
Big Data in the Metal Processing Value Chain: A Systematic Digitalization Approach under Special Consideration of Standardization and SMEs

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Theoretical Fundamentals and State of the Art
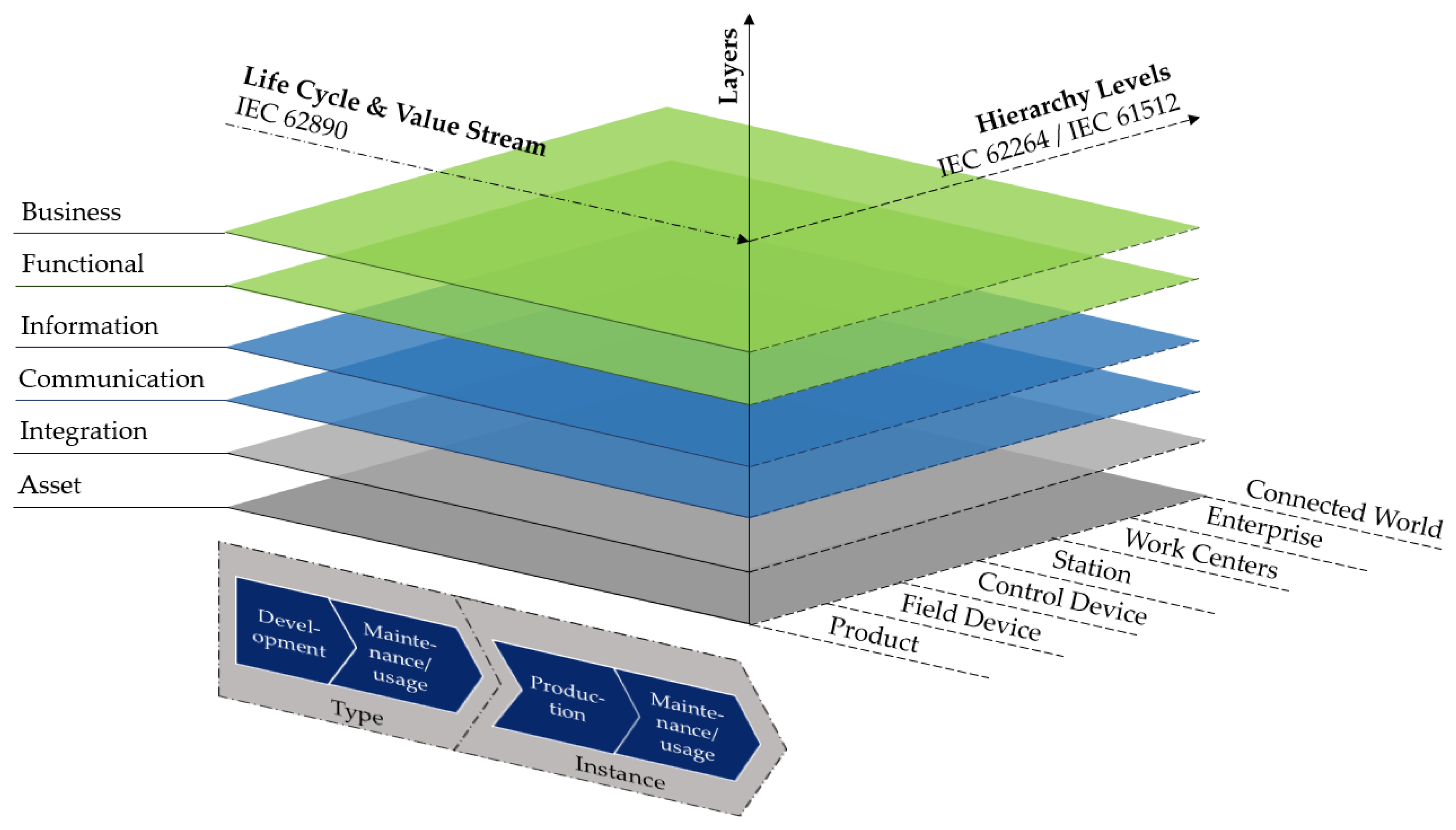
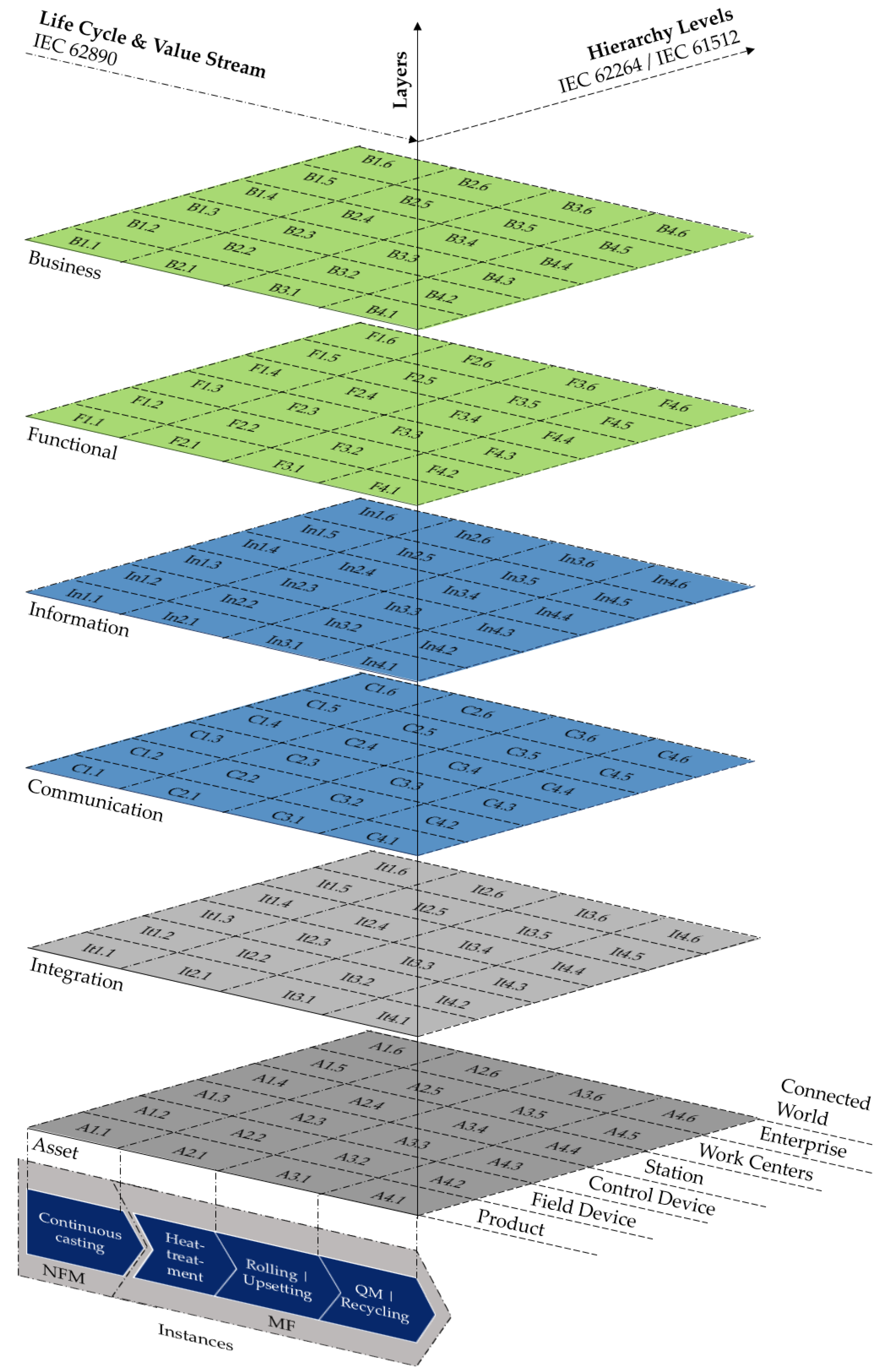
- The Asset layer describes the lowest layer in RAMI 4.0 and contains all physical objects;
- The Integration layer is representative for the connection of physical objects with the digital domain and contains the required hardware and software;
- The Communication layer executes the digital connection and thus can be seen as an IIot equivalent;
- The Information layer contains all process-relevant data and information in different formats;
- The Functional layer contains all functions of a value chain. Depending on their determination, these functions can be of a logistical or data processing character;
- The Business layer houses the business logic and deals with the optimization of products and processes.
- Product describes the product to be manufactured;
- Field Device includes entities for collecting data, such as sensors and data acquisition (DAQ);
- Control Device describes those operating elements that are used to control the system;
- Station describes the machine or station used for the production step;
- Work Center is to be understood as the production environment;
- Enterprise describes the host enterprise itself.
3. Digitalization and Development of a Metal Processing Value Chain: Framework and Corresponding Case Study for SMEs
4. Results and Discussion
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reiman, A.; Kaivo-oja, J.; Parviainen, E.; Takala, E.-P.; Lauraeus, T. Human factors and ergonomics in manufacturing in the industry 4.0 context—A scoping review. Technol. Soc. 2021, 65, 101572. [Google Scholar] [CrossRef]
- Ralph, B.J.; Stockinger, M. Digitalization and Digital Transformation in Metal Forming: Key Technologies, Challenges and Current Developments of Industry 4.0 Applications. In XXXIX Colloquium on Metal Forming 2020; Montanuniversität: Leoben, Austria, 2020; pp. 13–23. ISBN 978-3-902078-26-1. [Google Scholar]
- Ralph, B.J.; Sorger, M.; Schödinger, B.; Schmölzer, H.-J.; Hartl, K.; Stockinger, M. Implementation of a Six-Layer Smart Factory Architecture with Special Focus on Transdisciplinary Engineering Education. Sensors 2021, 21, 2944. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Sorensen, D.G.; Brunoe, T.D.; Nielsen, K. Brownfield Development of Platforms for Changeable Manufacturing. Procedia CIRP 2019, 81, 986–991. [Google Scholar] [CrossRef]
- Enyoghasi, C.; Badurdeen, F. Industry 4.0 for sustainable manufacturing: Opportunities at the product, process, and system levels. Resour. Conserv. Recycl. 2021, 166, 105362. [Google Scholar] [CrossRef]
- Suri, K.; Cadavid, J.; Alferez, M.; Dhouib, S.; Tucci-Piergiovanni, S. Modeling business motivation and underlying processes for RAMI 4.0-aligned cyber-physical production systems. In Proceedings of the 2017 22nd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–6, ISBN 978-1-5090-6505-9. [Google Scholar]
- De Melo, P.F.S.; Godoy, E.P. Controller Interface for Industry 4.0 based on RAMI 4.0 and OPC UA. In 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT); IEEE: Piscataway, NJ, USA, 2019. [Google Scholar]
- Flatt, H.; Schriegel, S.; Jasperneite, J.; Trsek, H.; Adamczyk, H. Analysis of the Cyber-Security of industry 4.0 technologies based on RAMI 4.0 and identification of requirements. In Proceedings of the 2016 IEEE 21st International Conference on Emerging Technologies and Factory Automation (ETFA), Berlin, Germany, 6–9 September 2016; pp. 1–4, ISBN 978-1-5090-1314-2. [Google Scholar]
- Lee, J.; Lapira, E.; Bagheri, B.; Kao, H. Recent advances and trends in predictive manufacturing systems in big data environment. Manuf. Lett. 2013, 1, 38–41. [Google Scholar] [CrossRef]
- O’Donovan, P.; Leahy, K.; Bruton, K.; O’Sullivan, D.T.J. Big data in manufacturing: A systematic mapping study. J. Big Data 2015, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef] [Green Version]
- Kusiak, A. Smart manufacturing must embrace big data. Nature 2017, 544, 23–25. [Google Scholar] [CrossRef]
- Zhang, Y.; Ren, S.; Liu, Y.; Si, S. A big data analytics architecture for cleaner manufacturing and maintenance processes of complex products. J. Clean. Prod. 2017, 142, 626–641. [Google Scholar] [CrossRef] [Green Version]
- Bordeleau, F.-È.; Felden, C. Digitally Transforming Organisations: A Review of Change Models of Industry 4.0. In Proceedings of the 27th European Conference on Information Systems (ECIS), Stockholm & Uppsala, Sweden, 8–14 June 2019; pp. 1–14, ISBN 978-1-7336325-0-8. [Google Scholar]
- Hilbert, M. Big Data for Development: A Review of Promises and Challenges. Dev. Policy Rev. 2016, 34, 135–174. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Chen, Y.; Du, X.; Li, C.; Lu, J.; Zhao, S.; Zhou, X. Big data challenge: A data management perspective. Front. Comput. Sci. 2013, 7, 157–164. [Google Scholar] [CrossRef]
- Demchenko, Y.; de Laat, C.; Membrey, P. Defining architecture components of the Big Data Ecosystem. In Proceedings of the 2014 International Conference on Collaboration Technologies and Systems (CTS), Minneapolis, MN, USA, 19–23 May 2014; pp. 104–112, ISBN 978-1-4799-5158-1. [Google Scholar]
- Sagiroglu, S.; Sinanc, D. Big data: A review. In Proceedings of the 2013 International Conference on Collaboration Technologies and Systems (CTS), San Diego, CA, USA, 20–24 May 2013; pp. 42–47, ISBN 978-1-4673-6404-1. [Google Scholar]
- Ghasemaghaei, M. Understanding the impact of big data on firm performance: The necessity of conceptually differentiating among big data characteristics. Int. J. Inf. Manag. 2021, 57, 102055. [Google Scholar] [CrossRef]
- Zikopoulos, P.; Eaton, C. Understanding Big Data: Analytics for Enterprise Class Hadoop and Streaming Data; McGraw-Hill Osborne Media: New York, NY, USA, 2011; ISBN 978-0-07-179053-6. [Google Scholar]
- Klein, D.; Tran-Gia, P.; Hartmann, M. Big Data. Inform. Spektrum 2013, 36, 319–323. [Google Scholar] [CrossRef]
- Matt, D.T.; Modrák, V.; Zsifkovits, H. Industry 4.0 for SMEs; Springer International Publishing: Cham, Switzerland, 2020; ISBN 978-3-030-25424-7. [Google Scholar]
- Ishwarappa; Anuradha, J. A Brief Introduction on Big Data 5Vs Characteristics and Hadoop Technology. Procedia Comput. Sci. 2015, 48, 319–324. [Google Scholar] [CrossRef] [Green Version]
- Younas, M. Research challenges of big data. Serv. Oriented Comput. Appl. 2019, 13, 105–107. [Google Scholar] [CrossRef] [Green Version]
- Khan, N.; Yaqoob, I.; Hashem, I.A.T.; Inayat, Z.; Ali, W.K.M.; Alam, M.; Shiraz, M.; Gani, A. Big data: Survey, technologies, opportunities, and challenges. Sci. World J. 2014, 2014, 712826. [Google Scholar] [CrossRef] [Green Version]
- Bertoncel, T.; Erenda, I.; Bach, M.P.; Roblek, V.; Meško, M. A Managerial Early Warning System at a Smart Factory: An Intuitive Decision-making Perspective. Syst. Res 2018, 35, 406–416. [Google Scholar] [CrossRef]
- Tjahjono, B.; Esplugues, C.; Ares, E.; Pelaez, G. What does Industry 4.0 mean to Supply Chain? Procedia Manuf. 2017, 13, 1175–1182. [Google Scholar] [CrossRef]
- Tupa, J.; Simota, J.; Steiner, F. Aspects of Risk Management Implementation for Industry 4.0. Procedia Manuf. 2017, 11, 1223–1230. [Google Scholar] [CrossRef]
- Yang, C.; Huang, Q.; Li, Z.; Liu, K.; Hu, F. Big Data and cloud computing: Innovation opportunities and challenges. Int. J. Digit. Earth 2017, 10, 13–53. [Google Scholar] [CrossRef] [Green Version]
- Marjani, M.; Nasaruddin, F.; Gani, A.; Karim, A.; Hashem, I.A.T.; Siddiqa, A.; Yaqoob, I. Big IoT Data Analytics: Architecture, Opportunities, and Open Research Challenges. IEEE Access 2017, 5, 5247–5261. [Google Scholar] [CrossRef]
- Hongsong, C.; Yongpeng, Z.; Yongrui, C.; Bhargava, B. Security Threats and Defensive Approaches in Machine Learning System Under Big Data Environment. Wirel. Pers. Commun. 2021, 117, 3505–3525. [Google Scholar] [CrossRef]
- Mills, K.A. What are the threats and potentials of big data for qualitative research? Qual. Res. 2018, 18, 591–603. [Google Scholar] [CrossRef] [Green Version]
- Häckel, B.; Hänsch, F.; Hertel, M.; Übelhör, J. Assessing IT availability risks in smart factory networks. Bus. Res. 2019, 12, 523–558. [Google Scholar] [CrossRef] [Green Version]
- Herrmann, F. The Smart Factory and Its Risks. Systems 2018, 6, 38. [Google Scholar] [CrossRef] [Green Version]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Strozzi, F.; Colicchia, C.; Creazza, A.; Noè, C. Literature review on the ‘Smart Factory’ concept using bibliometric tools. Int. J. Prod. Res. 2017, 55, 6572–6591. [Google Scholar] [CrossRef]
- Osterrieder, P.; Budde, L.; Friedli, T. The smart factory as a key construct of industry 4.0: A systematic literature review. Int. J. Prod. Econ. 2020, 221, 107476. [Google Scholar] [CrossRef]
- Forcina, A.; Introna, V.; Silvestri, A. Enabling technology for maintenance in a smart factory: A literature review. Procedia Comput. Sci. 2021, 180, 430–435. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 3928–3937, ISBN 978-0-7695-5670-3. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y. Integrated and Intelligent Manufacturing: Perspectives and Enablers. Engineering 2017, 3, 588–595. [Google Scholar] [CrossRef]
- Mabkhot, M.; Al-Ahmari, A.; Salah, B.; Alkhalefah, H. Requirements of the Smart Factory System: A Survey and Perspective. Machines 2018, 6, 23. [Google Scholar] [CrossRef] [Green Version]
- Beliatis, M.J.; Jensen, K.; Ellegaard, L.; Aagaard, A.; Presser, M. Next Generation Industrial IoT Digitalization for Traceability in Metal Manufacturing Industry: A Case Study of Industry 4.0. Electronics 2021, 10, 628. [Google Scholar] [CrossRef]
- Resman, M.; Pipan, M.; Simic, M.; Herakovic, N. A new architecture model for smart manufacturing: A performance analysis and comparison with the RAMI 4.0 reference model. Adv Prod. Eng. Manag 2019, 14, 153–165. [Google Scholar] [CrossRef] [Green Version]
- Pisching, M.A.; Pessoa, M.A.; Junqueira, F.; dos Santos Filho, D.J.; Miyagi, P.E. An architecture based on RAMI 4.0 to discover equipment to process operations required by products. Comput. Ind. Eng. 2018, 125, 574–591. [Google Scholar] [CrossRef]
- Weber, C.; Königsberger, J.; Kassner, L.; Mitschang, B. M2DDM—A Maturity Model for Data-Driven Manufacturing. Procedia CIRP 2017, 63, 173–178. [Google Scholar] [CrossRef]
- Cardin, O. Classification of cyber-physical production systems applications: Proposition of an analysis framework. Comput. Ind. 2019, 104, 11–21. [Google Scholar] [CrossRef] [Green Version]
- Monostori, L. Cyber-physical Production Systems: Roots, Expectations and R&D Challenges. Procedia CIRP 2014, 17, 9–13. [Google Scholar] [CrossRef]
- Wu, X.; Goepp, V.; Siadat, A. Concept and engineering development of cyber physical production systems: A systematic literature review. Int. J. Adv. Manuf. Technol. 2020, 111, 243–261. [Google Scholar] [CrossRef]
- Alur, R. Principles of Cyber-Physical Systems; The MIT Press: Philadelphia, PA, USA, 2015; ISBN 978-0-262-02911-7. [Google Scholar]
- Ralph, B.J.; Sorger, M.; Hartl, K.; Schwarz, A.; Messner, F.; Stockinger, M. Transformation of a Rolling Mill Aggregate to a Cyber Physical Production System: From Sensor Retrofitting to Machine Learning. J Intell. Manuf. 2021, in press. [Google Scholar]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-Pap. 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Pintelas, E.; Livieris, I.E.; Pintelas, P. A Grey-Box Ensemble Model Exploiting Black-Box Accuracy and White-Box Intrinsic Interpretability. Algorithms 2020, 13, 17. [Google Scholar] [CrossRef] [Green Version]
- Loyola-Gonzalez, O. Black-Box vs. White-Box: Understanding Their Advantages and Weaknesses from a Practical Point of View. IEEE Access 2019, 7, 154096–154113. [Google Scholar] [CrossRef]
- Ralph, B.J.; Hartl, K.; Sorger, M.; Schwarz-Gsaxner, A.; Stockinger, M. Machine Learning Driven Prediction of Residual Stresses for the Shot Peening Process Using a Finite Element Based Grey-Box Model Approach. J. Manuf. Mater. Process. 2021, 5, 39. [Google Scholar] [CrossRef]
- Rudin, C. Stop explaining black box machine learning models for high stakes decisions and use interpretable models instead. Nat. Mach. Intell. 2019, 1, 206–215. [Google Scholar] [CrossRef] [Green Version]
- Henard, C.; Papadakis, M.; Harman, M.; Jia, Y.; Le Traon, Y. Comparing white-box and black-box test prioritization. In Proceedings of the ICSE ‘16: 38th International Conference on Software Engineering, Austin, TX, USA, 14–22 May 2016; Dillon, L., Visser, W., Williams, L., Eds.; ACM: New York, NY, USA, 2016; pp. 523–534, ISBN 9781450339001. [Google Scholar]
- Xu, H.; Yu, W.; Griffith, D.; Golmie, N. A Survey on Industrial Internet of Things: A Cyber-Physical Systems Perspective. IEEE Access 2018, 6, 78238–78259. [Google Scholar] [CrossRef]
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The industrial internet of things (IIoT): An analysis framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J. Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. JIEM 2016, 9, 811. [Google Scholar] [CrossRef] [Green Version]
- ur Rehman, M.H.; Yaqoob, I.; Salah, K.; Imran, M.; Jayaraman, P.P.; Perera, C. The role of big data analytics in industrial Internet of Things. Future Gener. Comput. Syst. 2019, 99, 247–259. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, A.-R.; Wachsmann, C.; Waidner, M. Security and privacy challenges in industrial internet of things. In Proceedings of the DAC ‘15: The 52nd Annual Design Automation Conference 2015, San Francisco, CA, USA, 7–11 June 2015; ACM: New York, NY, USA, 2015; pp. 1–6, ISBN 9781450335201. [Google Scholar]
- Hajjaji, Y.; Boulila, W.; Farah, I.R.; Romdhani, I.; Hussain, A. Big data and IoT-based applications in smart environments: A systematic review. Comput. Sci. Rev. 2021, 39, 100318. [Google Scholar] [CrossRef]
- Khan, W.Z.; Rehman, M.H.; Zangoti, H.M.; Afzal, M.K.; Armi, N.; Salah, K. Industrial internet of things: Recent advances, enabling technologies and open challenges. Comput. Electr. Eng. 2020, 81, 106522. [Google Scholar] [CrossRef]
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef] [Green Version]
- Özdemir, V.; Hekim, N. Birth of Industry 5.0: Making Sense of Big Data with Artificial Intelligence, “The Internet of Things” and Next-Generation Technology Policy. Omics 2018, 22, 65–76. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Haq, M.I.U.; Raina, A.; Suman, R. Industry 5.0: Potential Applications in COVID-19. J. Ind. Integr. Manag. 2020, 5, 507–530. [Google Scholar] [CrossRef]
- Eller, R.; Alford, P.; Kallmünzer, A.; Peters, M. Antecedents, consequences, and challenges of small and medium-sized enterprise digitalization. J. Bus. Res. 2020, 112, 119–127. [Google Scholar] [CrossRef]
- Mell, P.; Grance, T. The NIST Definition of Cloud Computing; NIST: Gaithersburg, MD, USA, 2011.
- Sheikh, A.; Munro, M.; Budgen, D. Systematic Literature Review (SLR) of Resource Scheduling and Security in Cloud Computing. IJACSA 2019, 10. [Google Scholar] [CrossRef]
- Xu, X. From cloud computing to cloud manufacturing. Robot. Comput.-Integr. Manuf. 2012, 28, 75–86. [Google Scholar] [CrossRef]
- Repschläger, J.; Pannicke, D.; Zarnekow, R. Cloud Computing: Definitionen, Geschäftsmodelle und Entwicklungspotenziale. HMD 2010, 47, 6–15. [Google Scholar] [CrossRef]
- Madden, S. From Databases to Big Data. IEEE Internet Comput. 2012, 16, 4–6. [Google Scholar] [CrossRef]
- Kunda, D.; Phiri, H. A Comparative Study of NoSQL and Relational Database. Zictjournal 2017, 1, 1–4. [Google Scholar] [CrossRef]
- Cattell, R. Scalable SQL and NoSQL data stores. Sigmod Rec. 2011, 39, 12–27. [Google Scholar] [CrossRef] [Green Version]
- Bertino, E.; Martino, L. Object-oriented database management systems: Concepts and issues. Computer 1991, 24, 33–47. [Google Scholar] [CrossRef]
- Moniruzzaman, A.B.M.; Hossain, S.A. NoSQL Database: New Era of Databases for Big data Analytics—Classification, Characteristics and Comparison. Int. J. Database Theory Appl. 2013, 6, 1–14. Available online: http://arxiv.org/pdf/1307.0191v1 (accessed on 15 June 2021).
- Li, Y.; Manoharan, S. A performance comparison of SQL and NoSQL databases. In Proceedings of the 2013 IEEE Pacific Rim Conference on Communications, Computers and Signal Processing (PACRIM), Victoria, BC, Canada, 27–29 August 2013; pp. 15–19, ISBN 978-1-4799-1501-9. [Google Scholar]
- van der Veen, J.S.; van der Waaij, B.; Meijer, R.J. Sensor Data Storage Performance: SQL or NoSQL, Physical or Virtual. In Proceedings of the 2012 IEEE 5th International Conference on Cloud Computing (CLOUD), Honolulu, HI, USA, 24–29 June 2012; pp. 431–438, ISBN 978-1-4673-2892-0. [Google Scholar]
- Prinsloo, J.; Sinha, S.; von Solms, B. A Review of Industry 4.0 Manufacturing Process Security Risks. Appl. Sci. 2019, 9, 5105. [Google Scholar] [CrossRef] [Green Version]
- Pereira, T.; Barreto, L.; Amaral, A. Network and information security challenges within Industry 4.0 paradigm. Procedia Manuf. 2017, 13, 1253–1260. [Google Scholar] [CrossRef]
- Qadir, S.; Quadri, S.M.K. Information Availability: An Insight into the Most Important Attribute of Information Security. J. Inf. Secur. 2016, 7, 185–194. [Google Scholar] [CrossRef] [Green Version]
- Chhetri, S.R.; Faezi, S.; Rashid, N.; Al Faruque, M.A. Manufacturing Supply Chain and Product Lifecycle Security in the Era of Industry 4.0. J. Hardw. Syst. Secur. 2018, 2, 51–68. [Google Scholar] [CrossRef]
- Kiss, M.; Breda, G.; Muha, L. Information security aspects of Industry 4.0. Procedia Manuf. 2019, 32, 848–855. [Google Scholar] [CrossRef]
- Bayens, C.; Le, T.; Garcia, L.; Beyah, T.; Javanmard, M.; Zonouz, S. See No Evil, Hear No Evil, Feel No Evil, Print No Evil? Malicious Fill Patterns Detection in Additive Manufacturing. In Proceedings of the 26th USENIX Security Symposium, Vancouver, BC, Canada, 16–18 August 2017; pp. 1181–1198, ISBN 978-1-931971-40-9. [Google Scholar]
- Chhetri, S.R.; Canedo, A.; Faruque, M.A.A. KCAD. In Proceedings of the ICCAD ‘16: IEEE/ACM International Conference On Computer-Aided Design, Austin, TX, USA, 7–10 November 2016; Liu, F., Ed.; ACM: New York, NY, USA, 2016; pp. 1–8, ISBN 9781450344661. [Google Scholar]
- Ervural, B.C.; Ervural, B. Overview of Cyber Security in the Industry 4.0 Era. In Industry 4.0: Managing the Digital Transformation; Ustundag, A., Cevikcan, E., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 267–284. ISBN 978-3-319-57869-9. [Google Scholar]
- Sharpe, R.; van Lopik, K.; Neal, A.; Goodall, P.; Conway, P.P.; West, A.A. An industrial evaluation of an Industry 4.0 reference architecture demonstrating the need for the inclusion of security and human components. Comput. Ind. 2019, 108, 37–44. [Google Scholar] [CrossRef]
- Radanliev, P.; Mantilla Montalvo, R.; Cannady, S.; Nicolescu, R.; de Roure, D.; Nurse, J.R.; Huth, M. Cyber Security Framework for the Internet-of-Things in Industry 4.0. Preprints 2019, 2019030111. [Google Scholar] [CrossRef]
- Khondoker, R.; Larbig, P.; Scheuermann, D.; Weber, F.; Bayarou, K. Addressing Industry 4.0 Security by Software-Defined Networking. In Guide to Security in SDN and NFV; Zhu, S.Y., Scott-Hayward, S., Jacquin, L., Hill, R., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 229–251. ISBN 978-3-319-64652-7. [Google Scholar]
- Ayvaz, S.; Alpay, K. Predictive maintenance system for production lines in manufacturing: A machine learning approach using IoT data in real-time. Expert Syst. Appl. 2021, 173, 114598. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.X.; Kumara, S. A Comparative Study on Machine Learning Algorithms for Smart Manufacturing: Tool Wear Prediction Using Random Forests. J. Manuf. Sci. Eng. 2017, 139, 237. [Google Scholar] [CrossRef]
- Sharp, M.; Ak, R.; Hedberg, T. A Survey of the Advancing Use and Development of Machine Learning in Smart Manufacturing. J. Manuf. Syst. 2018, 48 Pt C, 170–179. [Google Scholar] [CrossRef]
- Cavalcante, I.M.; Frazzon, E.M.; Forcellini, F.A.; Ivanov, D. A supervised machine learning approach to data-driven simulation of resilient supplier selection in digital manufacturing. Int. J. Inf. Manag. 2019, 49, 86–97. [Google Scholar] [CrossRef]
- Monostori, L.; Markus, A.; van Brussel, H.; Westkämpfer, E. Machine Learning Approaches to Manufacturing. CIRP Ann. 1996, 45, 675–712. [Google Scholar] [CrossRef]
- Cui, Y.; Kara, S.; Chan, K.C. Manufacturing big data ecosystem: A systematic literature review. Robot. Comput.-Integr. Manuf. 2020, 62, 101861. [Google Scholar] [CrossRef]
- Dawson, M. Cyber Security in Industry 4.0: The Pitfalls of Having Hyperconnected Systems. J. Strateg. Manag. Stud. 2018, 10, 19–28. [Google Scholar]
- Statistik Austria. Anteil der Kleinen und Mittleren Unternehmen (KMU) an Allen Unternehmen in Österreich von 2015 bis 2019. Available online: https://de.statista.com/statistik/daten/studie/1172003/umfrage/unternehmensanteil-von-kleinen-und-mittleren-unternehmen-kmu-in-oesterreich/ (accessed on 10 September 2021).
- Statistik Austria. Anteil der Branche Bergbau und Herstellung von Waren an der Gesamten Bruttowertschöpfung in Österreich von 2010 bis 2020. Available online: https://de.statista.com/statistik/daten/studie/1177726/umfrage/wertschoepfungsanteil-des-verarbeitenden-gewerbes-in-oesterreich/ (accessed on 10 September 2021).
- Brodeur, J.; Pellerin, R.; Deschamps, I. Collaborative approach to digital transformation (CADT) model for manufacturing SMEs. JMTM 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Garzoni, A.; de Turi, I.; Secundo, G.; Del Vecchio, P. Fostering digital transformation of SMEs: A four levels approach. Manag. Decis. 2020, 58, 1543–1562. [Google Scholar] [CrossRef]
- Philippi, C.; Bobek, V.; Horvat, T.; Maček, A.; Justinek, G. Internationalisation of an Austrian SME with a sales agent to Mexico and the USA in the automotive sector. Int. J. Glob. Small Bus. 2020, 11, 39–64. [Google Scholar] [CrossRef]
- Wagner, J.; Burggräf, P.; Dannapfel, M.; Fölling, C. Assembly Disruptions—Empirical Evidence in the Manufacturing Industry of Germany, Austria and Switzerland. Int. Refereed J. Eng. Sci. (IRJES) 2017, 6, 15–25. [Google Scholar]
- Loecher, U. Small and medium-sized enterprises—delimitation and the European definition in the area of industrial business. Eur. Bus. Rev. 2000, 12, 261–264. [Google Scholar] [CrossRef]
- Ralph, B.J.; Pacher, C.; Woschank, M. Conceptualization of the Lecture ‘Digitalization and Digital Transformation in Metal Forming’ based on Implications from Contemporary Teaching and Learning Theories. In Proceedings of the 2nd African International Conference on Industrial Engineering and Operations Management, Harare, Zimbabwe, 7–10 December 2020; pp. 703–712. [Google Scholar]
- Woschank, M.; Ralph, B.J.; Kaiblinger, A.; Miklautsch, P.; Pacher, C.; Sorger, M.; Zsifkovits, H.; Stockinger, M.; Pogatscher, S.; Antretter, T.; et al. MUL 4.0—Digitalisierung der Wertschöpfungskette vom Rohmaterial bis hin zum Recycling. Berg. Huettenmaenn Mon. 2021, 166, 309–313. [Google Scholar] [CrossRef]
- Prinz, W.; Rose, T.; Osterland, T.; Putschli, C. Blockchain. In Digitalisierung; Neugebauer, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 311–319. ISBN 978-3-662-55889-8. [Google Scholar]
- Kaulartz, M.; Heckmann, J. Smart Contracts—Anwendungen der Blockchain-Technologie. Comput. Und Recht 2016, 32. [Google Scholar] [CrossRef]
- Nofer, M.; Gomber, P.; Hinz, O.; Schiereck, D. Blockchain. Bus. Inf. Syst. Eng. 2017, 59, 183–187. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Key Technologies | Key Focus | Literature |
|---|---|---|
| Smart Factory | individualization; flexibility; decentralization; resource efficiency | [2,40,41,42,43,61] |
| CPPS | connection and cooperation of layers; acquisition and analysis of data in real-time using Internet technologies; human-machine interaction; enhance real-time decision making | [48,49,50] |
| DT | decision making support; partial or complete representation of a production chain/process steps; simulation | [53] |
| ML/Artificial Intelligence (AI) | supervised learning to enhance decision making within the production environment | [92,93,94,95,96] |
| IIoT | enables in-situ data acquisition, analysis and exchange for process and production optimization | [59,60,62,63,65] |
| Cloud computing | on-demand data computation in combination with IIoT | [71,72,73] |
| DBMS | store data in structured tables linked together by keys | [41,74,75,76,77,78,79,80,97] |
| IT-security | prevention of unauthorized access and data manipulation; prevention of misinterpretation and corresponding inaccurate decisions of upper layers | [81,82,84,85,86,89,90,91,98] |
| Type of Data | Volume | Velocity | Value | Veracity | Variety |
|---|---|---|---|---|---|
| Sensor/PLC (e.g., time series data, videos) | low | high | high | high | high (unstructured) |
| Process-related modeling data (e.g., FEA) | high | low | high | medium-high | high (unstructured) |
| Inter & intra logistical related data (e.g., smart factory DT) | high | high | high | high | high (unstructured) |
| WBML | high | Low | high | medium-high | high (unstructured) |
| GBML | medium | medium | high | medium-high | high (unstructured) |
| BBML | low | high | high | high | high (unstructured) |
| IIoT | low | high | high | high | high (unstructured) |
| MES | medium | medium | high | high | medium (structured/semi-structured) |
| ERP | high | low | high | high | high (unstructured) |
| Machine | Sensor | Measure | Range | Linearity |
|---|---|---|---|---|
| Furnace (MF) | Thermocouple (Type K) | Temperature | 0–1200 °C | According to DIN EN 60584-2 |
| Rolling mill (MF) | Load cell (Kern CR 20000-1Q1 + PR Electronics 2261) | Rolling force (left guide spindle) | 0–200 kN | 0.1% FSO |
| Load cell (Kern CR 20000-1Q1 + PR Electronics 2261) | Rolling force (right guide spindle) | 0–200 kN | 0.1% FSO | |
| LVDT (Waycon LV-S-25-300-KA05-L10 + Waycon LV-S-25-300-KA05-L10) | Roll gap height | 0–25 mm | 0.1% FSO | |
| Magnetic multiturn encoder (ASM PH36) | Gear angle | 31 × 360° | ±(2°+ 0.015%) FSO | |
| Hydraulic press (MF) | Load cell | Die force | 0–1 MN | 0.1% FSO |
| LVDT | Die position | 0–600 mm | 0.1% FSO | |
| Pyrometer | Temperature | 0–1200 °C | According to DIN EN 60584-2 | |
| Continuous caster (NFM) | Thermocouple (Type K|Type S) | Crucible temperature | 0–1200 °C 0–1500 °C | According to DIN EN 60584-2 |
| Thermocouple (Type K|Type S) | Die temperature | 0–1200 °C 0–1500 °C | According to DIN EN 60584-2 | |
| LVDT | Draw path | 0.1–9.9 [mm] | 0.1% FSO | |
| LVDT | Reversing draw path | 0.0–9.8 [mm] | 0.1% FSO | |
| Load cell | Draw force | N/A [N] | 0.1% FSO |
| Machine | DAQ | Protocol | Resolution | Frequency |
|---|---|---|---|---|
| Rolling mill (MF) | Wago PFC200 750-8212 (+I/O modules) | Modbus TCP/IP | 15 bit | 500 Hz |
| Furnace (MF) | Wago PFC200 750-8212 (+I/O modules) | Modbus TCP/IP | 15 bit | 500 Hz |
| Hydraulic press (MF) | Wago PFC200 750-8212 (+I/O modules) | Modbus TCP/IP | 15 bit | 500 Hz |
| Continuous caster (NFM) | Internal DAQ | Modbus TCP/IP | 15 bit | >100 Hz |
| Layer Fragment | Specification |
|---|---|
| A1.1 | Continuous casted specimen |
| A1.2 | Sensors of continuous caster according to Table 3 |
| A1.3 | Tablet/PC |
| A1.4 | Continuous Caster |
| A1.5 | Center for Non-Ferrous Metallurgy |
| A1.6 | NFM |
| A2.1 | Heat treated specimen |
| A2.2 | Sensors of furnace according to Table 3 |
| A2.3 | Tablet/PC |
| A2.4 | Furnace |
| A2.5 | Center for Metal Forming |
| A2.6 | MF |
| A3.1 | Formed specimen |
| A3.2 | Sensors of rolling mill|hydraulic press according to Table 3 |
| A3.3 | Tablet/PC |
| A3.4 | Rolling mill|Hydraulic press |
| A3.5 | Center for Metal Forming |
| A3.6 | MF |
| A4.1 | Quality checked specimen|Recycled specimen |
| A4.2 | Sensor of tensile test machine|recycling aggregate |
| A4.3 | Tablet/PC |
| A4.4 | Tensile test machine | Recycling aggregate |
| A4.5 | Center for Metal Forming |
| A4.6 | MF |
| Layer Fragment | Specification |
|---|---|
| It1.1 | RFID chip |
| It1.2 | Continuous caster DAQ according to Table 4 + Internal Software |
| It1.3 | GUI + Webserver Dashboard Server (DHCP) |
| It1.4 | CPPS + IIoT |
| It1.5 | MES Server + DHCP protocol |
| It1.6 | ERP Next Server + DHCP protocol |
| It2.1 | RFID chip |
| It2.2 | Furnace DAQ according to Table 4 + Wago e!Cockpit Sofware |
| It2.3 | GUI + Webserver Dashboard Server (DHCP) |
| It2.4 | CPPS + IIoT |
| It2.5 | MES Server + DHCP protocol |
| It2.6 | ERP Next Server + DHCP protocol |
| It3.1 | RFID chip |
| It3.2 | Rolling mill|hydraulic press DAQ according to Table 4 + Wago e!Cockpit Sofware |
| It3.3 | GUI + Webserver Dashboard Server (DHCP) |
| It3.4 | CPPS + IIoT |
| It3.5 | MES Server + DHCP protocol |
| It3.6 | ERP Next Server + DHCP protocol |
| It4.1 | RFID chip |
| It4.2 | Tensile test machine|Recycling aggregate DAQ + Software |
| It4.3 | GUI + Webserver Dashboard Server (DHCP) |
| It4.4 | CPPS + IIoT |
| It4.5 | MES Server + DHCP protocol |
| It4.6 | ERP Next Server + DHCP protocol |
| Layer Fragment | Specification |
|---|---|
| C1.1 | RFID protocol |
| C1.2 | Modbus TCP/IP |
| C1.3 | DHCP |
| C1.4 | DHCP |
| C1.5 | DHCP |
| C1.6 | DHCP |
| C2.1 | RFID protocol |
| C2.2 | Modbus TCP/IP |
| C2.3 | DHCP |
| C2.4 | DHCP |
| C2.5 | DHCP |
| C2.6 | DHCP |
| C3.1 | RFID protocol |
| C3.2 | Modbus TCP/IP |
| C3.3 | DHCP |
| C3.4 | DHCP |
| C3.5 | DHCP |
| C3.6 | DHCP |
| C4.1 | RFID protocol |
| C4.2 | Modbus TCP/IP |
| C4.3 | DHCP |
| C4.4 | DHCP |
| C4.5 | DHCP |
| C4.6 | DHCP |
| Layer Fragment | Specification |
|---|---|
| In1.1 | Location of specimen |
| In1.2 | Sensor data of continuous caster according to Table 3 |
| In1.3 | User input from continuous caster GUI |
| In1.4 | Status of continuous caster |
| In1.5 | Process data acquired by data processing (e.g., utilization factor) |
| In1.6 | Economic data acquired by data processing (e.g., price per unit) |
| In2.1 | Location of specimen |
| In2.2 | Sensor data of furnace according to Table 3 |
| In2.3 | User input from furnace GUI |
| In2.4 | Status of furnace |
| In2.5 | Process data acquired by data processing (e.g., utilization factor) |
| In2.6 | Economic data acquired by data processing (e.g., price per unit) |
| In3.1 | Location of specimen |
| In3.2 | Sensor data of rolling mill|hydraulic press according to Table 3 |
| In3.3 | User input from rolling mill|hydraulic press GUI |
| In3.4 | Status of rolling mill|hydraulic press |
| In3.5 | Process data acquired by data processing (e.g., utilization factor) |
| In3.6 | Economic data acquired by data processing (e.g., price per unit) |
| In4.1 | Location of specimen |
| In4.2 | Sensor data of tensile test machine|recycling aggregate |
| In4.3 | User input from tensile test machine|recycling aggregate GUI |
| In4.4 | Status of tensile test machine|recycling aggregate |
| In4.5 | Process data acquired by data processing (e.g., utilization factor) |
| In4.6 | Economic data acquired by data processing (e.g., price per unit) |
| Layer Fragment | Specification |
|---|---|
| F1.1 | Statistical data by data processing |
| F1.2 | Statistical data by data processing |
| F1.3 | Statistical data by data processing |
| F1.4 | Machine status |
| F1.5 | MES data processing |
| F1.6 | ERP data processing |
| F2.1 | Statistical data by data processing |
| F2.2 | Statistical data by data processing |
| F2.3 | Statistical data by data processing |
| F2.4 | Machine status |
| F2.5 | MES data processing |
| F2.6 | ERP data processing |
| F3.1 | Statistical data by data processing |
| F3.2 | Statistical data by data processing |
| F3.3 | Statistical data by data processing |
| F3.4 | Machine status |
| F3.5 | MES data processing |
| F3.6 | ERP data processing |
| F4.1 | Statistical data by data processing |
| F4.2 | Statistical data by data processing |
| F4.3 | Statistical data by data processing |
| F4.4 | Machine status |
| F4.5 | MES data processing |
| F4.6 | ERP data processing |
| Layer Fragment | Specification |
|---|---|
| B1.1 | Product optimization |
| B1.2 | Process optimization |
| B1.3 | Human resources optimization |
| B1.4 | Downtime risk minimization |
| B1.5 | Process chain optimization |
| B1.6 | Cost optimization |
| B2.1 | Product optimization |
| B2.2 | Process optimization |
| B2.3 | Human resources optimization |
| B2.4 | Downtime risk minimization |
| B2.5 | Process chain optimization |
| B2.6 | Cost optimization |
| B3.1 | Product optimization |
| B3.2 | Process optimization |
| B3.3 | Human resources optimization |
| B3.4 | Downtime risk minimization |
| B3.5 | Process chain optimization |
| B3.6 | Cost optimization |
| B4.1 | Product optimization |
| B4.2 | Process optimization |
| B4.3 | Human resources optimization |
| B4.4 | Downtime risk minimization |
| B4.5 | Process chain optimization |
| B4.6 | Cost optimization |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sorger, M.; Ralph, B.J.; Hartl, K.; Woschank, M.; Stockinger, M. Big Data in the Metal Processing Value Chain: A Systematic Digitalization Approach under Special Consideration of Standardization and SMEs. Appl. Sci. 2021, 11, 9021. https://doi.org/10.3390/app11199021
Sorger M, Ralph BJ, Hartl K, Woschank M, Stockinger M. Big Data in the Metal Processing Value Chain: A Systematic Digitalization Approach under Special Consideration of Standardization and SMEs. Applied Sciences. 2021; 11(19):9021. https://doi.org/10.3390/app11199021
Chicago/Turabian StyleSorger, Marcel, Benjamin James Ralph, Karin Hartl, Manuel Woschank, and Martin Stockinger. 2021. "Big Data in the Metal Processing Value Chain: A Systematic Digitalization Approach under Special Consideration of Standardization and SMEs" Applied Sciences 11, no. 19: 9021. https://doi.org/10.3390/app11199021