1. Introduction
Sanding is widely used in the furniture industry. The objectives of sanding may be to achieve the required surface smoothness to be painted, to achieve the required roughness necessary for gluing on the surface, and effective and controlled material removal to obtain the desired shape or dimensional accuracy of the workpiece. When planning a technological sanding process, several key aspects should be considered. Providing appropriate working conditions by reducing the exposure of workers to respirable wood dust in the air is the first important aspect [
1,
2,
3,
4,
5,
6]. Another group of problems are the economic issues of the used technology; in other words, obtaining high quantitative efficiency and productivity and the expected surface quality and/or accuracy of the shape for the workpieces. These two groups of problems are solved by properly selecting the production equipment, parameters of the abrasive tools and parameters of the sanding process [
7,
8].
Issues resulting from the specific effect of abrasive grains on wood have been studied both from the point of view of machine tool design [
9], abrasive tools (type of sandpaper and its grit size) and the technological parameters used (in particular, the contact pressure and speed of the abrasive belt, the size of the surface to be sanded and the orientation of the wood fibers during sanding [
10,
11,
12,
13,
14,
15,
16]). The influence of the properties of various species of wood on the effects of sanding were also studied [
17,
18,
19,
20,
21]. One of the most important measures of the efficiency of the sanding process is the mass of material sanded per unit of time. Sanding efficiency decreases during the process due to the blunting of the abrasive belt. Ockajova [
21], analyzing the literature, identified three phases of sanding belt blunting: initial sharpness, work sharpness and sanding belt blunting. During the initial phase, there is a very large reduction in efficiency during sanding. The limit between the first and second phase is a stabilization of this reduction in efficiency, at a level of about 45–50% in relation to the initial sanding efficiency. In the second phase, where the wear of the abrasive grit dominates, a further, somewhat slower reduction in sanding efficiency is observed (by about 10–20% in relation to the initial efficiency). Characteristic for the third phase is a rapid decrease in sanding efficiency.
Wieloch and Siklienka [
22] investigated the effect of long time sanding on the variation in efficiency for beech wood. The analyzed process lasted 480 min. P40, P80, and P120 abrasive belts were used, and different contact pressures were applied:
p = 1.0, 1.5, 1.85 and 2.0 N/cm
2 (10,000, 15,000, 18,500 and 20,000 Pa). At a pressure of 10,000 Pa, a rectilinear decrease in sanding efficiency was observed. At a pressure of 18,500 Pa, however, the decrease was “bi-rectilinear”: first, the efficiency decreased intensively and, after a certain time, the decrease in sanding efficiency slowed markedly. At higher contact pressures, the sanding performance decreased more rapidly. In a comparative study on sanding oak and beech wood, Ockajova et al. [
21] found that the contact pressure that ensures long-term operation of the abrasive belt depends on the direction of sanding and the wood species (the pressure on beech wood may be higher). The species of wood in these studies had a greater influence on sanding belt efficiency than the direction of cutting. The examples described here concern studies using manual sanding belt machines. The operating conditions of these machine tools are relatively high pressure (up to 20,000 Pa) and low belt speed (
vs < 10 m/s). Industrial belt sanding machines operate at higher belt speeds (
vs > 10 m/s) and lower pressure (
p < 10,000 Pa). An example of the description of such research is the work of Saloni et al. [
23], where a comparative study of industrial sanding of pine and maple wood is described. As a result of this study, a positive effect of the contact pressure and sandpaper belt speed on sanding efficiency was found, as well as a higher sanding efficiency of pine wood.
However, there is a lack of comparative studies on the influence of wood type and tool grit size on the variability of efficiency during sanding. Taking this into account, it was decided to verify the hypothesis that the type of wood, in combination with the grit size of sandpapers, affects the sanding efficiency during sanding with parameters typical for industrial applications (p < 10,000 Pa and vs > 10 m/s).
2. Materials and Methods
Wood from six hardwood species (beech, oak, ash, hornbeam, alder, walnut) and three softwood species (pine, spruce, larch) was tested. The wood material for making test samples was dried in an industrial dryer to a moisture content of 12% and stored in a freezer to preserve its physical properties. Then, the wood specimens with dimensions of 120 × 55 × 20 (length × width × height in millimeters) were obtained from it. Each specimen was measured with a caliper with an accuracy of ±0.2 mm and weighed using a WPS 510/C/2 balance (Radwag, Radom, Poland) with an accuracy of ±0.01 g. These measurements were used to calculate the density of the wood and to determine its initial mass. The calculated volumetric mass densities of the wood materials tested and the numbers of samples in the sample sets for each wood species tested are given in
Table 1.
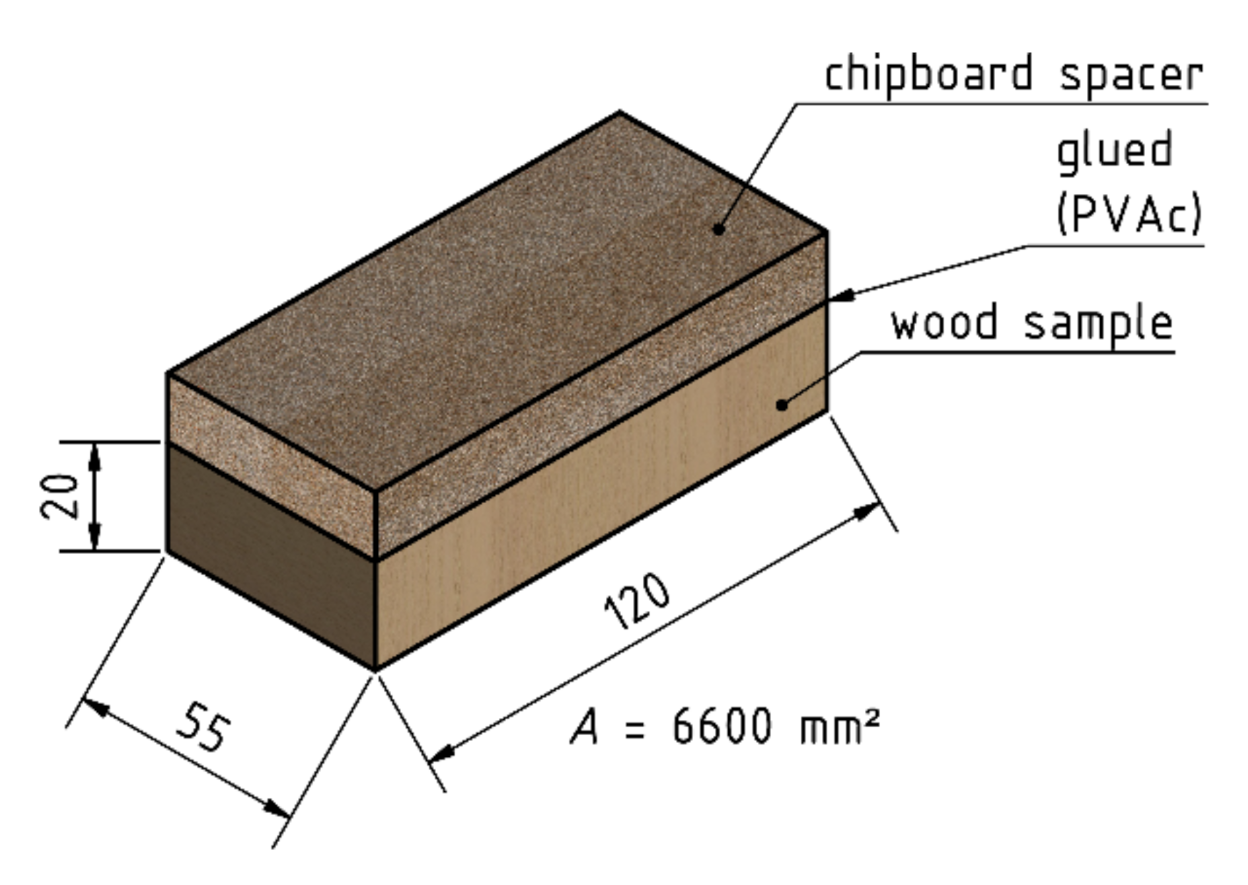
Before sanding, the samples were glued with PVAc glue to raw chipboard spacers with dimensions of 120 × 55 × 16 (length × width × height in millimeters) (the purpose of this procedure was to enable complete sanding of the tested wood). The wood samples were positioned so that they were sanded along the wood fibers. The form of the test samples is shown in
Figure 1.
The samples shown in
Figure 1 were conditioned for another 3 months to equalize their moisture content in the whole volume.
Abrasive belts type EKA 2000 F 2000 × 75 (length × width in millimeters) (manufactured by Ekamant, Poznań, Poland) with three different grit sizes (P60, P120, P180) were used for sanding; their specifications are given in
Table 2.
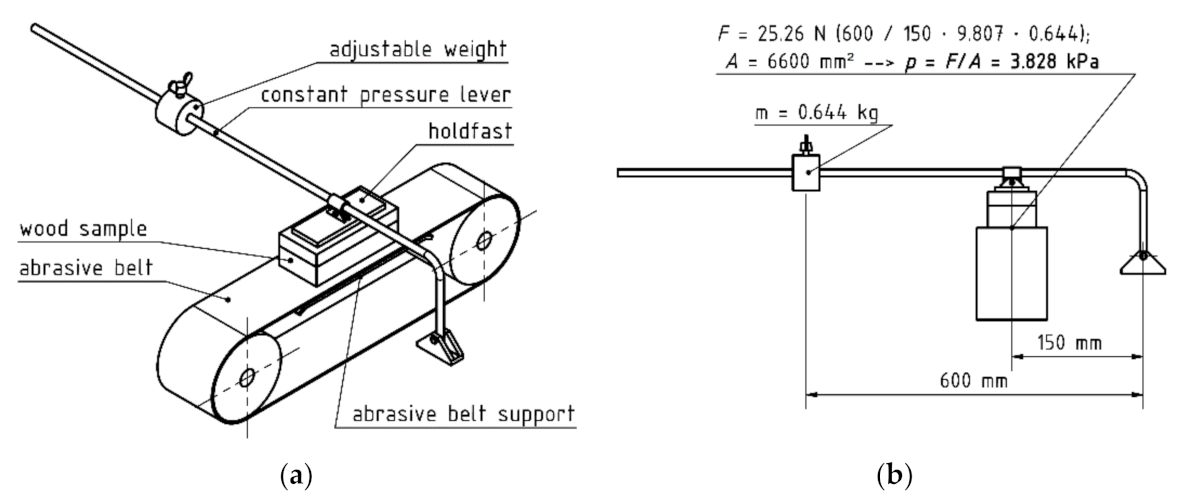
A small industrial belt sander, Maktek S (Cormak, Siedlce, Poland), with a horizontal abrasive belt arrangement (
Figure 2) was used. The gravitational clamping assembly allowed a constant pressure to be exerted by the abrasive belt on the samples (
p = 3828 Pa). The speed of the sanding belt was constant and was:
vs = 14.5 m/s.
A separate sanding belt was used for each wood species. Each sample was sanded along the wood fibers in 30 s intervals and after each interval, the sample was weighed using a WPS 510/C/2 laboratory scale (Radwag, Radom, Poland). These steps were repeated many times until the entire wood sample was sanded off from the chipboard spacer. In this way, the following time series were obtained for each tested wood species: time-varying sanding efficiency (1), time-varying wood loss (2), and time to sand each sample, which allowed the calculation of the average sanding time for each series of samples (3).
The sanding efficiency for the intervals was calculated:
where:
—sanding efficiency,
—wood sample mass at the beginning of each sanding interval (g),
—wood sample mass at the end of each sanding interval (g),
A—sample sanded area (cm
2), and
—sanding cycle time (min.).
The wood loss was calculated relative to the initial sample weight:
where:
—weight loss,
—starting weight of the wood sample (g).
The mean value from the sample set measured every 30 s was taken as the se result, and the mean value of the mass loss measured every 30 s was taken as the wl result until the last sample in the set was ground.
For the comparison of hardwood and softwood, the mean values of
se and
wl were additionally calculated for all six hardwoods and three softwood species. The parameter
wl was subjected to mathematical analysis. The determination of functional equations and their similarity analysis was based on multiplicity theory for comparing functions and for narrowing functions [
24].
Average time for total sanding of wood in a serie:
where:
—meantime for sanding a sample from the set,
—number of samples in a set,
—sanding times of subsequent samples in a set.
4. Discussion
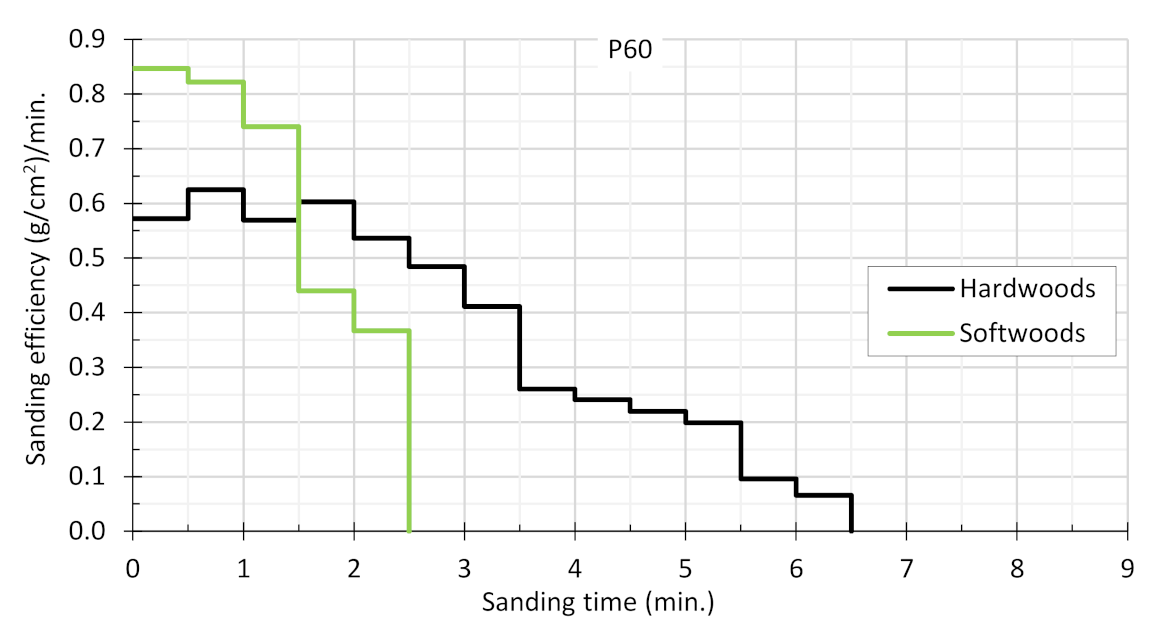
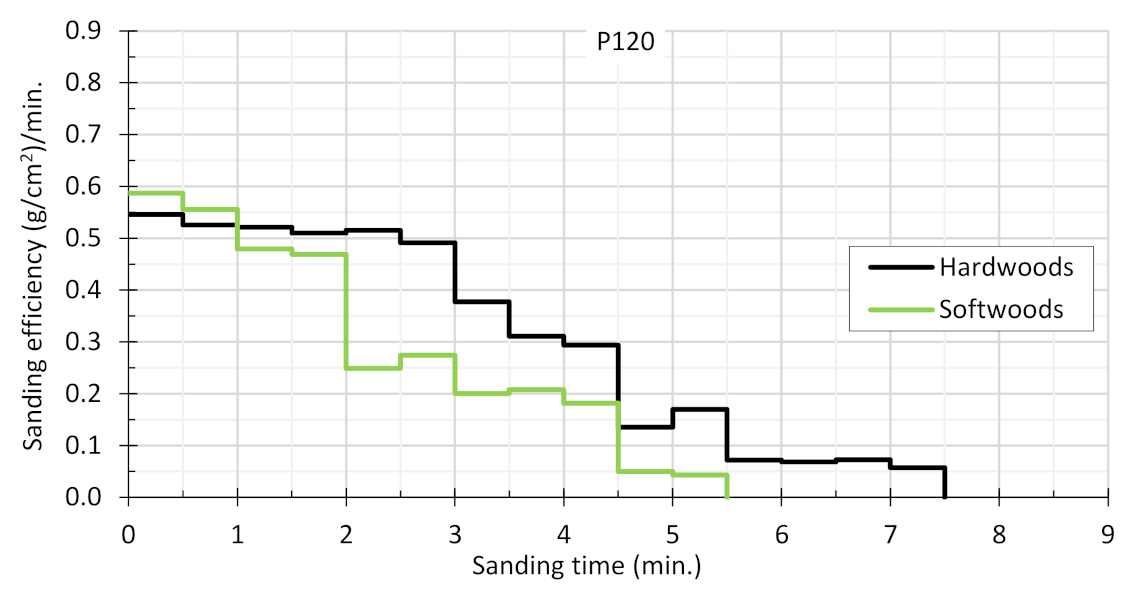
In
Figure 3,
Figure 4 and
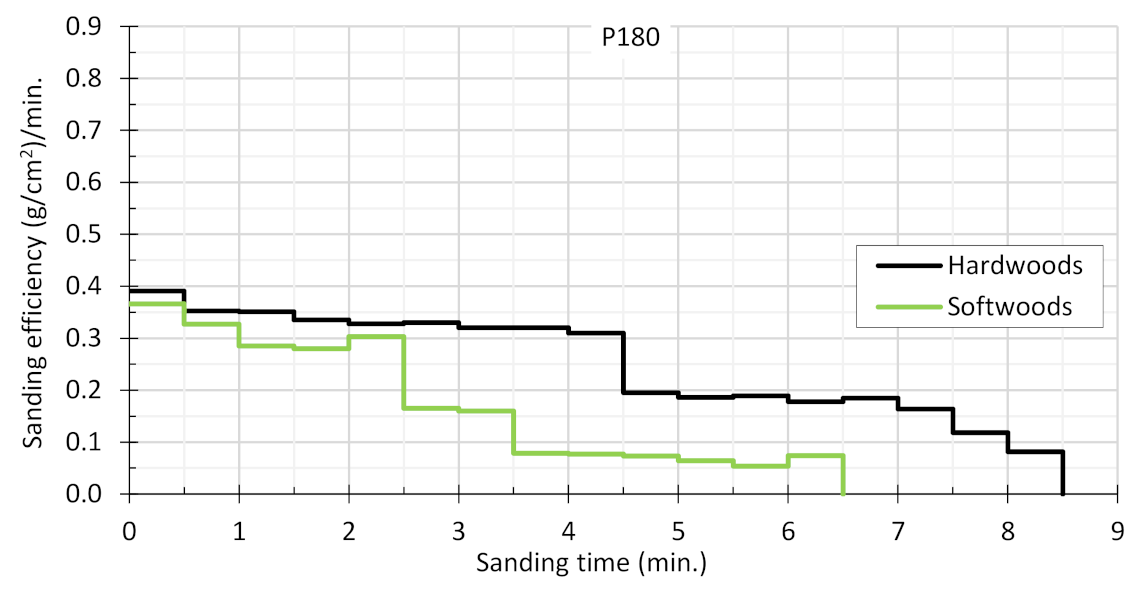
Figure 5, different rates of decline in sanding efficiency are observed. It seems that the rapid rate of decline in the sanding efficiency is related to the high initial efficiency (the greater the initial efficiency, the more rapid its reduction). This rapid rate of decline in sanding efficiency was observed with lower density samples, especially softwoods. A possible reason for the rapidly decreasing sanding efficiency (which occurs from 0.5 min to 3 min depending on grit size and species of wood) is that the spaces between the coated abrasive become clogged more quickly by wood dust.
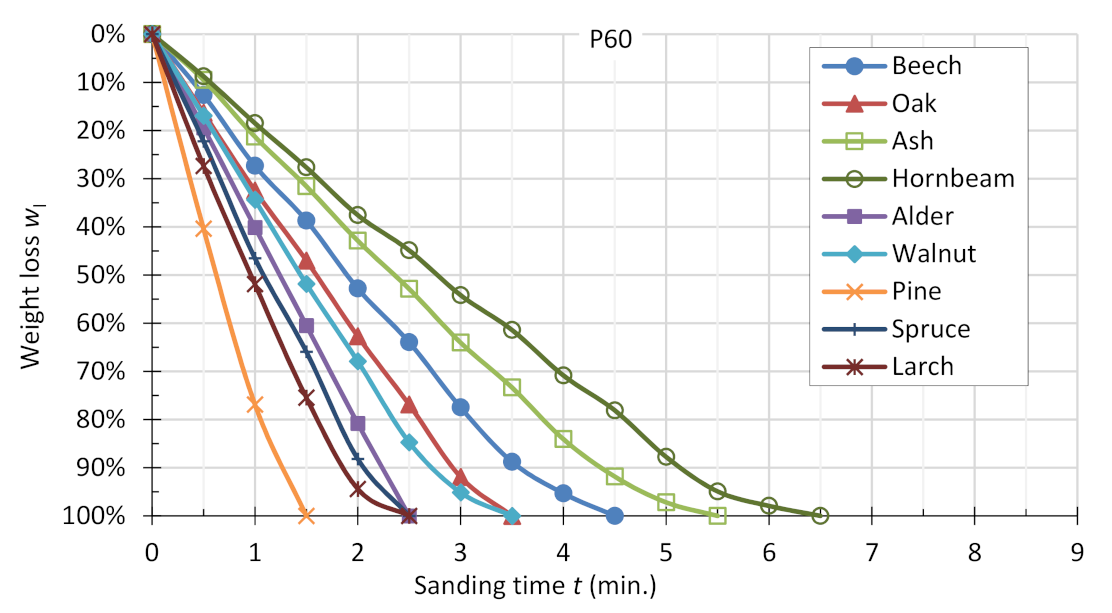
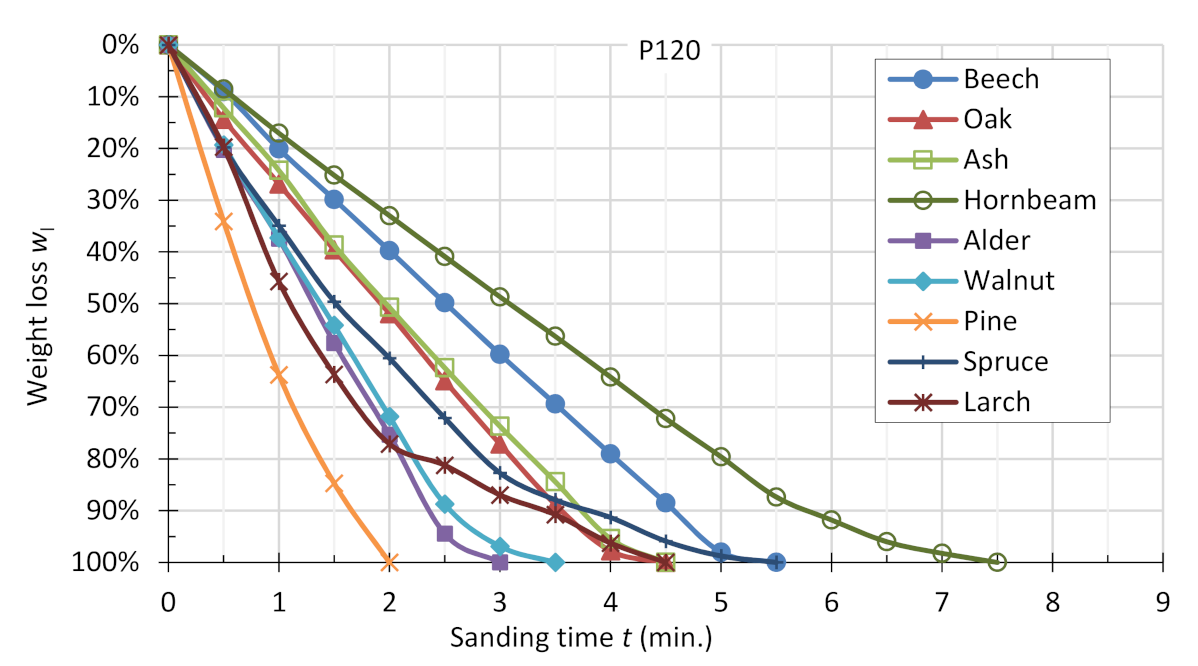
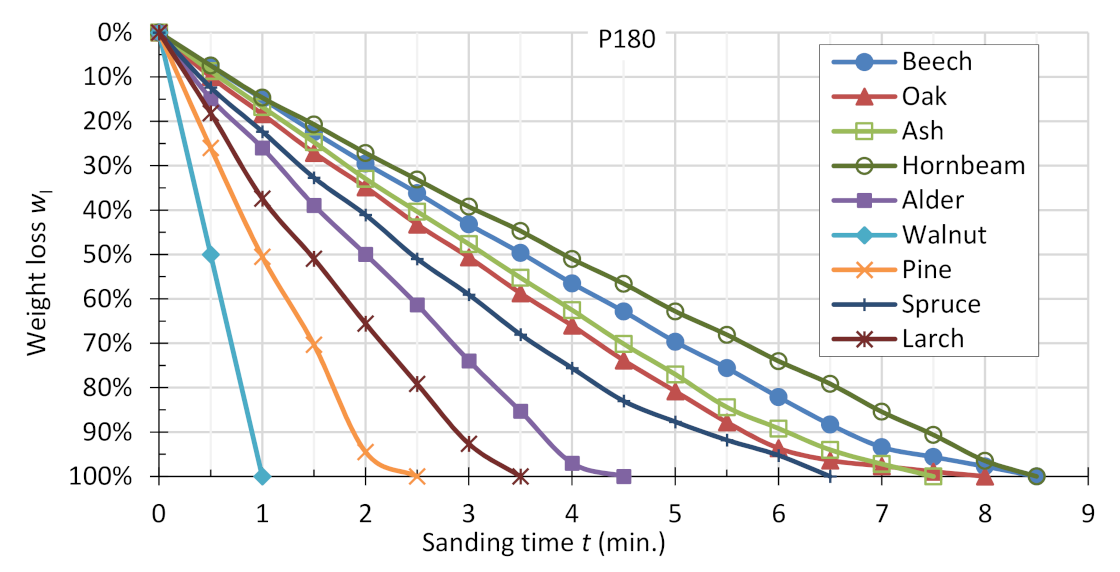
The weight loss of sample sets during sanding is uniform (
Figure 6,
Figure 7 and
Figure 8), which results from the fact that most of the experiment time takes place in the second blunting phase, for which such a course of the sanding process is characteristic. Additionally, in this way, the occurrence of a short time of the first blunting phase was emphasized. Moreover, in the case of most of the wood species, a third blunting phase occurred at the end of the experiment, when the vast majority of the sample mass had already been sanded. The rate of weight loss of the wood during sanding, as known to date, is generally greater for lower-density wood species; but the differences between the high-density species (oak) and the light softwoods (spruce, visible in the graphs) are slight. In addition, the lighter hardwood species (alder, walnut), in terms of wood removal rate, behave similarly to low-density softwoods.
The conclusions of the scientific works to date indicating the effect of wood density resulted from comparisons of a mostly small number of species. Saloni et al. [
23] compared parameters of sanding hard maple (
Acer saccharum) (hardwood) and eastern white pine (
Pinus strobus) (softwood). They mentioned wood species as one of the factors influencing the sanding results. The wood removal rate was twice as high for pine than for maple. Ockajova et al. [
21] considered only two hardwood species: European beech (
Fagus sylvatica) and English oak (
Quercus robur). With a slight difference in density (684 kg/m
3 for beech, 678 kg/m
3 for oak), they found significant differences between the wood removal rates of both species. Miao and Li [
25] also studied two hardwood species: Manchurian ash (
Fraxinus mandshurica), and birch (
Betula sp.). The density of wood samples in this study was respectively 620 and 470 kg/m
3. In this case, lower values of wood removal rates in all variants of the study were for the denser and harder Ashwood. Thorpe and Brown [
26] used as many as 21 species (17 hardwoods and 4 softwoods) in the study on dust production during hand sanding. They found that the quantity of wood removed during sanding varied irreversibly with wood density.
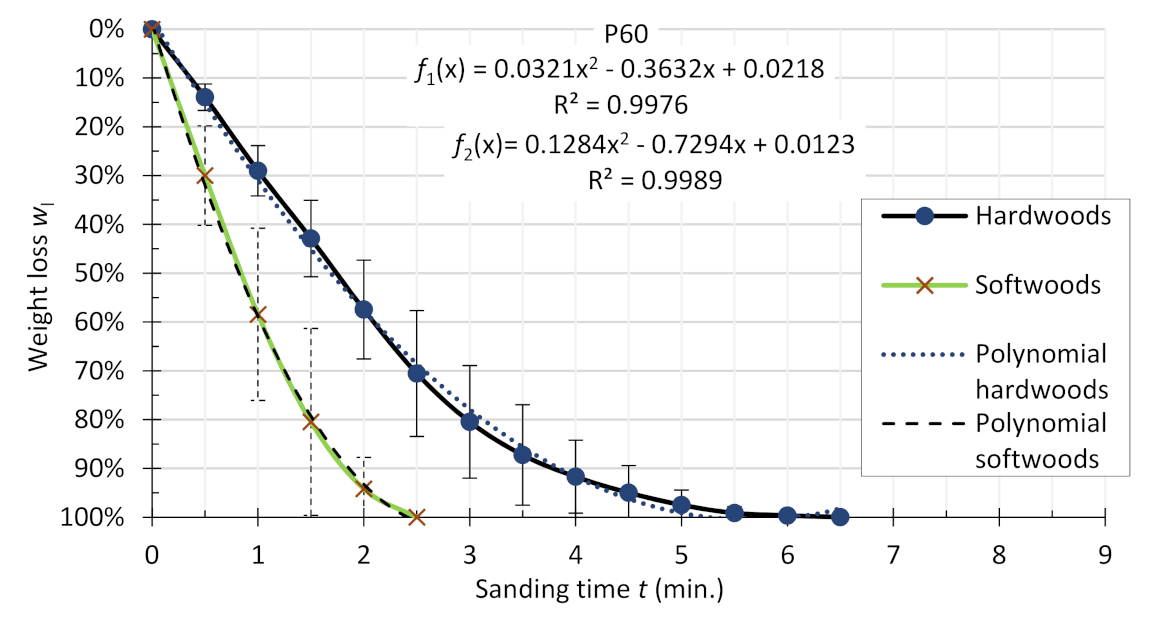
The results of these studies link the rate of the wood removed during sanding to the density and directly to the species of wood, regardless of whether it is softwood or hardwood. Therefore, to compare these two different types of wood, the total sanding times for all samples of each species were averaged. The calculated average values of these total sanding times for the six hardwood species and three softwood species separately are shown in
Figure 9,
Figure 10 and
Figure 11.
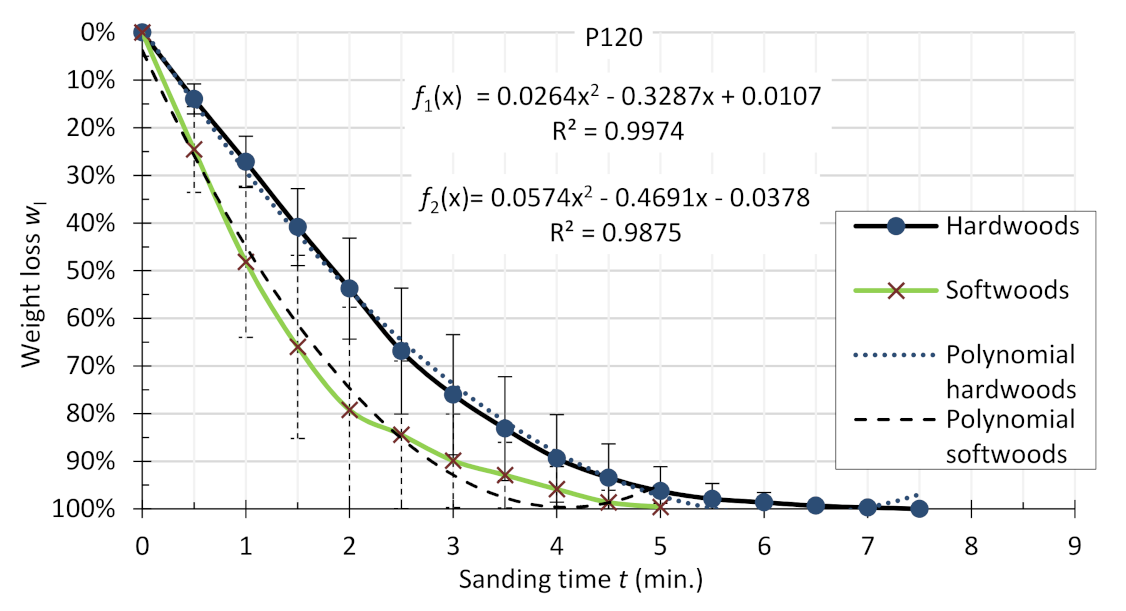
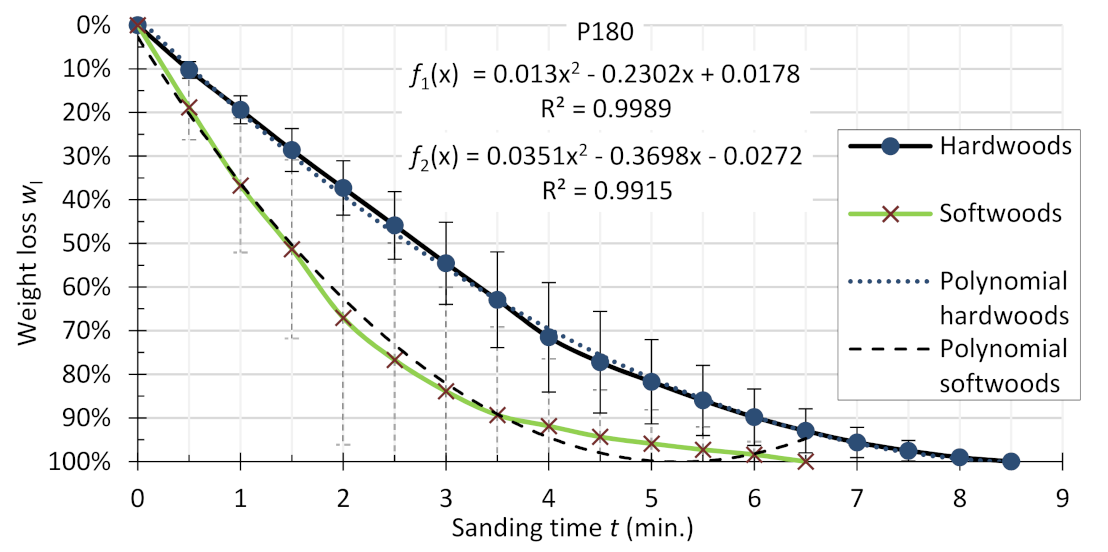
The graphs in
Figure 9,
Figure 10 and
Figure 11 show that in all tested cases, the average sanding time of the samples of softwood species was lower than that of the hardwood species. The sanding times of the softwood species were: 2.5 min (P60), 5 min (P120), and 6.5 min (P180). For hardwood species, these times were 6.5, 7.5, and 8.5 min, respectively. The spread of sanding efficiency values for softwood is much greater than in hardwood species. This is due to the difference in tribological properties of softwood and hardwood. During sanding, what is important is not only the density but also the specific physical and mechanical properties of individual wood species and their morphologies themselves (hardwood ring-porous, hardwood scattered porous, with resin content or without, chemical composition, etc.). The resin content of the softwood has a great influence on the tribological properties of wood and it may be a cause of quickly blunting of the sanding tool [
27].
The mean values of the measurements were statistically analyzed. Confidence intervals were calculated using a t-distribution table (α = 0.90). It was found that the measurement uncertainty of the means was always greater for softwood and its maximum value was independent of the sandpaper gradation. This uncertainty for hardwood was, respectively: 12.9% (P60), 13.2% (P120), 12.5% (P180). For softwood, it was: 19.1% (P60), 21.6% (P120) and 29.1% (P180).
The main hypothesis of our study is that hardwood differs from softwood in terms of the efficiency of the sanding process. For this purpose, changes in average weight loss were compared in the function of sanding time (
Figure 9,
Figure 10 and
Figure 11). The equations for these abrasive belts were found. Then, to adjust and compare the course of the functions, the set theory approach was used to narrow down the functions. In the first stage, for the functions to be considered equal, they must satisfy the first condition of the equality of the functions, which says that the functions
f1 (
x) and
f2 (
x) are equal to each other if, and only if, they have the same domains and for each point of the common domain, they assume these are the same values
and for each
, and
[
24].
For all three grit sizes of sanding belts P60, P120, and P180, and for both types of wood (hardwood and softwood), the domains of functions being a square function with the general formula were calculated as
using the procedure: (1) calculation of the root of a function Δ (
); (2) determination of parameters
p i
q (
,
). In the case of sanding belt P60, significant differences were found between the examined functions because their domains assumed values
and
, thus
, so the functions are not equal. Then the second condition for the definition of function equality was checked, indicating that for each
[
28]. These functions do not satisfy the equality condition and are therefore different, which indicates that hardwood differs from softwood in terms of the efficiency of the sanding process for the grit size P60.
For the sanding belt P120, it was observed that the first condition of the equality of the function was not satisfied (
and
). However, the second condition assuming that for every
was satisfied. Thus, a restriction was applied for functions on the selected set of points belonging to the set A (−89.4; −100) where for every
, the functions are equal
[
29]. Based on the calculations related only to this set of arguments, it was found that both functions are similar to each other in the indicated range, and their domains are the same for this set of arguments. A similar situation was observed for the sanding belt P180. Using the second condition of function equality, set A was determined (−81.7; −100) for which these functions are equal. Based on the mathematical analyses, it was found that the sanding belts in the second stage of blunting behave similarly. The belts of grit number (P60) dull faster than belts with higher grit numbers (P180). At the same time, differences were found between softwood and hardwood in terms of the efficiency of the sanding process.
The graph in
Figure 12 shows the average sanding times with belts of different grit numbers in the individual sample sets. The graph also shows the Brinell hardness of individual wood species (the macro-hardness determination method was selected from two common hardness measurement methods [
30]).
The average sanding times for sample sets of two wood species are interesting. In the case of ash, the shortest sanding time was obtained for the P120 belt, while in the case of the other tested materials, the shortest sanding time was usually for the P60 belt (in the case of walnut, these times were more or less equal). This can be explained by the fact that it is the hardest species of wood and in this case, the optimal abrasive belt grit from the point of view of sanding efficiency fell on the belt of medium grain (according to the grain size effect described in the publication Sin et al. 1979 [
31] caused by the influence of the elasticity of wood [
32]). Another interesting species of wood is spruce. In the case of samples made of this material, the greatest effect of the grit number of the sanding belt on the average time for complete sanding of the sample set was observed. The sanding time with the P120 belt increased by as much as 120% compared to the sanding time with the P60 belt. For other grits, these times were either slightly shorter (by 15% for ash and 5% for walnuts) or greater (from 13 to 42%).
The times of sanding with belts of different grit numbers of the individual sets of samples do not seem to correlate with the Brinell hardness of the tested wood species. For example, walnut, which is twice as hard as alder, shows an average sanding time similar to that of alder. Among the softwood species, average sanding times of pine wood are roughly half of that of spruce, although the hardness of both species is similar. The test results show that hardness is not the only factor affecting sanding efficiency. The influence may be caused by other tribological properties, e.g., the instantaneous coefficient of friction, which depends both on the type of wood, hardness, as well as the roughness and temperature, which are time-varying during sanding and dependent on the grit of the sanding belt [
33].
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}