
Thermodynamic and Quality Performance Studies for Drying Kiwi in Hybrid Hot Air-Infrared Drying with Ultrasound Pretreatment




Abstract
:1. Introduction
2. Materials and Methods
2.1. Ultrasonic
2.2. Hybrid Hot Air-Infrared (HAI) Dryer
2.3. Moisture Ratio (MR) and Mathematical Modeling
2.4. Modeling
2.5. Determination of Effective Moisture Diffusivity Coefficient (Deff)
2.6. Calculation of Some Thermodynamic Parameters
2.6.1. Energy Consumption
2.6.2. Drying Efficiency
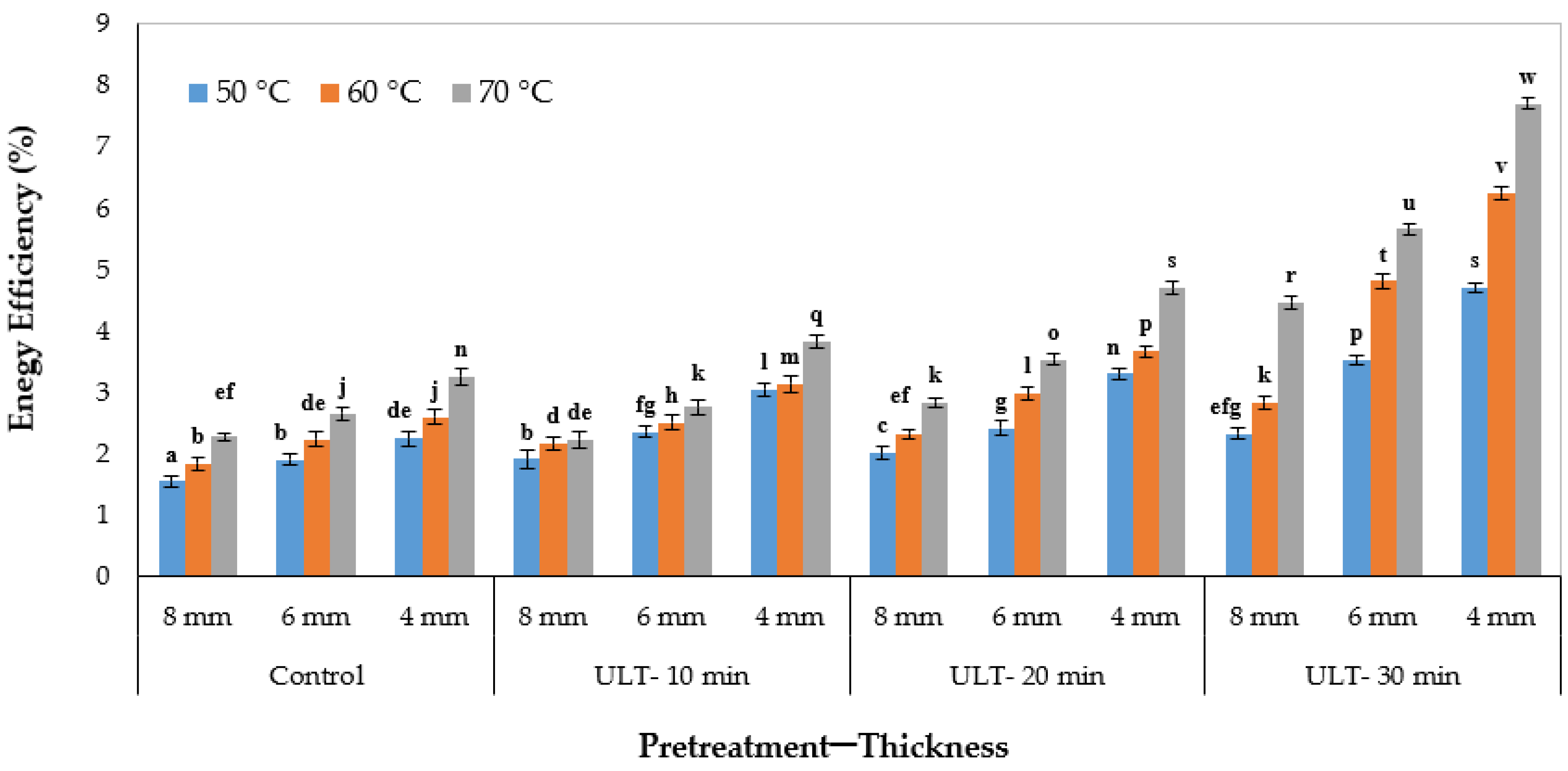
2.6.3. Energy Efficiency
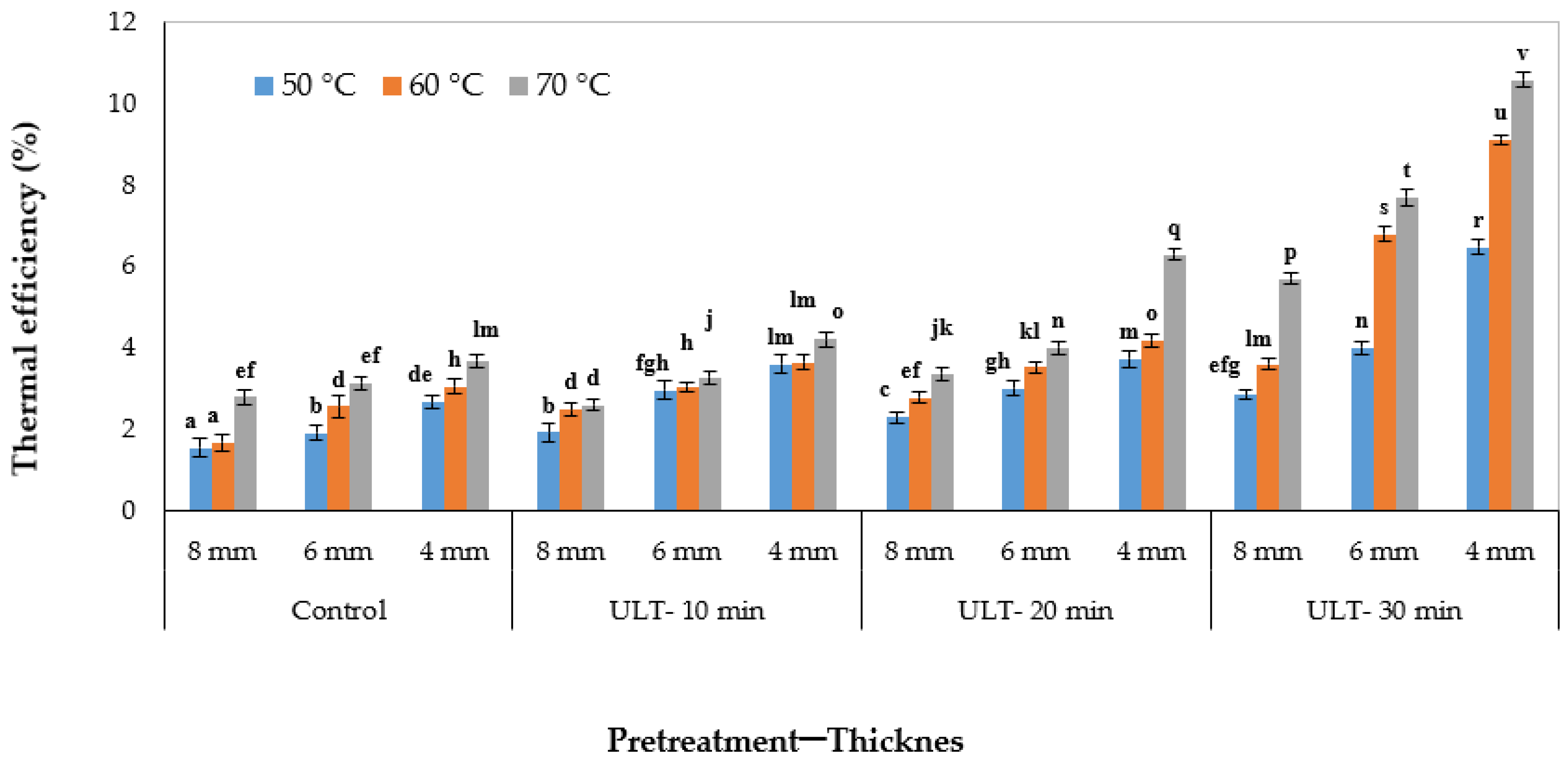
2.6.4. Thermal Efficiency
2.6.5. Energy Required to Evaporate Moisture from Product
2.6.6. Energy Required to Increase Product Temperature
2.7. Shrinkage
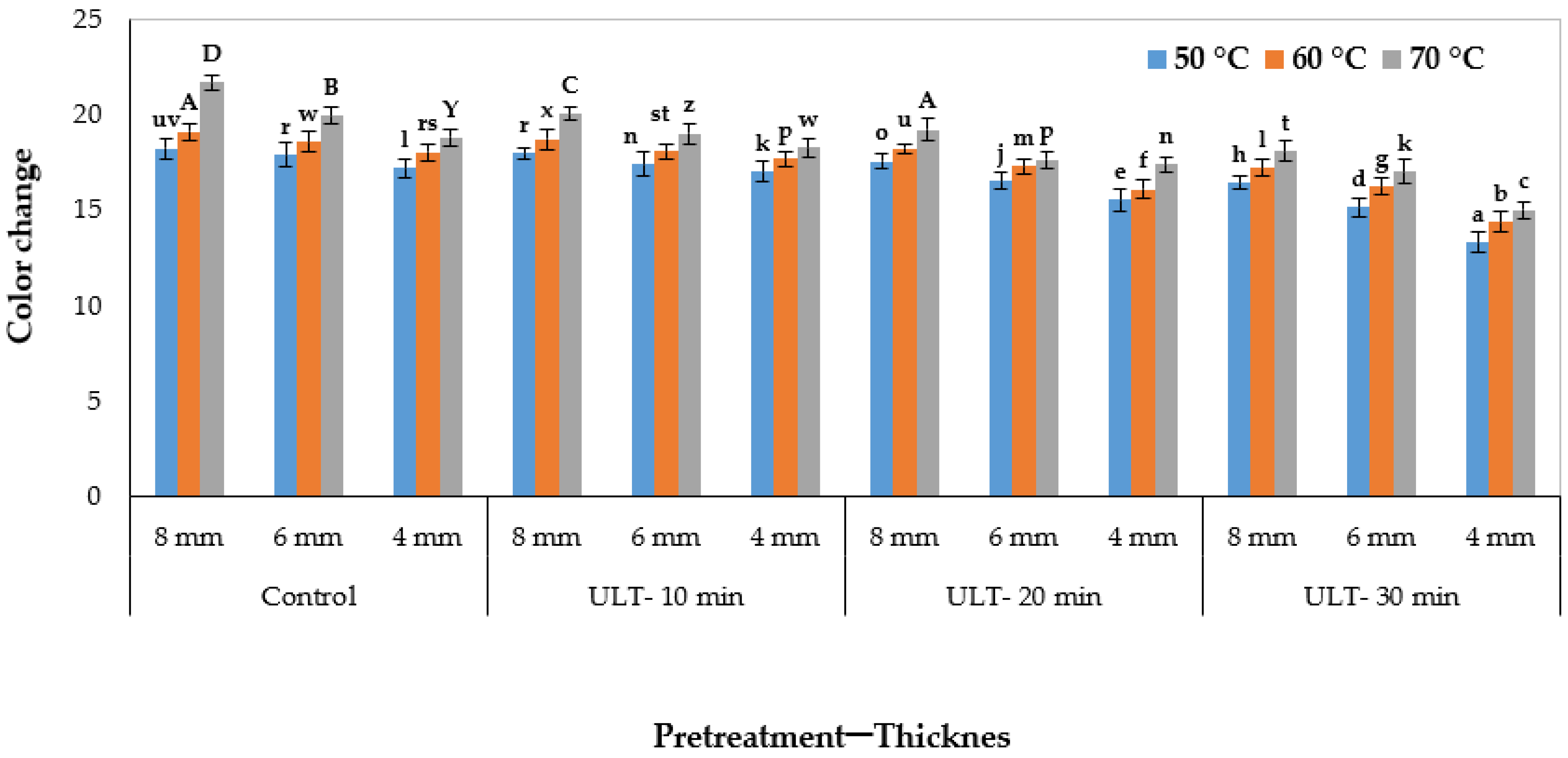
2.8. Color
2.9. Data Analysis
3. Results and Discussion
3.1. Mathematical Modeling
3.2. Drying Time
3.3. Deff
3.4. Thermodynamic Parameters
3.4.1. SEC
3.4.2. Energy Efficiency and Drying Efficiency
3.4.3. Thermal Efficiency
3.5. Qualitative Properties
3.5.1. Color
3.5.2. Shrinkage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Zeng, Y.; Hu, X.; Sun, X. Effect of Ultrasonic Power on Water Removal Kinetics and Moisture Migration of Kiwifruit Slices During Contact Ultrasound Intensified Heat Pump Drying. Food Bioprocess Technol. 2020, 13, 430–441. [Google Scholar] [CrossRef]
- Zakipour-Molkabadi, E.; Hamidi-Esfahani, Z.; Abbasi, S. Formulation of leather from kiwi fruit losses. Iranian Food Sci. Technol. Res. J. 2011, 6, 263–271. [Google Scholar]
- Kumar, C.; Karim, A.; Saha, S.C.; Joardder, M.U.H.; Brown, R.J.; Biswas, D. Multiphysics modelling of convective drying of food materials. In Proceedings of the Global Engineering, Science and Technology Conference, Marrakech, Morocco, 17–20 April 2012. [Google Scholar]
- Taghinezhad, E.; Szumny, A.; Kaveh, M.; Rasooli Sharabiani, V.; Kumar, A.; Shimizu, N. Parboiled Paddy Drying with Different Dryers: Thermodynamic and Quality Properties, Mathematical Modeling Using ANNs Assessment. Foods 2020, 9, 86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vallespir, F.; Rodríguez, Ó.; Cárcel, J.A.; Rosselló, C.; Simal, S. Ultrasound assisted low-temperature drying of kiwifruit: Effects on drying kinetics, bioactive compounds and antioxidant activity. J. Sci. Food Agric. 2019, 99, 2901–2909. [Google Scholar] [CrossRef]
- Salehi, F. Recent applications and potential of infrared dryer systems for drying various agricultural products: A review. Int. J. Fruit Sci. 2020, 20, 586–602. [Google Scholar] [CrossRef]
- Barzegar, M.; Zare, D.; Stroshine, R.L. An integrated energy and quality approach to optimization of green peas drying in a hot air infrared-assisted vibratory bed dryer. J. Food Eng. 2015, 166, 302–315. [Google Scholar] [CrossRef]
- Charoux, C.M.; Ojha, K.S.; O’Donnell, C.P.; Cardoni, A.; Tiwari, B.K. Applications of airborne ultrasonic technology in the food industry. J. Food Eng. 2017, 208, 28–36. [Google Scholar] [CrossRef]
- Mierzwa, D.; Szadzińska, J.; Pawłowski, A.; Pashminehazar, R.; Kharaghani, A. Nonstationary convective drying of raspberries, assisted by microwaves and ultrasound. Dry. Technol. 2019, 37, 988–1001. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Aziz, M. Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption. Appl. Sci. 2020, 10, 6309. [Google Scholar] [CrossRef]
- Dehghannya, J.; Kadkhodaei, S.; Heshmati, M.K.; Ghanbarzadeh, B. Ultrasound-assisted intensification of a hybrid intermittent microwave-hot air drying process of potato: Quality aspects and energy consumption. Ultrasonics 2019, 96, 104–122. [Google Scholar] [CrossRef]
- Ghanbarian, D.; Torki-Harchegani, M.; Sadeghi, M.; Pirbalouti, A.G. Ultrasonically improved convective drying of peppermint leaves: Influence on the process time and energetic indices. Renew. Energy 2020, 153, 67–73. [Google Scholar] [CrossRef]
- Darıcı, S.; Şen, S. Experimental investigation of convective drying kinetics of kiwi under different conditions. Heat Mass Transfer. 2015, 51, 1167–1176. [Google Scholar] [CrossRef]
- Mahjoorian, A.; Mokhtarian, M.; Fayyaz, N.; Rahmati, F.; Sayyadi, S.; Ariaii, P. Modeling of drying kiwi slices and its sensory evaluation. Food Sci. Nutr. 2017, 5, 466–473. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, I.; Tabatabaekoloor, R.; Motevali, A. Effect of air recirculation and heat pump on mass transfer and energy parameters in drying of kiwifruit slices. Energy 2019, 170, 149–158. [Google Scholar] [CrossRef]
- Darvishi, H.; Zarein, M.; Farhudi, Z. Energetic and exergetic performance analysis and modeling of drying kinetics of kiwi slices. J. Food Sci. Technol. 2016, 53, 2317–2333. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aidani, E.; Hadadkhodaparast, M.; Kashaninejad, M. Experimental and modeling investigation of mass transfer during combined infrared-vacuum drying of Hayward kiwifruits. Food Sci. Nutr. 2017, 5, 596–601. [Google Scholar] [CrossRef]
- Orikasa, T.; Koide, S.; Okamoto, S.; Imaizumi, T.; Muramatsu, Y.; Takeda, J.-I.; Shiina, T.; Tagawa, A. Impacts of hot air and vacuum drying on the quality attributes of kiwifruit slices. J. Food Eng. 2014, 125, 51–58. [Google Scholar] [CrossRef] [Green Version]
- Akar, G.; Barutçu Mazı, I. Color change, ascorbic acid degradation kinetics, and rehydration behavior of kiwifruit as affected by different drying methods. J. Food Process Eng. 2019, 42, e13011. [Google Scholar] [CrossRef]
- Izli, N.; Izli, G.; Taskin, O. Drying kinetics, colour, total phenolic content and antioxidant capacity properties of kiwi dried by different methods. J. Food Meas. Charact. 2017, 11, 64–74. [Google Scholar] [CrossRef]
- Nadian, M.H.; Abbaspour-Fard, M.H.; Martynenko, A.; Golzarian, M.R. An intelligent integrated control of hybrid hot air-infrared dryer based on fuzzy logic and computer vision system. Comput. Electron. Agric. 2017, 137, 138–149. [Google Scholar] [CrossRef]
- Ergün, K.; Çalışkan, G.; Dirim, S.N. Determination of the drying and rehydration kinetics of freeze dried kiwi (Actinidia deliciosa) slices. Heat Mass Transfer. 2016, 52, 2697–2705. [Google Scholar] [CrossRef]
- Lyu, J.; Chen, Q.; Bi, J.; Zeng, M.; Wu, X. Drying characteristics and quality of kiwifruit slices with/without osmotic dehydration under short-and medium-wave infrared radiation drying. Inter. J. Food Eng. 2017, 13. [Google Scholar] [CrossRef]
- Ricce, C.; Rojas, M.L.; Miano, A.C.; Siche, R.; Augusto, P.E.D. Ultrasound pre-treatment enhances the carrot drying and rehydration. Food Res. Int. 2016, 89, 701–708. [Google Scholar] [CrossRef] [PubMed]
- Nadian, M.H.; Abbaspour-Fard, M.H.; Sadrnia, H.; Golzarian, M.R.; Tabasizadeh, M. Optimal pretreatment determination of kiwifruit drying via online monitoring. J. Sci. Food Agric. 2016, 96, 4785–4796. [Google Scholar] [CrossRef]
- Jahanbakhshi, A.; Kaveh, M.; Taghinezhad, E.; Rasooli Sharabiani, V. Assessment of kinetics, effective moisture diffusivity, specific energy consumption, shrinkage, and color in the pistachio kernel drying process in microwave drying with ultrasonic pretreatment. J. Food Process. Preserv. 2020, 44, e14449. [Google Scholar] [CrossRef]
- Wang, J.; Xiao, H.-W.; Ye, J.-H.; Wang, J.; Raghavan, V. Ultrasound pretreatment to enhance drying kinetics of Kiwifruit (Actinidia deliciosa) slices: Pros and cons. Food Bioprocess Technol. 2019, 12, 865–876. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Abdan, K.; Janius, R.; Chen, G. Modelling the mid-infrared drying of sweet potato: Kinetics, mass and heat transfer parameters, and energy consumption. Heat Mass Transfer. 2018, 54, 2917–2933. [Google Scholar] [CrossRef]
- Kaveh, M.; Taghinezhad, E.; Aziz, M. Effects of physical and chemical pretreatments on drying and quality properties of blackberry (Rubus spp.) in hot air dryer. Food Sci. Nutr. 2020, 8, 3843–3856. [Google Scholar] [CrossRef]
- Varzakas, T.H.; Leach, G.C.; Israilides, C.J.; Arapoglou, D. Theoretical and experimental approaches towards the determination of solute effective diffusivities in foods. Enzyme Microb. Technol. 2005, 37, 29–41. [Google Scholar] [CrossRef]
- La Fuente, C.I.; Tadini, C.C. Ultrasound pre-treatment prior to unripe banana air-drying: Effect of the ultrasonic volumetric power on the kinetic parameters. J. Food Sci. Technol. 2018, 55, 5098–5105. [Google Scholar] [CrossRef]
- Varzakas, T.; Escudero, I.; Economou, I.G. Estimation of endoglucanase and lysozyme effective diffusion coefficients in polysulphone membranes. J. Biotechnol. 1999, 72, 77–83. [Google Scholar] [CrossRef]
- Kaveh, M.; Chayjan, R.A.; Taghinezhad, E.; Sharabiani, V.R.; Motevali, A. Evaluation of specific energy consumption and GHG emissions for different drying methods (Case study: Pistacia Atlantica). J. Clean. Prod. 2020, 259, 120963. [Google Scholar] [CrossRef]
- Motevali, A.; Koloor, R.T. A comparison between pollutants and greenhouse gas emissions from operation of different dryers based on energy consumption of power plants. J. Clean. Prod. 2017, 154, 445–461. [Google Scholar] [CrossRef]
- Islam, M.; Saha, T.; Monalisa, K.; Hoque, M. Effect of starch edible coating on drying characteristics and antioxidant properties of papaya. J. Food Meas. Charact. 2019, 13, 2951–2960. [Google Scholar] [CrossRef]
- Doymaz, İ.; Özdemir, Ö. Effect of air temperature, slice thickness and pretreatment on drying and rehydration of tomato. Int. J. Food Sci. Tech. 2014, 49, 558–564. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Khalife, E.; Chen, G. Drying of organic blackberry in combined hot air-infrared dryer with ultrasound pretreatment. Dry. Technol. 2020. [Google Scholar] [CrossRef]
- Doymaz, İ. Drying kinetics, rehydration and colour characteristics of convective hot-air drying of carrot slices. Heat Mass Transfer. 2017, 53, 25–35. [Google Scholar] [CrossRef]
- Nguyen, M.-H.; Price, W.E. Air-drying of banana: Influence of experimental parameters, slab thickness, banana maturity and harvesting season. J. Food Eng. 2007, 79, 200–207. [Google Scholar] [CrossRef] [Green Version]
- Azimi-Nejadian, H.; Hoseini, S.S. Study the effect of microwave power and slices thickness on drying characteristics of potato. Heat Mass Transfer. 2019, 55, 2921–2930. [Google Scholar] [CrossRef]
- Varzakas, T.; Arapoglou, D.; Israilides, C. Kinetics of endoglucanase and endoxylanase uptake by soybean seeds. J. Biosci. Bioeng. 2006, 101, 111–119. [Google Scholar] [CrossRef]
- Doymaz, I.; Göl, E. Convective drying characteristics of eggplant slices. J. Food Process. Eng. 2011, 34, 1234–1252. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Jahanbakhshi, A. The effect of microwave and convective dryer with ultrasound pre-treatment on drying and quality properties of walnut kernel. J. Food Process. Preserv. 2019, 43, e14178. [Google Scholar] [CrossRef]
- Motevali, A.; Minaei, S.; Banakar, A.; Ghobadian, B.; Khoshtaghaza, M.H. Comparison of energy parameters in various dryers. Energy Convers. Manag. 2014, 87, 711–725. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Jahanbakhshi, A.; Golpour, I. Use of artificial intelligence for the estimation of effective moisture diffusivity, specific energy consumption, color and shrinkage in quince drying. J. Food Process Eng. 2020, 43, e13358. [Google Scholar] [CrossRef]
- Beigi, M. Energy efficiency and moisture diffusivity of apple slices during convective drying. Food Sci. Technol. 2016, 36, 145–150. [Google Scholar] [CrossRef] [Green Version]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Hernández-Hernández, J.L.; Fuentes-Penna, A.; Hernández-Hernández, M. Evaluation of the Changes in Thermal, Qualitative, and Antioxidant Properties of Terebinth (Pistacia atlantica) Fruit under Different Drying Methods. Agronomy 2020, 10, 1378. [Google Scholar] [CrossRef]
- Albini, G.; Freire, F.B.; Freire, J.T. Barley: Effect of airflow reversal on fixed bed drying. Chem. Eng. Process. Process. Intensif. 2018, 134, 97–104. [Google Scholar] [CrossRef]
- Torki-Harchegani, M.; Ghanbarian, D.; Pirbalouti, A.G.; Sadeghi, M. Dehydration behaviour, mathematical modelling, energy efficiency and essential oil yield of peppermint leaves undergoing microwave and hot air treatments. Renew. Sustain. Energy Rev. 2016, 58, 407–418. [Google Scholar] [CrossRef]
- Sufer, O.; Palazoglu, T.K. A study on hot-air drying of pomegranate Kinetics of dehydration, rehydration and effects on bioactive compounds. J. Therm. Anal. Calorim. 2019, 137, 1981–1990. [Google Scholar] [CrossRef]
- Motevali, A.; Zabihnia, F. Effect of the Different Pre-Treatments Thermal, Pulse, Chemical and Mechanical on the External Mass Transfer Coefficient Changes, Moisture Diffusion Coefficient and Activation Energy. J. Res. Innov. Food Sci. Technol. 2017, 6, 277–290. [Google Scholar]
- Dehghannya, J.; Gorbani, R.; Ghanbarzadeh, B. Influence of combined pretreatments on color parameters during convective drying of Mirabelle plum (Prunus domestica subsp. syriaca). Heat Mass Transfer. 2017, 53, 2425–2433. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Equations | Models |
|---|---|---|
| Two-term | [24] | |
| Two-term exponential | [20] | |
| Verma | [17] | |
| Demir et al. | [26] | |
| Midilli et al. | [19] | |
| Newton (Lewis) | [27] | |
| Page | [28] | |
| Wang and Singh | [13] | |
| Henderson and Pabis | [16] | |
| Logistic | [29] |
| Models | R2 | ||
|---|---|---|---|
| Two-term | 0.0501 | 0.0167 | 0.9979 |
| Two-term exponential | 0.0648 | 0.0221 | 0.9968 |
| Verma | 0.0402 | 0.0092 | 0.9985 |
| Demir et al. | 0.0367 | 0.0074 | 0.9988 |
| Midilli et al. | 0.0211 | 0.0017 | 0.9995 |
| Newton (Lewis) | 0.0761 | 0.0272 | 0.9958 |
| Page | 0.0285 | 0.0037 | 0.9991 |
| Wang and Singh | 0.0473 | 0.0132 | 0.9981 |
| Henderson and Pabis | 0.0533 | 0.0192 | 0.9977 |
| Logistic | 0.0177 | 0.0007 | 0.9997 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taghinezhad, E.; Kaveh, M.; Szumny, A. Thermodynamic and Quality Performance Studies for Drying Kiwi in Hybrid Hot Air-Infrared Drying with Ultrasound Pretreatment. Appl. Sci. 2021, 11, 1297. https://doi.org/10.3390/app11031297
Taghinezhad E, Kaveh M, Szumny A. Thermodynamic and Quality Performance Studies for Drying Kiwi in Hybrid Hot Air-Infrared Drying with Ultrasound Pretreatment. Applied Sciences. 2021; 11(3):1297. https://doi.org/10.3390/app11031297
Chicago/Turabian StyleTaghinezhad, Ebrahim, Mohammad Kaveh, and Antoni Szumny. 2021. "Thermodynamic and Quality Performance Studies for Drying Kiwi in Hybrid Hot Air-Infrared Drying with Ultrasound Pretreatment" Applied Sciences 11, no. 3: 1297. https://doi.org/10.3390/app11031297