Preparation of Synthetic Titania Slag Relevant to the Industrial Smelting Process Using an Induction Furnace

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
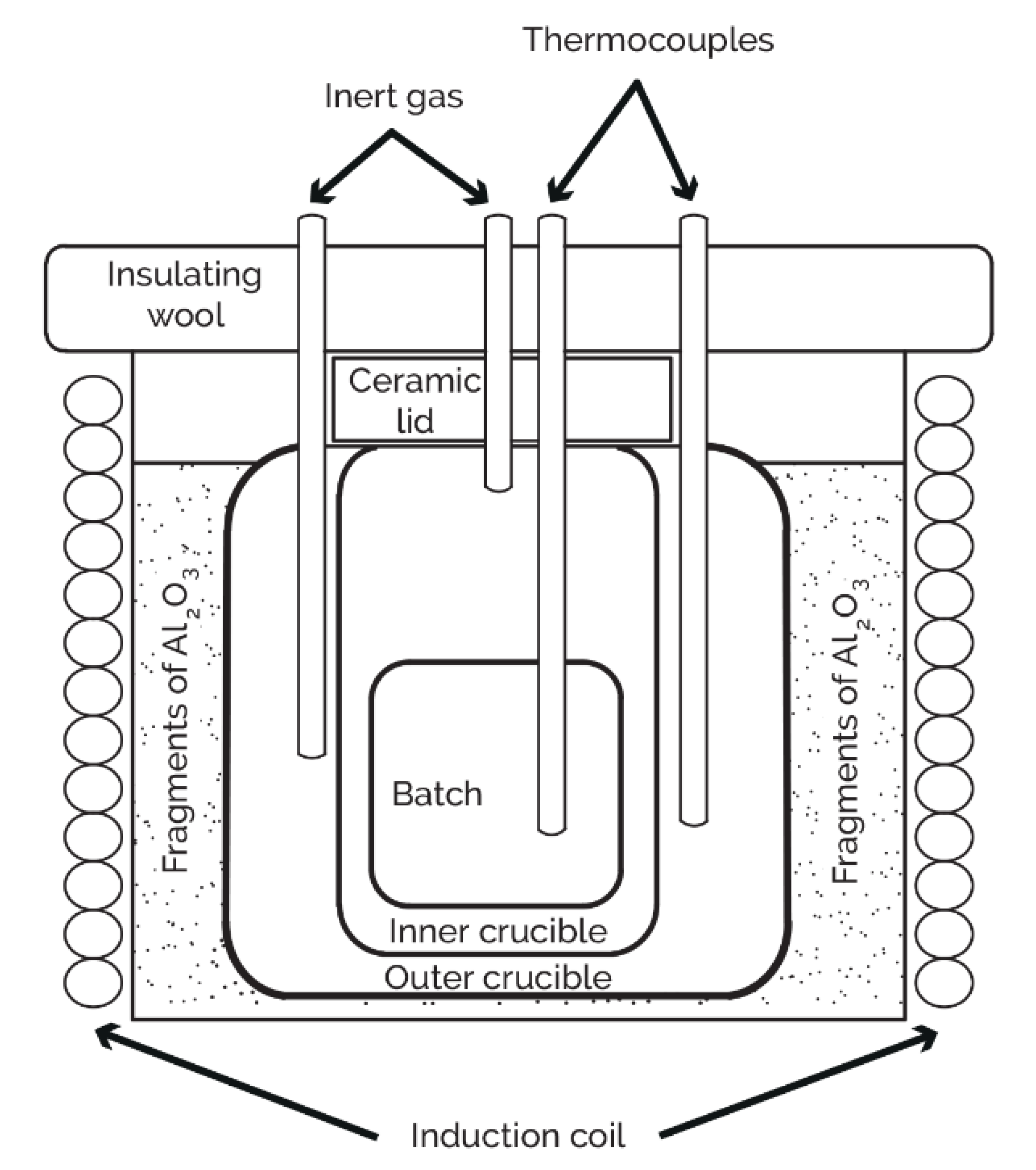
2.1. Apparatus and Material
2.2. Procedure
2.3. Analytical Techniques
3. Results and Discussion
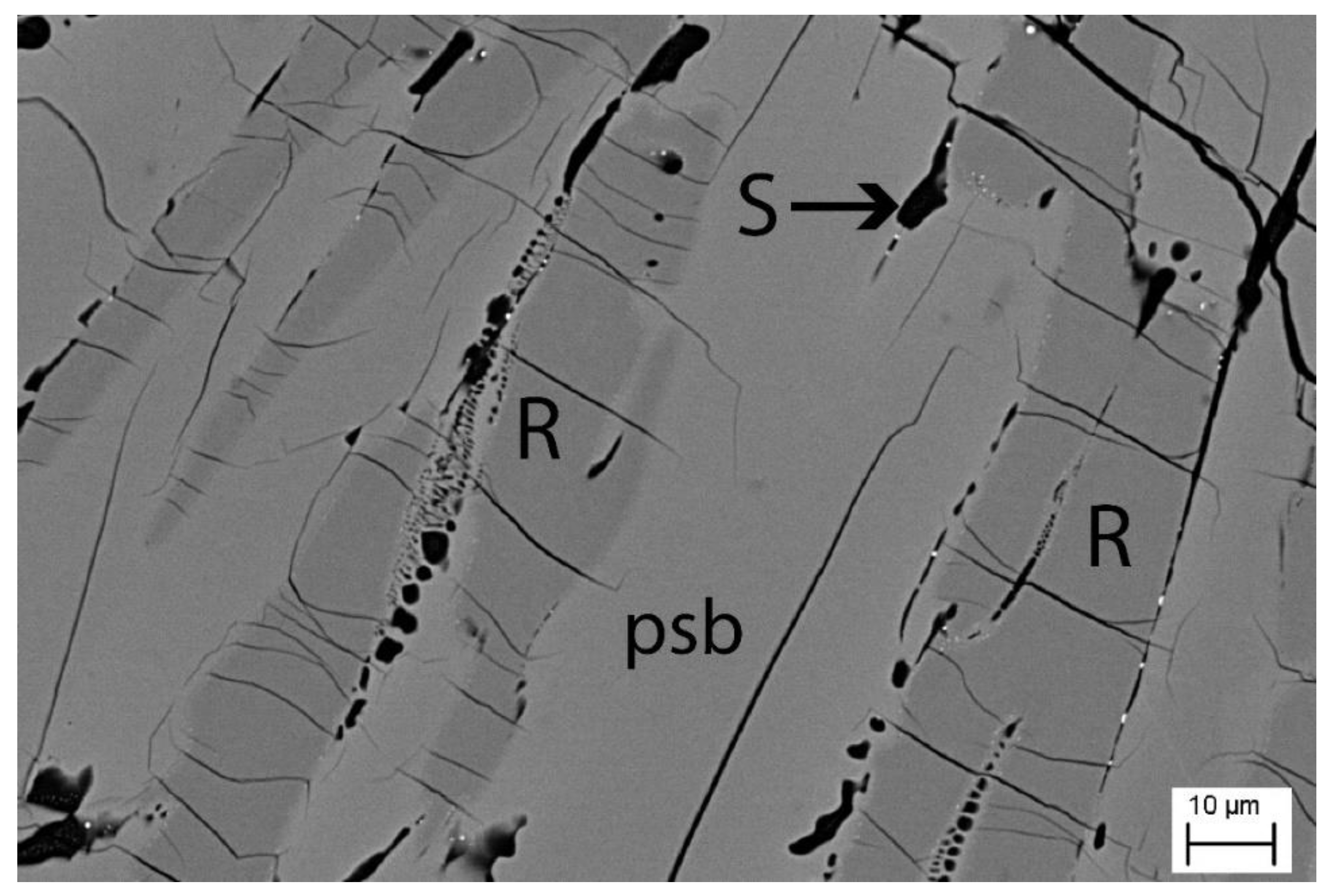
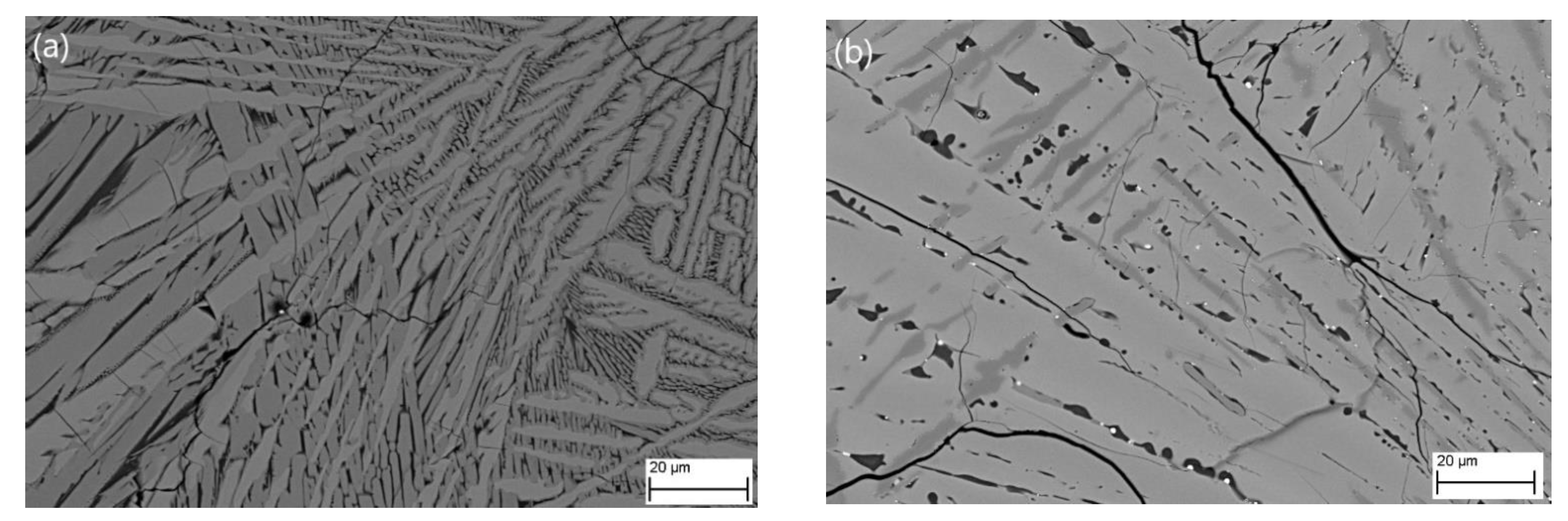
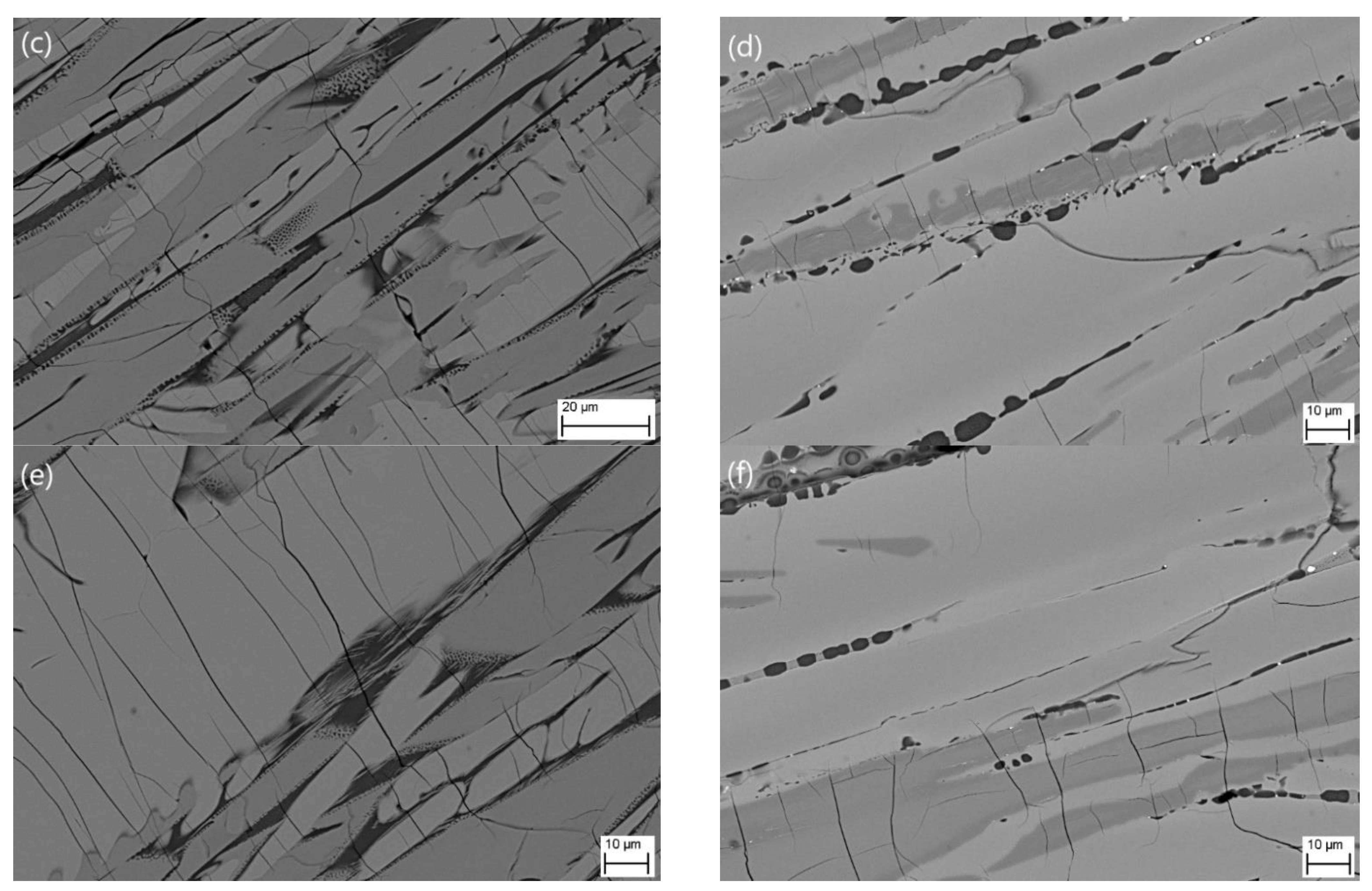
3.1. Slag Microstructure
3.2. Micro-Analyses
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dondi, M.; Cruciani, G.; Balboni, E.; Guarini, G.; Zanelli, C. Titania slag as a ceramic pigment. Dye. Pigment. 2008, 77, 608–613. [Google Scholar] [CrossRef] [Green Version]
- Gázquez, M.J.; Bolívar, J.P.; Garcia-Tenorio, R.; Vaca, F. A Review of the Production Cycle of Titanium Dioxide Pigment. Mater. Sci. Appl. 2014, 5, 441–458. [Google Scholar] [CrossRef] [Green Version]
- Kahn, J.A. Non-Rutile Feedstocks for the production of titanium. J. Met. 1984, 36, 33–38. [Google Scholar] [CrossRef]
- Noubactep, C. Metallic iron for environmental remediation: Learning from the Becher process. J. Hazard. Mater. 2009, 168, 1609–1612. [Google Scholar] [CrossRef] [Green Version]
- Xiang, J.; Pei, G.; Lv, W.; Liu, S.; Lv, X.; Qiu, G. Preparation of synthetic rutile from reduced ilmenite through the aeration leaching process. Chem. Eng. Process. Process. Intensif. 2020, 147, 107774. [Google Scholar] [CrossRef]
- Sahu, K.K.; Alex, T.C.; Mishra, D.; Delhi, N.; Agrawal, A. An overview on the production of pigment grade titania from titania rich slag. Waste Manag. Res. 2006, 24, 74–79. [Google Scholar] [CrossRef]
- Song, Y.; Dou, Z.; Zhang, T.; Liu, Y. Research Progress on the Extractive Metallurgy of Titanium and Its Alloys. Miner. Process. Extr. Metall. Rev. 2020. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Lee, M.S. A Review on the Recovery of Titanium Dioxide from Ilmenite Ores by Direct Leaching Technologies. Miner. Process. Extr. Metall. Rev. 2019, 40, 231–247. [Google Scholar] [CrossRef]
- Lv, W.; Lv, X.; Xiang, J.; Zhang, Y.; Li, S.; Bai, C.; Song, B.; Han, K. A novel process to prepare high-titanium slag by carbothermic reduction of pre-oxidized ilmenite concentrate with the addition of Na2SO4. Int. J. Miner. Process. 2017, 167, 68–78. [Google Scholar] [CrossRef]
- Ma, N.; Warner, N.A. Smelting reduction of ilmenite by carbon in molten pig iron. Can. Metall. Q. 1999, 38, 165–173. [Google Scholar] [CrossRef]
- Sun, H.; Wang, J.; Dong, X.; Xue, Q. A literature review of titanium slag metallurgical processes. Metal. Int. 2012, 17, 49–56. [Google Scholar] [CrossRef]
- Pistorius, P.C.; De Villiers, J.P.R.; Gräser, P.; Venter, A. Partial slag solidification within ilmenite smelter. Miner. Process. Extr. Metall. 2011, 120, 211–217. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Song, Z.; Chen, J.; Peng, J.; Srinivasakannan, C. Evaluation of the reducing product of carbonthermal reduction of ilmenite ores. J. Alloy. Compd. 2013, 577, 610–614. [Google Scholar] [CrossRef]
- Gous, M. An overview of the Namakwa Sands ilmenite smelting operations. J. S. Afr. Inst. Min. Metall. 2006, 106, 379–384. [Google Scholar]
- Pistorius, P.C. Ilmenite smelting: The basics. J. S. Afr. Inst. Min. Metall. 2008, 108, 35–43. [Google Scholar]
- Zietsman, J.H.; Pistorius, P.C. Process mechanisms in ilmenite smelting. SIAMM J. S. Afr. Inst. Min. Metall. 2004, 104, 653–660. [Google Scholar]
- Eriksen, J.M.; Robles, E.C.; Rosenqvist, T. Equlibrium between Liquid Fe-Ti-O Slags and Metallic Iron. Steel Res. Int. 2007, 78, 671–675. [Google Scholar] [CrossRef]
- Pistorius, P.C.; Motlhamme, T. Oxidation of High-Titanium Slags in the Presence of Water Vapour Oxidation of high-titanium slags in the presence of water vapour. Miner. Eng. 2006, 19, 232–236. [Google Scholar] [CrossRef]
- Samal, S. Synthesis and Characterization of Titanium Slag from Ilmenite by Thermal Plasma Processing. JOM 2016, 68, 2349–2358. [Google Scholar] [CrossRef]
- Eriksson, G.; Pelton, A.D. Measurement and Thermodynamic Evaluation of Phase Equilibria in the Fe-Ti-O System. Ber. Bunsenges. Phys. Chem. 1996, 100, 1839–1849. [Google Scholar] [CrossRef]
- Xiao, W.; Lu, X.; Zou, X.; Wei, X.; Ding, W. Phase transitions, micro-morphology and its oxidation mechanism in oxidation of ilmenite (FeTiO3) powder. Trans. Nonferrous Met. Soc. China 2013, 23, 2439–2445. [Google Scholar] [CrossRef]
- Pistorius, P.C.; Coetzee, C. Physicochemical Aspects of Titanium Slag Production and Solidification. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2003, 34, 581–588. [Google Scholar] [CrossRef]
- Pistorius, P.C.; Kotzé, H. Role of silicate phases during comminution of titania slag. Miner. Eng. 2009, 22, 182–189. [Google Scholar] [CrossRef]
- Shihong, H.; Ting, L.; Fengxia, H.; Lin, Z. Effect of ilmenite component and AIR on element distribution of titanium slag smelted by DC Arc Furnace. Rare Metal Mater. Eng. 2014, 43, 2921–2926. [Google Scholar] [CrossRef]
- Pesl, J.; Eric, R. High-Temperature Phase Relations and Thermodynamics. Metall. Mater. Trans. B 1999, 30, 695–705. [Google Scholar] [CrossRef]
- Fourie, D.J.; Eksteen, J.J.; Zietsman, J.H. Isotherms Pertaining to High Titania Slags. J. S. Afr. Inst. Min. Metall. 2005, 105, 695–710. [Google Scholar]
- Davies, R.H.; Dinsdale, A.T.; Gisby, J.A.; Robinson, J.; Martin, S. Thermodynamic and Phase Equilibrium Software from National Physical Laboratory. Calphad 2002, 26, 229–271. [Google Scholar] [CrossRef]
- Gisby, J.; Taskinen, P.; Pihlasalo, J.; Li, Z.; Tyrer, M.; Pearce, J.; Avarmaa, K.; Björklund, P.; Davies, R.H.; Korpi, M.; et al. MTDATA and the Prediction of Phase Equilibria in Oxide Systems: 30 Years of Industrial Collaboration. Metall. Mater. Trans. B 2017, 48, 91–98. [Google Scholar] [CrossRef]
- Guéguin, M.; Cardarelli, F. Chemistry and mineralogy of titania-rich upgraded titania slags. Miner. Process. Extr. Met. Rev. 2007, 28, 1–58. [Google Scholar] [CrossRef]
- Coetsee, T.; Pistorius, C. V2O3—TiO2 Systems from 1400 °C to 1600 °C in Reducing Atmospheres. Engineering 2000, 88, 1998–2001. [Google Scholar]
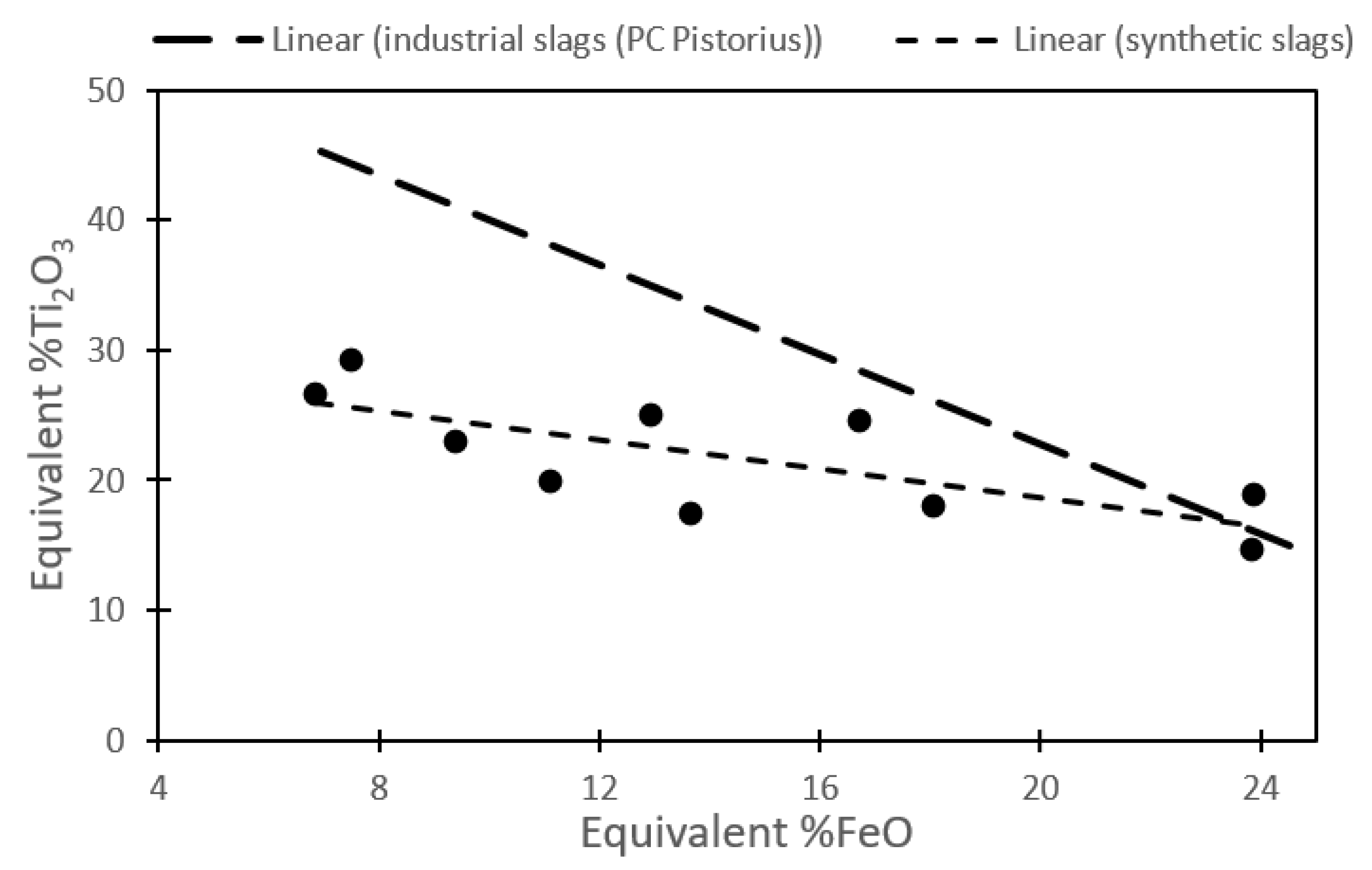
- Pistorius, P.C. The relationship between FeO and Ti2O3 in ilmenite smelter slags. Scand. J. Metall. 2002, 31, 120–125. [Google Scholar] [CrossRef] [Green Version]
- Borowiec, K.; Grau, A.E.; Gueguin, M.; Turgeon, J.-F. Method to upgrade titania slag and resulting product. U.S. Patent 5,830,420, 3 November 1998. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Weight in Grams | Temp (°C) | ||||||
|---|---|---|---|---|---|---|---|---|
| TiO2 | Ti2O3 | FeO | MgO | MnO | SiO2 | Al2O3 | ||
| 1 | 55.7 | 34 | 5 | 0.6 | 1.5 | 2 | 1.2 | 1670 |
| 2 | 59.4 | 28 | 7 | 0.8 | 1.8 | 1.5 | 1.5 | 1690 |
| 3 | 59.9 | 30 | 3 | 1.2 | 2 | 1.9 | 2 | 1725 |
| 4 | 59.0 | 24 | 7 | 5.5 | 0.5 | 2 | 2 | 1720 |
| 5 | 52.3 | 32 | 9 | 1 | 2.2 | 1.7 | 1.8 | 1620 |
| 6 | 61.2 | 15 | 7 | 10 | 0.8 | 3 | 3 | 1745 |
| 7 | 68.8 | 18 | 1 | 5 | 1 | 4 | 2.2 | 1790 |
| 8 | 58.9 | 26 | 11 | 0.8 | 1.3 | 1 | 1 | 1660 |
| 9 | 55.4 | 20 | 13 | 6 | 0.3 | 2.5 | 2.8 | 1640 |
| 10 | 55.2 | 23 | 15 | 1 | 1.7 | 2.5 | 1.6 | 1620 |
| Sample | Weight Percentage of Each Component | ||||||
|---|---|---|---|---|---|---|---|
| TiO2 | Ti2O3 | FeO | MgO | MnO | SiO2 | Al2O3 | |
| 1 | 62.47 | 26.76 | 5.02 | 0.53 | 1.48 | 1.50 | 2.25 |
| 2 | 67.16 | 21.40 | 6.48 | 0.71 | 1.63 | 1.11 | 1.51 |
| 3 | 66.39 | 24.38 | 2.98 | 1.12 | 1.84 | 1.29 | 1.99 |
| 4 | 60.68 | 22.54 | 7.37 | 4.93 | 0.57 | 1.87 | 2.04 |
| 5 | 62.07 | 22.90 | 9.07 | 0.82 | 2.37 | 0.92 | 1.85 |
| 6 | 67.40 | 11.46 | 7.03 | 8.96 | 0.84 | 1.49 | 2.83 |
| 7 | 68.83 | 18.33 | 1.17 | 5.01 | 0.97 | 3.37 | 2.32 |
| 8 | 68.58 | 16.42 | 10.84 | 0.86 | 1.27 | 0.97 | 1.06 |
| 9 | 59.45 | 15.75 | 13.98 | 5.36 | 0.34 | 2.19 | 2.92 |
| 10 | 62.93 | 16.12 | 14.62 | 0.99 | 1.67 | 1.73 | 1.95 |
| Slag | Phases (wt%) | |||||
|---|---|---|---|---|---|---|
| Pseudobrookite | Silicate | Rutile | Ilmenite | Titanium Oxide | Iron Titanium Oxide | |
| 1 | 51.2 | 36.0 | 12.9 | |||
| 2 | 64.0 | 4.1 | 5.9 | 26.0 | ||
| 3 | 57.8 | 7.0 | 35.2 | |||
| 4 | 84.8 | 12.3 | 2.9 | |||
| 5 | 68.2 | 14.6 | 10.3 | |||
| 6 | 95.2 | 1.0 | 3.0 | |||
| 7 | 85.1 | 7.0 | 4.6 | |||
| 8 | 51.1 | 1.9 | 29.0 | 18.0 | ||
| 9 | 88.2 | 11.5 | 0.3 | |||
| 10 | 78.0 | 13.0 | 8.6 | |||
| Position | TiO2 | SiO2 | FeO | MgO | MnO | Al2O3 |
|---|---|---|---|---|---|---|
| Pseudobrookite | ||||||
| Outer surface | 91.04 | 0.79 | 5.74 | 0.64 | 1.79 | |
| Center | 90.77 | 1.04 | 6.22 | 1.97 | ||
| Inner Surface | 91.19 | 0.88 | 5.90 | 0.21 | 1.83 | |
| Silicate | ||||||
| Outer surface | 24.14 | 55.77 | 1.44 | 5.52 | 4.88 | 8.25 |
| Center | 19.76 | 53.92 | 2.90 | 7.55 | 7.39 | 8.48 |
| Inner Surface | 20.06 | 55.16 | 2.20 | 7.60 | 6.52 | 8.46 |
| Position | TiO2 | SiO2 | FeO | MgO | MnO | Al2O3 |
|---|---|---|---|---|---|---|
| Pseudobrookite | ||||||
| Outer surface | 82.14 | 14.07 | 1.05 | 1.36 | 1.39 | |
| Center | 83.94 | 12.31 | 1.19 | 1.11 | 1.44 | |
| Inner Surface | 85.10 | 11.96 | 1.37 | 0.00 | 1.57 | |
| Silicate | ||||||
| Outer surface | 23.63 | 61.36 | 7.08 | 0.00 | 2.67 | 5.25 |
| Center | 14.48 | 69.00 | 7.24 | 0.00 | 2.65 | 6.64 |
| Inner Surface | 14.17 | 64.60 | 11.05 | 0.00 | 3.27 | 6.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, A.K.; Aula, M.; Pihlasalo, J.; Mäkelä, P.; Huttula, M.; Fabritius, T. Preparation of Synthetic Titania Slag Relevant to the Industrial Smelting Process Using an Induction Furnace. Appl. Sci. 2021, 11, 1153. https://doi.org/10.3390/app11031153
Gupta AK, Aula M, Pihlasalo J, Mäkelä P, Huttula M, Fabritius T. Preparation of Synthetic Titania Slag Relevant to the Industrial Smelting Process Using an Induction Furnace. Applied Sciences. 2021; 11(3):1153. https://doi.org/10.3390/app11031153
Chicago/Turabian StyleGupta, Avishek Kumar, Matti Aula, Jouni Pihlasalo, Pasi Mäkelä, Marko Huttula, and Timo Fabritius. 2021. "Preparation of Synthetic Titania Slag Relevant to the Industrial Smelting Process Using an Induction Furnace" Applied Sciences 11, no. 3: 1153. https://doi.org/10.3390/app11031153