
Design of a Computed Tomography Automation Architecture

Abstract
:1. Introduction
- Deciding the position and orientation of the object (and detector);
- Selection of X-ray source energy and beam filtration;
- Precise placement of the object (and detector) in the chosen position and orientation;
- Reorientation and repositioning of the object between different scans;
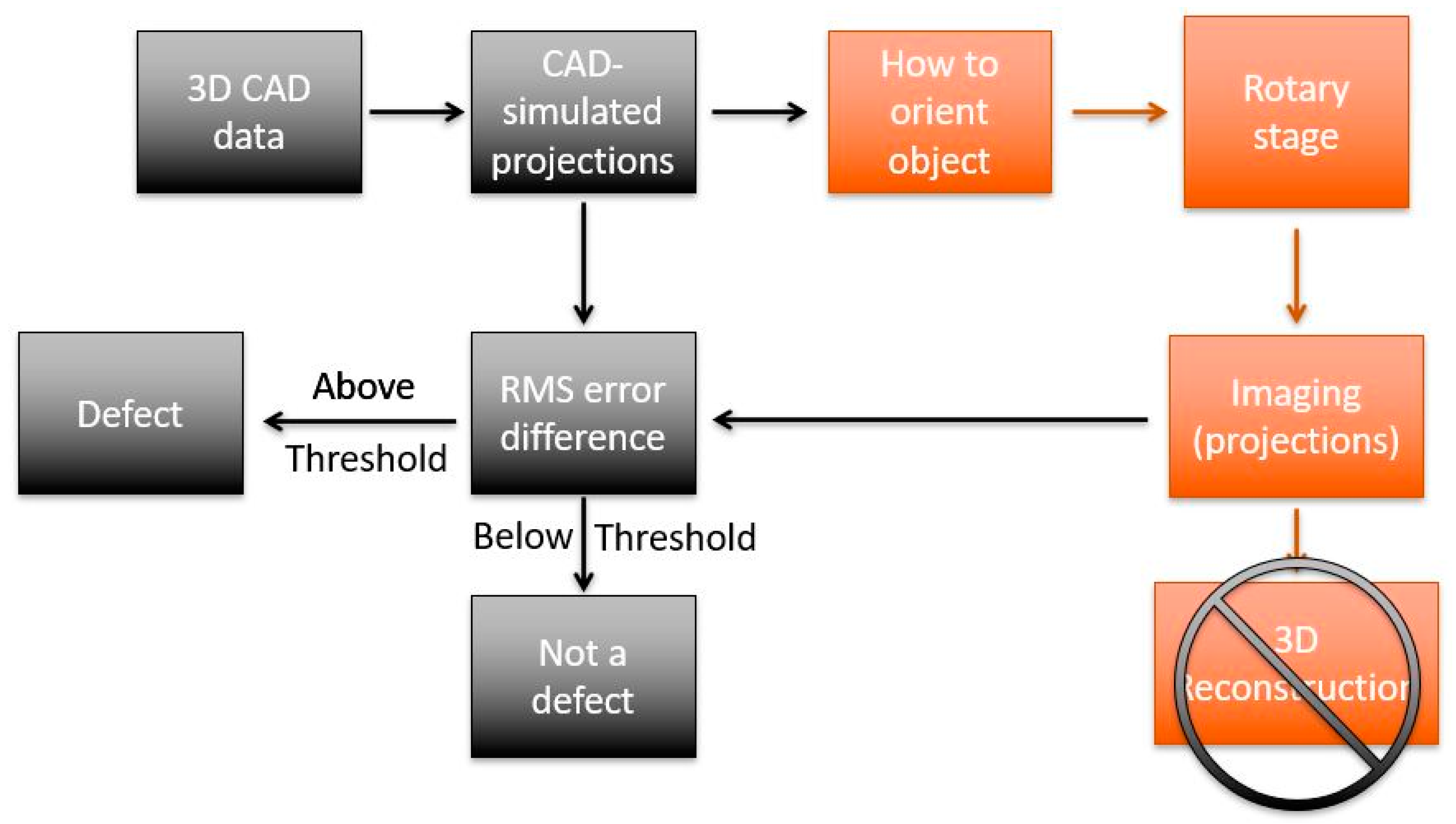
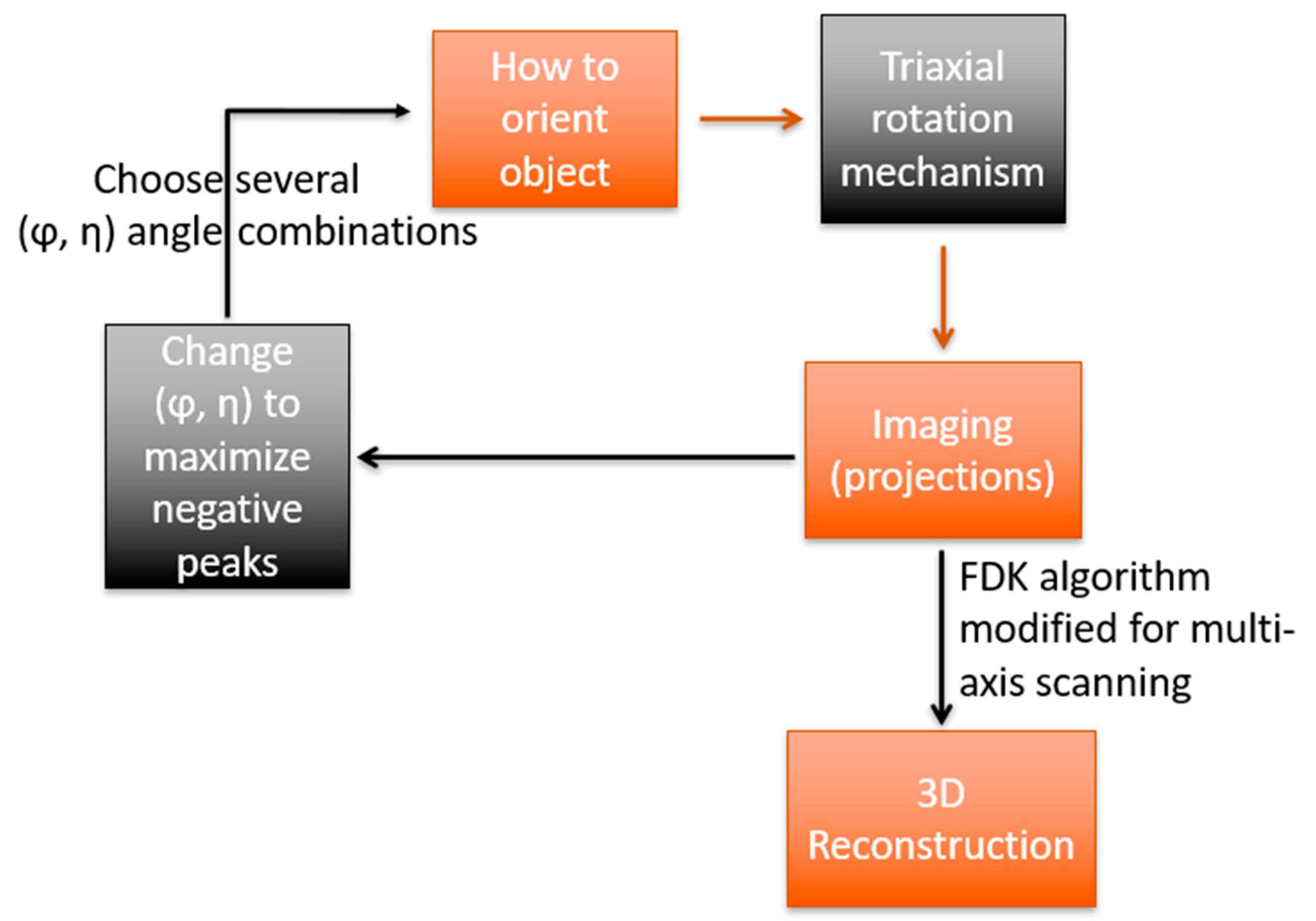
- Post-processing and analysis (e.g., defect detection).
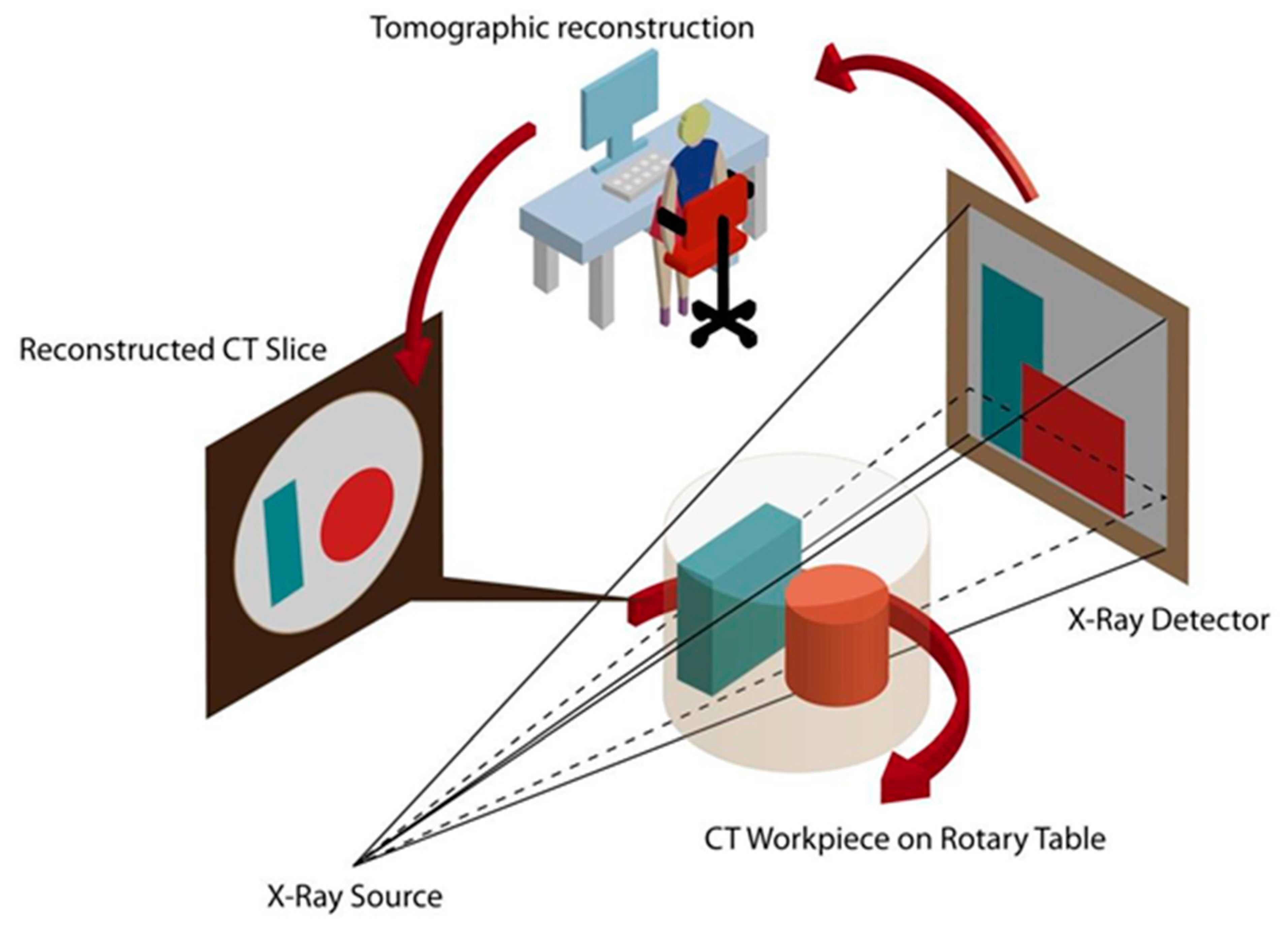
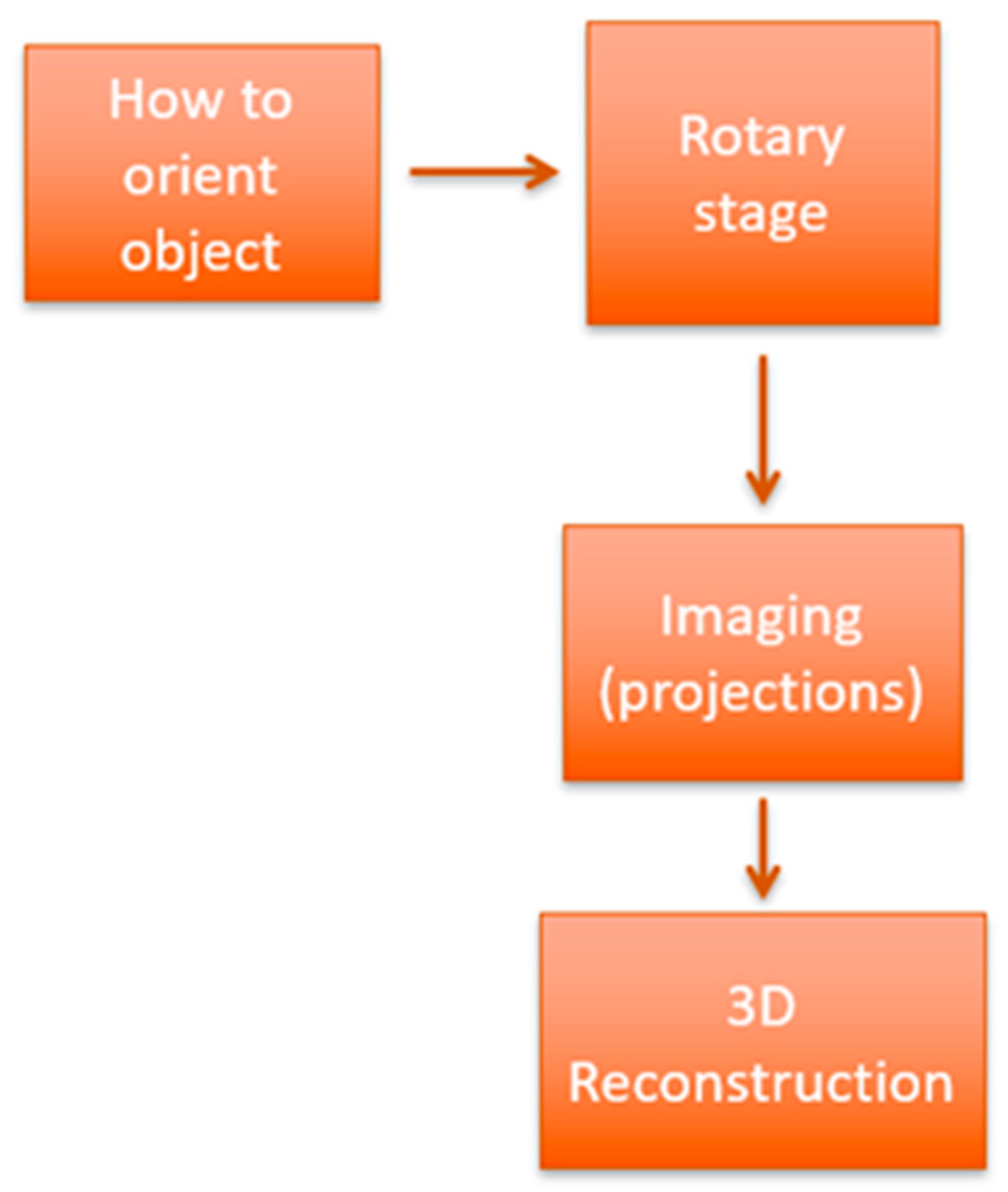
2. Computed Tomography Setup and Initial Methods
2.1. Prior Restriction of View Angles
2.2. CT Setup Positioning
2.3. Non-Circular Scanning Trajectories
2.4. Source Types
3. Feedback Techniques
3.1. Artifact Reduction
3.2. Additional Optimization Examples
4. Post-Imaging Techniques
4.1. Artifact Reduction
4.2. Post-Processing Automation
5. Industrial Applications
5.1. Automotive Industry
5.2. Medical Industry
5.3. Industrial Robots
5.3.1. Robot Calibration
5.3.2. Robot Loading/Unloading
5.4. Additive Manufacturing
6. Computed Tomography Framework
7. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, Z.; Hu, Y.; Buttar, N.A.; Mahmood, A. X-ray computed tomography for quality inspection of agricultural products: A review. Food Sci. Nutr. 2019, 7, 3146–3160. [Google Scholar] [CrossRef]
- Goodenough, D.J.; Herranz, M.; Franco, L.R. CT Scanning and Contraband Detection. U.S. Patent No. US8254517B2, 28 August 2012. [Google Scholar]
- Sun, W.; Brown, S.B.; Leach, R.K. An Overview of Industrial X-ray Computed Tomography; NPL Report. ENG 32; NPL: Teddington, UK, 2012. [Google Scholar]
- Presenti, A.; Sijbers, J.; den Dekker, A.J.; De Beenhouwer, J. CAD-based defect inspection with optimal view angle selection based on polychromatic X-ray projection images. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- James, J.A.; Edwards, L. Application of robot kinematics methods to the simulation and control of neutron beam line positioning systems. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 2007, 571, 709–718. [Google Scholar] [CrossRef]
- Grozmani, N.; Buratti, A.; Schmitt, R.H. Investigating the influence of workpiece placement on the uncertainty of measurements in industrial computed tomography. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- Illemann, J.; Neuschaefer-Rube, U.; Bartscher, M.; Bate, D. Determining spectrum-dependent source and detector positions in cone-beam CT. In Proceedings of the 8th Conference on Industrial Computed Tomography (iCT 2018), Wels, Austria, 6–9 February 2018. [Google Scholar]
- Siewerdsen, J.H.; Jaffray, D.A. Optimization of x-ray imaging geometry (with specific application to flat-panel cone-beam computed tomography). Med. Phys. 2000, 27, 1903–1914. [Google Scholar] [CrossRef]
- Vienne, C.; Costin, M. Adapted acquisition trajectory and iterative reconstruction for few-views CT inspection. In Proceedings of the 8th Conference on Industrial Computed Tomography, Wels, Austria (iCT 2018), Wels, Austria, 6–9 February 2018. [Google Scholar]
- Brinek, A.; Laznovsky, J.; Zikmund, T.; Salplachta, J.; Kaiser, J. Helical XCT Measurement for Correlative Imaging. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- Fischer, A.; Lasser, T.; Schrapp, M.; Stephan, J.; Noël, P.B. Object Specific Trajectory Optimization for Industrial X-ray Computed Tomography. Sci. Rep. 2016, 6, srep19135. [Google Scholar] [CrossRef]
- Ouadah, S.; Jacobson, M.; Stayman, J.W.; Ehtiati, T.; Weiss, C.; Siewerdsen, J.H. Task-driven orbit design and implementation on a robotic C-arm system for cone-beam CT. In Medical Imaging 2017: Physics of Medical Imaging; International Society for Optics and Photonics: Bellingham, WA, USA, 2017; Volume 10132, p. 101320H. [Google Scholar] [CrossRef] [Green Version]
- GE Inspection Technologies, Industrial Radiography, Image Forming Techniques. 2006. Available online: https://www.bakerhughesds.com/sites/g/files/cozyhq596/files/acquiadam_assets/industrial_radiography_image_forming_techniques_english_4.pdf (accessed on 15 December 2020).
- High Flux Neutron Generator. 9 January 2021. Available online: https://phoenixwi.com/neutron-generators/high-flux-neutron-generator/ (accessed on 16 March 2021).
- Hashem, N.R.; Haas, D.A.; Pryor, M.W. MeV photon imaging with robotic sample positioning at a research reactor. J. Radioanal. Nucl. Chem. 2018, 318, 599. [Google Scholar] [CrossRef]
- Toru, K.; Koseki, M. Optimization of multi-axis control for metal artifact reduction in X-ray computed tomography. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- Bartolac, S.; Clackdoyle, R.; Noo, F.; Siewerdsen, J.; Moseley, D.; Jaffray, D. A local shift-variant Fourier model and experimental validation of circular cone-beam computed tomography artifacts. Med. Phys. 2009, 36, 500–512. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Herl, G.; Hiller, J.; Maier, A. Scanning trajectory optimisation using a quantitative Tuybased local quality estimation for robot-based X-ray computed tomography. Nondestruct. Test. Eval. 2020, 35, 287–303. [Google Scholar] [CrossRef]
- Tuy, H.K. An Inversion Formula for Cone-Beam Reconstruction. SIAM J. Appl. Math. 1983, 43, 546–552. [Google Scholar] [CrossRef]
- Maier, A.; Kugler, P.; Lauritsch, G.; Hornegger, J. Discrete Estimation of Data Completeness for 3D Scan Trajectories with Detector Offset. In Bildverarbeitung für die Medizin; Springer Vieweg: Berlin/Heidelberg, Germany, 2015; pp. 47–52. [Google Scholar]
- Liu, B.; Bennett, J.; Wang, G.; De Man, B.; Zeng, K.; Yin, Z.; Fitzgerald, P.; Yu, H. Completeness map evaluation demonstrated with candidate next-generation cardiac CT architectures. Med. Phys. 2012, 39, 2405–2416. [Google Scholar] [CrossRef] [Green Version]
- Hatamikia, S.; Biguri, A.; Kronreif, G.; Kettenbach, J.; Russ, T.; Furtado, H.; Sundar, L.K.S.; Buschmann, M.; Unger, E.; Figl, M.; et al. Optimization for customized trajectories in cone beam computed tomography. Med. Phys. 2020, 47, 4786–4799. [Google Scholar] [CrossRef]
- Heinzl, C.; Kastner, J.; Amirkhamov, A.; Gröller, E.; Gusenbauer, C. Optimal specimen placement in cone beam X-ray computed tomography. NDT E Int. 2012, 50, 42–49. [Google Scholar] [CrossRef]
- Buratti, A.; Ferrucci, M.; Achour, S.B.; Dewulf, W.; Schmitt, R.H. An analytical method for optimizing imaging parameters in industrial X-ray computed tomography for dimensional measurements on multimaterial workpieces. In Developments in X-Ray Tomography X; International Society for Optics and Photonics: Bellingham, WA, USA, 2016; Volume 9967, p. 99671C. [Google Scholar]
- Brierley, N.; Bellon, C.; Toralles, B.L. Optimized multi-shot imaging inspection design. Proc. R. Soc. A 2018, 474, 20170319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, C.; Herbst, M.; Vogt, S.; Ritschl, L.; Kappler, S.; Siewerdsen, J.H.; Zbijewski, W. A robotic X-ray cone-beam CT system: Trajectory optimization for 3D imaging of the weight-bearing spine. In Medical Imaging 2019: Physics of Medical Imaging; International Society for Optics and Photonics: Bellingham, WA, USA, 2019; Volume 10948, p. 109481L. [Google Scholar]
- Reisinger, S.; Kasperl, S.; Franz, M.; Hiller, J.; Schmid, U. Simulation-Based Planning of Optimal Conditions for Industrial Computed Tomography. In International Symposium on Digital Industrial Radiology and Computed Tomography—Mo.3.1. 2011. Available online: https://www.ndt.net/search/docs.php3?id=11125&file=article/dir2011/papers/mo31.pdf (accessed on 15 December 2020).
- Zaech, J.-N.; Gao, C.; Bier, B.; Taylor, R.; Maier, A.; Navab, N.; Unberath, M. Learning to avoid poor images: Towards task-aware C-arm cone-beam CT trajectories. In International Conference on Medical Image Computing and Computer-Assisted Intervention; Springer: Cham, Switzerland, 2019; pp. 11–19. [Google Scholar]
- Herl, G.; Hiller, J.; Sauer, T. Artifact reduction in X-ray computed tomography by multipositional data fusion using local image quality measures. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- Bhandarkar, S.M.; Luo, X.; Daniels, R.F.; Tollner, E.W. Automated Planning and Optimization of Lumber Production Using Machine Vision and Computed Tomography. IEEE Trans. Autom. Sci. Eng. 2008, 5, 677–695. [Google Scholar] [CrossRef] [Green Version]
- YXLON—YXLON MU56 TB. 2020. Available online: https://www.yxlon.com/en/products/x-ray-and-ct-inspection-systems/yxlon-mu56-tb (accessed on 15 December 2020).
- Mery, D.; Filbert, D. Automated flaw detection in aluminum castings based on the tracking of potential defects in a radioscopic image sequence. IEEE Trans. Robot. Autom. 2002, 18, 890–901. [Google Scholar] [CrossRef] [Green Version]
- Mery, D. Computer Vision for X-Ray Testing: Imaging, Systems, Image Databases, and Algorithms; Springer International Publishing: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- Mery, D.; Arteta, C. Automatic Defect Recognition in X-Ray Testing Using Computer Vision. In Proceedings of the 2017 IEEE Winter Conference on Applications of Computer Vision (WACV), Santa Rosa, CA, USA, 24–31 March 2017; pp. 1026–1035. [Google Scholar]
- Krumm, M.; Sauerwein, C.; Hämmerle, V.; Schön, H.S.T.; Jungand, A.; Sindel, M. Rapid robotic X-ray computed tomography of large assemblies in automotive production. In Proceedings of the 8th Conference on Industrial Computed Tomography (iCT 2018), Wels, Austria, 6–9 February 2018. [Google Scholar]
- Holub, W.; Brunner, F.; Schön, T. RoboCT Application for In-Situ Inspection of Join Technologies of Large Scale Objects. In Proceedings of the International Symposium on Digital Industrial Radiology and Computed Tomography (DIR 2019), Fürth, Germany, 2–4 July 2019. [Google Scholar]
- Multi-Modality Veterinary & Equine Robotic-CT Scanner. 2020. Available online: http://www.veterinary-imaging.com/nglishne-robotic-ct.php (accessed on 15 December 2020).
- Kageyama, H.; Yoshimura, S.; Uchida, K.; Iida, T. Advantages and Disadvantages of Multi-axis Intraoperative Angiography Unit for Percutaneous Pedicle Screw Placement in the Lumbar Spine. Neurol. Med. Chir. 2017, 57, 481–488. [Google Scholar] [CrossRef] [Green Version]
- Stopp, F.; Käseberg, M.; Winne, C.; Marx, B.; Dehler, J.; Keeve, E. ORBIT—Open X-ray Scanner for Image-guided Interventional Surgery—Development of Concept. In Proceedings of the Informatik 2011, Berlin, Germany, 4–7 October 2011. [Google Scholar]
- Amr, M.; Schön, T.; Suth, D. A Flexible and Acquisition Geometry-Independent Calibration for Computed Tomography. In Proceedings of the 8th Conference on Industrial Computed Tomography (iCT 2018), Wels, Austria, 6–9 February 2018. [Google Scholar]
- Blumensath, T.; O’Brien, N.; Wood, C.E. Calibration of Robotic Manipulator Systems for Cone-Beam Tomography Imaging. IEEE Trans. Nucl. Sci. 2018, 65, 1384–1393. [Google Scholar] [CrossRef] [Green Version]
- Wood, C.E.; O’Brien, N.; Denysov, A.; Blumensath, T. Computed Laminography of CFRP Using an X-Ray Cone-Beam and Robotic Sample Manipulator Systems. IEEE Trans. Nucl. Sci. 2019, 66, 655–663. [Google Scholar] [CrossRef]
- Landstorfer, P.; Hiller, J.; Herbst, M. Investigation of positioning accuracy of industrial robots for robotic-based X-Ray Computed Tomography. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- Hashem, N.; Pryor, M. Feasibility of Industrial Robots used in Non-Destructive Testing Applications. In Proceedings of the ANS Student Conference, State College, PA, USA, 3–6 April 2014. [Google Scholar]
- De Chiffre, L.; Carmignato, S.; Kruth, J.-P.; Schmitt, R.; Weckenmann, A. Industrial applications of computed tomography. CIRP Ann. 2014, 63, 655–677. [Google Scholar] [CrossRef]
- ZEISS VoluMax—Inline Computed Tomography & X-ray. 2020. Available online: https://www.zeiss.com/metrology/products/systems/computed-tomography/volumax.html (accessed on 15 December 2020).
- Speed Scan CT 64: Industrial Computed Tomography (CT) System: Inspection & NDT. 2020. Available online: https://www.bakerhughesds.com/inspection-technologies/radiography-ct/x-ray-computed-tomography/speedscan-ct-64 (accessed on 15 December 2020).
- Inline Production CT, In-Process CT—Ready for Production, Nikon Metrology. 2020. Available online: https://www.nikonmetrology.com/en-us/product/inline-production-ct (accessed on 15 December 2020).
- RobotiX Industrial 3D X-ray Inspection System, North Star Imaging. 2020. Available online: https://4nsi.com/innovations/nglish (accessed on 15 December 2020).
- XRHRobotStar—In-line ADR X-ray inspection. 11 May 2018. Available online: https://visiconsult.de/products/ndt/xrhrobotstar/ (accessed on 15 December 2020).
- Shu, D.; Toellner, T.S.; Alp, E.E.; Maser, J.; Mancini, D.; Lai, B.; McNulty, I.; Joachimiak, A.; Lee, P.; Lee, W.K.; et al. High-precision positioning mechanism development at the Advanced Photon Source. In Proceedings of the 2nd International Workshop on Mechanical Engineering Design of Synchrotron Radiation Equipment and Instrumentation (MEDSI 2002), Argonne, IL, USA, 5–6 September 2002. [Google Scholar]
- Khosravani, M.R.; Reinicke, T. On the Use of X-ray Computed Tomography in Assessment of 3D-Printed Components. J. Nondestruct. Eval. 2020, 39, 1–17. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of porosity on mechanical properties of 3D printed polymers: Experiments and micromechanical modeling based on X-ray computed tomography analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [Green Version]
- Rometsch, P.A.; Pelliccia, D.; Tomus, D.; Wu, X. Evaluation of polychromatic X-ray radiography defect detection limits in a sample fabricated from Hastelloy X by selective laser melting. NDT E Int. 2014, 62, 184–192. [Google Scholar] [CrossRef]
- Esposito, F.; Gatto, A.; Bassoli, E.; Denti, L. A study on the use of XCT and FEA to predict the elastic behavior of additive manufactured parts of cylindrical geometry. J. Nondestr. Eval. 2019, 37, 1–7. [Google Scholar]
- Raguvarun, K.; Balasubramaniam, K.; Rajagopal, P.; Palanisamy, S.; Nagarajah, R.; Hoye, N.; Curiri, D.; Kapoor, A. A study of internal structure in components made by additive manufacturing process using 3D X-ray tomography. In AIP Conference Proceedings; American Institute of Physics (AIP): New York, NY, USA, 2015; Volume 1650, pp. 146–155. [Google Scholar]
- Howe, R.; Shahbazmohamadi, S.; Bass, R.; Singh, P. Digital evaluation and replication of period wind instruments: The role of micro-computed tomography and additive manufacturing. Early Music. 2014, 42, 529–536. [Google Scholar] [CrossRef]
- Townsend, A.; Racasan, R.; Lech, R.; Senin, N.; Thompson, A.; Ramsey, A.; Bate, D.; Woolliams, P.; Brwon, S.; Blunt, L. An interlaboratory comparison of X-ray computed tomography measurement for texture and dimensional characterisation of additively manufactured parts. Addit. Manuf. 2018, 23, 422–432. [Google Scholar] [CrossRef]
- Laycock, S.; Bell, G.; Corps, N.; Mortimore, D.; Cox, G.; May, S.; Finkel, I. Using a combination of micro-computed tomography, CAD and 3D printing techniques to reconstruct incomplete 19th-century Cantonese chess pieces. J. Comput. Cult. Herit. 2015, 7, 25. [Google Scholar] [CrossRef] [Green Version]
- Villarraga, H.; Smith, S.T.; Lee, C.; Corbett, T.; Tarbutton, J.A. Assessing Additive Manufacturing Processes with X-ray CT Metrology. Presented at the ASPE 2015 Spring Topical Meeting: Achieving Precision Tolerances in Additive Manufacturing, Raleigh, NC, USA, 26–29 April 2015; pp. 116–121. Available online: http://aspe.net/publications/Spring_2015/Spring2015.pdf (accessed on 2 March 2021).
- Du Plessis, A.; Meincken, M.; Seifert, T. Quantitative Determination of Density and Mass of Polymeric Materials Using Microfocus Computed Tomography. J. Nondestruct. Eval. 2013, 32, 413–417. [Google Scholar] [CrossRef]
- Townsend, A.; Pagani, L.; Scott, P.; Blunt, L. A real surface texture data extraction from X-ray computed tomography reconstructions of metal additively manufactured parts. Precis. Eng. 2017, 48, 254–264. [Google Scholar] [CrossRef]
- Zanini, F.; Sbettega, E.; Sorgato, M.; Camignato, S. New approach for verifying the accuracy of X-ray computed tomography measurements of surface topographies in additively manufactured metal parts. J. Nondestr. Eval. 2019, 38, 1–10. [Google Scholar] [CrossRef]
- Kerckhofs, G.; Pyka, G.; Moesen, M.; Van Bael, S.; Schrooten, J.; Wevers, M. High-resolution microfocus X-ray computed tomography for 3D surface roughness measurements of additive manufactured porous materials. Adv. Eng. Mater. 2013, 15, 153–158. [Google Scholar] [CrossRef]
- Marro, A.; Bandukwala, T.; Mak, W. Three-Dimensional Printing and Medical Imaging: A Review of the Methods and Applications. Curr. Probl. Diagn. Radiol. 2016, 45, 2–9. [Google Scholar] [CrossRef]
- Todorov, E.; Spencer, R.; Gleeson, S.; Jamshidinia, M.; Kelly, S.M. America Makes: National Additive Manufacturing Innovation Institute (NAMII) Project 1: Nondestructive Evaluation (NDE) of Complex Metallic Additive Manufactured (AM) Structures (DTIC); Edison Welding Inst. Inc.: Columbus, OH, USA, 2014. [Google Scholar]
- Altschuler, M.D.; Herman, G.T. Fully-three-dimensional image reconstruction using series expansion methods. In A Review of Information Processing in Medical Imaging; Brill, A.B., Price, R.R., McClain, W.J., Landay, M.W., Eds.; Oak Ridge National Lab: Oak Ridge, TN, USA, 1977; pp. 124–142. [Google Scholar]
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical cone-beam algorithm. J. Opt. Soc. Am. A 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- Finch, D.V. Cone Beam Reconstruction with Sources on a Curve. SIAM J. Appl. Math. 1985, 45, 665–673. [Google Scholar] [CrossRef]
- Grangeat, P. Description of A 3D Reconstruction Algorithm for Diverging X-ray Beams. In Proceedings of the SPIE 1985 International Technical Symposium/Europe, Cannes, France, 23 December 1985. [Google Scholar]
- Grangeat, P. 3D Reconstruction for Diverging X-Ray Beams. In Computer Assisted Radiology/Computergestützte Radiologie; Lemke, H., Rhodes, M.L., Jaffee, C.C., Felix, R., Eds.; Springer: Berlin/Heidelberg, Germany, 1985; pp. 59–64. [Google Scholar]
- Hamaker, C.; Smith, K.; Solomon, D.; Wagner, S. The divergent beam x-ray transform. Rocky Mt. J. Math. 1980, 10, 253–284. [Google Scholar] [CrossRef]
- Herman, G.T. Image Reconstruction from Projections; Academic Press: New York, NY, USA, 1980. [Google Scholar]
- Imiya, J.; Ogawa, H. A direct method of image reconstruction from its line integrals by cone-beam x-rays. In Proceedings of the International Joint Alpine Symposium on Medical Computing, Graphics Image Communication, and Clinical Advances in Neuro CT/NMR, Innsbruck, Austria, 11–15 February 1984; IEEE: New York, NY, USA, 1984; pp. 95–101. [Google Scholar]
- Katsevich, A. Theoretically Exact Filtered Backprojection-Type Inversion Algorithm for Spiral CT. SIAM J. Appl. Math. 2002, 62, 2012–2026. [Google Scholar] [CrossRef] [Green Version]
- Kowalski, G. Multislice Reconstruction from Twin-Cone Beam Scanning. IEEE Trans. Nucl. Sci. 1979, 26, 2895–2903. [Google Scholar] [CrossRef]
- Kowalski, G. Fast 3-D scanning systems using a limited tilting angle. Appl. Opt. 1977, 16, 1686–1690. [Google Scholar] [CrossRef]
- Minerbo, G.N. Convolutional Reconstruction from Cone-Beam Projection Data. IEEE Trans. Nucl. Sci. 1979, 26, 2682–2684. [Google Scholar] [CrossRef]
- Peyrin, F.C. The generalized backprojection theorem for cone-beam reconstruction. IEEE Trans. Nucl. Sci. 1985, 32, 1512–1519. [Google Scholar] [CrossRef]
- Schlindwein, M. Iterative Three-Dimensional Reconstruction from Twin-Cone Beam Projections. IEEE Trans. Nucl. Sci. 1978, 25, 1135–1143. [Google Scholar] [CrossRef]
- Smith, K.T. Reconstruction formulas in computed tomography. Proc. Symp. Appl. Math. 1982, 27, 7–23. [Google Scholar]
- VGSTUDIO MAX: High-End Software for CT Data. 2020. Available online: https://www.volumegraphics.com/en/products/vgstudio-max.html (accessed on 8 September 2020).
- Dragonfly: 3D Visualization and Analysis Solutions for Scientific and Industrial Data: ORS. 2020. Available online: https://www.theobjects.com/dragonfly/index.html (accessed on 8 September 2020).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Company | Automated System |
|---|---|
| Carl Zeiss AG [46] | VoluMax in-line CT inspection, Automated loading |
| YXLON International GmbH [31] | Robotic system for industrial X-ray inspection of turbine blades |
| GE Sensing & Inspection Technologies [47] | SpeedScan CT 64, High-speed CT scanner and detector system |
| Nikon Metrology NV [48] | Inline production CT—100% part inspection |
| North Star Imaging Inc. [49] | robotiX, Robotic automated X-ray CT scanning system |
| VisiConsult X-ray Systems & Solutions GmbH [50] | XRHRobotStar, Automated defect recognition capable robot-system |
| Researcher | Exact/Non-Exact | Implemented | Computing Efficiency | Geometry of X-ray Vertices | Reconstruction Method |
|---|---|---|---|---|---|
| Altschuler [67] | N | No | Fair | Circle | Matrix inversion |
| Feldkamp [68] | N | Yes | Excellent | Circle | Convolution backprojection |
| Finch [69] | E | No | n/a | Sufficiently large circle | A mathematical analysis |
| Grangeat [70,71] | N | Yes | Good | Circle | Convolution backprojection |
| Hamaker [72] | N | No | Fair | Finite number of sources | Convolution backprojection |
| Herman [73] | N | Yes | Excellent | Circle | Convolution backprojection |
| Imiya [74] | N | Yes | Poor | Sphere | Rho-filter convolution backprojection |
| Katsevich [75] | E | Yes | n/a | Helical reconstruction | Convolution backprojection |
| Kowalski [76] | N | Yes | Fair | Two parallel circles | Matrix inversion |
| Kowalski [77] | N | Yes | Fair | Straight line | Matrix inversion |
| Minerbo [78] | N | No | Fair | Circle | Convolution backprojection |
| Peyrin [79] | N | No | Poor | Sphere | Rho-filter convolution backprojection |
| Schlindwein [80] | N | Yes | Fair | Two parallel circles | Algebraic reconstruction technique |
| Smith [81] | E | No | Poor | Sphere | Convolution backprojection |
| Tuy [19] | E | No | Poor | Two perpendicular circles | Convolution backprojection |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashem, N.; Pryor, M.; Haas, D.; Hunter, J. Design of a Computed Tomography Automation Architecture. Appl. Sci. 2021, 11, 2858. https://doi.org/10.3390/app11062858
Hashem N, Pryor M, Haas D, Hunter J. Design of a Computed Tomography Automation Architecture. Applied Sciences. 2021; 11(6):2858. https://doi.org/10.3390/app11062858
Chicago/Turabian StyleHashem, Nicholas, Mitchell Pryor, Derek Haas, and James Hunter. 2021. "Design of a Computed Tomography Automation Architecture" Applied Sciences 11, no. 6: 2858. https://doi.org/10.3390/app11062858