
The Influence of Heat Input on the Surface Quality of Wire and Arc Additive Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
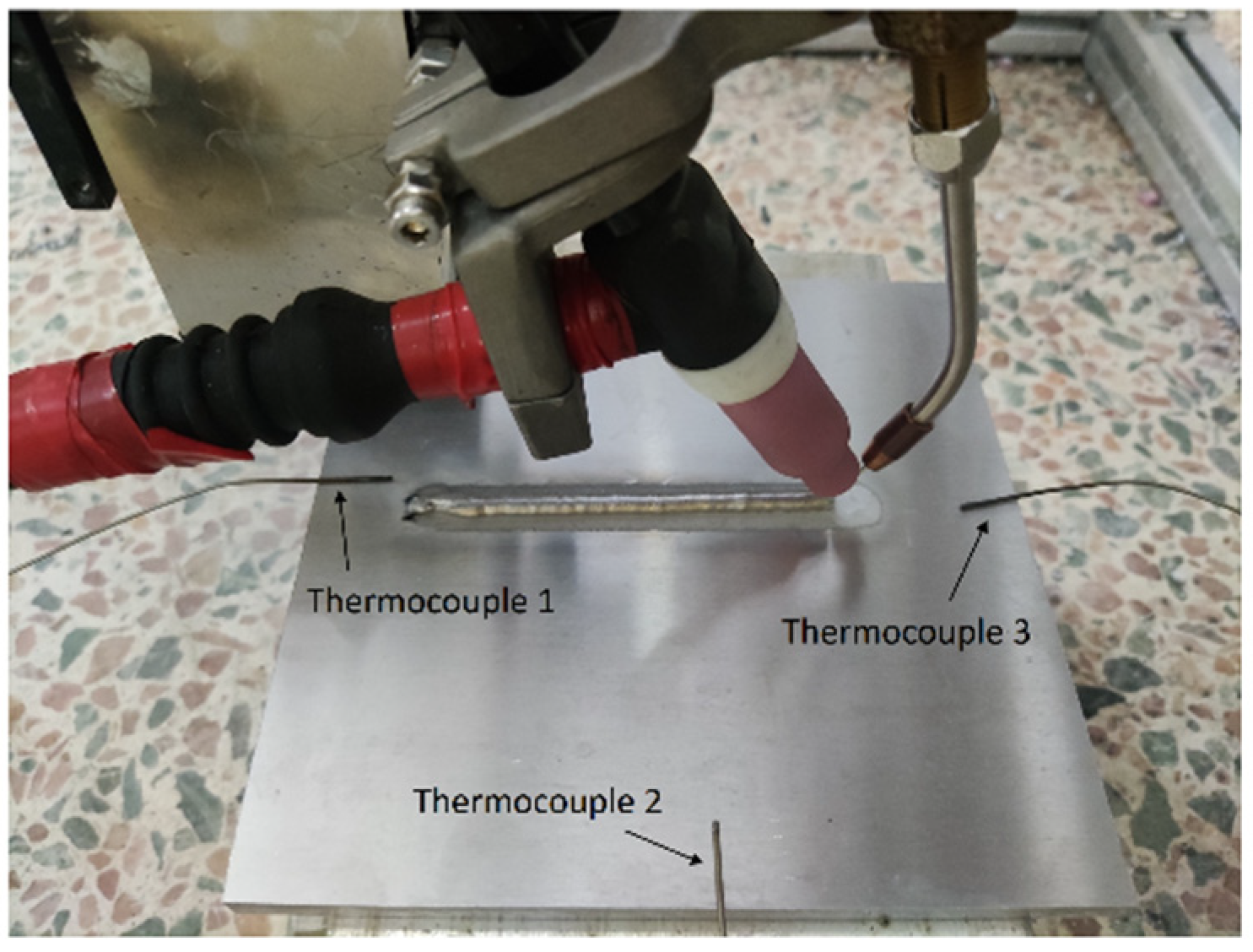
2.1. Experiment
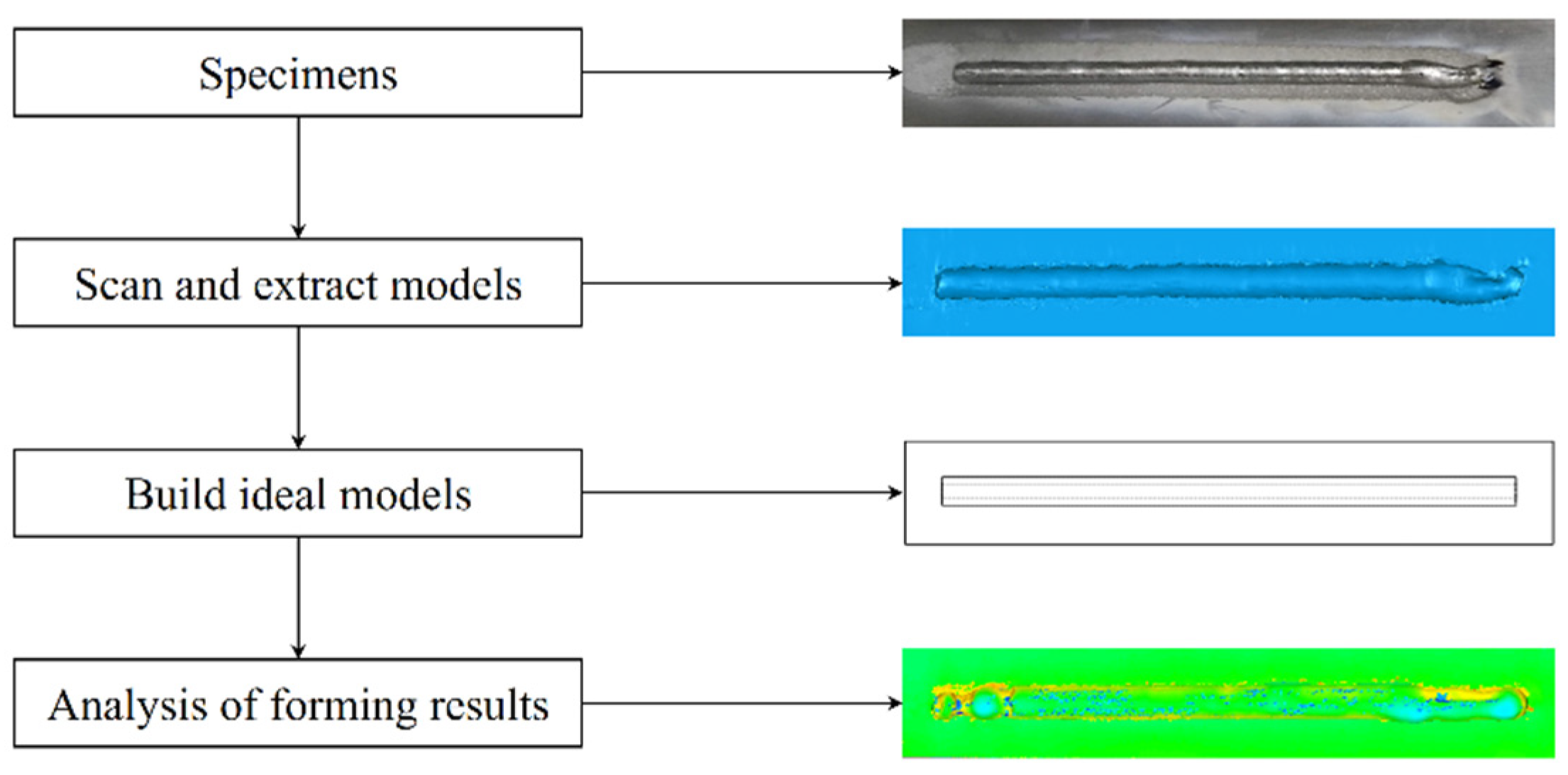
2.2. Surface Evaluation Method of WAAM
3. Results and Discussion
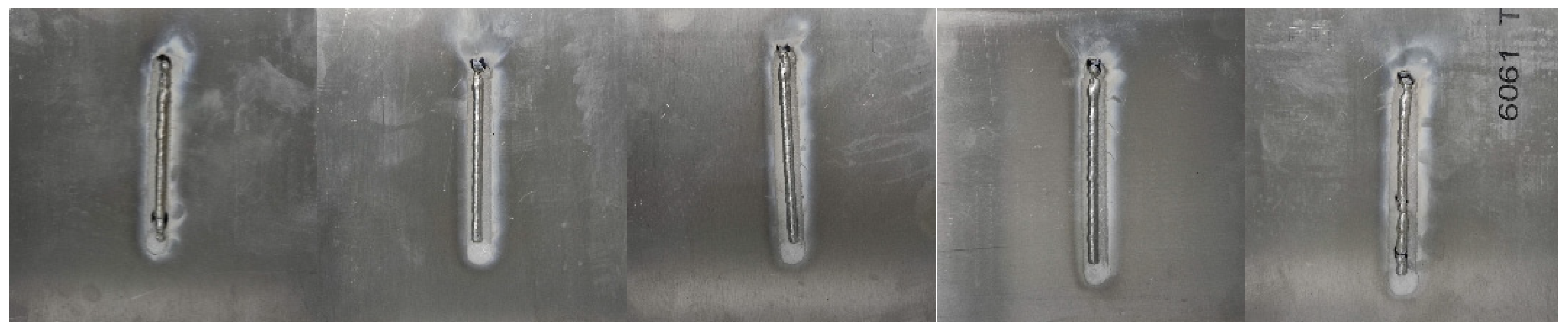
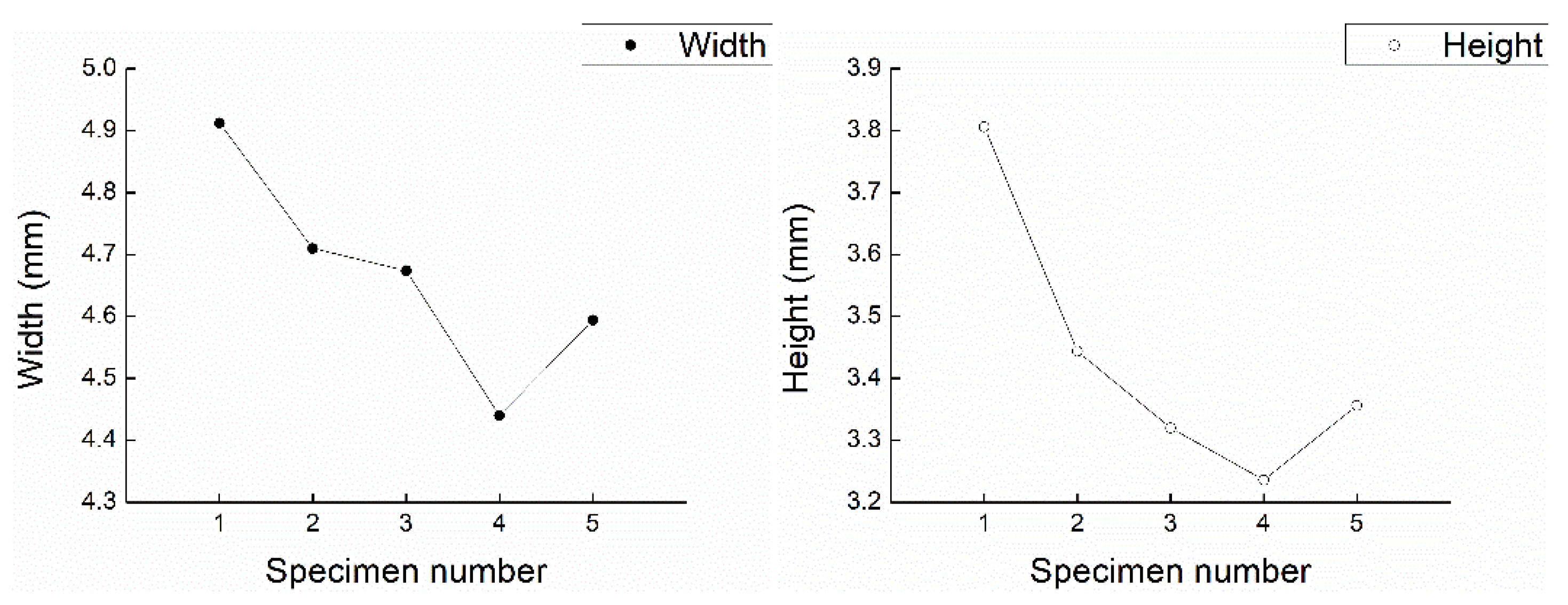
3.1. Different Thermal Input Printing Results
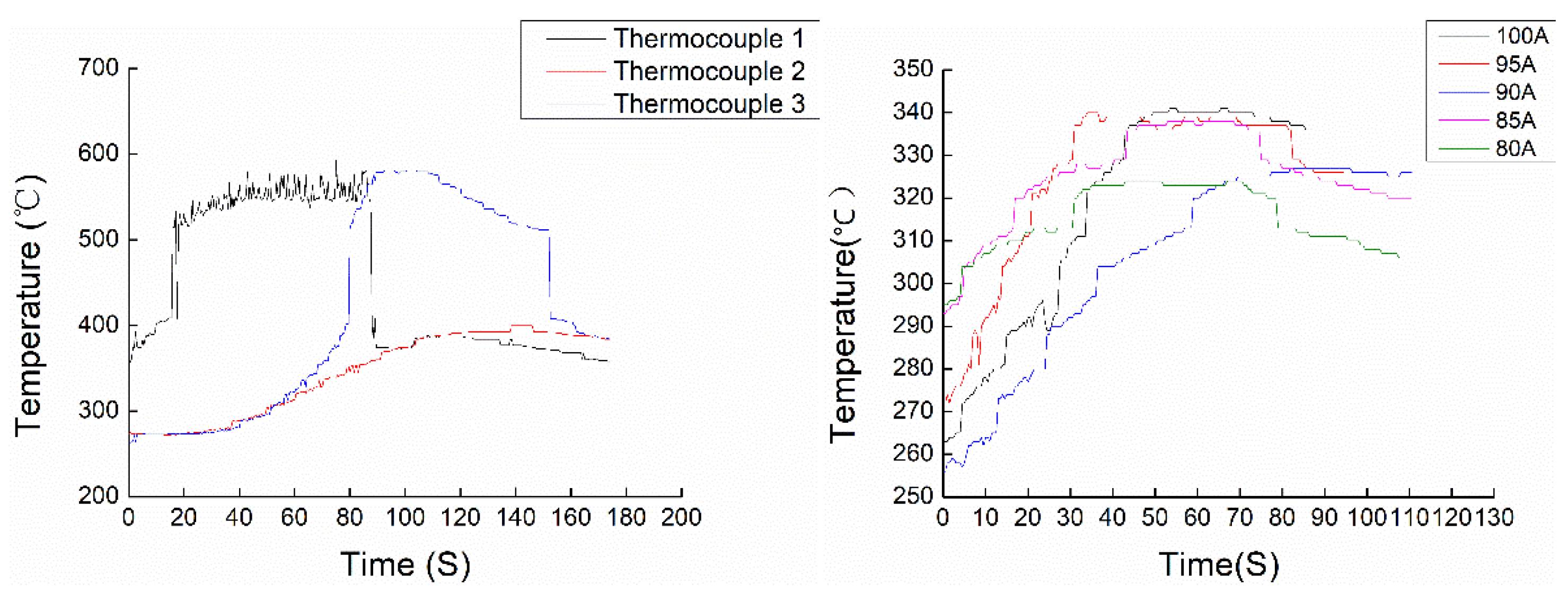
3.2. Results of Measured Temperature
3.3. Established an Ideal Model
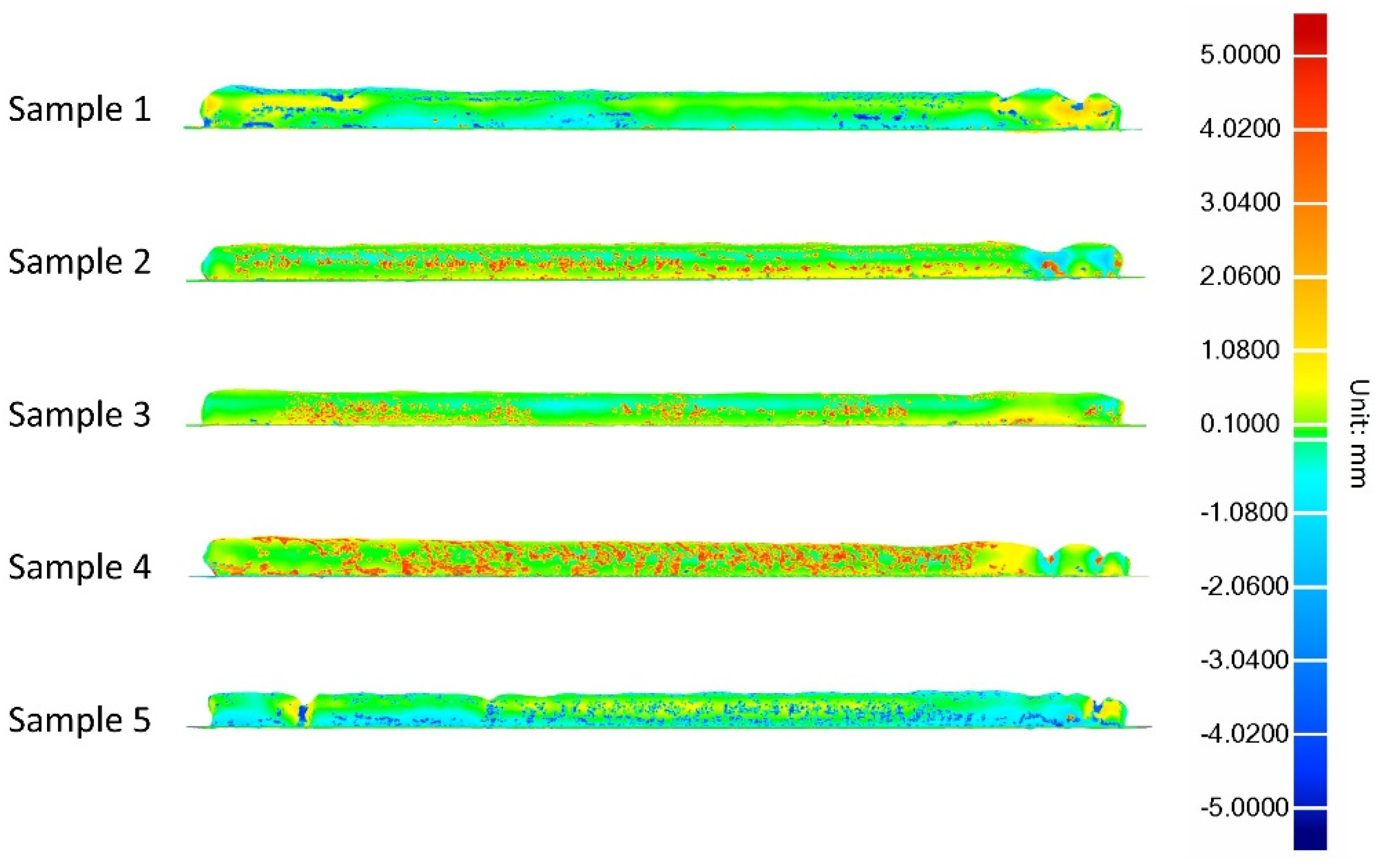
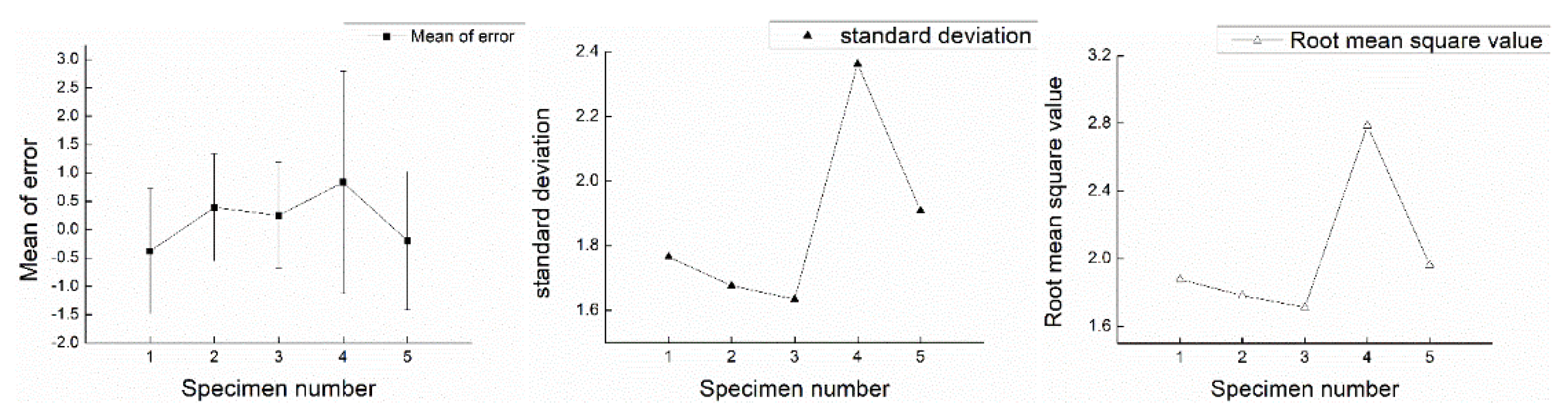
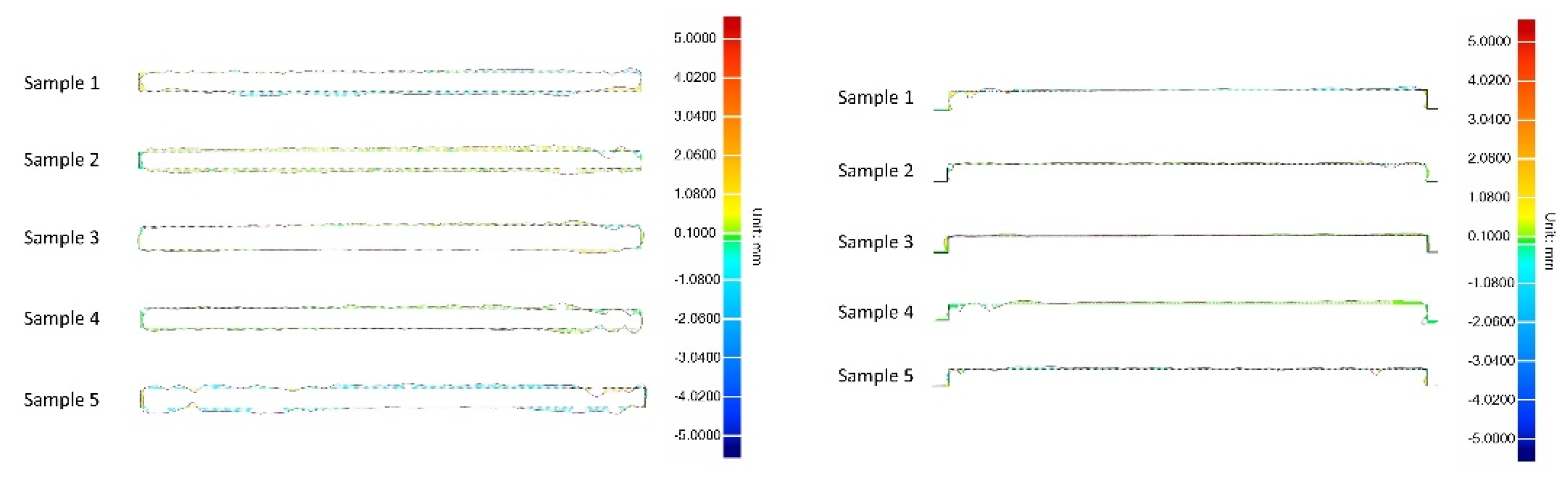
3.4. Surface Quality Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Williams, S.W.; Martina, F.; Addison, A.C. Wire plus arc additive manufacturing. J. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.; Mistodie, L.; Mihailescu, D.; Subbiah, A. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Chintala, A.; Kumar, M.T.; Sathishkumar, M.; Arivazhagan, N.; Manikandan, M. Technology Development for Producing Inconel 625 in Aerospace Application Using Wire Arc Additive Manufacturing Process. J. Mater. Eng. Perform. 2021, 30, 1–9. [Google Scholar] [CrossRef]
- Aldalur, E.; Suárez, A.; Veiga, F. Metal transfer modes for Wire Arc Additive Manufacturing Al-Mg alloys: Influence of heat input in microstructure and porosity. J. Mater. Process. Technol. 2021, 297, 117271. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; bin Abdollah, M.F.; Maidin, S.; Ramli, F.R.; Herawan, S.G. Review on effect of heat input for wire arc additive manufacturing process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Zhou, X.; Tian, Q.; Du, Y.; Zhang, Y.; Bai, X.; Zhang, Y.; Zhang, H.; Zhang, C.; Yuan, Y. Investigation of the effect of torch tilt and external magnetic field on arc during overlapping deposition of wire arc additive manufacturing. Rapid Prototyp. J. 2021, 27, 24–36. [Google Scholar] [CrossRef]
- Fang, X.; Ren, C.; Zhang, L.; Wang, C.; Huang, K.; Lu, B. A model of bead size based on the dynamic response of CMT-based wire and arc additive manufacturing process parameters. Rapid Prototyp. J. 2021, 27, 741–753. [Google Scholar] [CrossRef]
- Tang, S.; Wang, G.; Song, H.; Li, R.; Zhang, H. A novel method of bead modeling and control for wire and arc additive manufacturing. Rapid Prototyp. J. 2021, 27, 311–320. [Google Scholar] [CrossRef]
- Kulkarni, J.D.; Goka, S.B.; Parchuri, P.K. Microstructure evolution along build direction for thin-wall components fabricated with wire-direct energy deposition. Rapid Prototyp. J. 2021, 27, 1289–1301. [Google Scholar] [CrossRef]
- Taborda, L.L.L.; Maury, H. Design for additive manufacturing: A comprehensive review of the tendencies and limitations of methodologies. Rapid Prototyp. J. 2021, 27, 918–966. [Google Scholar] [CrossRef]
- Chen, X.; Kong, F.; Fu, Y.; Zhao, X.; Li, R.; Wang, G.; Zhang, H. A review on wire-arc additive manufacturing: Typical defects, detection approaches, and multisensor data fusion-based model. Int. J. Adv. Manuf. Technol. 2021, 117, 707–727. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Pan, Z.; Ding, D. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Li, J.L.Z.; Alkahari, M.R.; Rosli, N.A.B.; Hasan, R.; Sudin, M.N.; bin Ramli, F.R. Review of Wire Arc Additive Manufacturing for 3D Metal Printing. Int. J. Autom. Technol. 2019, 13, 346–353. [Google Scholar] [CrossRef]
- Wang, S.; Gu, H.; Wang, W.; Li, C.; Ren, L.; Wang, Z.; Zhai, Y.; Ma, P. The Influence of Heat Input on the Microstructure and Properties of Wire-Arc-Additive-Manufactured Al-Cu-Sn Alloy Deposits. Metals 2020, 10, 79. [Google Scholar] [CrossRef] [Green Version]
- Gudur, S.; Nagallapati, V.; Pawar, S.; Muvvala, G.; Simhambhatla, S. A study on the effect of substrate heating and cooling on bead geometry in wire arc additive manufacturing and its correlation with cooling rate. Mater. Today Proc. 2021, 41, 431–436. [Google Scholar] [CrossRef]
- Honnige, J.R.; Colegrove, P.A.; Ahmad, B. Residual stress and texture control in Ti-6Al-4V wire + arc additively manufactured intersections by stress relief and rolling. Mater. Des. 2018, 150, 193–205. [Google Scholar] [CrossRef] [Green Version]
- Cui, J.; Yuan, L.; Commins, P.; He, F.; Wang, J.; Pan, Z. WAAM process for metal block structure parts based on mixed heat input. Int. J. Adv. Manuf. Technol. 2021, 113, 503–521. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, X.; Kang, N.; Huang, W.; Wang, J.; Wang, Z. Influence of travel speed on microstructure and mechanical properties of wire + arc additively manufactured 2219 aluminum alloy. J. Mater. Sci. Technol. 2020, 37, 143–153. [Google Scholar] [CrossRef]
- Dongqing, Y.; Xiaowei, W.; Yikai, W. Surface quality evaluation of multi-bead overlapping for high nitrogen steel by CMT based additive manufacturing. Hanjie Xuebao 2020, 41, 73–76, 83. [Google Scholar]
- Pépe, N.; Egerland, S.; Colegrove, P.A. Measuring the process efficiency of controlled gas metal arc welding processes. Sci. Technol. Weld. Joining 2011, 16, 412–417. [Google Scholar] [CrossRef] [Green Version]
- Suryakumar, S.; Karunakaranb, K.P.; Bernard, A. Weld bead modeling and process optimization in hybrid layered manufacturing. Comput. Aided. Design. 2011, 43, 331–344. [Google Scholar] [CrossRef]
- Donghong, D.; Zengxi, P.; Dominic, C. A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot Cim.-Int. Manuf. 2015, 31, 101–110. [Google Scholar]
- Jintian, Z.; Xinghua, W.; Tao, W. Study on the processing characteristics of single-bead and single-layer in the WAAM. Mater. Rep. 2020, 34, 24132–24137. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Element | |||||
|---|---|---|---|---|---|---|
| Al | Mg | Cr | Ti | Mn | Other | |
| Substrate | Bal. | 0.25% | 0.6% | 0.7% | 0.15% | 1.4% |
| Wire | Bal. | 4.5–5.5% | 0.05–0.2% | 0.06–0.2% | 0.05–0.2% | — |
| Heat Input (J·mm−1) | Current (A) | Voltage (V) | Travel Speed (m·min−1) | Wire Feed Rate (m·min−1) |
|---|---|---|---|---|
| 12,250 | 100 | 14 | 0.08 | 1.123 |
| 10,197 | 95 | 13.8 | 0.09 | 1.263 |
| 8568 | 90 | 13.6 | 0.10 | 1.404 |
| 7248 | 85 | 13.4 | 0.11 | 1.544 |
| 6160 | 80 | 13.2 | 0.12 | 1.685 |
| Contour Model | Model Equation Prototype | Model Formula |
|---|---|---|
| Parabola | ||
| Half-period cosine curve | ||
| Full cycle cosine curve | ||
| Elliptic curve |
| Specimen Number | Parabola | Half-Period Cosine Curve | Full Cycle Cosine Curve | Elliptic Curve | Extract Model | ||||
|---|---|---|---|---|---|---|---|---|---|
| S | δ | S | δ | S | δ | S | δ | ST | |
| 1 | 17.137 | 1.089 | 11.902 | 0.756 | 9.348 | 0.594 | 15.628 | 0.993 | 15.737 |
| 2 | 14.869 | 1.052 | 10.327 | 0.731 | 8.111 | 0.574 | 13.999 | 0.991 | 14.133 |
| 3 | 14.225 | 1.033 | 9.879 | 0.717 | 7.759 | 0.564 | 13.473 | 0.979 | 13.769 |
| 4 | 13.171 | 1.076 | 9.147 | 0.747 | 7.184 | 0.587 | 12.897 | 1.053 | 12.246 |
| 5 | 14.133 | 1.028 | 9.815 | 0.714 | 7.709 | 0.561 | 13.528 | 0.984 | 13.742 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, J.; Nie, W.; Li, X. The Influence of Heat Input on the Surface Quality of Wire and Arc Additive Manufacturing. Appl. Sci. 2021, 11, 10201. https://doi.org/10.3390/app112110201
Zeng J, Nie W, Li X. The Influence of Heat Input on the Surface Quality of Wire and Arc Additive Manufacturing. Applied Sciences. 2021; 11(21):10201. https://doi.org/10.3390/app112110201
Chicago/Turabian StyleZeng, Jiayi, Wenzhong Nie, and Xiaoxuan Li. 2021. "The Influence of Heat Input on the Surface Quality of Wire and Arc Additive Manufacturing" Applied Sciences 11, no. 21: 10201. https://doi.org/10.3390/app112110201