
A Theoretical and Experimental Investigation of High-Frequency Ultrasonic Vibration-Assisted Sculpturing of Optical Microstructures

Abstract
:Featured Application
Abstract
1. Introduction
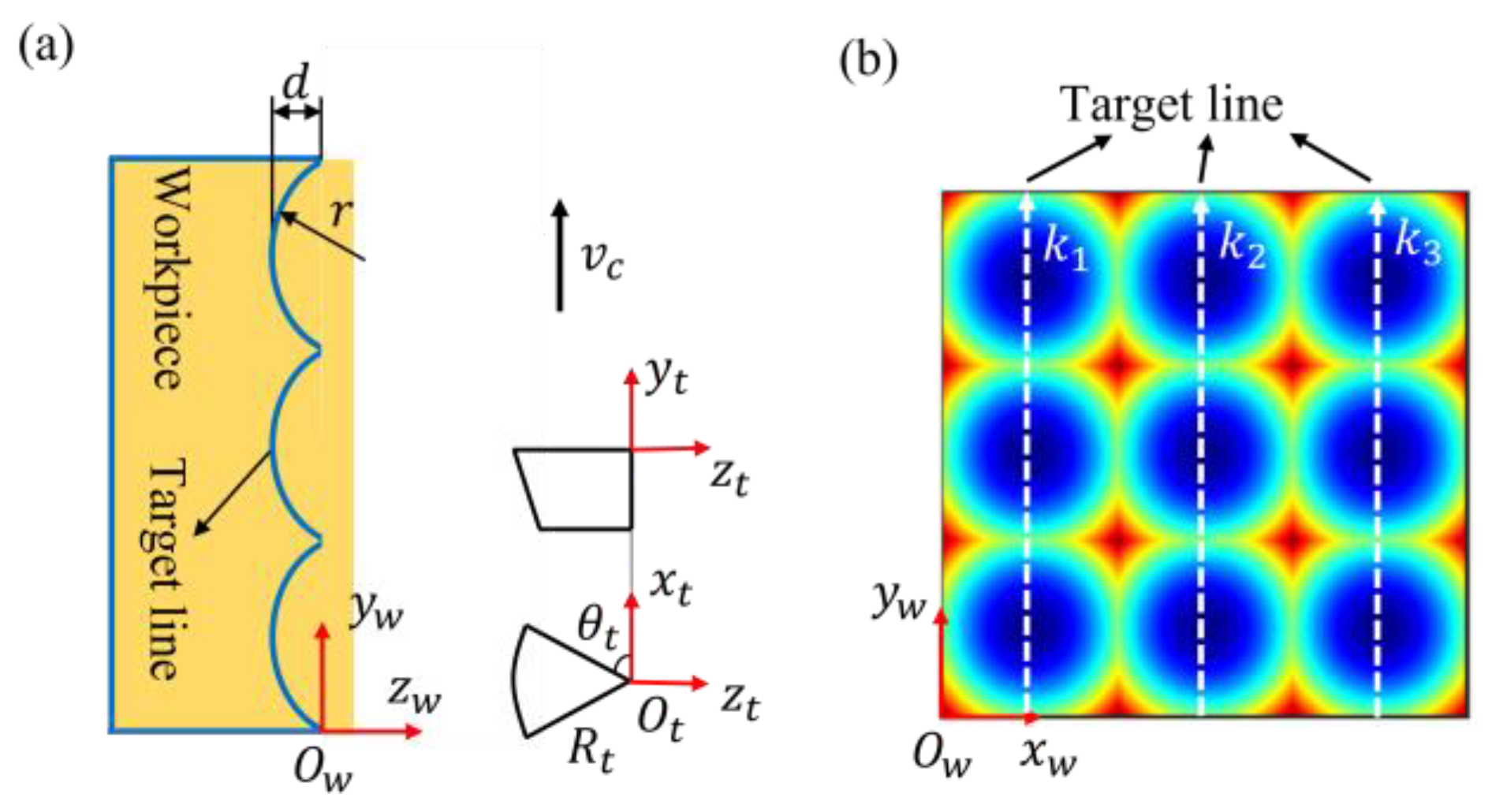
2. Principle and Theoretical Form Error of Ultrasonic Vibration-Assisted Sculpturing of Quadrilateral Microlens Array
2.1. Theoretical Form Error Induced by Overcut of Vibration in HFUVAS
2.2. Theoretical Form Error Caused by Overcut of Tool Edge in HFUVAS
3. Methods
3.1. Machining Parameters
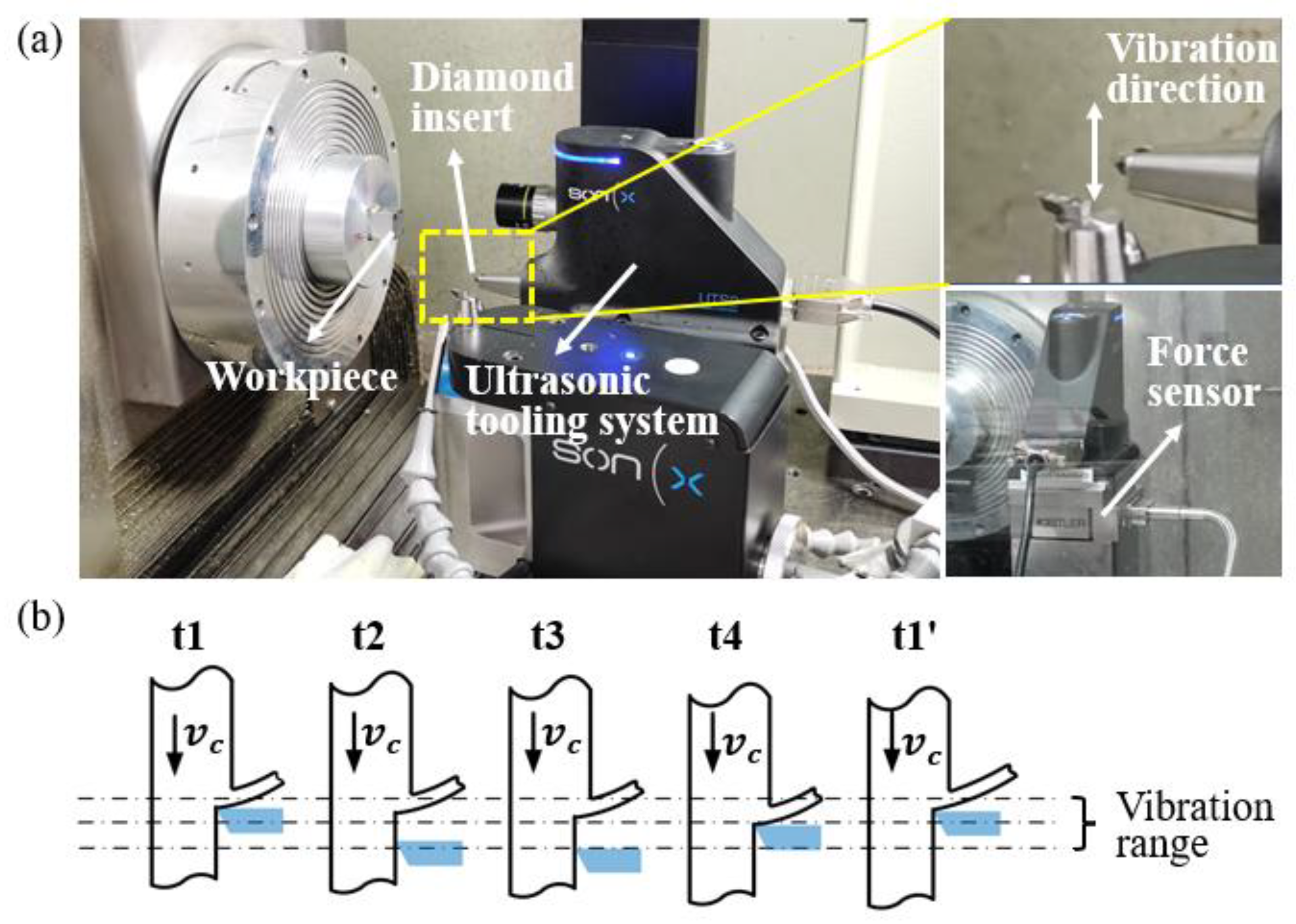
3.2. Experimental Setup
4. Results and Discussions
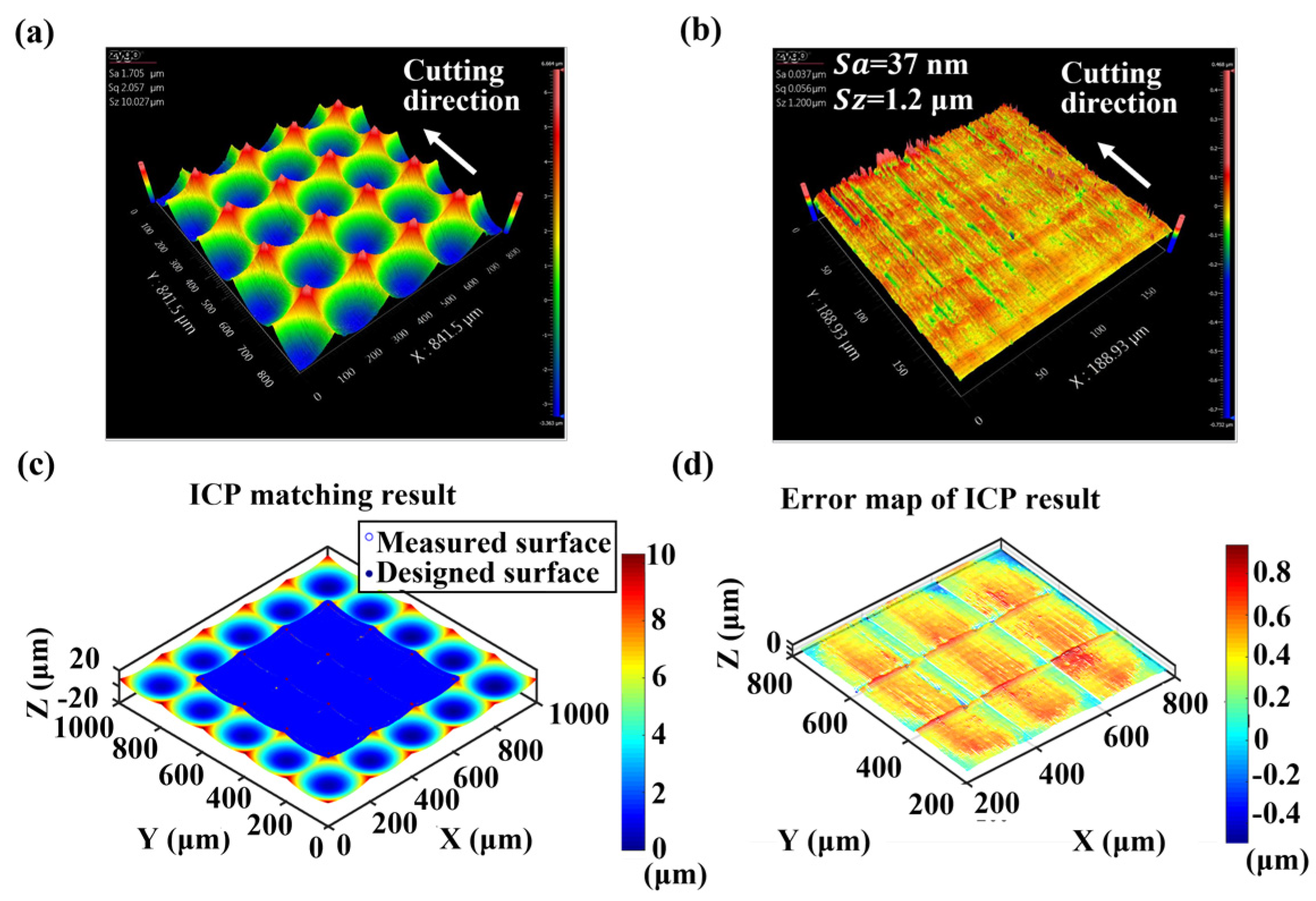
4.1. Form Accuracy Analysis of the Machined Microlens array
4.2. Surface Morphology Analysis of the Machined Microlens Array
4.3. Technical Feasibility Analysis on HFUVAS of Quadrilateral Microlens Array
5. Conclusions
- There is a theoretical form error between the designed microlens array and the machined microlens array in HFUVAS of microlens array due to overcutting the vibration and tool edge, which could increase with increasing lenslet depth or decreasing lenslet radius. As a result, this theoretical form error should be derived before machining to make sure that it is tolerable for ultraprecision machining.
- CS-produced microlens array with poor form accuracy and surface finish caused by the coupling effect of material adhesion and tool wear. HFUVAS could significantly improve the form accuracy and surface quality compared with CS, achieving sub-micrometer form accuracy and surface roughness in the nanometer range due to the reduction of material adhesion and tool wear. This makes HFUVAS technically feasible in the effective fabrication of quadrilateral microlens arrays with sharp edges on steel for optical mold application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Fang, F.Z.; Zhang, X.D.; Hu, X.T. Cylindrical coordinate machining of optical freeform surfaces. Opt. Express 2008, 16, 7323–7329. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; To, S. Adaptive tool servo diamond turning for enhancing machining efficiency and surface quality of freeform optics. Opt. Express 2015, 23, 20234–20248. [Google Scholar] [CrossRef] [PubMed]
- Kong, L.B.; Cheung, C.F.; To, S.; Lee, W.B. An investigation into surface generation in ultra-precision raster milling. J. Mater. Process. Technol. 2009, 209, 4178–4185. [Google Scholar] [CrossRef]
- Paul, E.; Evans Chris, J.; Mangamelli, A.; McGlauflin, M.L.; Polvani, R.S. Chemical aspects of tool wear in single point diamond turning. Precis. Eng. 1996, 18, 4–19. [Google Scholar] [CrossRef]
- Shamoto, E.; Moriwaki, T. Ultaprecision Diamond Cutting of Hardened Steel by Applying Elliptical Vibration Cutting. CIRP Ann. Manuf. Technol. 1999, 48, 441–444. [Google Scholar] [CrossRef]
- Suzuki, N.; Haritani, M.; Yang, J.; Hino, R.; Shamoto, E. Elliptical Vibration Cutting of Tungsten Alloy Molds for Optical Glass Parts. CIRP Ann. Manuf. Technol. 2007, 56, 127–130. [Google Scholar] [CrossRef]
- Zhang, X.; Senthil Kumar, A.; Rahman, M.; Nath, C.; Liu, K. Experimental study on ultrasonic elliptical vibration cutting of hardened steel using PCD tools. J. Mater. Process. Technol. 2011, 211, 1701–1709. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shamoto, E. Ultraprecision Diamond Turning of Stainless Steel by Applying Ultrasonic Vibration. CIRP Ann-Manuf. Technol. 1991, 40, 559–562. [Google Scholar] [CrossRef]
- Suzuki, N.; Yokoi, H.; Shamoto, E. Micro/nano sculpturing of hardened steel by controlling vibration amplitude in elliptical vibration cutting. Precis. Eng. 2011, 35, 44–50. [Google Scholar] [CrossRef]
- Zhang, J.; Suzuki, N.; Wang, Y.; Shamoto, E. Ultra-precision nano-structure fabrication by amplitude control sculpturing method in elliptical vibration cutting. Precis. Eng. 2015, 39, 86–99. [Google Scholar] [CrossRef]
- Zhou, X.; Zuo, C.; Liu, Q.; Lin, J. Surface generation of freeform surfaces in diamond turning by applying double-frequency elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 104, 45–57. [Google Scholar] [CrossRef]
- Yuan, Y.; Zhang, D.; Jing, X.; Ehmann, K.F. Freeform surface fabrication on hardened steel by double frequency vibration cutting. J. Mater. Process. Technol. 2020, 275, 116369. [Google Scholar] [CrossRef]
- Kurniawan, R.; Kiswanto, G.; Ko, T.J. Surface roughness of two-frequency elliptical vibration texturing (TFEVT) method for micro-dimple pattern process. Int. J. Mach. Tools Manuf. 2017, 116, 77–95. [Google Scholar] [CrossRef]
- Xing, Y.; Li, C.; Liu, Y.; Yang, C.; Xue, C. Fabrication of high-precision freeform surface on die steel by ultrasonic-assisted slow tool servo. Opt. Express 2021, 29, 3708–3723. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Hashimoto, T.; Yan, J. Machinability exploration for high-entropy alloy FeCrCoMnNi by ultrasonic vibration-assisted diamond turning. CIRP Ann. Manuf. Technol. 2021, 70, 37–40. [Google Scholar] [CrossRef]
- Mukaida, M.; Yan, J. Fabrication of Hexagonal Microlens Arrays on Single-Crystal Silicon Using the Tool-Servo Driven Segment Turning Method. Micromachines 2017, 8, 323. [Google Scholar] [CrossRef] [Green Version]
- Yuan, W.; Cheung, C.F. Theoretical and experimental investigation of the tool indentation effect in ultra-precision tool- servo-based diamond cutting of optical microstructured surfaces. Opt. Express 2021, 29, 39284–39303. [Google Scholar] [CrossRef]
- Li, L.; Yang, G.; Lee, W.B.; Ng, M.C.; Chan, K.L. Carbide-bonded graphene-based Joule heating for embossing fine microstructures on optical glass. Appl. Surf. Sci. 2020, 500, 144004. [Google Scholar] [CrossRef]
- Chi, Y.; Dai, W.; Lu, Z.; Wang, M.; Zhao, Y. Real-Time Estimation for Cutting Tool Wear Based on Modal Analysis of Monitored Signals. Appl. Sci. 2018, 8, 708. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.-C.; Wu, K.-D.; Shih, W.-C.; Hsu, P.-K.; Hung, J.-P. Prediction of Surface Roughness Based on Cutting Parameters and Machining Vibration in End Milling Using Regression Method and Artificial Neural Network. Appl. Sci. 2020, 10, 3941. [Google Scholar] [CrossRef]
- Zhu, W.-L.; Duan, F.; Zhang, X.; Zhu, Z.; Ju, B.-F. A new diamond machining approach for extendable fabrication of micro-freeform lens array. Int. J. Mach. Tools Manuf. 2018, 124, 134–148. [Google Scholar] [CrossRef]
- Gaidys, R.; Dambon, O.; Ostasevicius, V.; Dicke, C.; Narijauskaite, B. Ultrasonic tooling system design and development for single point diamond turning (SPDT) of ferrous metals. Int. J. Adv. Manuf. Technol. 2017, 93, 2841–2854. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameters | CS | HFUVAS |
|---|---|---|
| Diamond tool | 1 mm tool nose radius, 0° rake angle, 15° clearance angle, 50 nm tool edge radius, less than 0.25 μm arc waviness | |
| Workpiece material | Mirrax 40 steel | |
| Depth of cut (μm) | 5, 3, 2, 1 | |
| Nominal cutting speed (mm/min) | 100 | |
| Tool path generation | Segment cutting with smooth tool path | |
| Lubricant | Coolant (Clairsol 330/odourless kerosene, MQL) | |
| Vibration frequency (kHz) | No | 104 |
| Vibration amplitude (μm) | No | 0.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Cheung, C.-F.; Liang, X.; Bulla, B. A Theoretical and Experimental Investigation of High-Frequency Ultrasonic Vibration-Assisted Sculpturing of Optical Microstructures. Appl. Sci. 2022, 12, 10937. https://doi.org/10.3390/app122110937
Zhang C, Cheung C-F, Liang X, Bulla B. A Theoretical and Experimental Investigation of High-Frequency Ultrasonic Vibration-Assisted Sculpturing of Optical Microstructures. Applied Sciences. 2022; 12(21):10937. https://doi.org/10.3390/app122110937
Chicago/Turabian StyleZhang, Canbin, Chi-Fai Cheung, Xiaoliang Liang, and Benjamin Bulla. 2022. "A Theoretical and Experimental Investigation of High-Frequency Ultrasonic Vibration-Assisted Sculpturing of Optical Microstructures" Applied Sciences 12, no. 21: 10937. https://doi.org/10.3390/app122110937