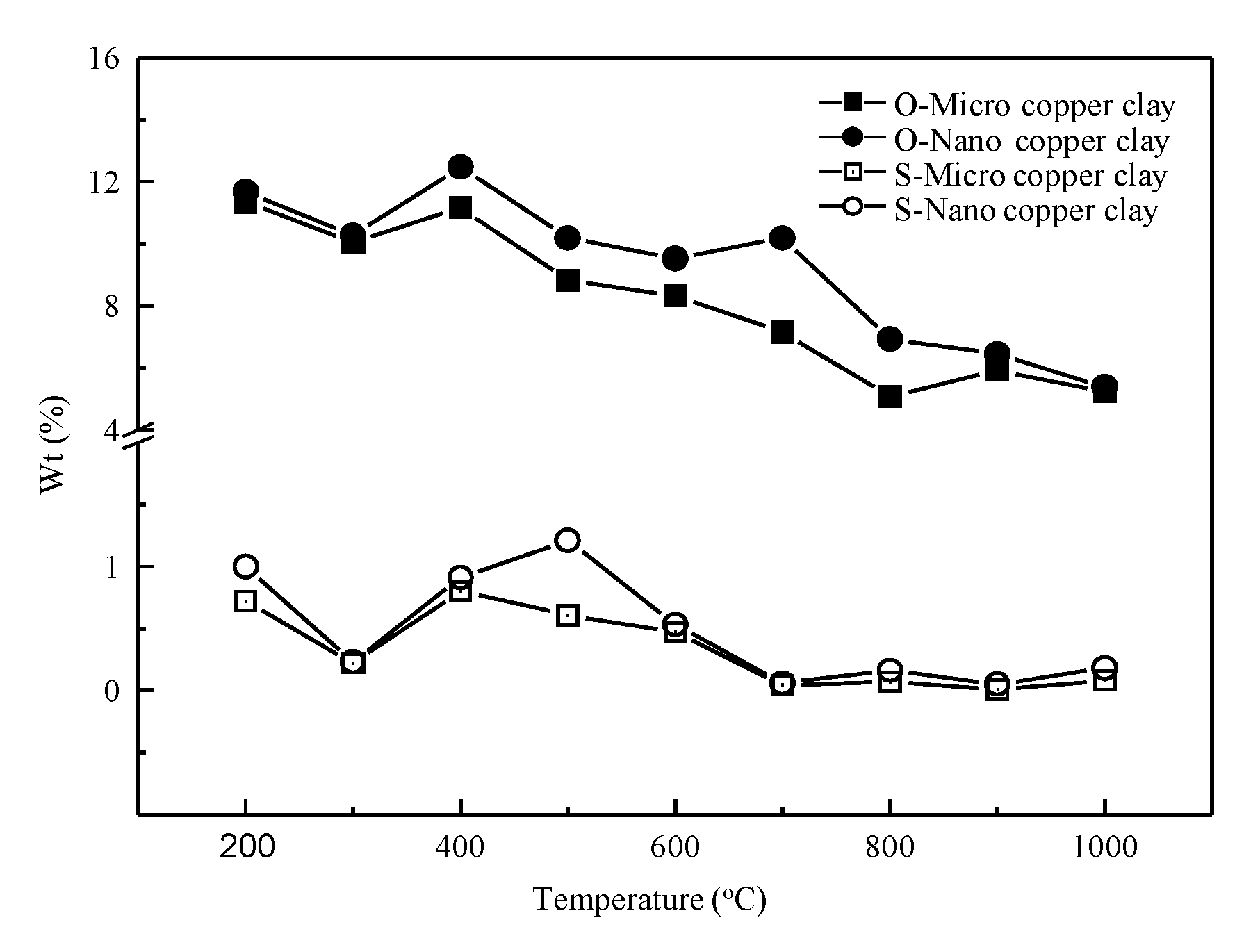
21], the chemical composition of copper clay fractures was also determined by SEM–EDS to clarify some artifacts in specimens. In
Figure 5, the percentage by weight of sulfur (S) and oxygen (O) in nano-copper clay is higher than micro-clay in every procedure performed. Consequently, oxidation might discourage the deformation of particles in the densification process [
7] and affect the hardness of copper clay. Therefore, micro-copper clay has better physical properties than nano-copper clay under the same firing temperatures.
3.3. Effect of Heating Rate
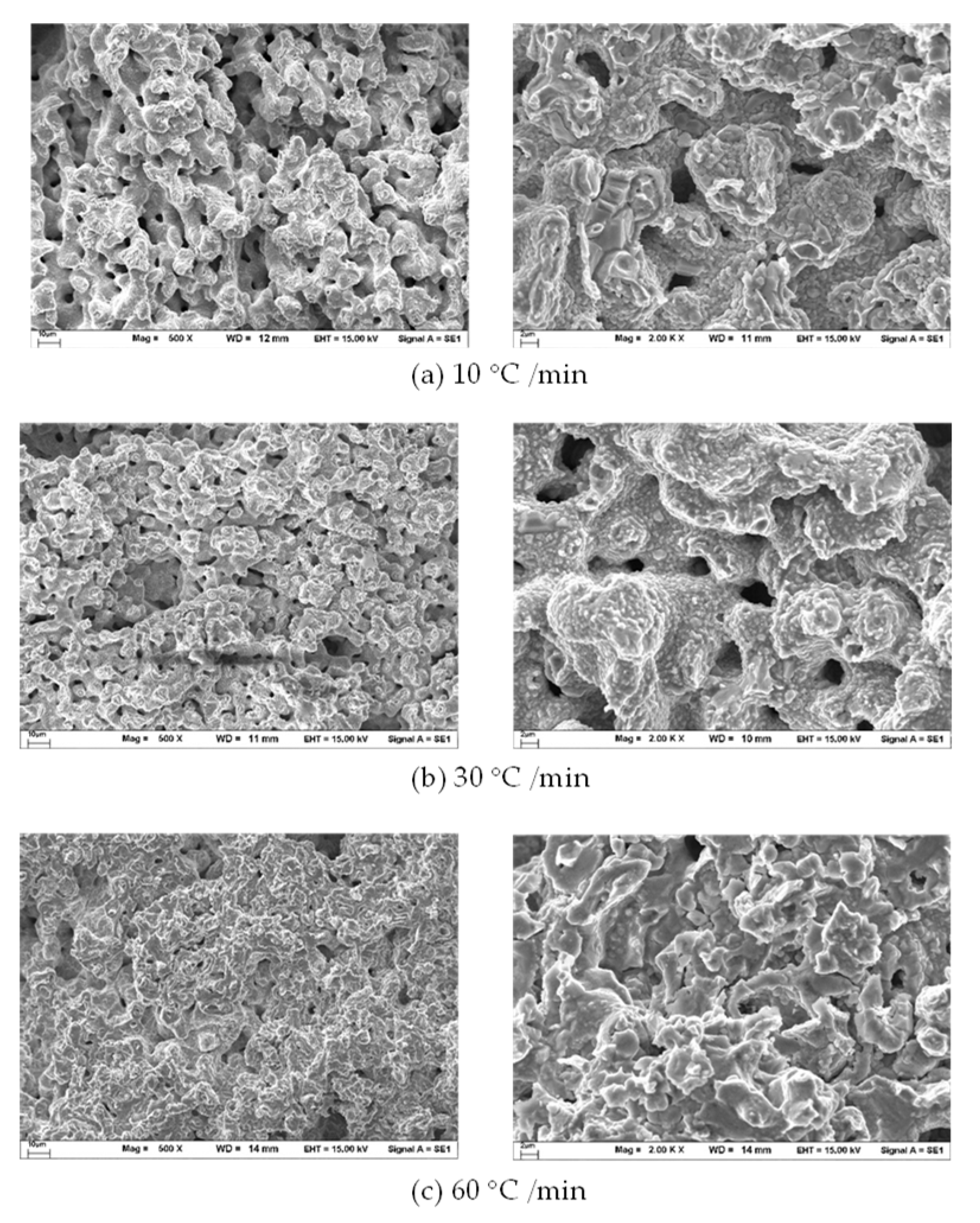
To investigate the effects of heating rate, different heating rates, including 10 °C/min, 30 °C/min, and 60 °C/min, were performed at the same heating temperatures and holding times. The SEM images of nano-copper clay in the micro-features of fired specimens changed with the varying heating rates, as shown in
Figure 6. When the heating rate increased from 10 to 30 °C/min, the microstructure decreased the densification with a few sintering necks. With another increase in the heating rate, up to 60 °C/min, the nano-copper particle sintered, and its effects became more pronounced on porosity and densification, indicating that the high heating rate could not provide sufficient time for improving the packing density and densification of the microstructure [
13,
17].
The SEM images of sintered micro-copper clay at different heating rates are shown in
Figure 7. The microstructure shows the sintered particles and grain growth where densification was more pronounced at the lowest heating rate (10 °C /min). On the other hand, the results showed that a high heating rate of 60 °C/min could not use the uniformization of grain growth because the process is quick to employ any densification. Therefore, both sintered nano- and micro-copper clays firing under a high heating rate have higher porosity and poor particle packing than low heating rates.
Comparing the SEM images of nano- and micro-copper clay at 10 °C/min (
Figure 6a and
Figure 7a) and 30 °C/min (
Figure 6b and
Figure 7b), there are a few different grain sizes in the sintered sample performing at these heating rates. On the other hand, the SEM images at the 60 °C/min heating rate showed dramatically different grain sizes (
Figure 6c and
Figure 7c). As for the results, it can be confirmed that the heating rate has a profound effect on the final grain grown compared to the starting particle size of both nano- and micro-copper clays. Thus, complete densification can be achieved with a low heating rate.
Figure 8a shows the volume shrinkage versus the heating rate operated on the sintered samples. Notably, the shrinkage rate depends on the copper clay’s heating rate and particle size as they increase, resulting in decreased shrinkage [
9,
22,
23]. Moreover, the lowest heating rate (10 °C/min) produced a higher shrinkage because the sample remained in the furnace and reached its isotherm temperature for a long time. The maximum shrinkage rate was observed at a low heating rate of 10 °C/min and low shrinkage with the increased heating rate. The samples sintered with heating rates of 10 and 30 °C/min yielded a relatively high density and hardness value compared with 60 °C/min, as shown in
Figure 8b,c.
By comparing the bulk density of sintered nano- and micro-copper clays fired at different heating rates (
Figure 8b), slow heating rates induce a high density. The bulk density of both clays fired at 10 °C/min was slightly better than 30 and 60 °C/min. Our results are supported by SEM micrographs of the fired nano- (
Figure 6) and micro-copper clays (
Figure 7). When the heating rate increased at a constant temperature, the porosity increased with the increase in the heating rate due to the sintering densification process [
24,
25]. Considering the heating rate at 60 °C/min (
Figure 6c and
Figure 7c), the fracture surface of the sintered nano-clay exhibited open pores, leading to the specimen’s relatively low density.
Figure 8c shows the hardness of the fired nano- and micro-copper clays, which decreases as the heating rate increases. The results correspond with the SEM images at high firing temperatures (
Figure 6 and
Figure 7). However, the pore size affects the bulk density and microhardness of the material. The largest pore was observed when the heating rate was 60 °C/min, correlating with the lowest hardness (
Figure 8). Consequently, the density and hardness of micro-copper clay were not significantly different. Nevertheless, the change in heating rate highly influences the size of nanoparticles than microparticles. In the case of nano-copper clay, the hardness is not affected after the heating rate changes from 10 to 30 °C/min. However, a dramatic change in hardness was observed when the heating rate reached 60 °C/min, corresponding to SEM micrographs (
Figure 6c). Since hardness is an important factor in jewelry products, we could conclude that the optimal heating rate for the nano- and micro-copper clays was 10 °C/min.
3.4. Effect of Holding Time
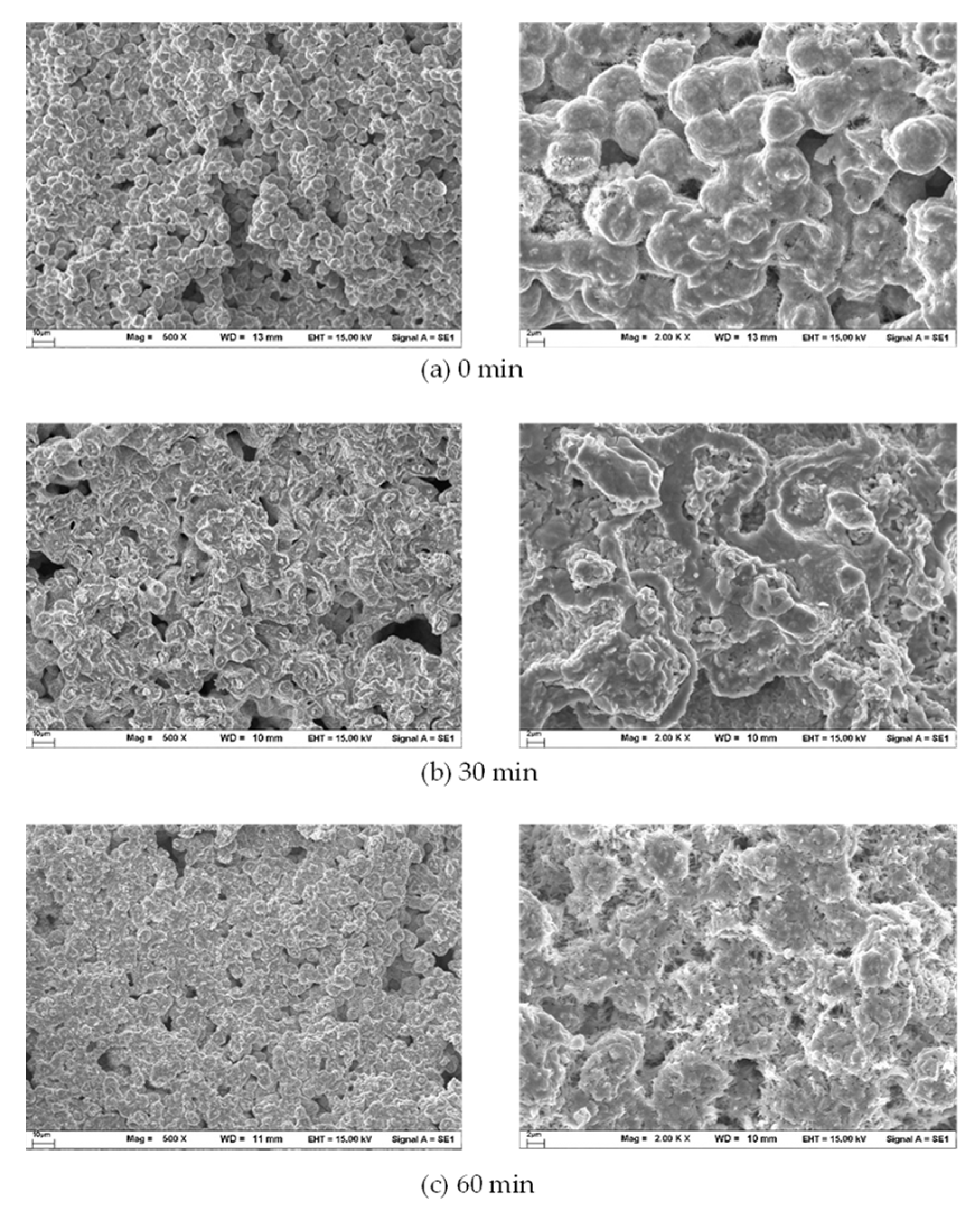
The effect of holding time was investigated by controlling the same heating temperatures and heating rates at 800 and 10 °C/min, respectively. The holding times were varied for 0, 30, and 60 min. As illustrated in
Figure 9 and
Figure 10, the extent of the holding time tends to improve the densification of both clays. In the case of the holding time at 0 min (
Figure 9a and
Figure 10a), the micro- and nanoparticles were sintered and grew to a bigger micron size; however, complete densification did not occur. When the holding time was set to 60 min (
Figure 9c and
Figure 10c), the SEM images of both nano- and micro-copper clays revealed grain growth in a uniformed micron structure with an even surface. Moreover, the obtained grain growth of micro-copper clay is smoother than nano-copper clay.
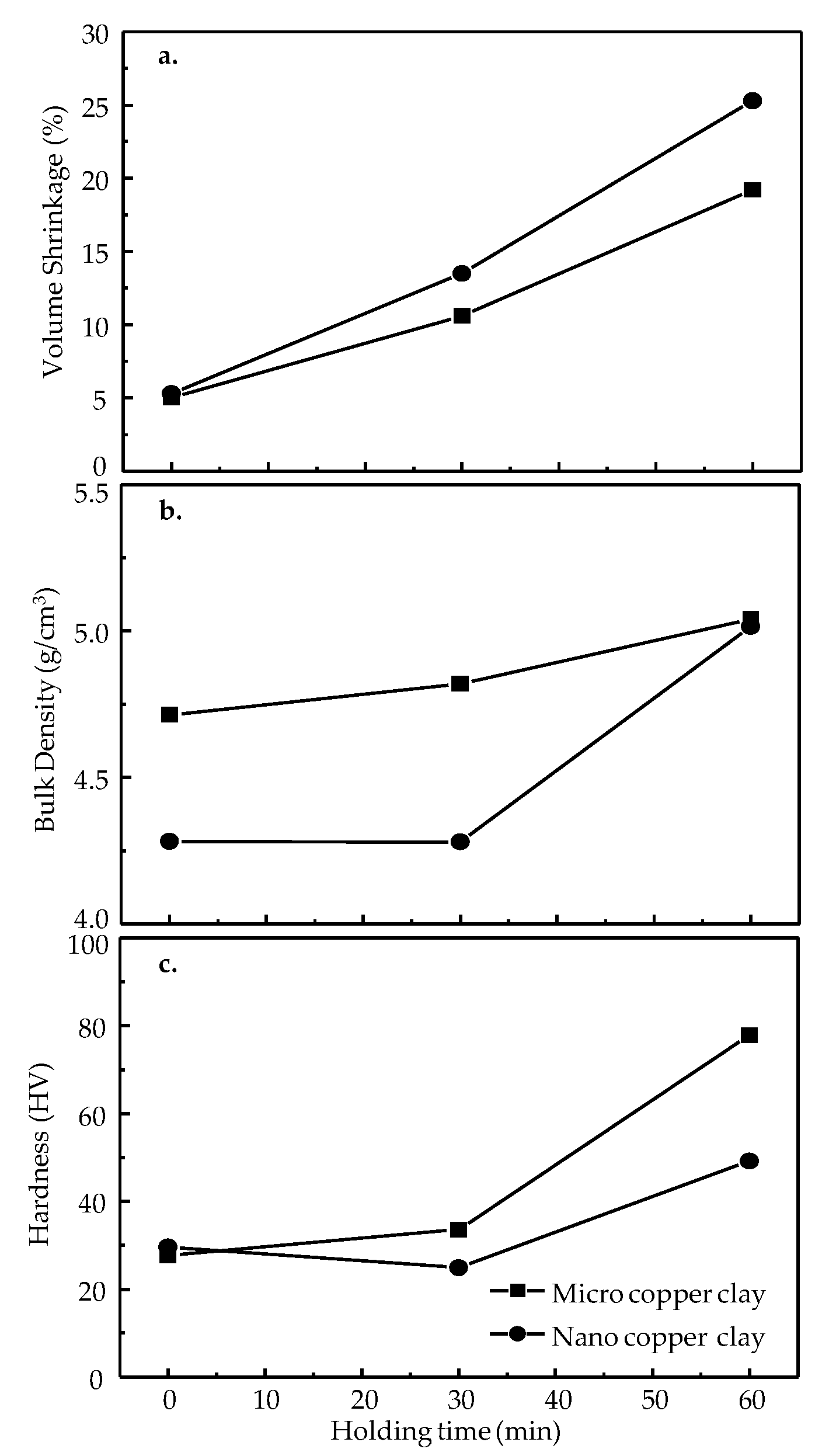
Figure 11a shows the extent of holding times, which increase the volume shrinkage in both nano- and micro-copper clays. At 0 min of holding time, nano- and micro-copper clays revealed similar volume shrinkage at about 5%. At 30 and 60 min of holding time, the volume shrinkage of the nano-copper clay was higher than micro-copper clay. These results may be due to the influence of particle size on the volume change. The decomposition of the binders and densification phenomena led to an increase in the volume shrinkage percentage. A long holding time is unnecessary for the sintering process in jewelry fabrication because of high volume shrinkage [
4], especially in the case of nano-copper clays. However, the hardness of the specimens must be considered in this application.
Figure 11b reveals the bulk density of nano- and micro-copper clays fired at different holding times. The extent of holding time tends to improve the density of the finished product of nano- and micro-copper clays. At the holding time of 0 min, the nano-copper clays revealed very low bulk density compared to the micro-copper clays. After the holding time increased to 30 min, the micro-copper clay showed an increase in density. The nano-copper clay revealed a slight decrease in the bulk density, likely due to the copper nanoparticles becoming necked and sintered after prolonging the holding time (
Figure 9). Since the number of open surface pores reflected the decline in density [
25,
26,
27], the density of the nano-copper clays was lower than that of the micro-clay when the holding time was extended to 30 min. After the holding time approached 60 min, the sintered copper microparticles of micro- and nano-copper clays were connected and obtained grain growth with a uniform micron structure and even surface. Although the bulk densities of both clays were almost equal at longer holding times, a longer holding time is necessary for the sintering process of jewelry fabrication by copper clay, especially for nano-copper clays. Therefore, in the case of jewelry fabrication, considering only volume shrinkage, density, and hardness of the final product is not enough.
Considering the relation between holding time and hardness of nano- and micro-copper clays in
Figure 11c, the hardness trend is similar to those of bulk density in
Figure 11b. However, micro-copper clay has a higher hardness than nano-copper clay. Herein, it is well known that hardness relates to the packing density of particles in their densification process [
4,
8]. Although the density of nano-copper clay is similar to micro-clay with an extended holding time of 60 min, the hardness of the micro-copper clay is higher than nano-copper clay at the same holding time of the firing process. The results corresponded to their SEM images (
Figure 2 and
Figure 3), in which the small nano-clay particles are more porous than micro-clay. The EDS results in
Figure 5 also pointed out that the nano-copper clay shows a high oxidation element. Nevertheless, a longer holding time is necessary to fire both copper clays, especially in jewelry applications. Although the longer the holding time revealed high shrinkage, it exposed better mechanical properties for jewelry wearing, such as hardness and density.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











