
Ultimate Axial Load Prediction Model for X65 Pipeline with Cracked Welding Joint Based on the Failure Assessment Diagram Method



Abstract
:1. Introduction
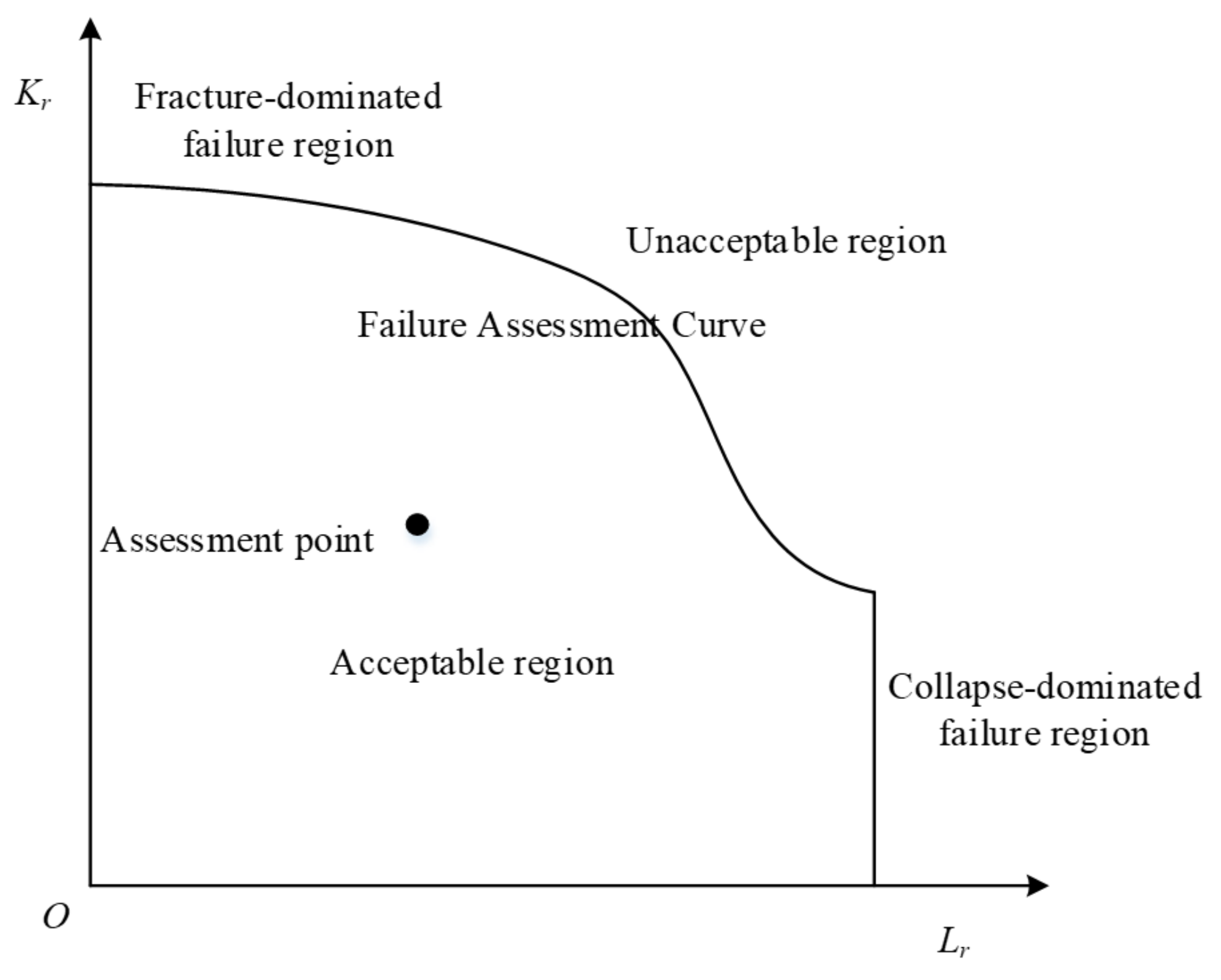
2. Definition of FAD
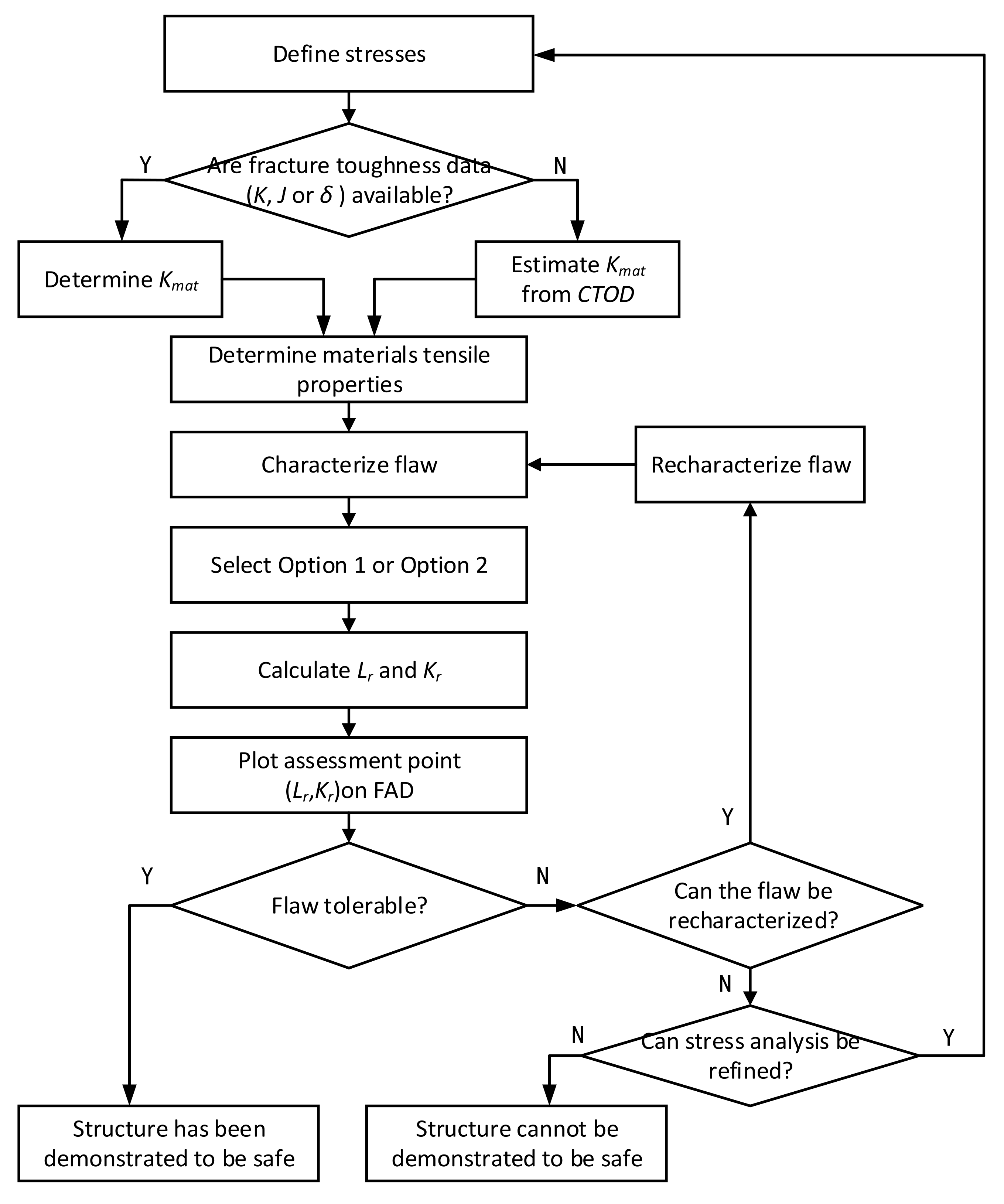
3. Evaluation Process of the BS 7910 Method
- (1)
- Option 1 is a conservative evaluation process, which is relatively simple to apply. The evaluation level does not require detailed stress-strain data of the analyzed materials.
- (2)
- Option 2 is an evaluation method based on the application of the stress-strain curve of materials.
- (3)
- Option 3 uses the numerical simulation method to generate a FAD. The evaluation method of this level is not limited to materials with ductile tearing.
4. Introduction of FAD Key Parameters
4.1. Definition for the Stresses in ECA
4.2. Definition for Fracture Toughness
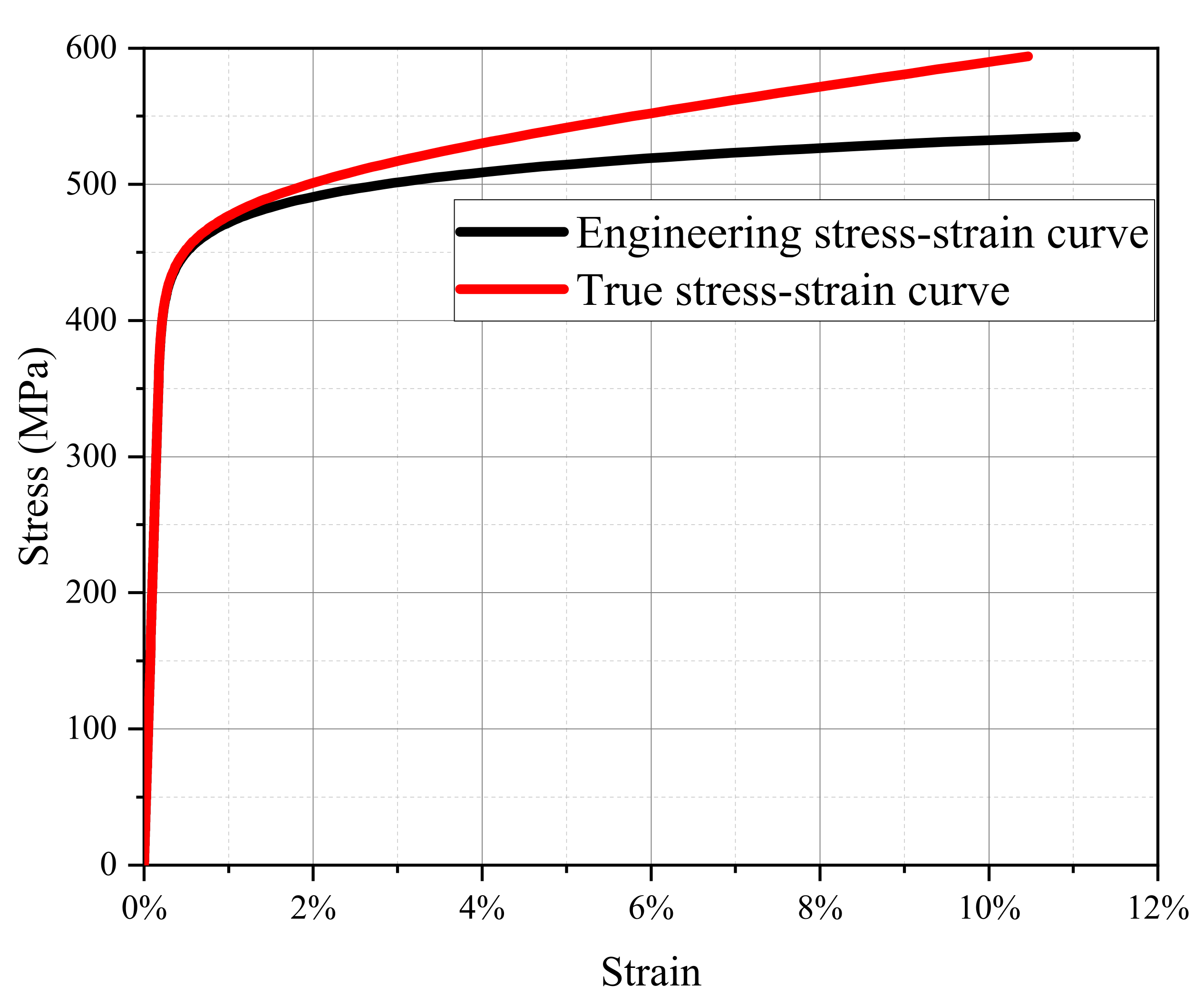
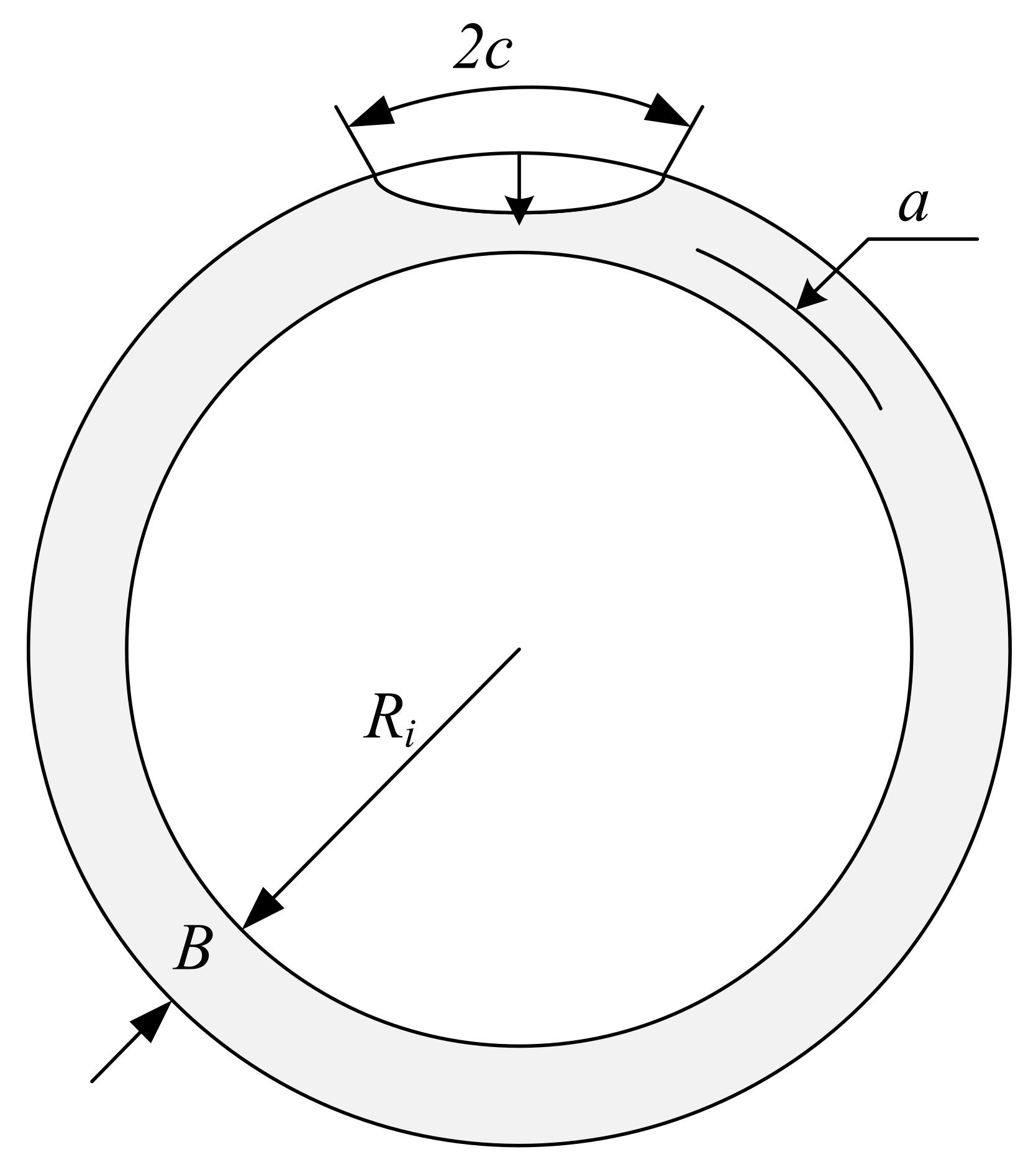
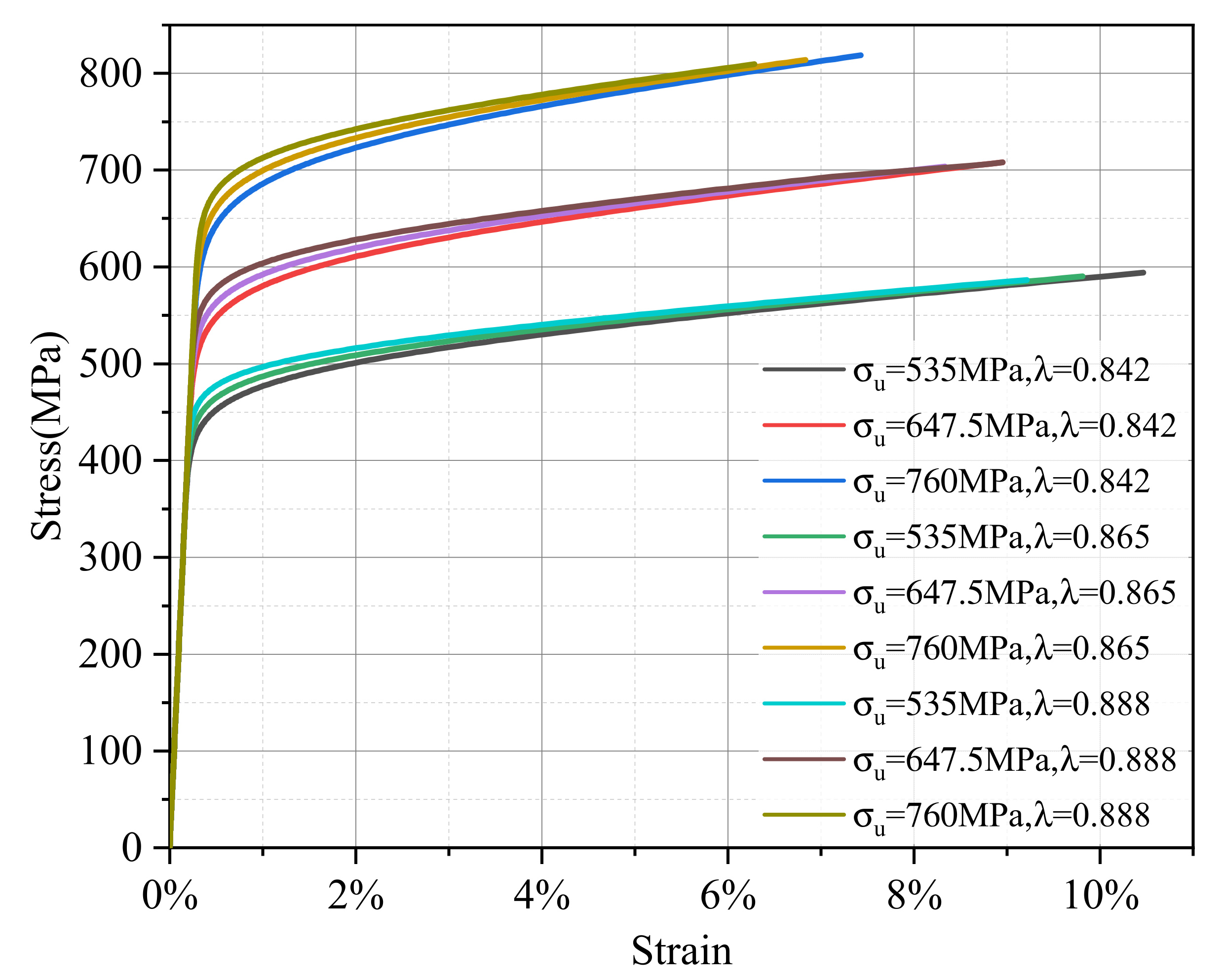
4.3. Material Properties and Crack Geometry
4.4. Construction of Failure Assessment Curves
4.5. Calculation of Lr and Kr
4.6. Stress Concentration Factor Due to Misalignment
5. Parametric Analysis on the Assessment Results
5.1. Effect of Crack Size
5.2. Effects of Pipe Wall Thickness and Misalignment
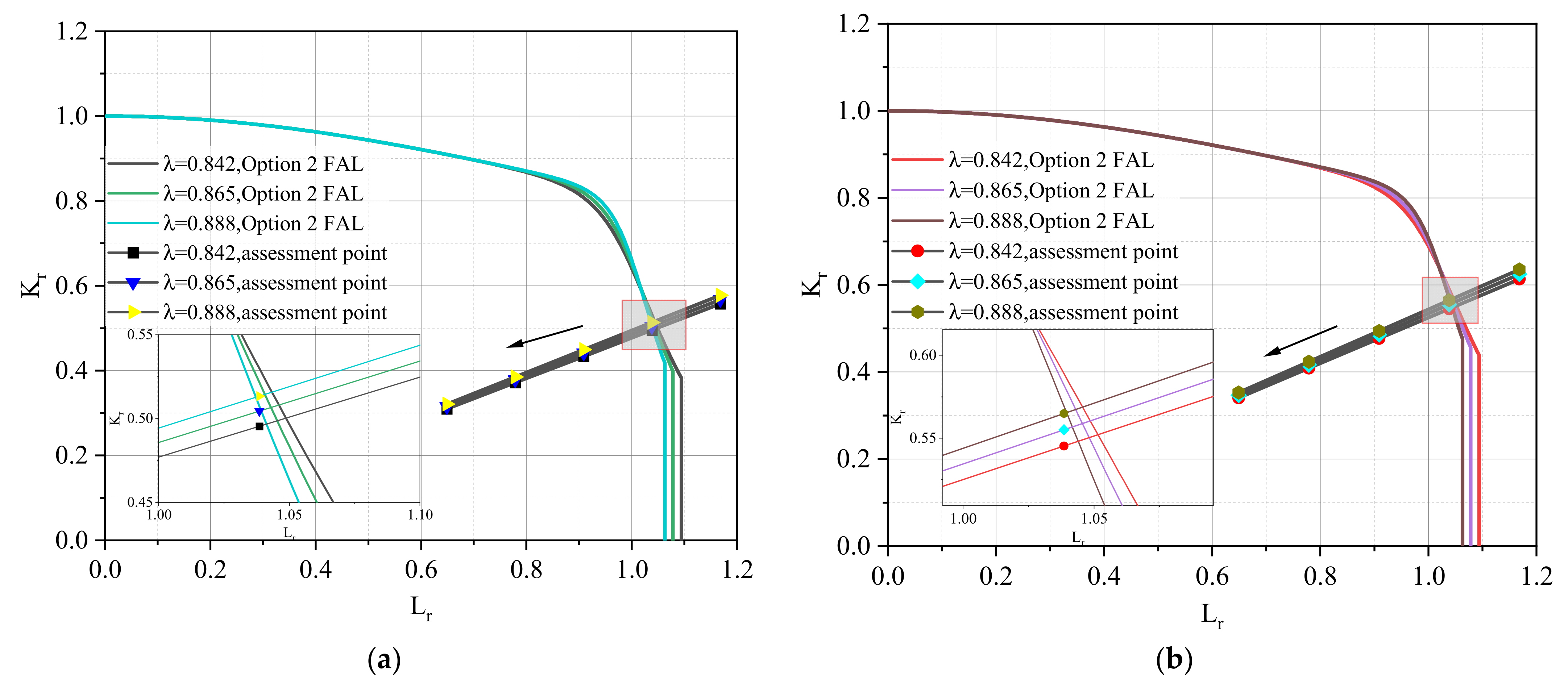
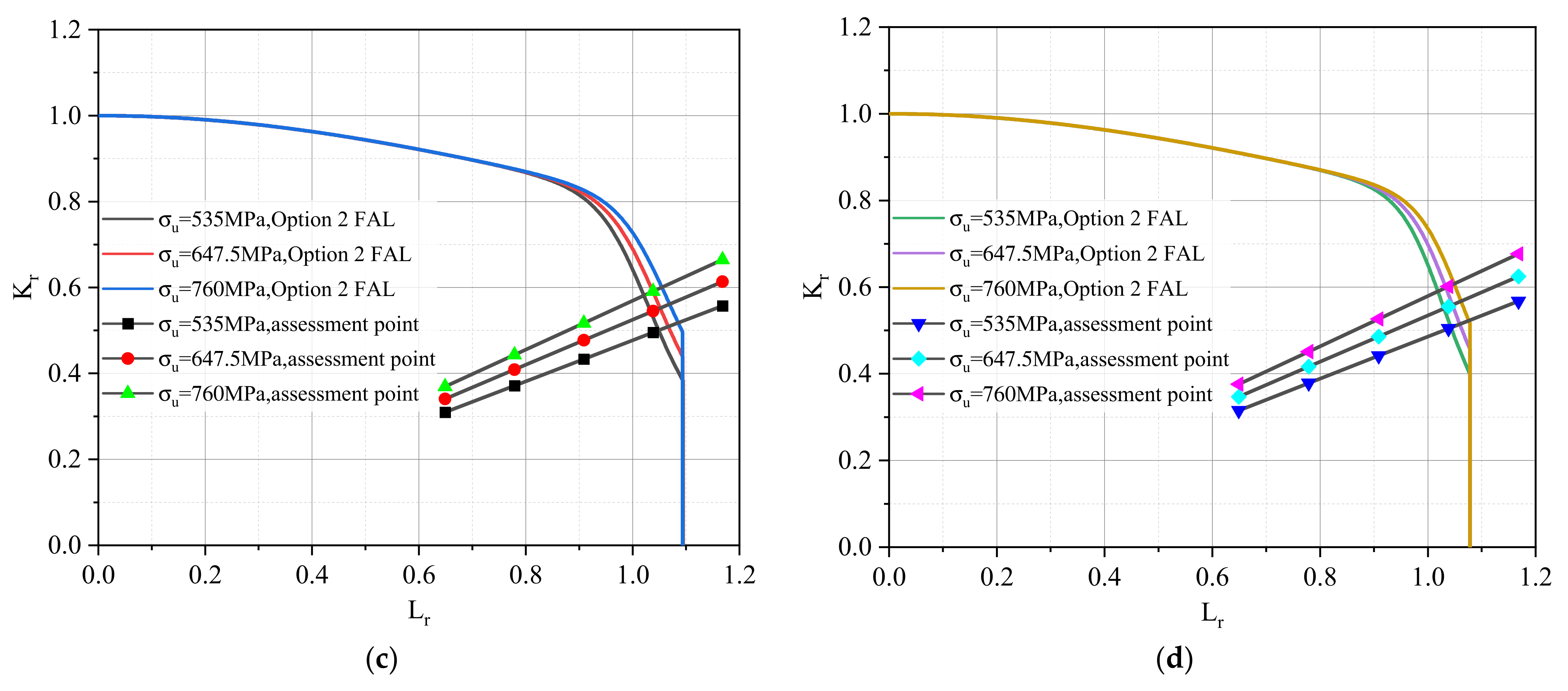
5.3. Effect of Material Properties
6. Analysis of Ultimate Axial Load under Various Service Conditions
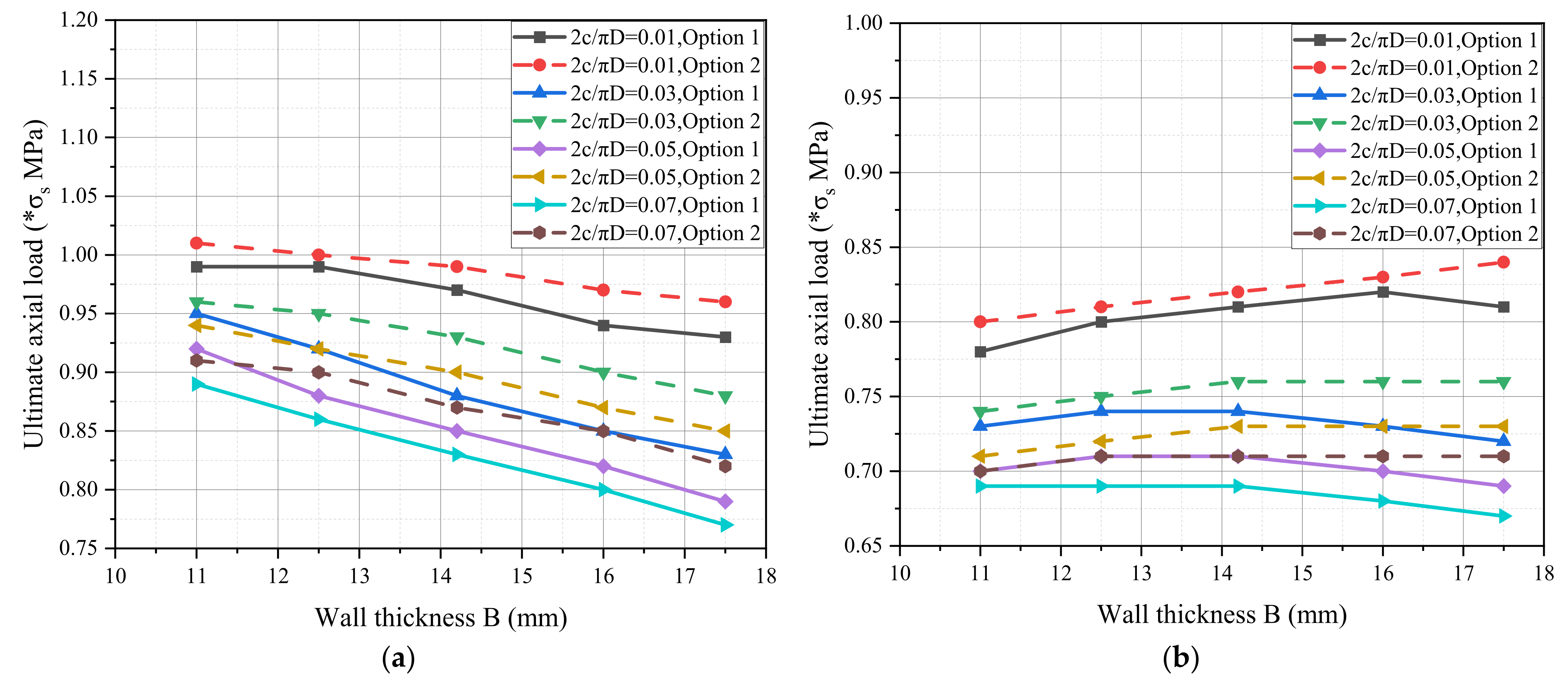
6.1. Effect of Crack Size
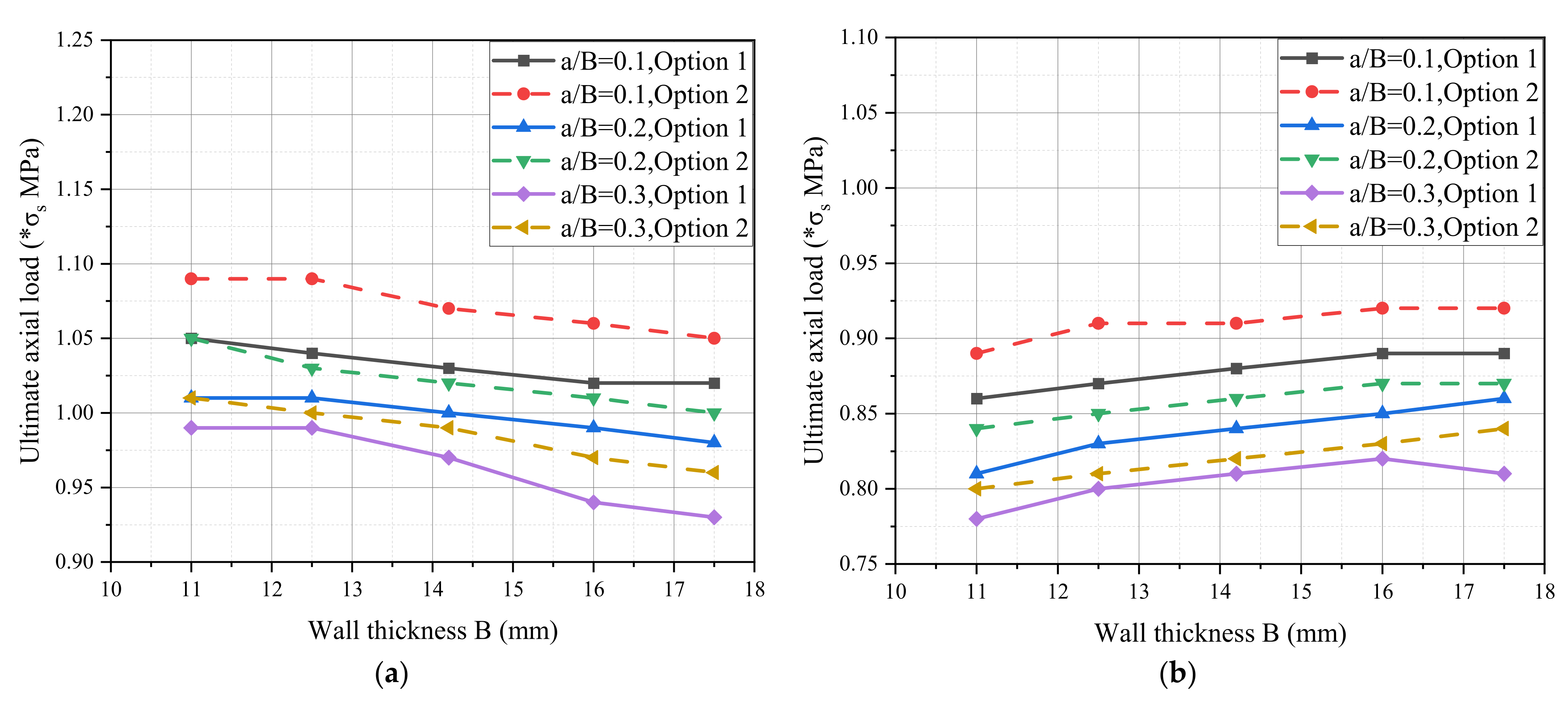
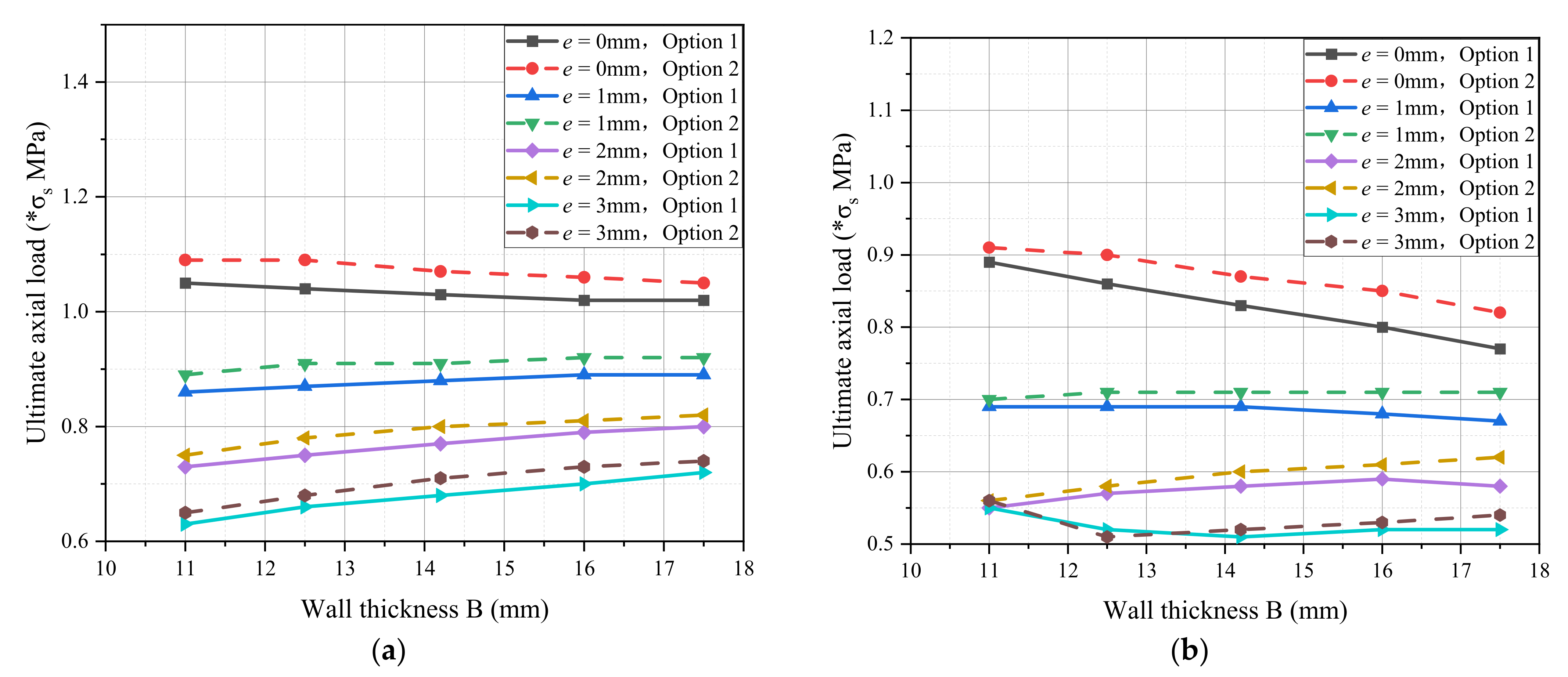
6.2. Effect of Wall Thickness and Misalignment
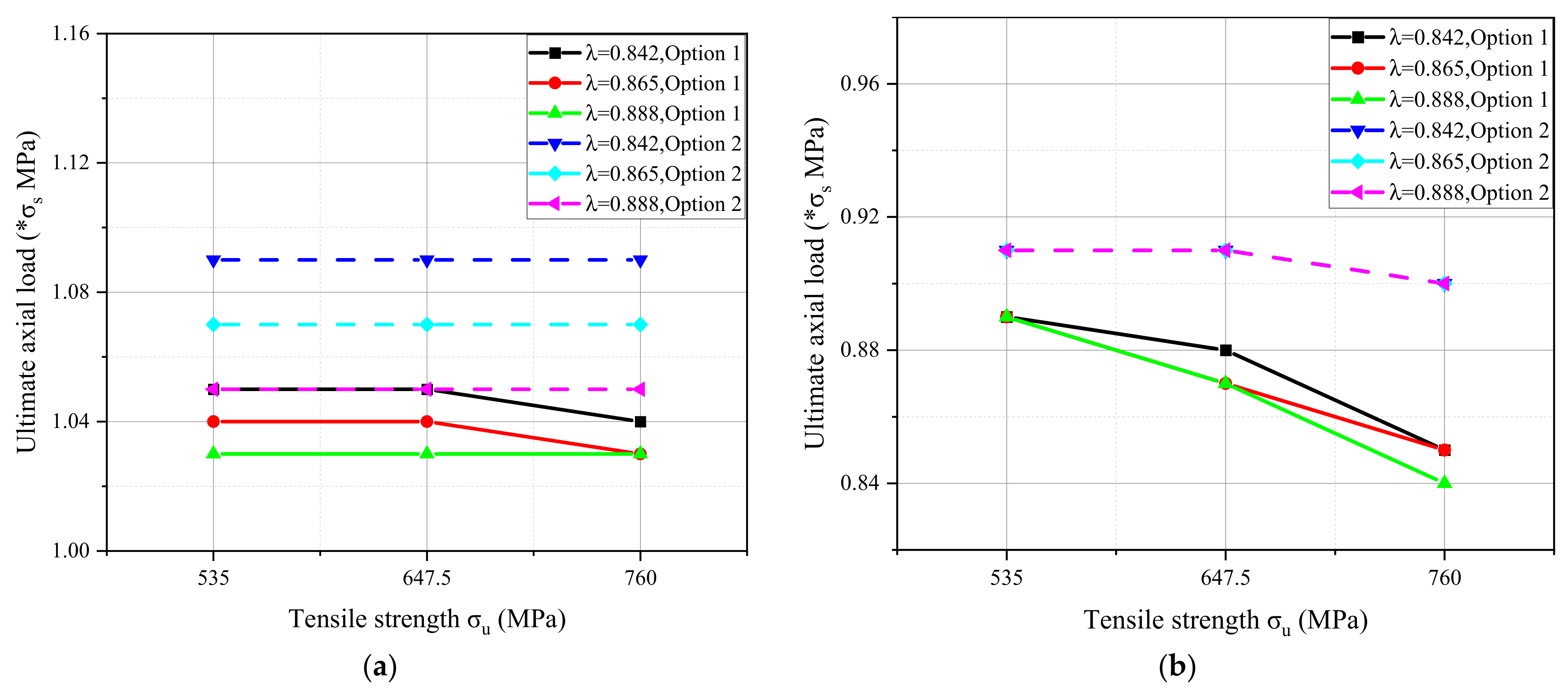
6.3. Effect of Material Properties
7. Data Driven-Based Prediction of the Ultimate Axial Load
8. Conclusions
- (1)
- The larger the crack size, the higher the risk to the safe operation of the pipeline. For pipeline girth welds without misalignment, the safety requirements are met if the axial load does not exceed 0.9 times the yield strength, even when there is a large-size crack. Moreover, according to the results regarding the effect of crack size parameters on the evaluation results, the effect of crack depth on pipeline safety is far greater than that of crack length.
- (2)
- The smaller the pipeline wall thickness, the higher the load and fracture ratios, and the greater the possibility of damage. The presence of misalignment significantly increases the stress concentration, and the greater the misalignment, the more severe the stress concentration. Increasing the pipeline wall thickness or reducing misalignment can effectively improve the safety of the pipeline.
- (3)
- Under the same tensile strength, the higher the yield strength, the narrower the envelope range of the failure evaluation curve, and the higher the fracture ratio of the evaluation point. This indicates that a high yield ratio of steel is not conducive to pipeline safety. On the other hand, whether the improvement of the tensile strength of steel under the same yield ratio has a positive effect on the evaluation results requires further investigation.
- (4)
- When there is no pipeline misalignment, the ultimate axial load decreases slightly with increasing wall thickness. When there is pipeline misalignment, the ultimate axial load increases slightly with increasing wall thickness, which is because the stress concentration of the weld toe weakens with the occurrence of misalignment. In general, the larger the wall thickness, the higher the safety of the pipeline, and the ultimate axial load increases as well.
- (5)
- Under the same tensile strength, the higher the yield ratio of steel, the lower the ultimate axial load that the girth weld can withstand, which is more apparent when the crack size is small. Therefore, when the crack size increases, the effect of the yield ratio on the ultimate axial load weakens. Under the same yield ratio, the higher the tensile strength, the lower the ultimate axial load that the circumferential weld can bear. This this is more obvious when the crack size is large, and less significant when the crack size is small.
- (6)
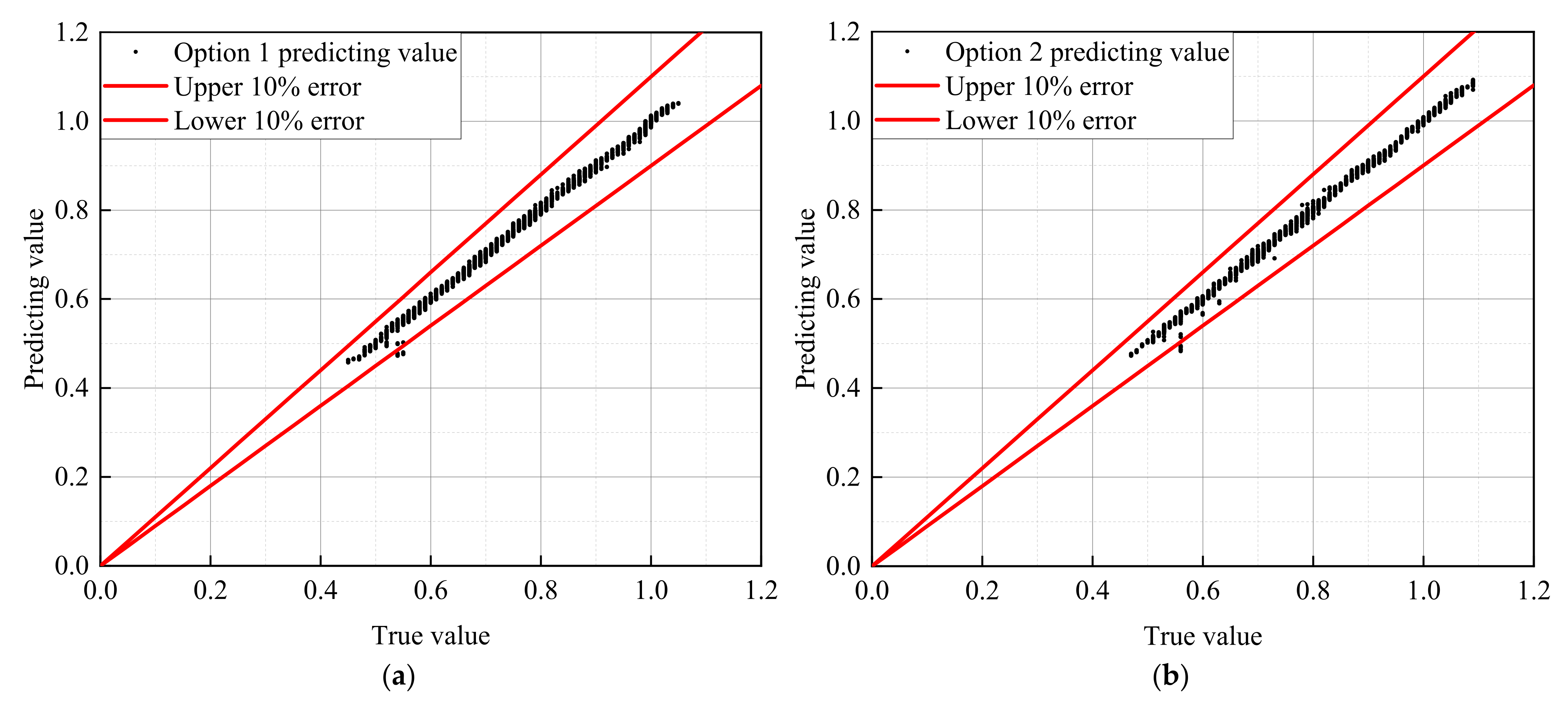
- In this paper, a prediction model for the ultimate axial load of the X65 pipeline based on stress failure assessment criteria was developed. The correlation coefficients of the Option 1 and Option 2 evaluation models were above 99%, indicating that the prediction results of the PSO-SVR model are accurate and reliable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, G.Y.; Ma, W.; Wang, X.L.; Jin, H.; Wang, Y.-P.; Zhao, Y.-P.; Cai, Y.-J.; Zhang, P. Frost hazards and mitigative measures following operation of Mohe-Daqing line of China-Russia crude oil pipeline. Rock Soil Mech. 2015, 36, 2963–2973. [Google Scholar]
- Zhang, H.; Liu, X.B. Design strain calculation model for oil and gas pipelines subject to geological hazards. Oil Gas Storage Transp. 2017, 36, 91–97. [Google Scholar]
- Cosso, G.L.; Rizzo, C.M.; Servetto, C. Fitness-for-service assessment of defected welded structural details by experimental evaluation of the fatigue resistance S-N curve. Weld. World 2016, 60, 847–858. [Google Scholar] [CrossRef]
- Kastner, W.; Rohrich, E.; Schmitt, W.; Steinbuch, R. Critical crack sizes in ductile piping. Int. J. Press. Vessel. Pip. 1981, 9, 197–219. [Google Scholar] [CrossRef]
- Miller, A.G. Review of limit loads of structure containing defects. Int. J. Press. Vessel. Pip. 1988, 32, 191–327. [Google Scholar] [CrossRef]
- The American Society of Mechanical Engineers. Rules for Inservice Inspection of Nuclear Power Plant Components: ASME BPVC. XI-2015; ASME: New York, NY, USA, 2015. [Google Scholar]
- Lee, S.J.; Yoon, Y.-C.; Hwang, S.S.; Cho, W.Y.; Zi, G. Development of an Evaluation Method for the Compressive-Bending Plastic Buckling Capacity of Pipeline Steel Tube Based on Strain-Based Design N Structural Engineering and Construction. Procedia Eng. 2011, 14, 312–317. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.S.; Kim, M.H. Strain-Based Failure Assessment Based on a Reference Strain Method for Welded Pipelines. J. Offshore Mech. Arct. Eng. 2020, 142, 1–27. [Google Scholar] [CrossRef]
- Bruschi, R.; Leonzio, V.; Ferrulli, A.; Scarsciafratte, D. ECA for girth welds of offshore pipelines: A modified BS7910 analytical approach Vs 3D FE analyses. In Proceedings of the ASME 2015 34th International Conference on Ocean, Offshore and Arctic Engineering, St. John’s, NL, Canada, 31 May–June 5 2015; pp. 1–10. [Google Scholar]
- Motohashi, H.; Hagiwara, N. Effect of strength matching and strain hardening capacity on fracture performance of X80 line pipe girth welded joint subjected to uniaxial tensile loading. J. Offshore Mech. Arct. Eng. 2007, 129, 318–326. [Google Scholar] [CrossRef]
- Carlucci, A.; Bonora, N.; Ruggiero, A.; Iannitti, G.; Testa, G. Crack initiation and propagation of clad pipe girth weld flaws. In Proceedings of the ASME 2014 Pressure Vessels and Piping Conference, Anaheim, CA, USA, 20–24 July 2014; Volume 7, pp. 1–7. [Google Scholar]
- Joseph, M.B. Prediction of ductile tearing using a proposed strain hardening failure assessment diagram. Int. J. Fract. 1980, 16, R73–R77. [Google Scholar]
- Milne, I. Failure Assessment Diagrams and J Estimates: A Comparison for Ferritic and Austenitic Steels. Int. J. Press. Vessel. Pip. 1983, 13, 107–125. [Google Scholar] [CrossRef]
- Andrews, R.M.; Denys, R.; Knauf, G.; Zarea, M. EPRG guidelines on the assessment of defects in transmission pipeline girth welds-Revision 2014. J. Pipeline Eng. 2015, 14, 9–21. [Google Scholar]
- Lukács, J.; Koncsik, Z.; Chován, P. Integrity reconstruction of damaged transporting pipelines applying fiber reinforced polymer composite wraps. Procedia Struct. Integr. 2021, 31, 51–57. [Google Scholar] [CrossRef]
- Milne, I.; Ainsworth, R.A.; Dowling, A.R.; Stewart, A.T. Assessment of Integrity of Structures Containing Defects. CEGB Report R/H/R6-rev 3, 1986. Int. J. Pvp. 1988, 32, 3–104. [Google Scholar]
- BS 7910. Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures; British Standards Institution: London, UK, 2019. [Google Scholar]
- Canadian Standards Association. Oil and Gas Pipeline Systems: CSA Z662-2015; Canadian Standards Association: Toronto, ON, Canada, 2015. [Google Scholar]
- Fitness-For-Service Joint Committee. Fitness-for-Service: API 579-1-2016; API and ASME: Washington, DC, USA, 2016. [Google Scholar]
- Larrosa, N.O.; Ainsworth, R.A. Comparisons of the solutions of common FFS standard procedure s to benchmark problems. Int. J. Press. Vessel. Pip. 2016, 139–140, 36–46. [Google Scholar] [CrossRef]
- Ainsworth, R.A.; Budden, P.J.; Dowling, A.R.; Sharples, J.K. Developments in the flaw assessment procedure s of R6 Revision 4 and BS7910. In Proceedings of the Asme Pressure Vessels and Piping Conference, Cleveland, OH, USA, 20–24 July 2003; pp. 1–7. [Google Scholar]
- Hadley, I. The history of BS 7910 flaw interaction. In Proceedings of the ASME 2011 Pressure Vessels & Piping Division Conference, Baltimore, ML, USA, 11–27 July 2011; pp. 1–7. [Google Scholar]
- Seghier, M.; Keshtegar, B.; Tee, K.; Zayed, T.; Abbassi, R.; Trung, N.T. Prediction of maximum pitting corrosion depth in oil and gas pipelines. Eng. Fail. Anal. 2020, 112, 104505. [Google Scholar] [CrossRef]
- Chang, J.C.; Wang, Z.H.; Zhu, Q.Y.; Wang, Z. SVR Prediction Algorithm for Crack Propagation of Aviation Aluminum Alloy. J. Math. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Tian, Z.K.; Jiao, D.M. Discrete sizing optimization of stepped cylindrical silo using PSO method and implicit dynamic FE analysis. Eng. Comput. 2021, 37, 1015–1047. [Google Scholar] [CrossRef]
- CPPE LOPE201654313. Study on the Effect of Parallel Pipeline Blasting Construction on the Defects of Girth Welds; China Petroleum Pipeline Engineering Corporation: Langfang, China, 2017. [Google Scholar]
- ASME B31.8-2018. Gas Transmission and Distribution Piping Systems; The American Society of Mechanical Engineers: New York, NY, USA, 2018. [Google Scholar]
- Deng, K.; Ren, G.; Li, X. Research on Bearing Capacity of Full Automatic Welded Girth Weld Pipe Section with Defects. Welded Pipe Tube 2020, 43, 23–27. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength σu (MPa) | Yield Strength σY (MPa) | Yield Ratio λ | Hardening Coefficient Ar | Power Hardening Index n |
|---|---|---|---|---|
| 535 | 450 | 0.842 | 1.33 | 20.98 |
| 462.5 | 0.865 | 1.27 | 24.60 | |
| 475 | 0.888 | 1.21 | 29.72 | |
| 647.5 | 545 | 0.842 | 0.93 | 21.06 |
| 560 | 0.865 | 0.88 | 24.67 | |
| 575 | 0.888 | 0.83 | 29.77 | |
| 760 | 640 | 0.842 | 0.64 | 21.11 |
| 657.5 | 0.865 | 0.60 | 24.72 | |
| 675 | 0.888 | 0.56 | 29.80 |
| Influencing Factors | Values |
|---|---|
| Crack depth ratio a/B | 0.1, 0.2, 0.3 |
| Crack length-to-cycle ratio 2c/πD | 0.01, 0.03, 0.05, 0.07 |
| Wall thickness B (mm) | 11.0, 12.5, 14.2, 16.0, 17.5 |
| Misalignment e (mm) | 0, 1, 2, 3 |
| Tensile strength σu (MPa) | 535, 647.5, 760 |
| Yield ratio λ | 0.842, 0.865, 0.888 |
| Parameters | Option 1 Prediction Error | Option 2 Prediction Error |
|---|---|---|
| MSE (mean square error) | 1.55 × 10−4 | 1.39 × 10−4 |
| R (correlation coefficient) | 99.75% | 99.77% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhang, H.; Wu, S.; Zheng, X.; Zhang, D.; Liu, X. Ultimate Axial Load Prediction Model for X65 Pipeline with Cracked Welding Joint Based on the Failure Assessment Diagram Method. Appl. Sci. 2021, 11, 11780. https://doi.org/10.3390/app112411780
Liu J, Zhang H, Wu S, Zheng X, Zhang D, Liu X. Ultimate Axial Load Prediction Model for X65 Pipeline with Cracked Welding Joint Based on the Failure Assessment Diagram Method. Applied Sciences. 2021; 11(24):11780. https://doi.org/10.3390/app112411780
Chicago/Turabian StyleLiu, Jianping, Hong Zhang, Shengsi Wu, Xianbin Zheng, Dong Zhang, and Xiaoben Liu. 2021. "Ultimate Axial Load Prediction Model for X65 Pipeline with Cracked Welding Joint Based on the Failure Assessment Diagram Method" Applied Sciences 11, no. 24: 11780. https://doi.org/10.3390/app112411780