
Solid-State Rotary Friction-Welded Tungsten and Mild Steel Joints
 , ,
, , 
Abstract
:1. Introduction
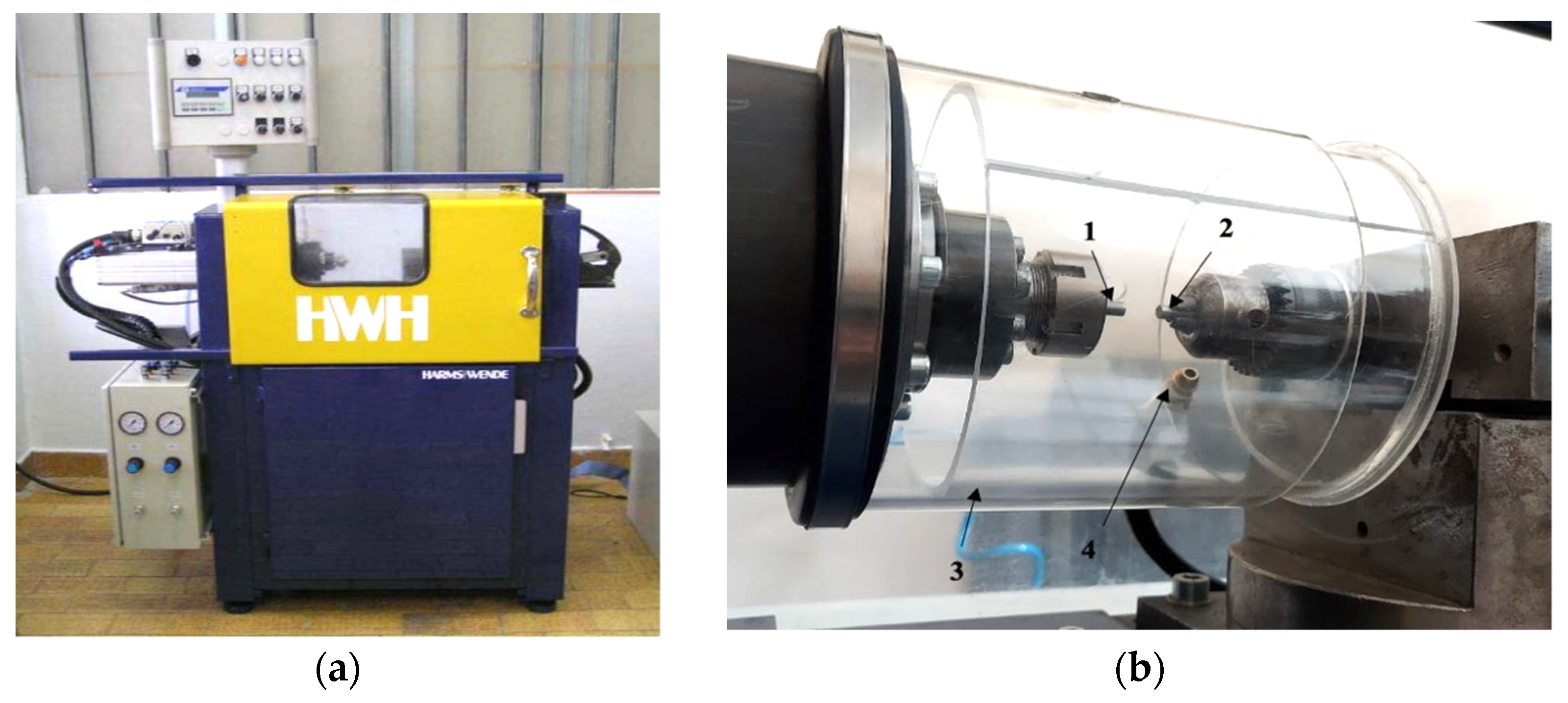
2. Materials and Methods
3. Results and Discussion
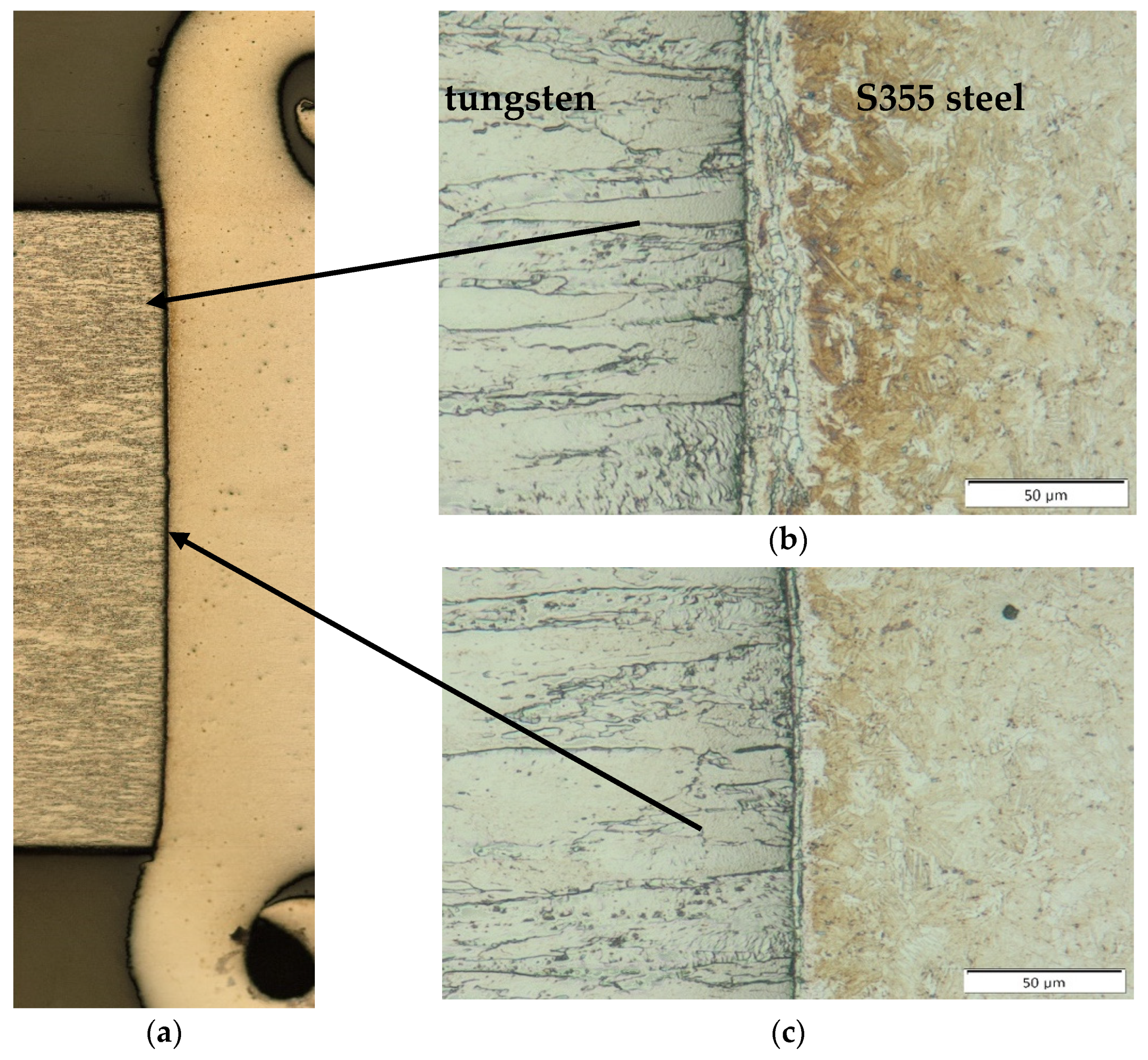
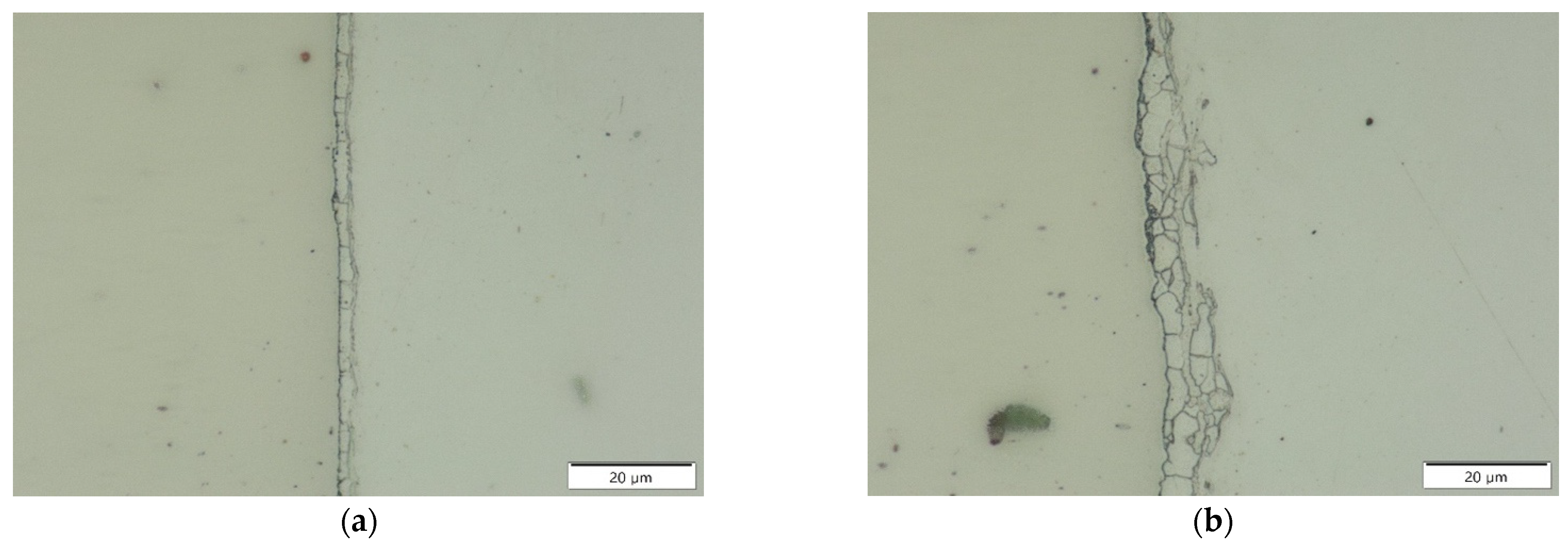
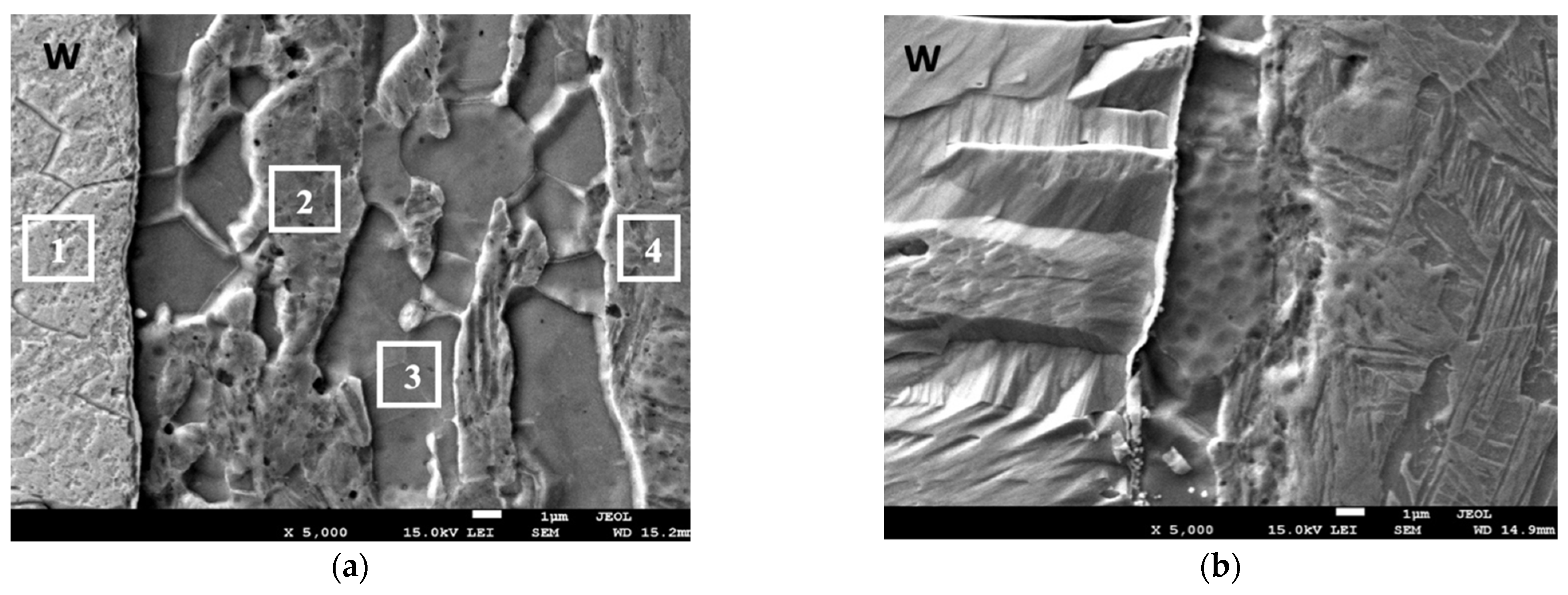
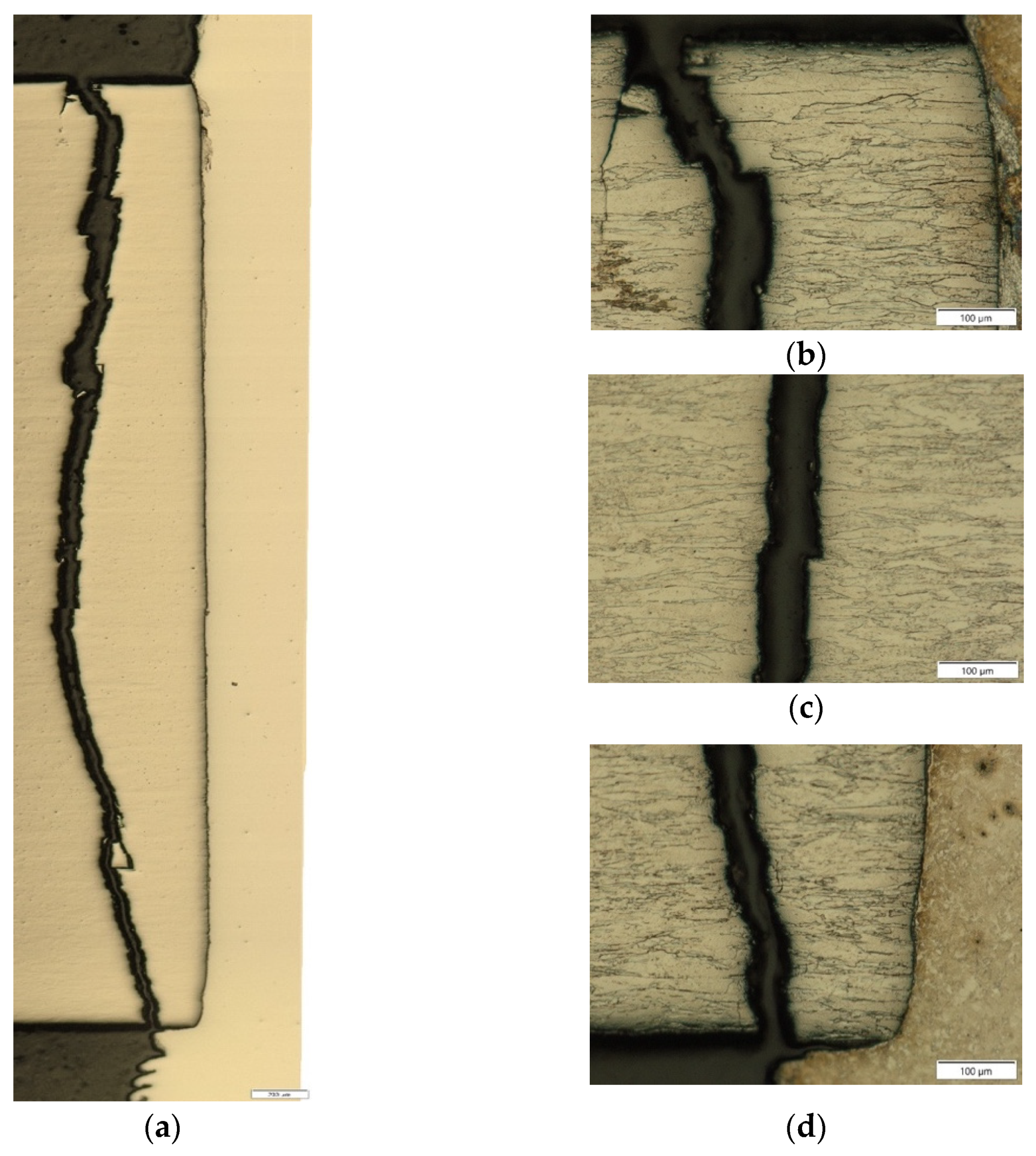
3.1. Observations of the Joint’s Microstructure
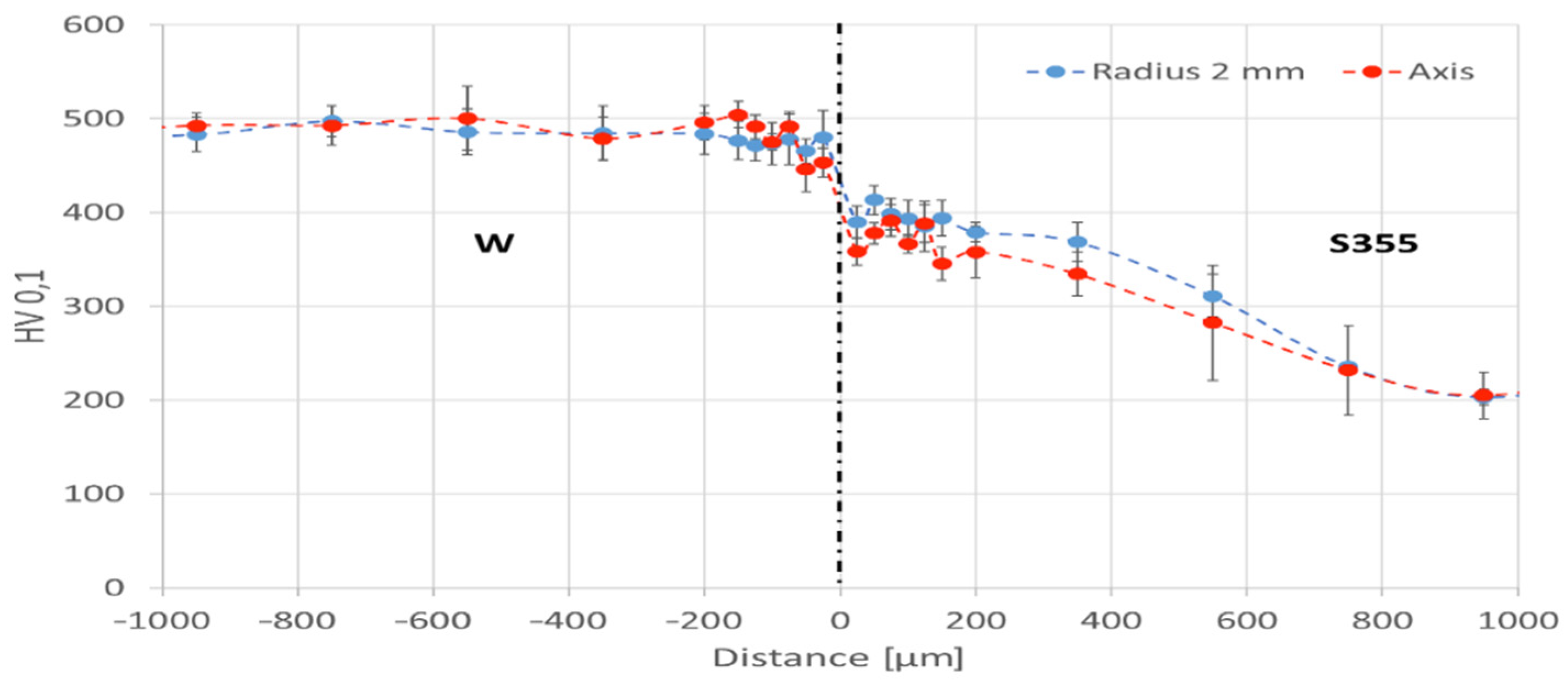
3.2. Hardness Distribution
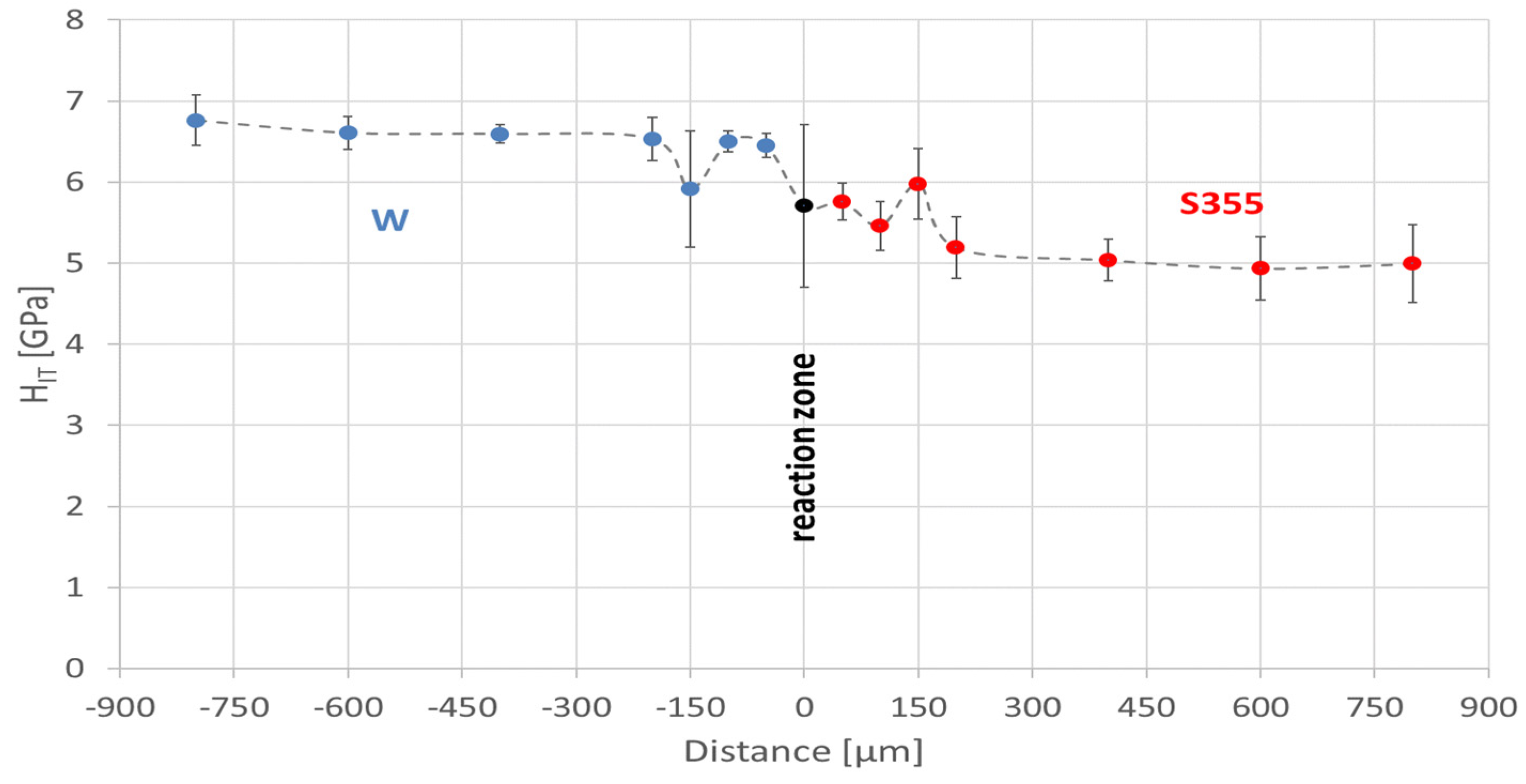
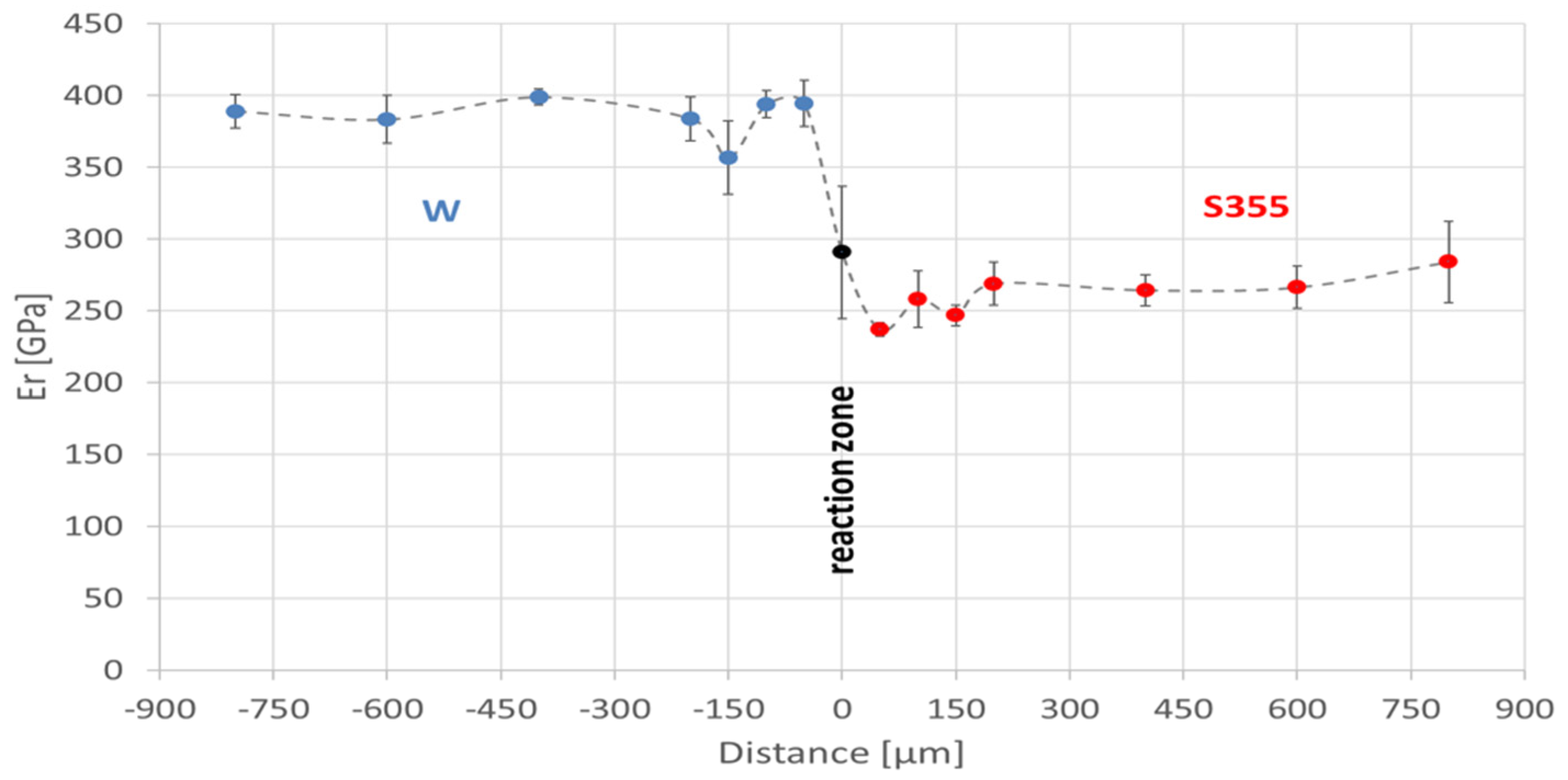
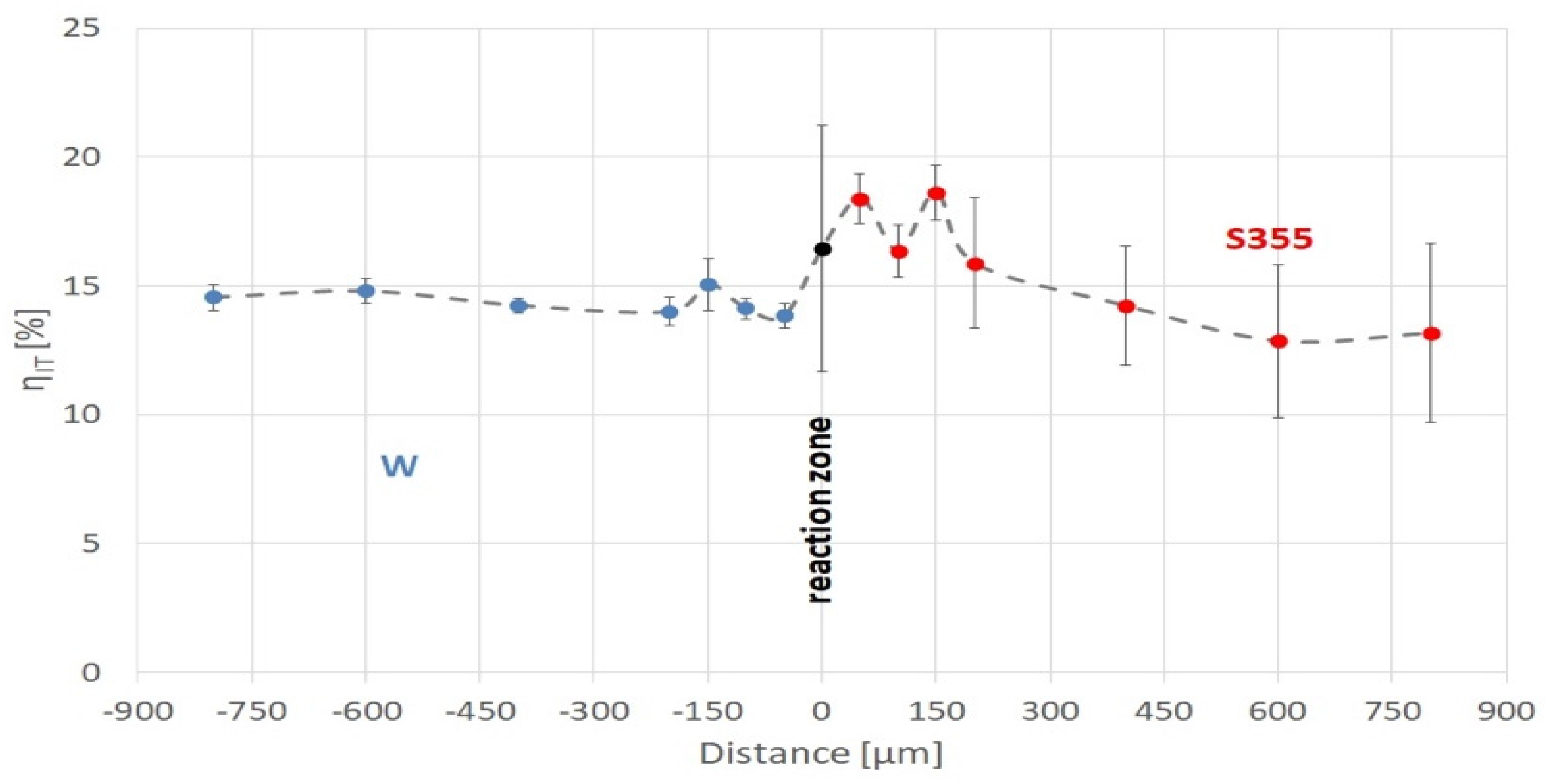
3.3. Instrumented Indentation Test
3.4. Tensile Strength of Welded Joints
4. Conclusions
- Friction welding of tungsten to S355 steel was successfully carried out directly and without any heat treatment under a shielding gas atmosphere. The maximum friction-welded joint strength of 330 MPa is about 30% of the tungsten base material. The average value of the strength of the joint was significantly lower than the nominal values characteristic for tungsten.
- In the structure of the joint on the tungsten side, no instances of changes that could be responsible for this weakening were observed. The reason may be the high level of residual stresses inherent in tungsten and iron alloy joints.
- The microstructure of friction welds consisted of fine equiaxed grains due to dynamic recrystallization. Moreover, plastic deformation in the direction of the flash is visible mainly on the steel side.
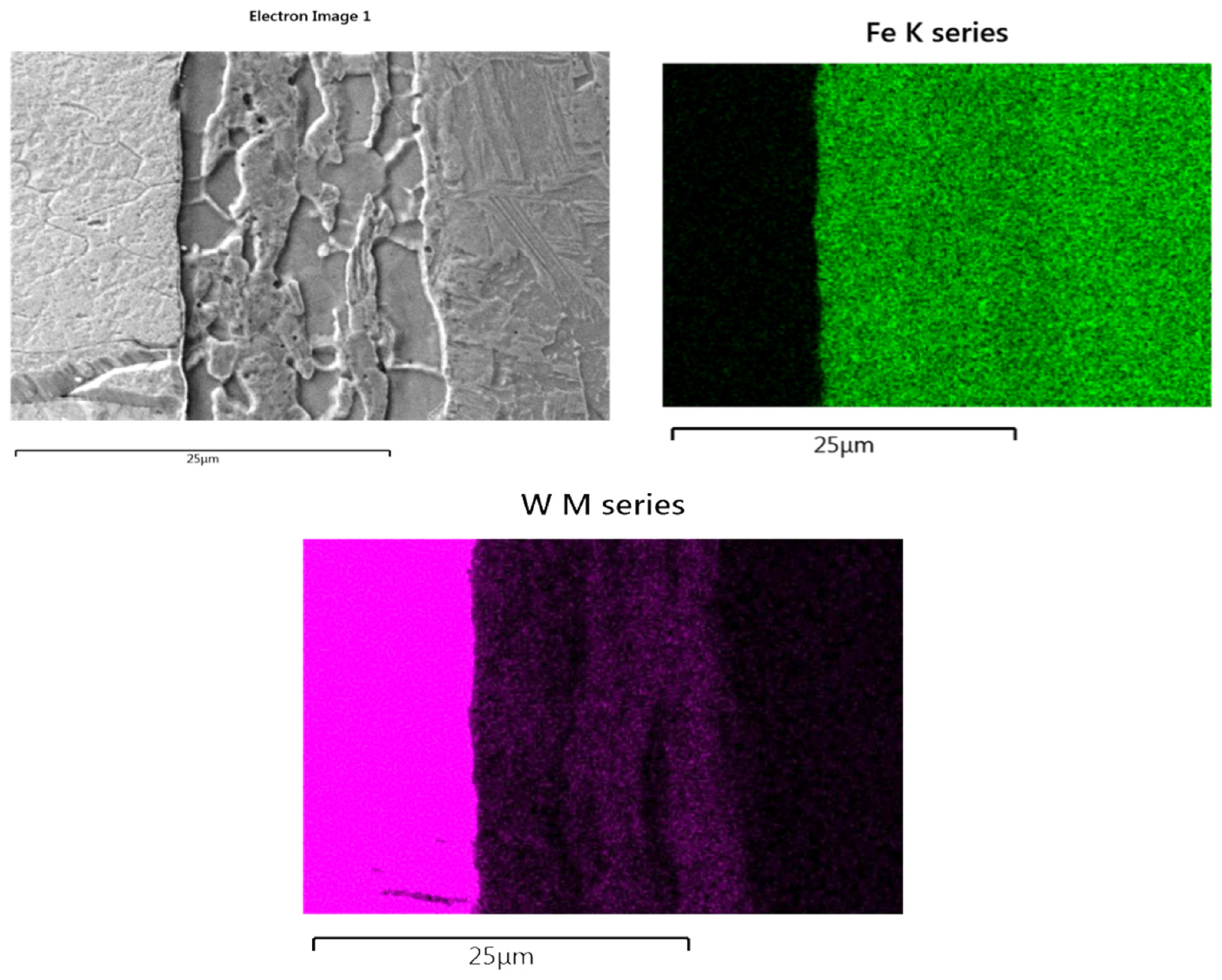
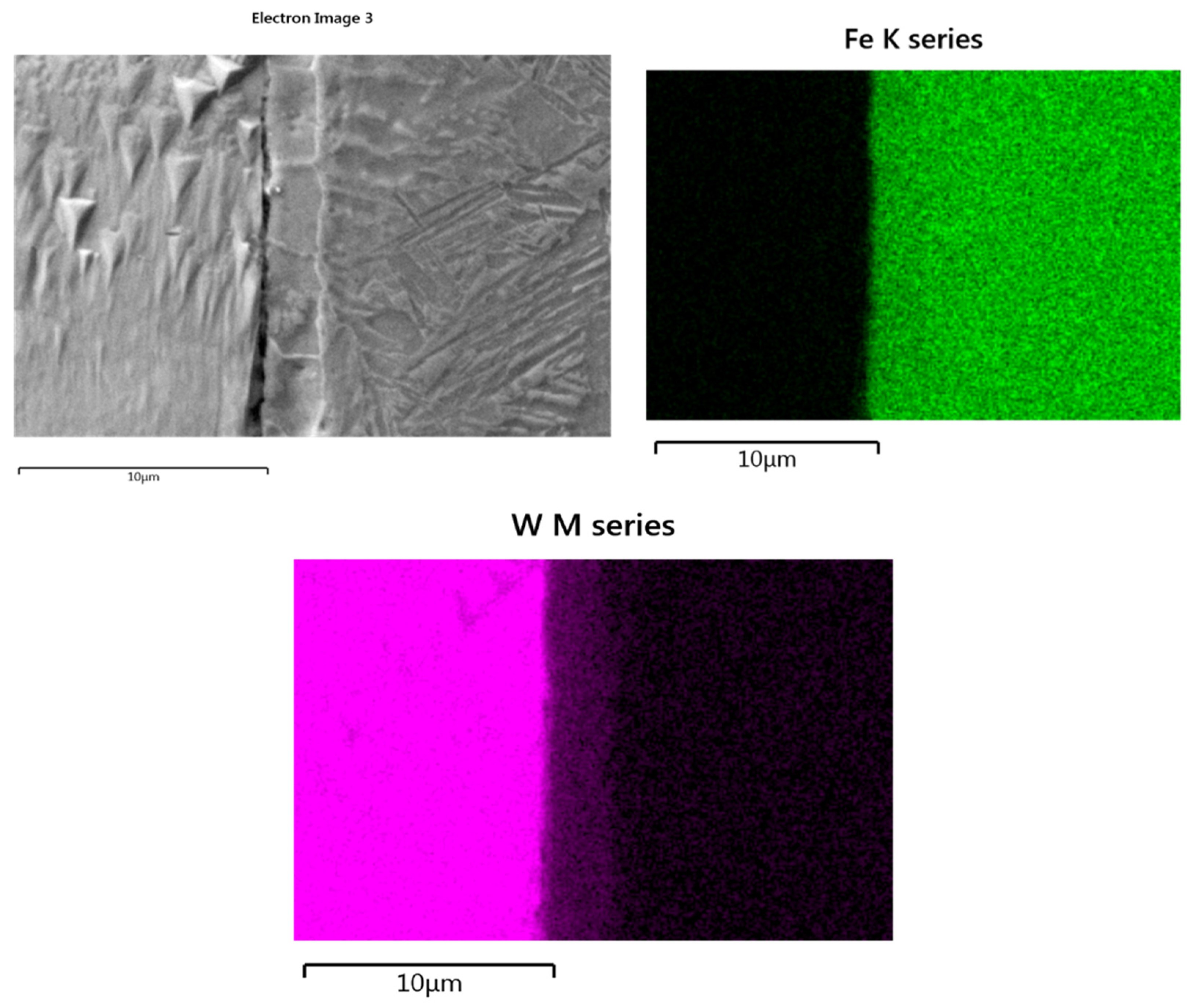
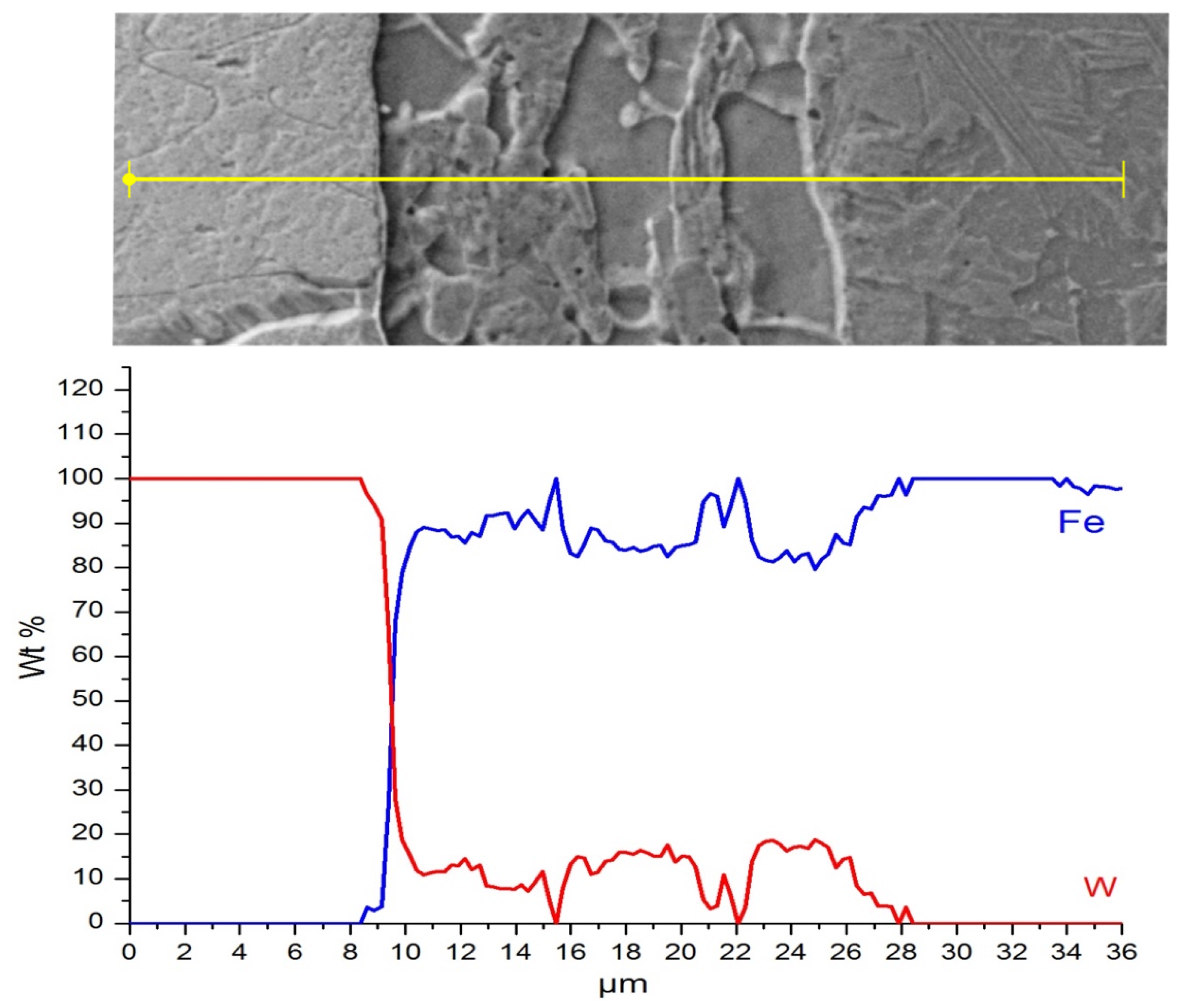
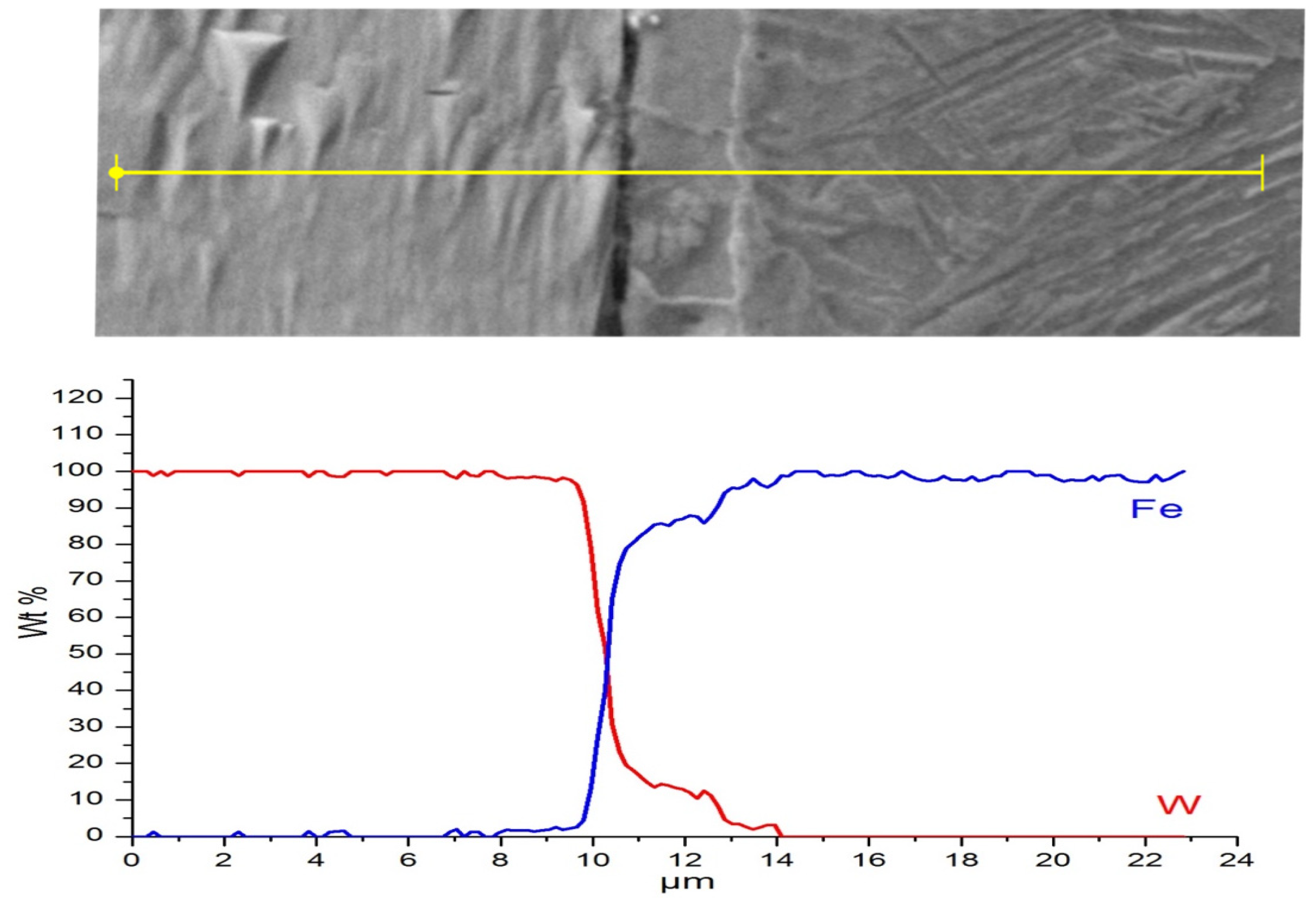
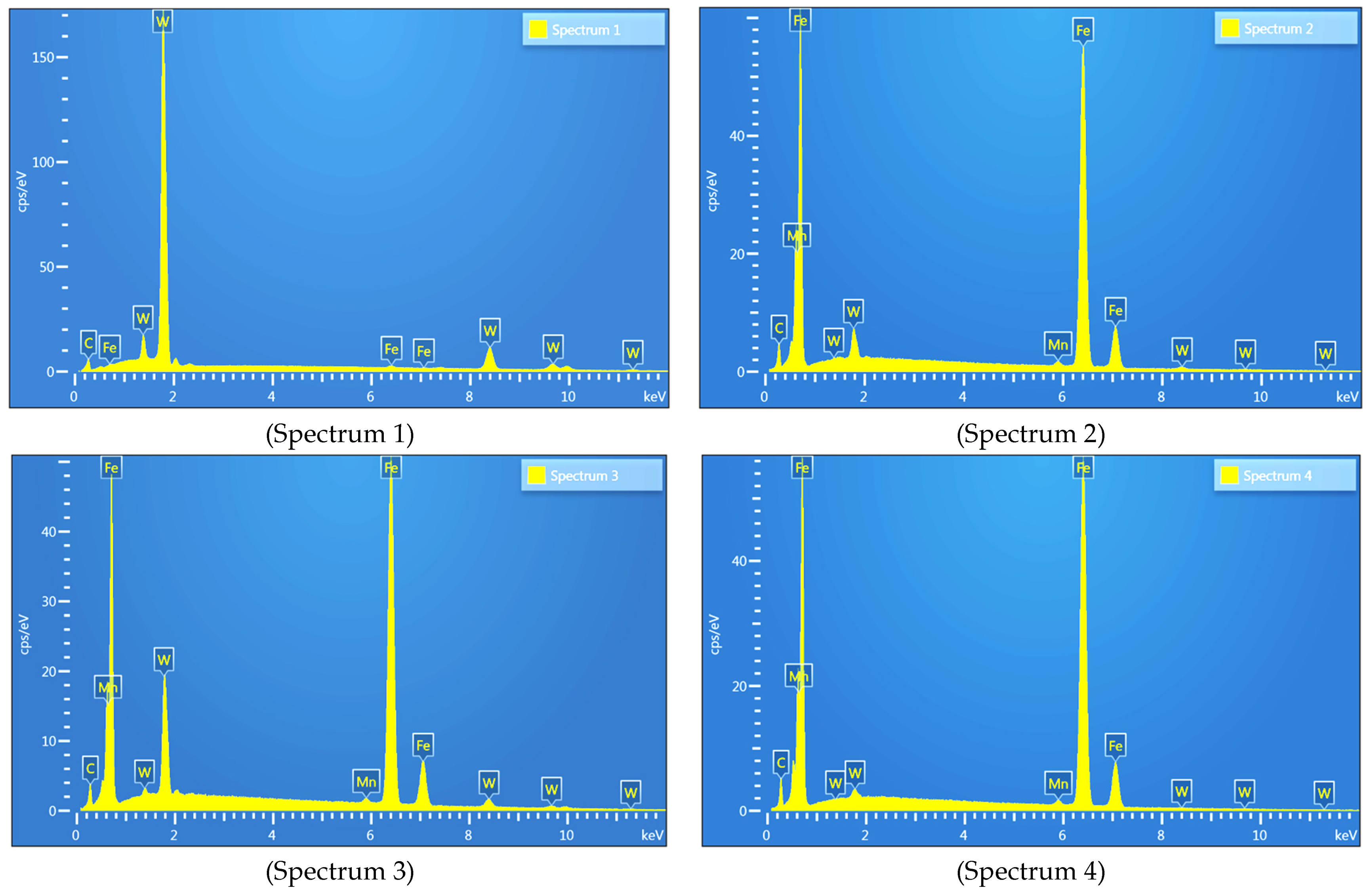
- EDS-SEM maps and scan line analyses across the interface did not confirm the diffusion of tungsten to the iron alloy side. However, the EDS-SEM point analysis indicated a slight amount of tungsten in the Fe matrix close to the interface.
- On the basis of EDS and fracture observation, it can be concluded that the nature of friction welding of dissimilar joint is non-equilibrium based on deep plastic deformation without visible diffusive processes in the interface zone.
- The phase boundary of W–steel is not the weakest element of the joint; fractures during the tensile test propagated through tungsten grains close to the interface.
- The tungsten was weakened by the welding process close to the W–steel interface.
Author Contributions
Funding
Conflicts of Interest
References
- Tzeng, C.J.; Yang, Y.K.; Hsieh, M.H.; Jeng, M.C. Optimization of Wire Electrical Discharge Machining of Pure Tungsten Using Neural Network and Response Surface Methodologyg. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 841. [Google Scholar] [CrossRef]
- Gulbinowicz, Z.; Swiercz, R.; Oniszczuk-Swiercz, D. Influence of Electrical Parameters in Electro Discharge Machining of Tungsten Heavy Alloys on Surface Texture Properties. AIP Conf. Proc. 2018, 2017, 020007. [Google Scholar]
- Jamrozik, W.; Górka, J.; Kik, T. Temperature-Based Prediction of Joint Hardness in TIG Welding of Inconel 600, 625 and 718 Nickel Superalloys. Materials 2021, 14, 442. [Google Scholar] [CrossRef] [PubMed]
- Giri, A.; Pandey, C.; Mahapatra, M.M. Achieving Optimized Tungsten Inert Gas Butt Welding Conditions of Thin Cold Rolled Steel Sheets by Response Surface Methodology and Artificial Neural Networks. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2018, 232, 459–470. [Google Scholar] [CrossRef]
- Skowrońska, B.; Szulc, J.; Bober, M.; Baranowski, M.; Chmielewski, T. Selected Properties of RAMOR 500 Steel Welded Joints by Hybrid PTA-MAG. J. Adv. Join. Process. 2022, 5, 100111. [Google Scholar] [CrossRef]
- Skoczylas, P.; Goroch, O.; Gulbinowicz, Z.; Penkul, A. The Effect of Cold Swaging of Tungsten Heavy Alloy with the Composition W91-6Ni-3Co on the Mechanical Properties. Materials 2021, 14, 7300. [Google Scholar] [CrossRef]
- Bachurina, D.; Suchkov, A.; Kalin, B.; Sevriukov, O.; Fedotov, I.; Dzhumaev, P.; Ivannikov, A.; Leont’eva-Smirnova, M.; Mozhanov, E. Joining of Tungsten with Low-Activation Ferritic–Martensitic Steel and Vanadium Alloys for Demo Reactor. Nucl. Mater. Energy 2018, 15, 135–142. [Google Scholar] [CrossRef]
- Bachurina, D.; Vorkel, V.; Suchkov, A.; Gurova, J.; Ivannikov, A.; Penyaz, M.; Fedotov, I.; Sevryukov, O.; Kalin, B. Overview of the Mechanical Properties of Tungsten/Steel Brazed Joints for the Demo Fusion Reactor. Metals 2021, 11, 209. [Google Scholar] [CrossRef]
- Winiczenko, R.; Goroch, O.; Krzyńska, A.; Kaczorowski, M. Friction Welding of Tungsten Heavy Alloy with Aluminium Alloy. J. Mater. Process. Technol. 2017, 246, 42–45. [Google Scholar] [CrossRef]
- Scapin, M. Mechanical Characterization and Modeling of the Heavy Tungsten Alloy IT180. Int. J. Refract. Met. Hard Mater. 2015, 50, 258–268. [Google Scholar] [CrossRef]
- Kruszewski, M.J.; Ciupiński, Ł.; Rosiński, M.; Michalski, A.; Kurzydłowski, K.J. Pulse Plasma Sintering of a Tungsten/Steel Divertor Module. Fusion Eng. Des. 2013, 88, 2573–2576. [Google Scholar] [CrossRef]
- Bachurina, D.; Suchkov, A.; Filimonov, A.; Fedotov, I.; Savelyev, M.; Sevryukov, O.; Kalin, B. High-Temperature Brazing of Tungsten with Steel by Cu-Based Ribbon Brazing Alloys for DEMO. Fusion Eng. Des. 2019, 146, 1343–1346. [Google Scholar] [CrossRef]
- Ambroziak, A. Friction Welding of Titanium-Tungsten Pseudoalloy Joints. J. Alloys Compd. 2010, 506, 761–765. [Google Scholar] [CrossRef]
- Włosiński, W.K. The Joining of Advanced Materials; Oficyna Wydawnicza Politechniki Warszawskiej: Murzasichle, Poland, 1999. [Google Scholar]
- Krajewski, A. Joining of Si3N4 to Wear-Resistant Steel by Direct Diffusion Bonding. J. Mater. Processing Technol. 1995, 54, 103–108. [Google Scholar] [CrossRef]
- Senkara, J.; Włosinski, W.K. Surface Phenomena at the Interfaces of the Tungsten-Liquid Cu-Sb Alloy System. J. Mater. Sci. 1985, 20, 3597–3604. [Google Scholar] [CrossRef]
- Golański, D.A.; Grześ, J. The Numerical Analysis of Residual Stresses in Surface Layers Deposited by Brush-Plating Method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 429–437. [Google Scholar] [CrossRef]
- Mirski, Z.; Piwowarczyk, T. Analysis of Adhesive Properties of B2 Hardmetal Surface. Arch. Civ. Mech. Eng. 2009, 9, 93–104. [Google Scholar] [CrossRef]
- Mirski, Z.; Rózański, M. Diffusion Brazing of Titanium Aluminide Alloy Based on TiAl (γ). Arch. Civ. Mech. Eng. 2013, 13, 415–421. [Google Scholar] [CrossRef]
- Krajewski, A.; Klekot, G.; Cybulak, M.; Kołodziejczak, P. A Novel Method of Supporting the Laser Welding Process with Mechanical Acoustic Vibrations. Materials 2020, 13, 4179. [Google Scholar] [CrossRef]
- Janeczek, A.; Tomków, J.; Fydrych, D. The Influence of Tool Shape and Process Parameters on the Mechanical Properties of Aw-3004 Aluminium Alloy Friction Stir Welded Joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Khan, Z.A.; Badruddin, I.A.; Kamangar, S.; Maqbool, A. Improvement in Joint Efficiency with High Productivity and Narrow Weld Formation in Friction Stir Welding. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 383–393. [Google Scholar] [CrossRef]
- Nu, H.T.M.; Loc, N.H.; Minh, L.P. Influence of the Rotary Friction Welding Parameters on the Microhardness and Joint Strength of Ti6Al4V Alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 795–805. [Google Scholar] [CrossRef]
- Skowrońska, B.; Chmielewski, T.; Kulczyk, M.; Skiba, J.; Przybysz, S. Microstructural Investigation of a Friction-Welded 316l Stainless Steel with Ultrafine-Grained Structure Obtained by Hydrostatic Extrusion. Materials 2021, 14, 1537. [Google Scholar] [CrossRef] [PubMed]
- Winkler, M.; Gawert, C.; Bähr, R.; Jüttner, S.; Trommer, F. Investigation of the Friction Weldability of an AlSi10MnMg-Alloy Reinforced with 30 Vol.-% Silicon Carbide Particles with the Adequate Monolithic Material. J. Adv. Join. Processes 2022, 5, 100101. [Google Scholar] [CrossRef]
- Skowrońska, B.; Chmielewski, T.; Pachla, W.; Kulczyk, M.; Skiba, J.; Presz, W. Friction Weldability of UFG 316L Stainless Steel. Arch. Metall. Mater. 2019, 64, 1051–1058. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kudła, K. Effect of Friction Stir Processing (FSP) on Microstructure and Hardness of AlMg10/SiC Composite. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 185–192. [Google Scholar] [CrossRef]
- Takeoka, N.; Tsuchida, T.; Matsuda, T.; Ogura, T.; Ohashi, R.; Hirose, A. Analysis of Mechanical Properties of Dissimilar Material Joint Using Scrubbing Refill Friction Stir Spot Welding. J. Adv. Join. Process. 2022, 5, 100112. [Google Scholar] [CrossRef]
- Ou, Y.; Deng, Y.; Zhang, W.; Zhao, Y.; Zeng, J. Effect of Friction Time on Heat Distribution, Material Flow, and Microstructure of Friction Welding of Dissimilar Steels. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 14644207221117671. [Google Scholar] [CrossRef]
- Cai, Q.; Liu, W.; Ma, Y.; Liu, H. Microstructure, Residual Stresses and Mechanical Properties of Diffusion Bonded Tungsten-Steel Joint Using a V/Cu Composite Barrier Interlayer. Int. J. Refract. Met. Hard Mater. 2015, 48, 312–317. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C. | Si | Mn | P | S | Cr | Ni | Mo | Al | V | Cu | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.171 | 0.247 | 1.005 | 0.026 | 0.0059 | 0.038 | 0.020 | 0.003 | 0.032 | 0.003 | 0.010 | 0.0026 | rest |
| Process Parameter | Value |
|---|---|
| Spindle rotational speed (in the friction phase) [RPM] | 10,000 |
| Friction phase duration [ms] | 900 |
| Forge phase duration [ms] | 2000 |
| Pressure on the front of the specimens in the friction phase [MPa] | 110 |
| Pressure on joint surface of the samples in the forge (upset) phase [MPa] | 137.5 |
| Shielding gas flow argonium [l/min] | 18 |
| Spectrum Label | Spectrum 1 | Spectrum 2 | Spectrum 3 | Spectrum 4 |
|---|---|---|---|---|
| Mn | - | 1.10 | 0.88 | 1.09 |
| Fe | 1.02 | 93.70 | 81.71 | 97.91 |
| W | 98.98 | 5.19 | 17.40 | 1 |
| Total | 100 | 100 | 100 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skowrońska, B.; Bober, M.; Kołodziejczak, P.; Baranowski, M.; Kozłowski, M.; Chmielewski, T. Solid-State Rotary Friction-Welded Tungsten and Mild Steel Joints. Appl. Sci. 2022, 12, 9034. https://doi.org/10.3390/app12189034
Skowrońska B, Bober M, Kołodziejczak P, Baranowski M, Kozłowski M, Chmielewski T. Solid-State Rotary Friction-Welded Tungsten and Mild Steel Joints. Applied Sciences. 2022; 12(18):9034. https://doi.org/10.3390/app12189034
Chicago/Turabian StyleSkowrońska, Beata, Mariusz Bober, Paweł Kołodziejczak, Michał Baranowski, Mirosław Kozłowski, and Tomasz Chmielewski. 2022. "Solid-State Rotary Friction-Welded Tungsten and Mild Steel Joints" Applied Sciences 12, no. 18: 9034. https://doi.org/10.3390/app12189034