1. Introduction
Additive manufacturing (AM) is a manufacturing technology that builds a 3D structure from a digital model with a layer-by-layer sequence, and research to apply AM technology to the production of parts is being actively conducted worldwide. In particular, Laser Powder Bed Fusion (LPBF) using metal powder can easily produce parts with a precise and complex structure that cannot be manufactured with conventional manufacturing methods, and it is possible to reduce the weight of parts by topology optimization or lattice structures. Due to these advantages, the use of AM technology is increasing in various industry such as motor vehicles, aerospace, and medical/dental [
1]. In order to use the AM manufactured part as an end-use product rather than a prototype in the industry, stability of the material and quality assurance must be guaranteed. For this, it is necessary to accurately predict the characteristics of parts with respect to powder properties and process parameters such as scan pattern, scan speed, and laser power. If the behavior and characteristics of parts can be predicted accurately by a high-fidelity simulation for the LPBF process, time-consuming and expensive specimen or prototype production and testing can be minimized.
For the LPBF process simulation, sequentially coupled thermal-stress analysis is performed, since the stress and deformation fields are affected by the temperature field. Temperature history is obtained by thermal analysis, and residual stress and distortion are predicted by applying temperature history to stress analysis. Therefore, precise thermal analysis must be preceded to obtain accurate and reliable LPBF simulation results. In the LPBF process, metal powders experience a temperature change from room temperature to above the melting point by the laser heat source, so that phase change occurs. In the thermal analysis for the LPBF process simulation, an appropriate heat source model among various heat source models such as a surface Gaussian heat source, a volumetric Gaussian heat source, and a cylindrical shape heat source [
2,
3] is selected, and phase and temperature-dependent material thermal properties are applied to represent phase changes. Heat dissipation to the environment is considered as boundary conditions such as convection and radiation on the powder surface. However, the analysis parameters such as material properties or thermal coefficients that are used to describe the thermal analysis model for the LPBF process simulation are not only affected by temperature, phase, powder characteristic, etc. but also are difficult to measure accurately. In addition, thermal analysis is generally performed in mesoscopic scale by modeling powder as a continuum without considering in detail complex physical phenomena at the microscopic level such as heat transfer between powder particles, evaporative cooling, and molten metal flow, and this makes the determination of the proper values of analysis parameters more difficult. On the other hand, the effect of these analysis parameters on thermal analysis results such as temperature distribution and melt pool shape has not been fully understood or analyzed. Therefore, this situation leads to limited reliability and accuracy of thermal analysis for the LPBF process simulation.
Many studies related to thermal analysis using FEM have been conducted to simulate the complex LPBF process accurately. Fu et al. [
2] performed fully coupled thermal-stress analysis considering multi-layer deposition of Ti-6Al-4V in SLM (selective laser melting) to predict the melt pool shape and dimensions, and they experimentally validated the analysis results. Furthermore, the influence of process parameters and materials on the melting process was evaluated. Zhang et al. [
3] performed thermal analysis applying eight heat source models to predict melt pool dimensions and surface features and compared the experimental results to select a suitable heat source model. Afterward, anisotropic thermal conductivity and absorptivity were calibrated by trial and error to increase the accuracy of the simulation. Foroozmehr et al. [
4] performed heat transfer analysis by applying a heat source model considering optical penetration depth (OPD) to a finite element model composed of only powder, and the OPD was calibrated and verified by comparing with the experimental value. Ansari et al. [
5] analyzed the temperature profile and melt pool size of the powder bed for the SLM process by finite element analysis and compared them with experimental results. Conti et al. [
6] evaluated the parameter with the greatest influence on temperature and stress by sensitivity analysis to the physical characteristics of the material (conductivity, specific heat capacity, Young’s modulus). The effects of process parameters (laser power, scan speed, overlap between adjacent paths) on the heat distribution and residual stress of components were evaluated. Dong et al. [
7] analyzed the effect of hatching spacing on temperature field, microstructure and melt pool size, overlap rate, surface quality, and relative density by experiments and simulations, and they determined the optimal hatch spacing.
In these studies related to AM process simulations using FEM, several assumptions were made to determine the analysis parameters and conditions. Although the laser heat source penetrates through the powder bed due to the pores between the powder particles, and the penetration depth is determined according to the material and powder characteristics, the penetration depth was simply set to the powder layer [
3,
6,
8,
9], or it was assumed that the heat source model did not penetrate through the powder bed and the heat source was applied only to the powder bed surface [
2,
7,
10,
11]. In some cases, in order to determine the thermal properties of the powder, porosity was considered [
3,
4,
6,
7,
8,
9,
10] or the Marangoni effect causing surface tension in the melting pool was applied [
5,
8,
12]. In some studies [
4,
10,
12], radiation was ignored because it was evaluated to have little effect as a boundary condition. These assumptions reduce the complexity of the finite element model and increase the convergence of the analysis, but the accuracy of thermal analysis with analysis parameter values based on these assumptions cannot be assured for all analysis cases.
In addition to methods using FEM, many studies also have been conducted using CFD and analytical models to propose accurate thermal analysis models for LPBF process simulation and prediction of the melt pool size. King et al. [
13] described a multiscale modeling strategy, including a powder scale model that simulated single track/single multi-layer builds and provided powder bed and melt pool thermal data, and the modeling was tied to experiments through data mining. Cheng et al. [
14] applied a CFD model to investigate the fluid dynamics in melt pools and resultant pore defects. To accurately capture the melting and solidification process, major process physics, such as the surface tension, evaporation, as well as laser multi-reflection, have been considered in the model. The predicted melt pool dimensions were validated with experimental measurements. Mirkoohi et al. [
15] introduced five different heat source models (steady-state moving point heat source, transient moving point heat source, semi-elliptical moving heat source, double elliptical moving heat source, and uniform moving heat source) to predict the three-dimensional temperature field analytically. The proposed temperature field models were validated using experimental measurement of melt pool geometry. Rubenchik et al. [
16] determined that the temperature distribution in the simple thermal model of SLM was characterized by two dimensionless parameters (normalized enthalpy and the ratio of dwell time to the diffusion time). In these studies that predict the melt pool size using CFD and analytical models, analysis parameters also have very significant effects on the analysis results, while there are many analysis parameters with high uncertainty. However, there are many difficulties in accurately measuring or determining the values of these analysis parameters.
Although analysis parameters are important factors influencing the analysis results of the models based on FEM or CFD, there are few studies on how accurate and reliable the analysis parameter values are and to what extent they affect the analysis results. In addition, it is also necessary to study how to properly adjust these uncertain analysis parameters to obtain the closest analysis results to the actual builds by LPBF process. Therefore, in this study, the influence of thermal analysis parameters on the analysis results is systematically estimated, and dominant analysis parameters are identified. Furthermore, a procedure for estimating the optimal values of these dominant analysis parameters that can make the thermal analysis model more accurately predict the characteristics of actual products is proposed. This procedure is based on a regression model, which has been utilized in various fields due to its advantages in speed and optimization. To improve the accuracy of the vibration analysis model, a regression model was used [
17], and stress was set as a parameter to evaluate fatigue performance [
18]. In addition, it was also used to optimize the geometrical and engineering characteristics of building analysis such as tunnels [
19], but there was no case applied to the LPBF process simulation. The procedure proposed in this study can be applied to all kinds of analysis models based on FEM or CFD that include uncertain analysis parameters. Through this technique, optimal analysis parameters can be determined more efficiently, and more reliable analysis results even for models with relatively low fidelity can be obtained by applying the optimal analysis parameters. In this study, this technique is applied to a thermal analysis model using FEM.
This paper is organized as follows:
Section 2 describes the thermal analysis modeling technique including analysis parameters for the LPBF process simulation using ABAQUS [
20], which is a commercial finite element analysis program. In
Section 3, a procedure for the estimation of sensitivities and optimal values of analysis parameters by nonlinear regression and an optimization technique is described. In
Section 4, the numerical validation of the proposed procedure using reference data generated by thermal analysis models with arbitrary target analysis parameters is carried out. Conclusions and further improvements are given in
Section 5.
2. Finite Element Modeling for Thermal Analysis
In this research, a high-fidelity thermal analysis model is constructed to conduct precise thermal analysis for the LPBF process simulation using ABAQUS [
20].
Figure 1 shows the finite element model and scan strategy, which are used to estimate the melt pool size from thermal analysis.
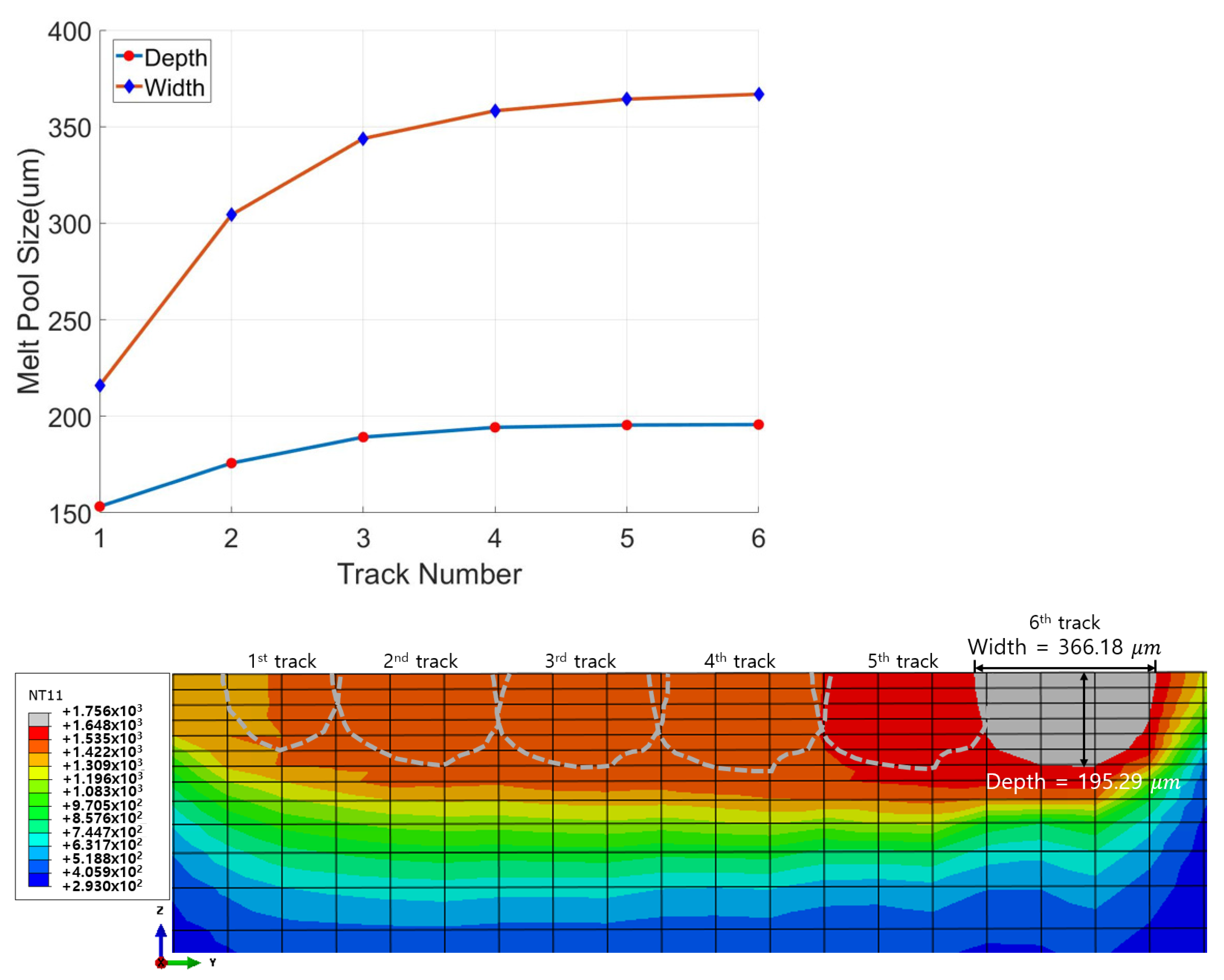
Figure 2 shows the result of the melt pool size with respect to the number of tracks obtained from the test thermal analysis with the process parameters and analysis parameters in
Table 1. This test thermal analysis is performed to determine the dimension of the finite element model by identifying the tendency of the thermal analysis results. The result shows that the melt pool size almost converges to a constant after the fifth track. According to Foroozmehr et al. [
4], the melt pool size of each track stays almost constant after about 2 mm from the beginning of the track. Considering these, the model is composed of 6 tracks with a length of 3 mm. The dimensions of the model are 5 × 4 × 1 mm, and the dimensions of the scan area where the laser scans the powder bed are 4 × 3 × 1 mm. As shown in
Figure 1, 6 lines are sequentially scanned in the x direction, and they are continuously scanned without pause after scanning each track.
According to Roberts et al. [
21], if the element size is one-fourth of the laser beam diameter, steep temperature gradients can be simulated sufficiently. Therefore, the element size of the scan area is set to 0.1 × 0.1 mm, and the other regions are filled with coarser elements for computational efficiency. The size of elements in the thickness direction becomes smaller toward the top surface. Considering the thick powder bed and low conductivity of the powder, the base plate is not modeled, and AISI 316L stainless steel powder, which is widely used in the LPBF process, is used as the process simulation material [
4].
2.1. Thermal Modeling
The thermal equilibrium equation for 3D heat transfer with isotropic thermal properties is as follows:
where
is material density (
),
is specific heat capacity (
),
is temperature (
),
is interaction time (
),
is thermal conductivity (
), and
is heat generation per unit volume (
).
The initial and ambient temperature of the powder bed is set to
(
).
As boundary conditions, the side and bottom surface of the FEM model are fixed at
, and the convection and radiation are considered on the top surface. The convective (
) and radiative heat losses (
) are as follows, respectively:
where
is convective heat transfer coefficient (
),
is surface temperature (
),
is ambient temperature (
),
is emissivity of the powder bed, and
is Stefan–Boltzmann constant for radiation.
The convective heat transfer coefficient (
) and emissivity (
) determine the amount of heat release caused by convection and radiation on the powder surface. For sensitivity analysis of thermal analysis parameters, the range of
is set from 0, which does not consider convection, to 20
[
12,
22], and the range of
is set from 0, which does not consider radiation, to 0.66, which is the emissivity of polished steel alloy type 316 at 1222
[
23].
2.2. Material Properties
In the LPBF process, the powder becomes a liquid state by high energy of the laser and becomes a solid state as it cools. As done by Jeong et al. [
24], a global array is created using the UEXTERNALDB user subroutine for ABAQUS, and the temperatures of all integration points are monitored at every increment to check the material phase. Then, phase and temperature-dependent material thermal properties are applied using the UMATHT user subroutine for ABAQUS. Thermal material properties in the solid phase from Mills [
25] are used, and the powder properties are determined as follows:
The conductivity of powder is expressed
times the conductivity of the solid, as shown in the following equation.
is the coefficient multiplied by the conductivity of the solid to obtain the conductivity of the powder. The effective thermal conductivity of the metal powder with a diameter of 10–50
is generally 0.1–0.2
at room temperature [
2], the conductivity of 316L stainless steel powder is about 0.2–0.25
at 293
[
26]. Therefore, the range of
is set to 0.0072–0.018 so that the thermal conductivity of AISI 316L powder is 0.1–0.25
at 293
.
As the powder bed is considered as a mixture of solid and gas [
4], the density of powder can be written as
where
is the porosity of the AISI 316L powder bed, which is the ratio of the volume of gas to the total volume of the cell,
is the density of the solid phase, and
is the density of the gas phase. The value of the porosity (
) ranges from 0 to 1. “
” means the cell only contains gas, and “
” means the cell only contains metal. The porosity (
) was assumed to be 0.4 in Foroozmehr et al. [
4], so the porosity range is set to ±10% based on 0.4 for sensitivity analysis and parameter optimization.
The heat capacity of powder can be written as
where
,
, and
are the heat capacity of the powder bed, solid phase, and gas phase, respectively. In many studies, it was assumed that the heat capacity of the metal powder and the heat capacity of the solid phase were the same [
2,
4,
6,
7,
9], and it was confirmed by experiments [
27].
The material thermal properties of the powder and solid are fitted as a function of temperature as shown in
Figure 3 in order to apply in the UMATHT user subroutine.
2.3. Heat Source Model
In the porous material as shown in
Figure 4, the laser heat source penetrates through the powder bed and is gradually absorbed along the depth of the powder layer [
28]. Therefore, it is important to select an appropriate heat source model in order to simulate the laser heat source of the LPBF process. In this study, the exponentially decaying equation method is applied as a heat source model, and the general form of the exponentially decaying equation method is that the 2D Gaussian distribution is on the top surface while the laser beam is absorbed exponentially along the depth of the powder layer [
3]. The intensity of the laser energy at the optical penetration depth (OPD) reduces to
of the intensity of the absorbed laser beam at the powder bed surface [
29]. The specific expression of heat source intensity is as follows and is implemented using the DFLUX user subroutine for ABAQUS.
where
are coordinates of the center of the heat source,
is power of the stationary laser source,
is the radius of the laser beam,
is laser beam absorptivity, and
is the optical penetration depth (OPD).
The material used in this study is AISI 316L spherical powder with a distribution of average particle size of 45
[
4], and the absorption coefficient (
) for this material was found to be 0.52 at scan speeds above 50
[
30]. Considering this result, the range of the absorption coefficient (
) is set to ±10% based on 0.52. The OPD (
) of AISI 316L powder can be obtained from the OPD of Ni powder because the absorption of Ni and Fe is in the same range [
4,
31]. According to experimental investigations of Fischer et al. [
32], the OPD in spherical Ni powder with size of 20
is measured to be 20
, while it is 200
for the powder size of 50–75
. If the OPD for the powder size 50 μm is 170 μm, then the OPD for the powder size 45 μm is calculated to be 170 μm, and if the OPD for the powder size 75 μm is 170 μm, then the OPD for the powder size 45 μm is calculated to be 102 μm by linear interpolation. In this way, the OPD of AISI 316L powder with the size of 45
can be estimated to be in the range of 102–170
, and this is set as the range of the OPD (
) for sensitivity analysis and parameter optimization.
5. Conclusions
In this study, a new technique to improve the accuracy of the thermal analysis model for LPBF process simulation by nonlinear regression and an optimization algorithm was proposed, and validation was performed by evaluating the errors using a finite element thermal analysis model.
A regression model was constructed using the thermal analysis results for analysis parameter cases generated by Box–Behnken design, and sensitivity analysis and parameter optimization were performed on analysis parameters. According to the sensitivity analysis, it turned out that the porosity, OPD, and absorptivity had a dominant influence on the melt pool size. By applying arbitrary analysis parameter cases for these dominant parameters to the thermal analysis model and using the regression model for validation, it was confirmed that the regression model behaves similarly to the thermal analysis model for the given parameter ranges. By using this regression model, the dominant thermal analysis parameters were optimized so that the thermal analysis model could produce the thermal analysis results closest to the given reference data, which were the melt pool sizes in this study. The optimization results show that the proposed technique can accurately and efficiently find the values of the dominant thermal analysis parameters of the originally assumed thermal analysis model, which has generated the reference data. The thermal analysis parameters obtained by the optimization had a maximum error of 1.72% from the originally assumed analysis parameter values. Therefore, if the proposed technique is applied to the actual LPBF process, it is expected that a high-fidelity thermal analysis model that can accurately predict the characteristics of actual products from the reference data obtained from minimal experimental builds can be constructed efficiently, and this thermal analysis model can significantly reduce the experimental builds required to determine proper process parameters to fulfill quality requirements of additively manufactured products.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








