1. Introduction
To implement the task of energy effectiveness and resource conservation in construction, the efforts of researchers and the entire construction complex were directed to the development and improvement of the production of efficient materials and structures. A practical material for enclosing structures should increase thermal resistance, decrease the mass of buildings and facilities, and reduce material consumption, labor intensity, and construction costs. These requirements are met in one way or another by structures made of lightweight fiber-reinforced concrete. However, the most rational requirements for industrial use are activation methods of raw concrete mix components, which imply recycling and final grinding of the original ingredients. This recycling process contributes to achieving sustainable development goals in the construction industry. In addition, some methods and compositions increase the strength of lightweight fiber-reinforced concrete. However, the most rational for industrial use is activating the raw components of the mixture.
Chemical activation can effectively serve as a scope, allowing to obtain dense or lightweight concrete-like materials through the reuse of waste materials as secondary raw components. This is the case of the alkali-activation process, which can be used to activate mineral powders derived as by-products from the stone industry complex [
1,
2], clay brick wastes [
3], ground granulated blast furnace slags [
4], coal fly ashes [
5], and a variety of other waste types. The good mechanical and physical–technical properties of the materials thus obtained make them particularly suitable to promote sustainability and boost the circular economy in the construction field. Since they are obtained by adding value to waste by-products, they can be viewed as materials with low environmental impact, and therefore they offer promising prospects for a circular economy.
An analysis of the effects that occur when using cement as the binder (i.e., as the main active component) shows that the initial components of cement, being discrete dispersed bodies with an extensive granulometry, have different surface energy and manifest it in different ways when interacting with water. Therefore, during the preparation of concrete, effects are manifested that ensure the chemical interaction of the finely dispersed phase with water and the involvement of cement in chemical interaction, which will be stronger, the larger the opened awakened active surface it has. For this, treatment is used that contributes to the size reduction of the cement grains, destruction of flocculation structures, and the formation of fresh developed and chemically active cement surfaces with high reactivity, which is called activation.
In current technological practice, three basic activation methods are used: chemical, physical, and mechanical.
Chemical activation for cement is based on the use of various surfactants (surfactants) as additives to the cementitious mix, contributing to their spontaneous dispersion in solutions, which increases the activity of interaction with water [
6,
7,
8,
9,
10]. The effectiveness of surfactants in improving dispersion is also manifested with even finer materials than cement, such as carbon nanotube additives [
11,
12,
13].
Physical activation is carried out by influencing the environment with various physical effects (thermal, magnetic, electrical, etc.). For example, heat treatment can be a means of regulating the interaction of water and cement [
14,
15,
16]. An increase in temperature increases the penetrating ability of water molecules condensing on cement particles and creates conditions for their destruction at the weakest points as a result of an adsorption decrease in strength and the creation of new surfaces. Its low rate of flow limits the use of this activation method.
Presumably, when electric current acts on activated substances, each particle can be considered as an electric capacitor, on the surface of which packets of activated water molecules are associated. Changing the “capacities” of micro capacitors should increase the intensity of the interaction of cement with water. However, the use of this activation method is limited by the poor knowledge of this process concerning cement.
In the case of magnetic activation of a water-containing dispersed system, processes similar to those described above are assumed. The application of a magnetic field improves the adhesive properties of the system. However, there is an opinion that the effect of magnetic treatment is not always positive and depends both on the composition of water and on the magnetic field of the Earth [
17,
18].
Mechanical activation is considered to be one of the most efficient and affordable ways to process substances. Mechanical activation is carried out using special ball mills, vibratory mills or roller crushers. The activation of the binder can be performed “dry” or “wet”. The essence of activation is to increase the specific surface area of materials with a simultaneous increase in surface energy, which increases the reactivity of the cement binder. The disadvantages of the dry method of activating cement include the processing time, which can reach several hours, the high energy consumption of the equipment and its low productivity, and the short terms and complexity of the activated cement storage [
10,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30].
The cavitation treatment of a cement–water suspension in thermodynamic or hydrodynamic disperser-activators (cavitators) built into the technological process of preparing concrete mixtures is more effective. The principle of operation of cavitation installations is to create, in a liquid medium passing through the working elements of the installation, the effects of hydrodynamic and acoustic cavitation when the arising ultrasonic acoustic vibrations disperse and activate material particles. Intense impact on the cement–water suspension of micro-shocks, cavitation ruptures, stretching and ultrasonic vibration leads to its heating, crushing of particles of the dispersed phase and the formation of stable activated suspensions [
31,
32].
For example, in [
6], studies were carried out to assess the effect of mixing time on the mechanical properties of alkali-activated cement (AAC) with crushed granular blast furnace slag (slag) and fly ash (FA) in a 1:1 ratio. ASTM C305 stirring method was used as the main mixing method. In addition, the authors took into account the time and technology of mixing and the difference in the order of mixing the slag and fly ash [
6].
In study [
33], an activator, metakaolin, and microsilica were used as a complex additive to increase the activity of steel slag powder. Experimental results show that the compressive strength of the mortar can reach more than 85% of the control composition, while the flexural strength can reach more than 90% of the flexural strength of the control composition. Furthermore, the results show that the method proposed in the study can reduce the cost of binders [
33].
In [
17], the methods of laser holographic interferometry were used. Powder-activated concrete of the new generation in comparison with the materials of the old and transitional generations were considered as the studied ones. Using laser interferometry, it was found that the introduction of micro-silica, especially in combination with amorphous-active microsilica, significantly postpones the onset of microcracking in cement samples. A specimen based on a cement–sand mortar without fine fillers is characterized by a lower level of cracking, while with an increase in the load, the fracture of the specimen has a block character [
17].
In work [
7], the resistance of concrete mixtures, activated with alkalis, to aggressive media, which concrete may encounter during operation, was investigated. The results showed that the frost resistance and acid resistance of concrete activated with alkalis increase as the content of slag and activator increases [
7].
The authors of [
8] studied the possibility of using steel slag, which is a by-product of ferrous metallurgy, as a coarse aggregate in alkali-activated ash-and-slag concrete mixtures. An additional coarse aggregate, steel slag, was included in the optimized mixture by replacing natural coarse aggregates. The fatigue behavior of concrete mixes in bending was investigated [
8,
25,
27,
28].
In [
19], an approach to determining the parameters of the macro kinetics of concrete setting through the kinetic characteristics of hardening at different temperatures was discussed. The activating nature of concrete hydration processes has been confirmed experimentally. Furthermore, a computer simulation of the formation of concrete strength made it possible to forecast the structure and properties of concrete at the early stages of hardening [
19].
The authors of [
9] studied the mechanical properties, shrinkage, and heat release of concrete using fly ash with a high calcium content as a binder with two alkaline activators: sodium silicate (Na
2SiO
3) and sodium hydroxide (NaOH). Compressive strength, modulus of elasticity, shrinkage, and heat release of concrete were studied depending on the ratio and concentration of alkaline activators [
9,
10,
26,
29,
30].
Some of the most effective activators in terms of the degree of mechanical, electrochemical, and electromagnetic effects on the processed materials and in terms of specific energy intensity are electromagnetic devices of the vortex layer. Activation is carried out in installations where the components are processed in a working area made in the form of a pipe with a diameter of 60–150 mm with ferromagnetic particles (needles) placed in it. Under the influence of an external rotating electromagnetic field, the needles move along the working area, colliding with the particles of the components placed there, mixing and grinding them. This generates the effects of acoustic waves, electrolysis, magnetostriction, mechanostriction, and cavitation with high specific power. Evaluation of the degree of influence of the parameters of electromagnetic activators on the properties of raw materials is a complex scientific and technical problem that requires a solution.
Earlier, in the works of domestic and foreign authors, various types of activation of compositions based on cement were considered, first of all, these are solutions and multiple types of concretes [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
23,
31,
32,
33]. Undoubtedly, one of the most effective types of cement activation, and the most accessible, is mechanical activation, which can be carried out by grinding or re-grinding in various grinding devices, such as ball and planetary mills, including by means of electromagnetic action in vortex layer devices, which is shown in [
31,
34].
These works became the basis for our research, which differs from these studies in that, for the first time, such activation was applied to components intended for lightweight fiber-reinforced concrete.
The purpose of this study was to search for opportunities and test the results of fulfilling the hypothesis of improving the strength and deformative characteristics of lightweight fiber-reinforced concrete using an installation for processing materials and activating mixing processes with simultaneous grinding of the material and its electromagnetic processing.
For the first time, research has been carried out, and results have been obtained on the positive effect of activation by electromagnetic action using devices of a vortex layer of a cement–sand mortar intended for lightweight fiber-reinforced concrete. Compositions were selected and substantiated, recommended for use in practice, the process was considered and studied from the point of view of physics that occurs during the specified process. An increase in strength and an improvement in deformative characteristics of lightweight fiber-reinforced concrete due to the applied activation has been substantiated.
4. Conclusions
According to the results of the literature review and analysis of sources devoted to studies carried out on the topics of various types of mechanical activation of cements, it was revealed that studies aimed at increasing the strength and deformative characteristics of lightweight fiber-reinforced concrete due to the activation of a cement–sand mortar in a vortex layer apparatus have not been previously carried out.
In this regard, a working hypothesis was formulated, the basic compositions and the research program were determined. Additional studies of Portland cement were also carried out using laser particle size analysis.
Large-scale experimental studies were carried out, compositions were selected, and new samples of materials obtained for the first time were molded.
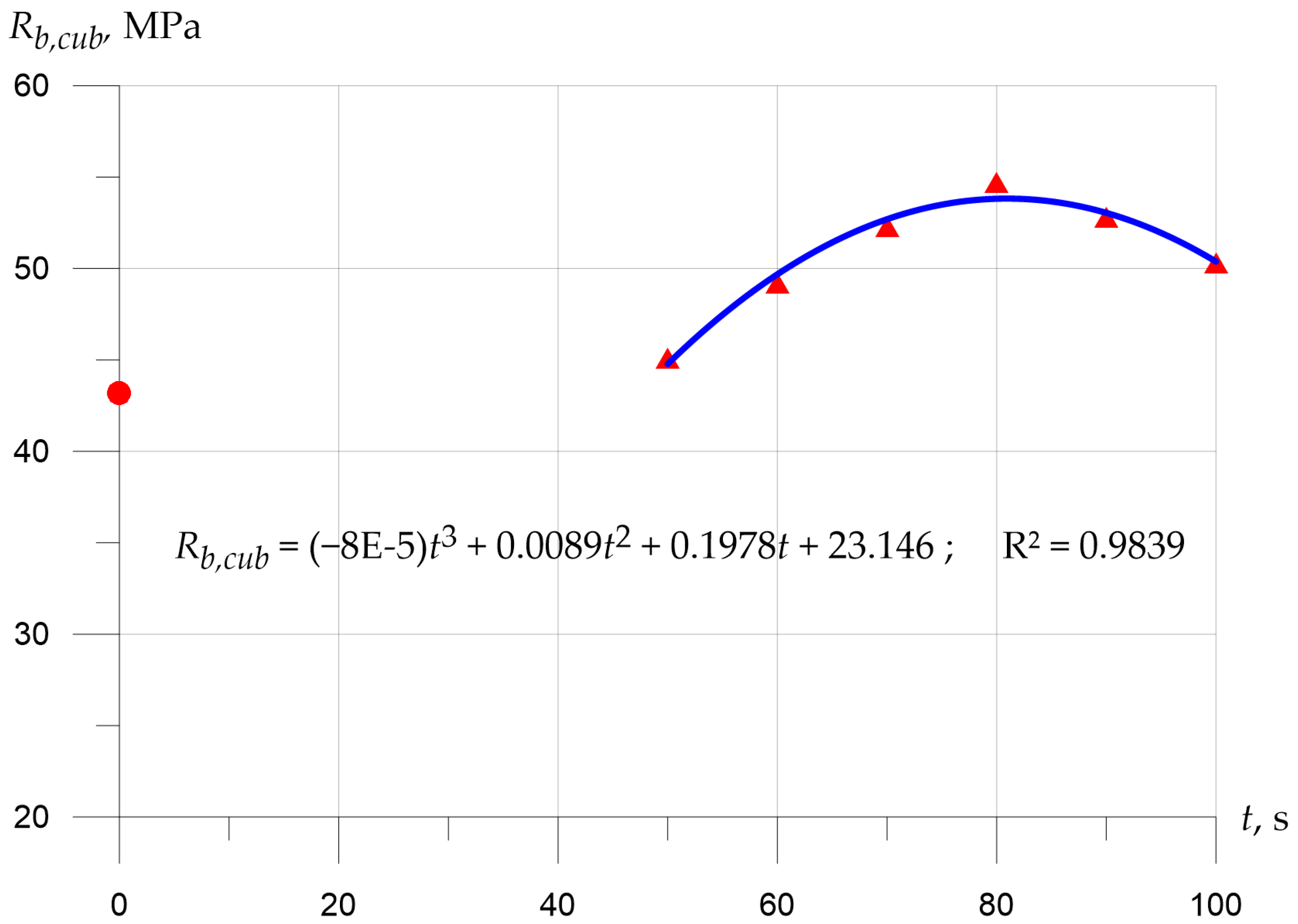
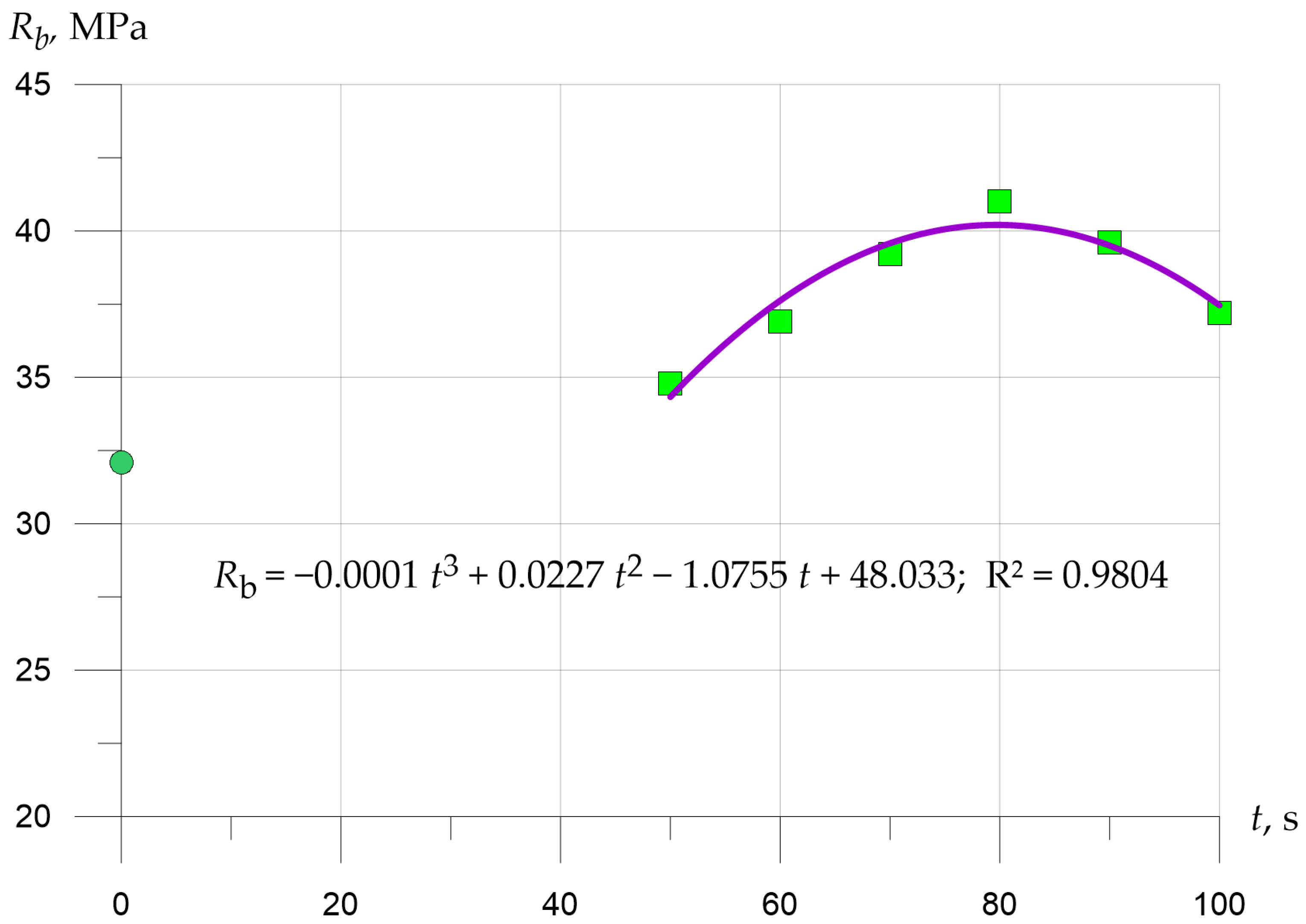
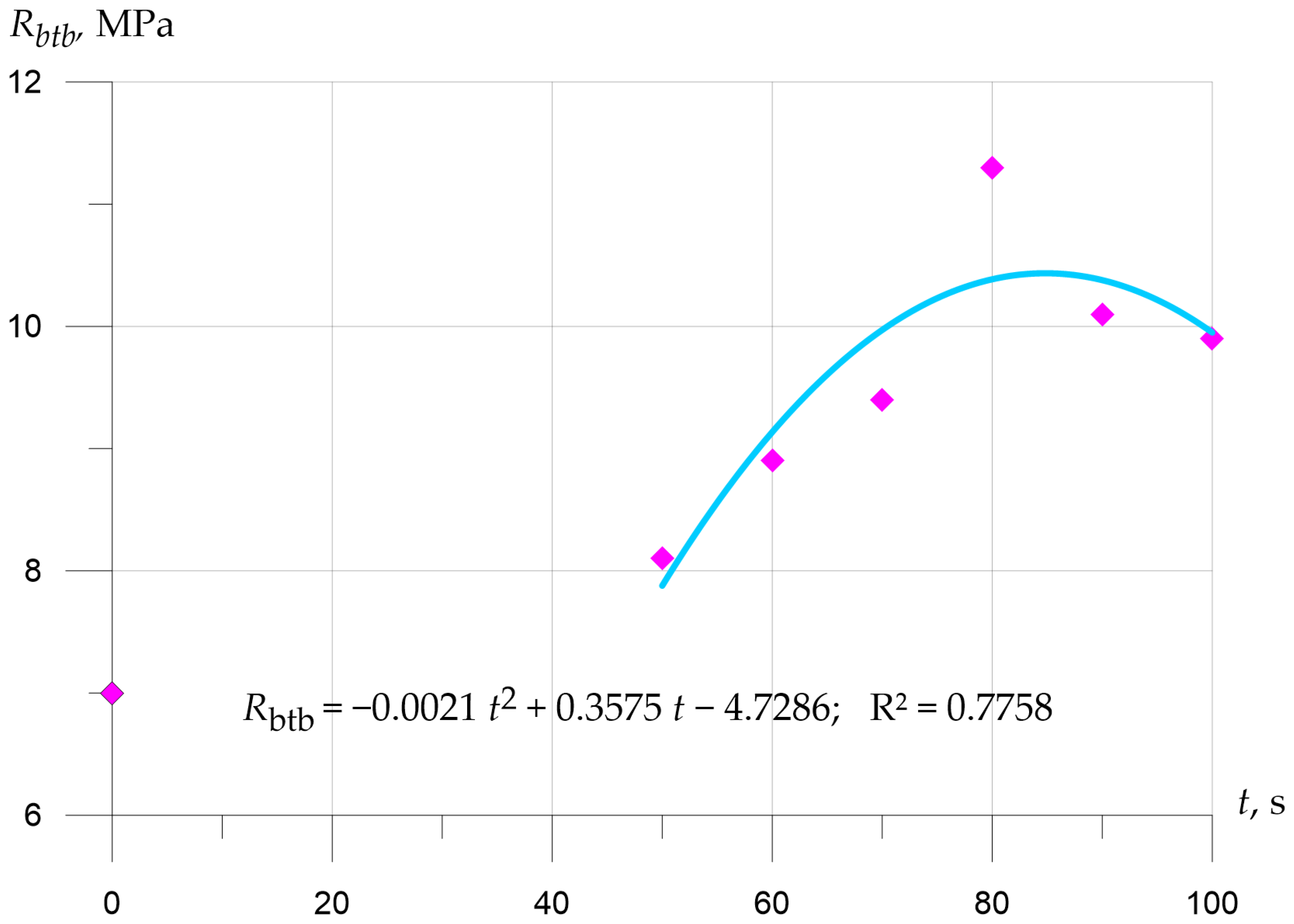
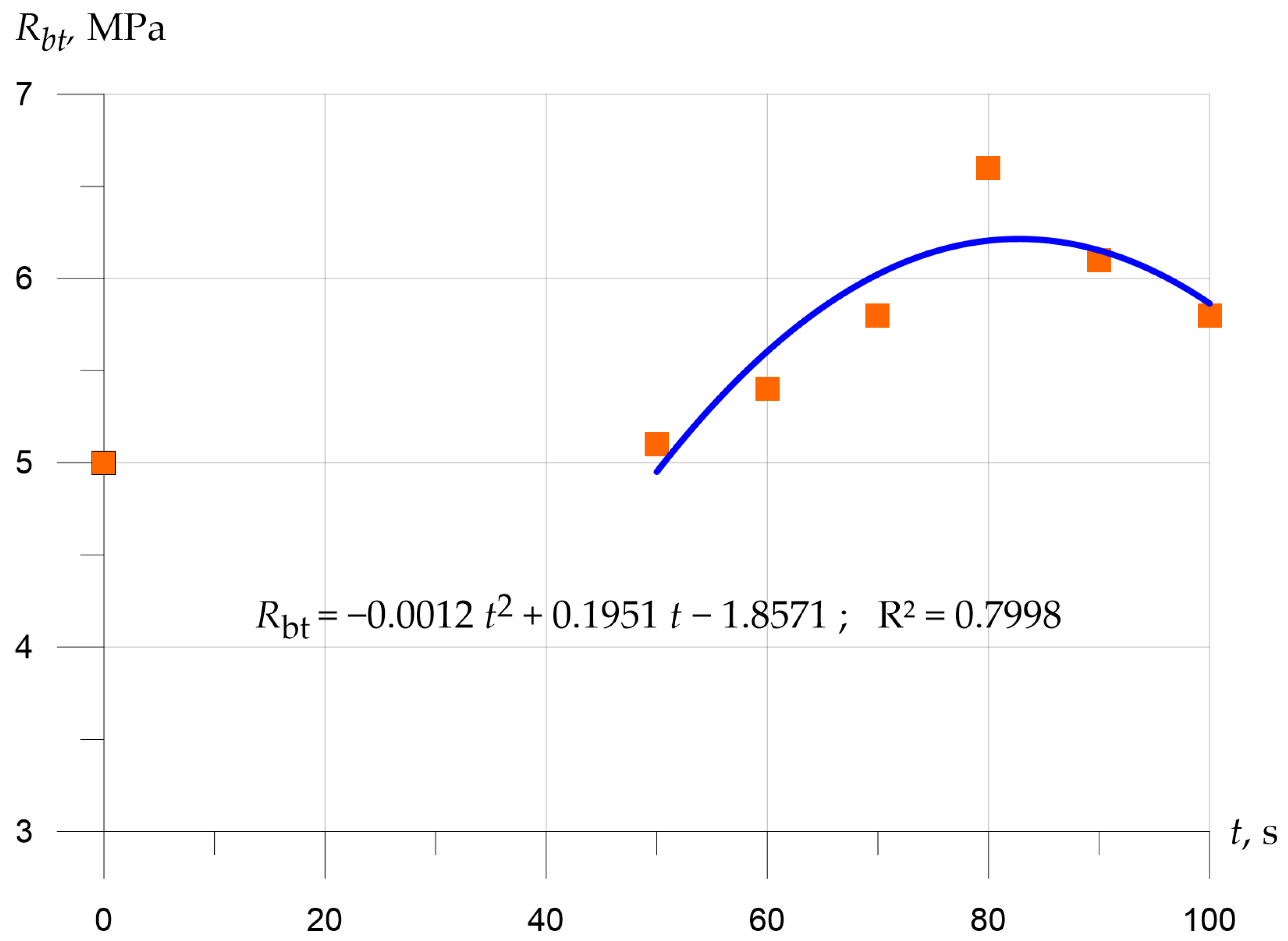
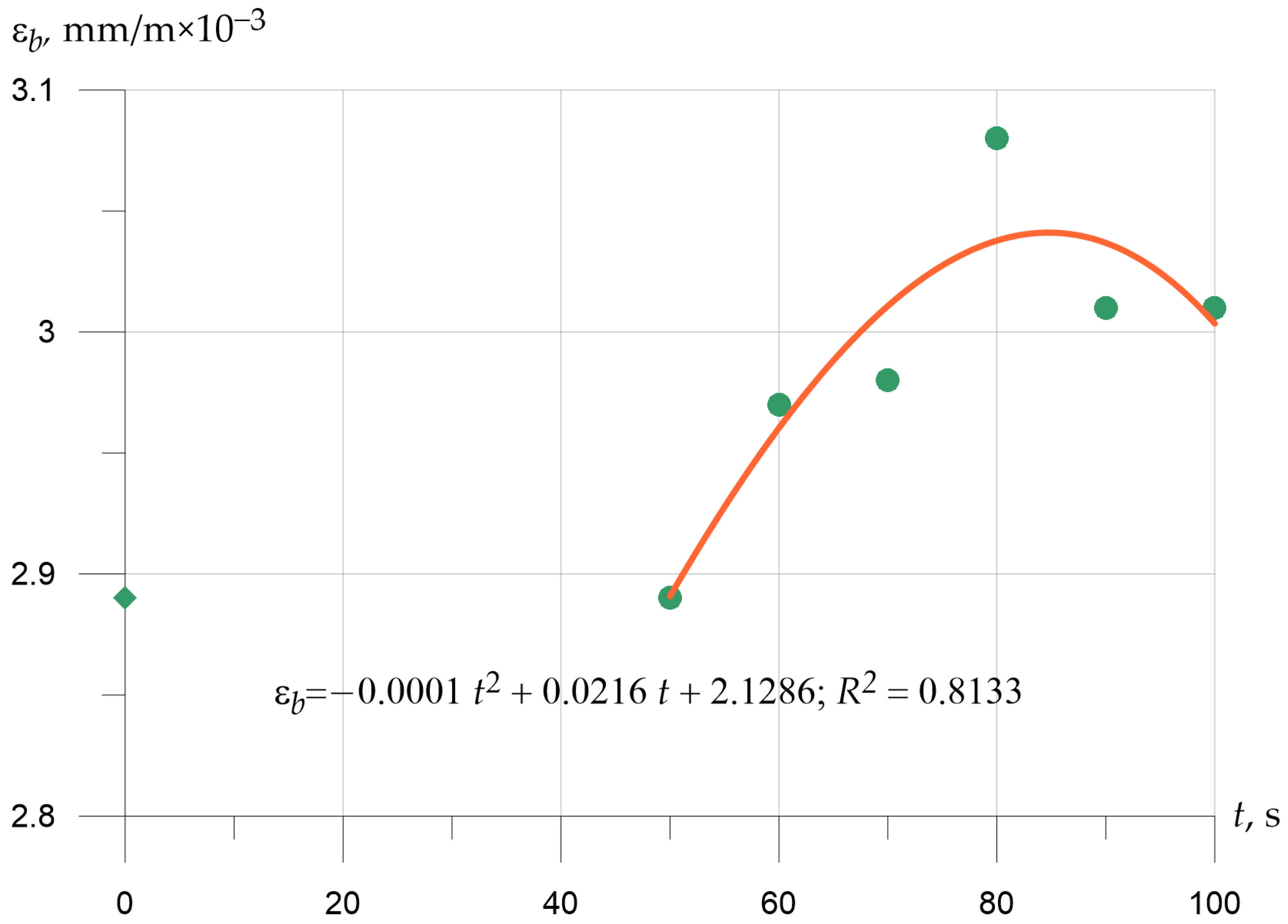
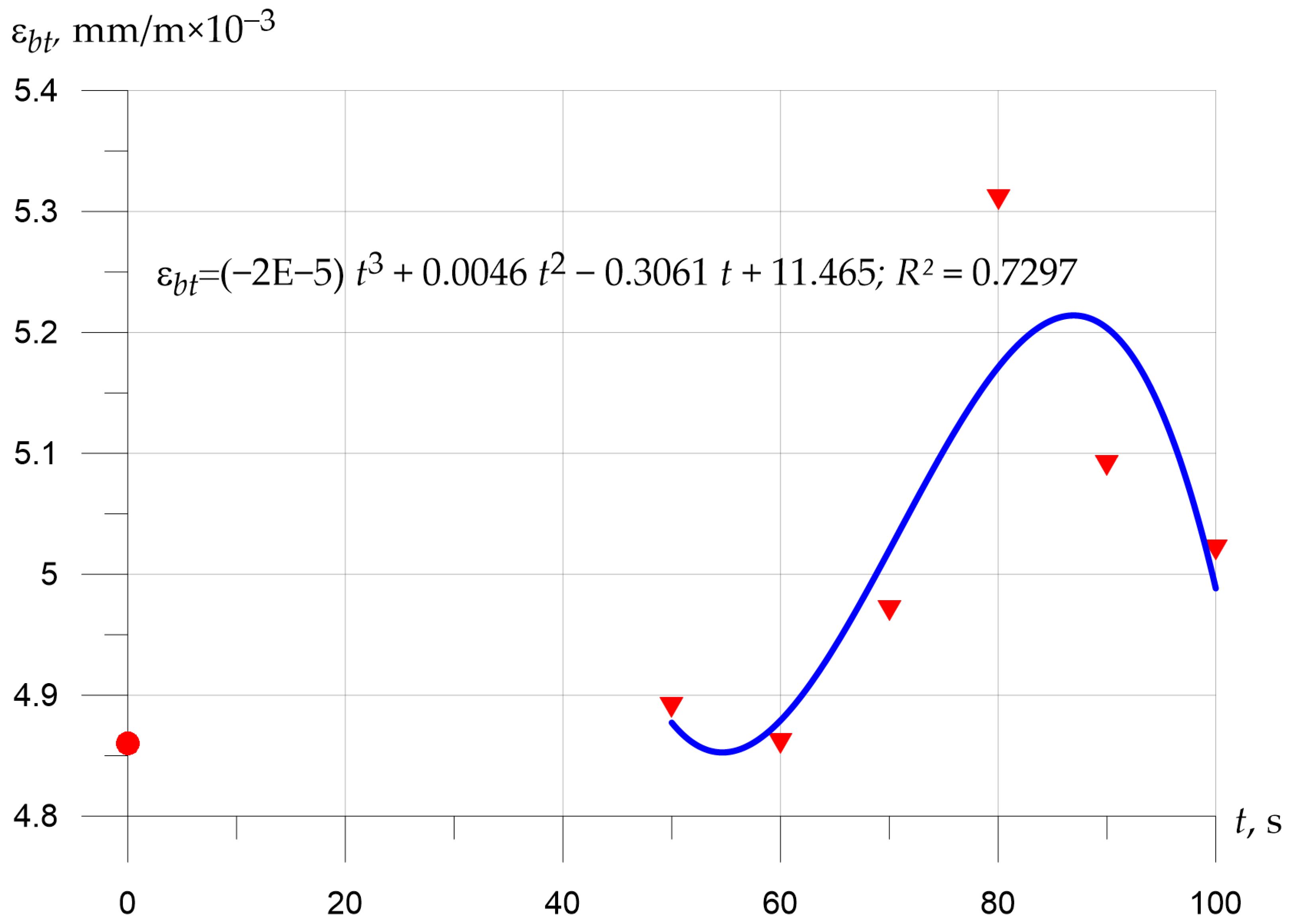
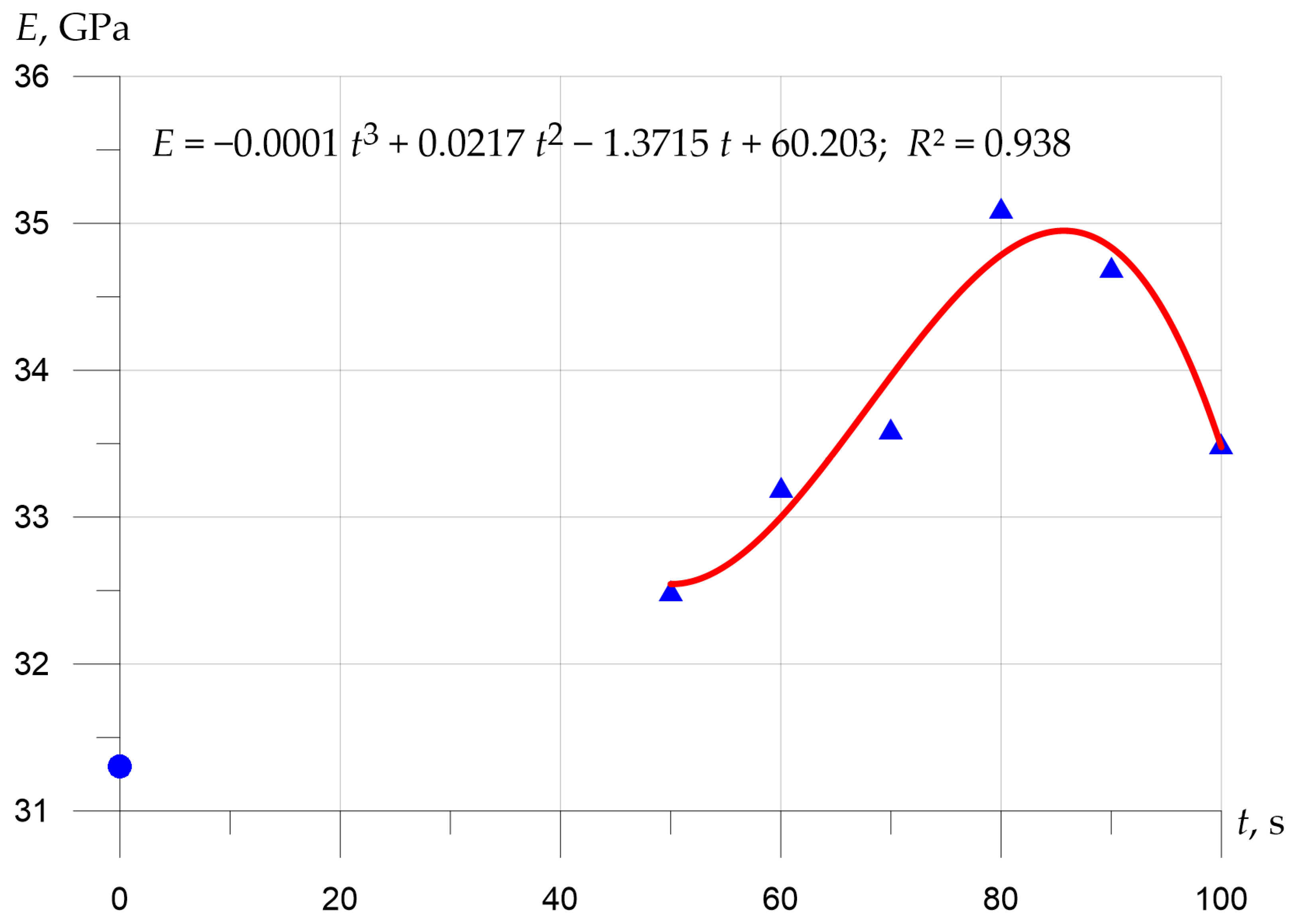
The influence of the processing time of raw concrete mixture components on the strength and deformation characteristics of lightweight fiber-reinforced concrete was studied. By means of experimental studies, the optimal time for processing the cement–sand mortar in the VLA apparatus was determined-75–85 s.
An increase in strength and an improvement in deformative characteristics of lightweight fiber-reinforced concrete due to the applied activation has been substantiated.
The values of the structural quality coefficients for all experimentally determined strength characteristics of lightweight fiber-reinforced concrete made with the use of activated cement–sand mortar were calculated. The maximum coefficient of structural quality, calculated for various types of strength, was recorded for lightweight fiber-reinforced concrete activated in the VLA for 80 s.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}