
Comparison of Marginal Integrity and Surface Roughness of Selective Laser Melting, CAD-CAM and Digital Light Processing Manufactured Co-Cr Alloy Copings

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Casting-Lost Wax Technique (Cast LWT)
2.3. Computer Aided Design-Computer Aided Manufacture (CAD-CAM)
2.4. Selective Laser Melting (SLM)
2.5. Digital Light Processing-Cast (DLP Cast)
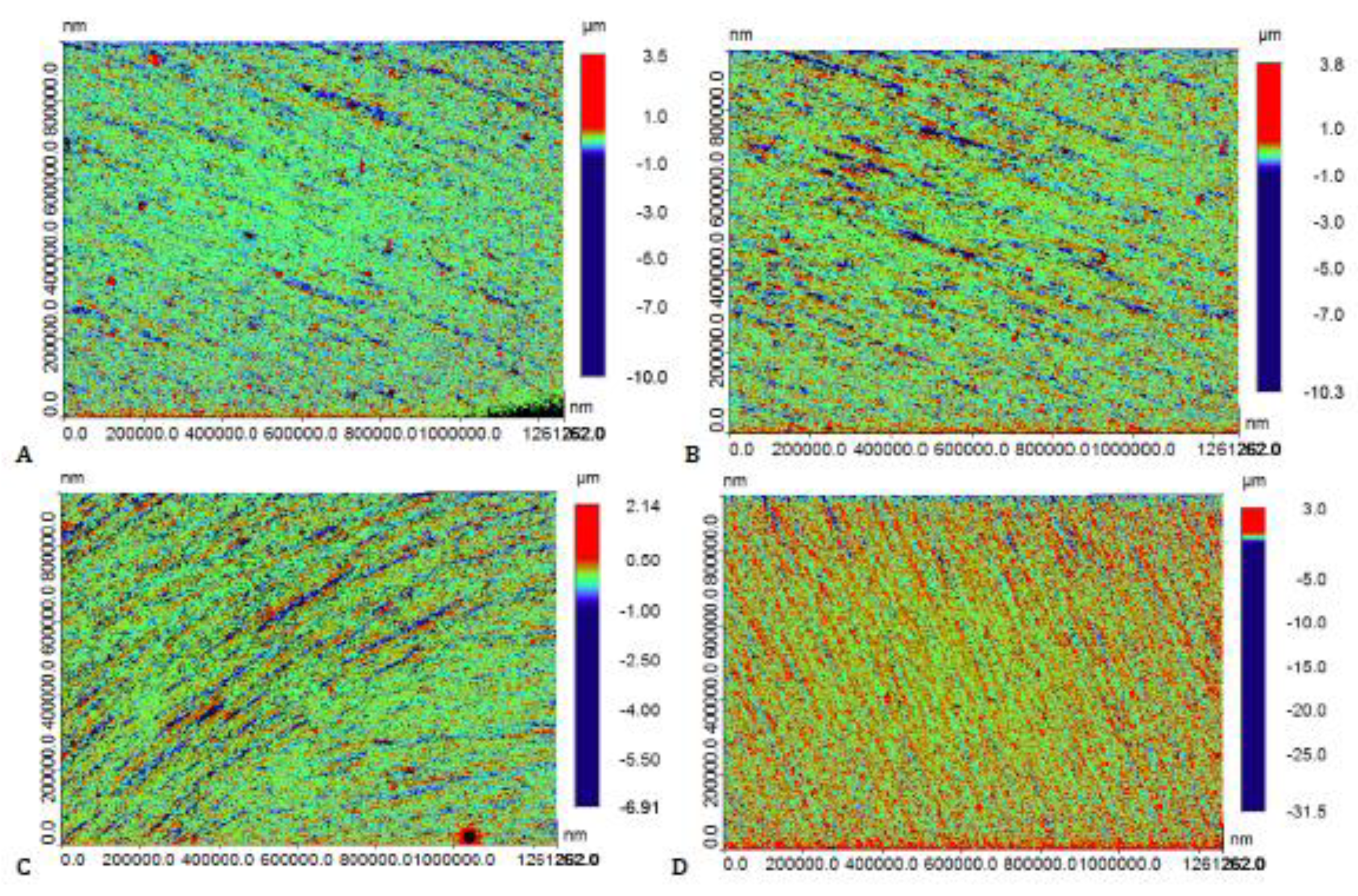
2.6. Assessment of Surface Micro Roughness (Ra)
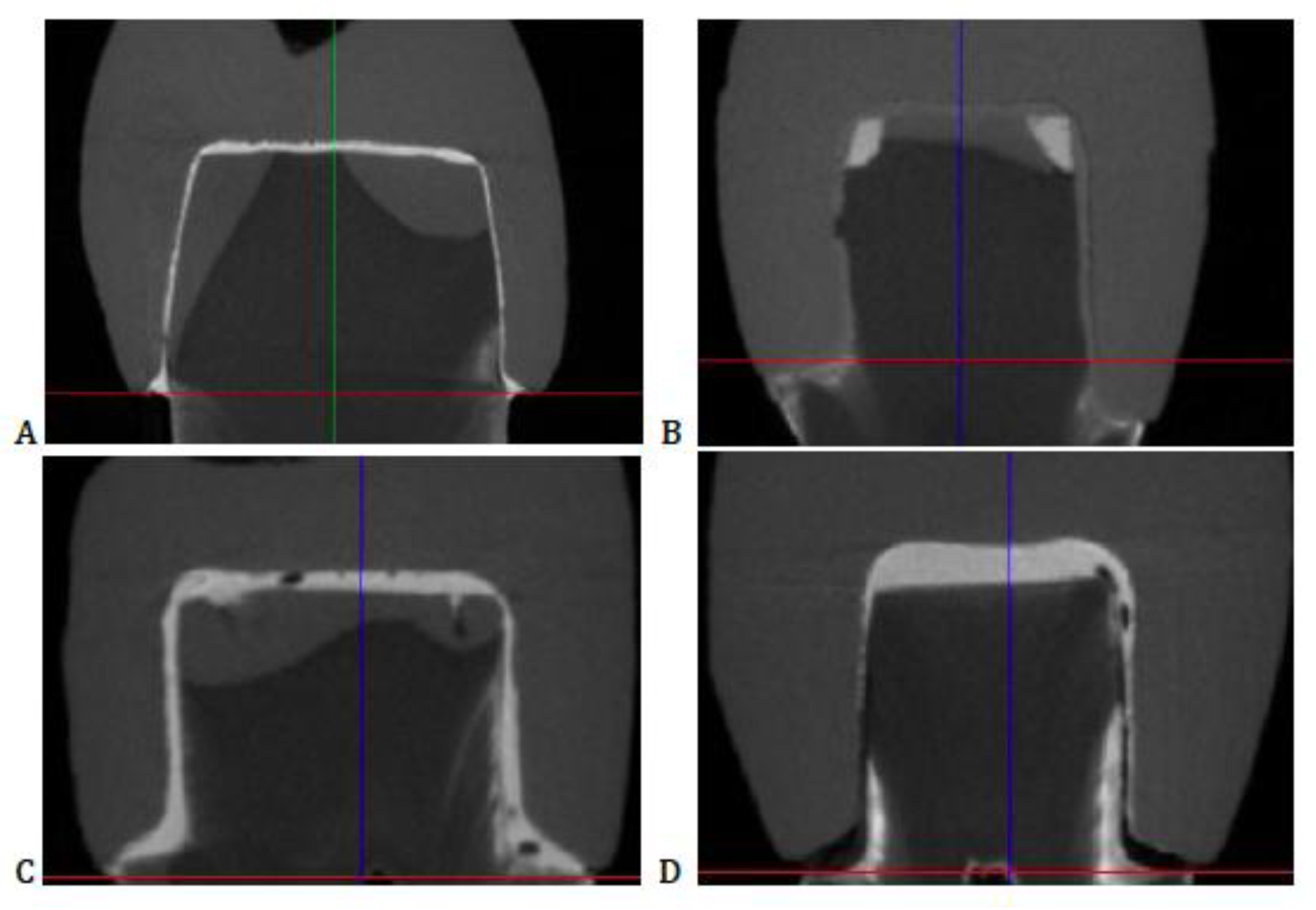
2.7. Marginal Misfit
3. Results
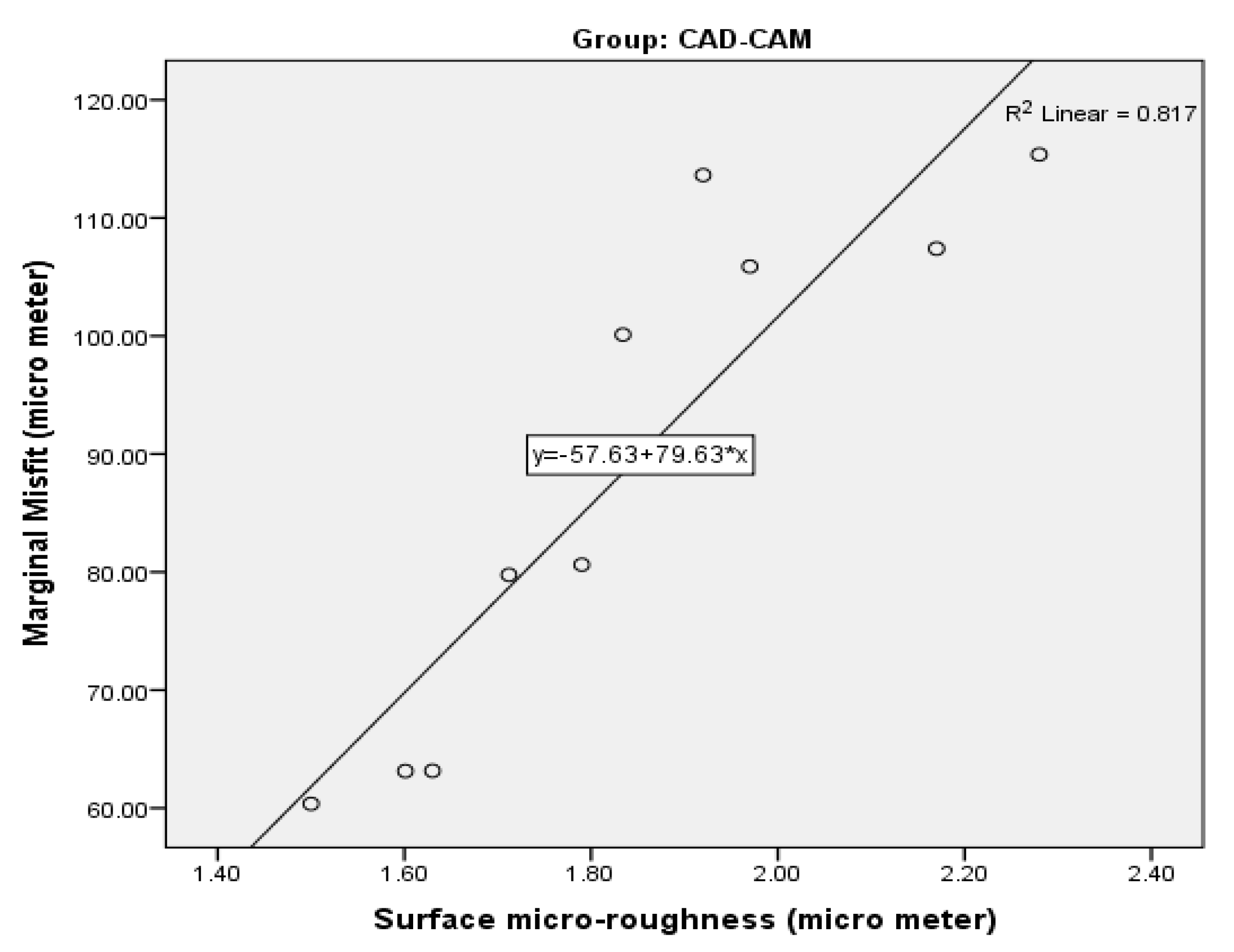
3.1. Surface Roughness
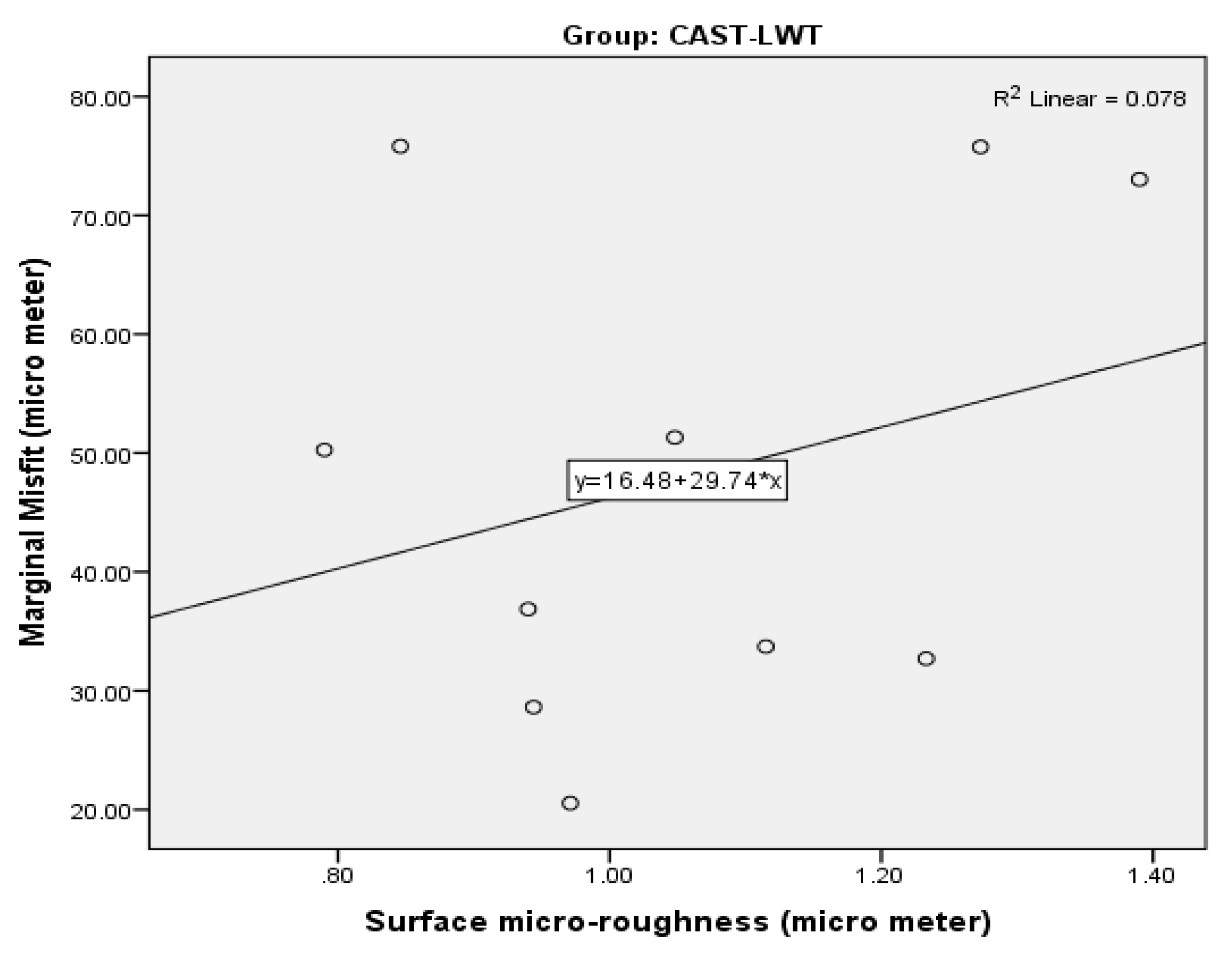
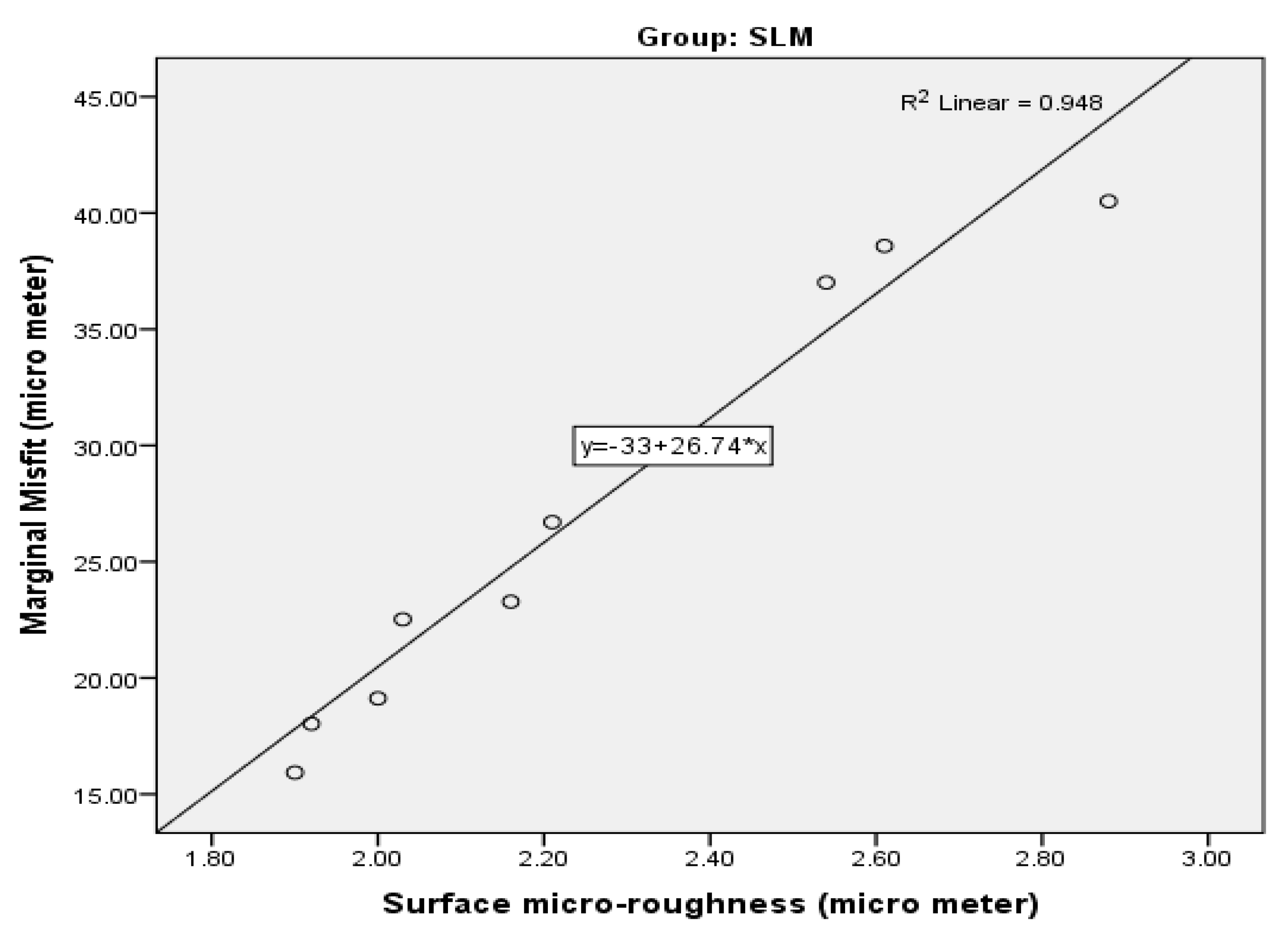
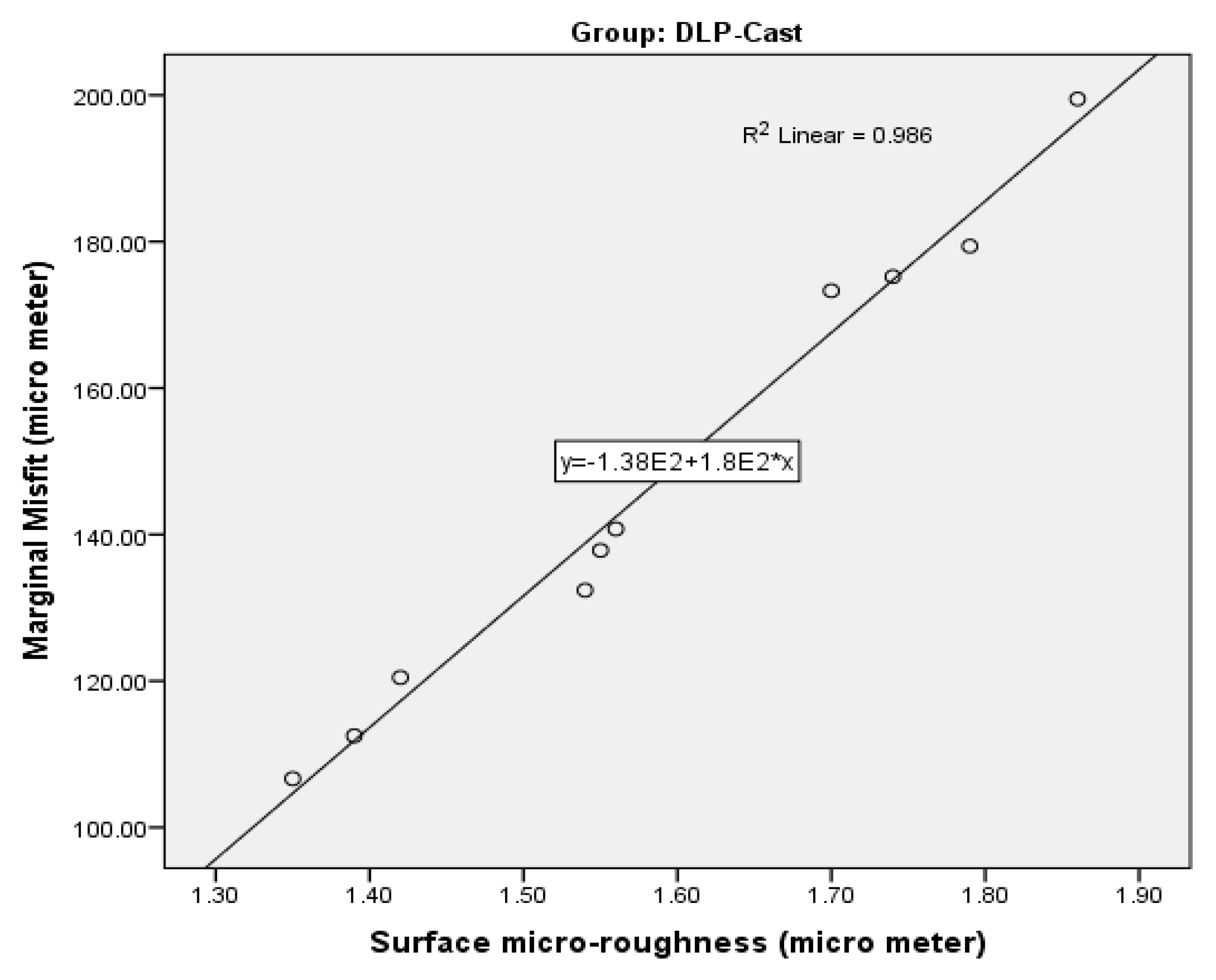
3.2. Marginal Misfit
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vohra, F.; Bin Ismail, I.H.; Al-Rifaiy, M.Q.; Abduljabbar, T.; Abualsaud, H.; Ali, M.; Abu Hasan, M.I. Influence of veneering technique and veneer-coping thickness on fracture toughness of implant retained veneered Y-TZP zirconia crowns. J. Adhes. Sci. Technol. 2017, 31, 1758–1767. [Google Scholar] [CrossRef]
- Samer, M.S.; Faraz, Q.; Al-Dubai, S.A.R.; Vohra, F.; Abdullah, H.; Taiyeb-Ali, T.B.; Saub, R. Clinical outcomes and predictors of satisfaction in patients with improved lithium disilicate all-ceramic crowns. Med. Princ. Pract. 2017, 26, 470–479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Aali, K.A.; Bin-Shuwaish, M.S.; Alhenaki, A.M.; Al Ahdal, K.; Al Deeb, L.; Maawadh, A.M.; AlHelal, A.; Alshehri, H.; Vohra, F.; Abduljabbar, T. Influence of milling systems and marginal configurations on the fit of yttrium stabilized tetragonal zirconia polycrystals (Y-TZP)’copings. J. Appl. Biomater. Funct. Mater. 2020, 18, 2280800020924514. [Google Scholar]
- Al-Aali, K.A.; Alhamdan, R.S.; Maawadh, A.M.; Vohra, F.; Abduljabbar, T. Influence of contemporary CAD-CAM milling systems on the fit and adaptation of partially stabilized Zirconia fixed partial dentures. Pak. J. Med. Sci. 2021, 37, 45–49. [Google Scholar] [PubMed]
- Al Deeb, L.; Al Ahdal, K.; Alotaibi, G.; Alshehri, A.; Alotaibi, B.; Alabdulwahab, F.; Al Deeb, M.; AlFawaz, Y.F.; Vohra, F.; Abduljabbar, T. Marginal Integrity, Internal Adaptation and Compressive Strength of 3D Printed, Computer Aided Design and Computer Aided Manufacture and Conventional Interim Fixed Partial Dentures. J. Biomater. Tissue Eng. 2019, 9, 1745–1750. [Google Scholar] [CrossRef]
- Bin-Shuwaish, M.; AlFawaz, Y.F.; AlGamaiah, H.A.; AlSani, A.S.; Abobakr, I.B.; Alzahrani, K.M.; Almutairi, B.; Attar, E.A.; Vohra, F.; Abduljabbar, T. Technical accuracy of dental laboratories in the quality and shade matching of porcelain fused to metal crowns: An in vitro study. Int. J. Environ. Res. Public Health 2021, 18, 2722. [Google Scholar] [CrossRef]
- Hunt, L.B. The long history of lost wax casting—Over five thousand years of art and craftsmanship. Gold Bull. 1980, 13, 63–79. [Google Scholar] [CrossRef] [Green Version]
- Vohra, F.; Shuwaish, M.B.; Al Deeb, M.; Alhamdan, R.; Alotaibi, N.; Abduljabbar, T. Comparison of failure loads and compressive stress in Press on metal and Press on Y-TZP copings. Pak. J. Med. Sci. 2020, 36, 1645–1650. [Google Scholar] [CrossRef] [PubMed]
- McCoy, T. Lost wax casting technique for metal crown fabrication. J. Vet. Dent. 2014, 31, 126–132. [Google Scholar] [CrossRef] [PubMed]
- Carrabba, M.; Vichi, A.; Vultaggio, G.; Pallari, S.; Paravina, R.; Ferrari, M. Effect of finishing and polishing on the surface roughness and gloss of feldspathic ceramic for chairside CAD/CAM systems. Oper. Dent. 2017, 42, 175–184. [Google Scholar] [CrossRef]
- Rödiger, M.; Schneider, L.; Rinke, S. Influence of material selection on the marginal accuracy of CAD/CAM-fabricated metal- And all-ceramic single crown copings. BioMed Res. Int. 2018, 2018, 2143906. [Google Scholar] [CrossRef]
- Ahrberg, D.; Lauer, H.C.; Ahrberg, M.; Weigl, P. Evaluation of fit and efficiency of CAD/CAM fabricated all-ceramic restorations based on direct and indirect digitalization: A double-blinded, randomized clinical trial. Clin. Oral Investig. 2016, 20, 291–300. [Google Scholar] [CrossRef]
- Rajan, B.N.; Jayaraman, S.; Kandhasamy, B.; Rajakumaran, I. Evaluation of marginal fit and internal adaptation of zirconia copings fabricated by two CAD—CAM systems: An in vitro study. J. Indian Prosthodont. Soc. 2015, 15, 173–178. [Google Scholar] [CrossRef] [PubMed]
- Mansour, F.K.; Ibrahim, R.M.; Mansour, H.; Hamdy, A.M. Assessment of internal fit and micro leakage of conventionally fabricated ceramometallic restoration versus CAD wax and press veneering (in-vitro study). BDJ Open 2021, 7, 17. [Google Scholar] [CrossRef]
- Farjood, E.; Vojdani, M.; Torabi, K.; Khaledi, A.A.R. Marginal and internal fit of metal copings fabricated with rapid prototyping and conventional waxing. J. Prosthet. Dent. 2017, 117, 164–170. [Google Scholar] [CrossRef] [PubMed]
- Lövgren, N.; Roxner, R.; Klemendz, S.; Larsson, C. Effect of production method on surface roughness, marginal and internal fit, and retention of cobalt-chromium single crowns. J. Prosthet. Dent. 2017, 118, 95–101. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Gholamrezaei, K.; Vafaee, F.; Afkari, B.F.; Firouz, F.; Seif, M. Fit of cobalt-chromium copings fabricated by the selective laser melting technology and casting method: A comparative evaluation using a profilometer. Dent. Res. J. 2020, 17, 200–207. [Google Scholar]
- Ren, L.; Memarzadeh, K.; Zhang, S.; Sun, Z.; Yang, C.; Ren, G.; Allaker, R.P.; Yang, K. A novel coping metal material CoCrCu alloy fabricated by selective laser melting with antimicrobial and antibiofilm properties. Mater. Sci. Eng. C 2016, 67, 461–467. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhong, H.; Zhang, J.; Duan, Y.; Li, J.; Jiang, D. Fabrication of zirconia all-ceramic crown via DLP-based stereolithography. Int. J. Appl. Ceram. Technol. 2019, 17, 844–853. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Pettenò, D.; Schierano, G.; Bassi, F.; Bresciano, M.E.; Carossa, S. Comparison of Marginal Fit of 3 Different Metal-Ceramic Systems: An In Vitro Study. Int. J. Prosthodont. 2001, 13, 405–408. [Google Scholar]
- Kim, M.-J.; Choi, Y.-J.; Kim, S.-K.; Heo, S.-J.; Koak, J.-Y.; Weber, F.E. Marginal Accuracy and Internal Fit of 3-D Printing Laser-Sintered Co-Cr Alloy Copings. Materials 2017, 10, 93. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeltser, C.; Lewinstein, I.; Grajower, R. Fit of crown wax patterns after removal from the die. J. Prosthet. Dent. 1985, 53, 344–346. [Google Scholar] [CrossRef]
- Venkatesh, K.V.; Nandini, V.V. Direct metal laser sintering: A digitised metal casting technology. J. Indian Prosthodont. Soc. 2013, 13, 389–392. [Google Scholar] [CrossRef]
- Ram, S.; Ranadive, N.; Nadgere, J. Microcomputed tomography a noninvasive method to evaluate the fit of a restoration as compared to conventional replica technique. J. Indian Prosthodont. Soc. 2019, 19, 233–239. [Google Scholar] [CrossRef]
- Pelekanos, S. Micro-CT evaluation of the marginal fit of different In-Ceram alumina copings. Eur. J. Esthet. Dent. Off. J. Eur. Acad. Esthet. Dent. 2009, 4, 278–292. [Google Scholar]
- Kulik, E.A.; Calahan, P. Laser Profilometry of Polymeric Materials. Cells Mater. 1997, 7, 3. [Google Scholar]
- Fathi, H.M.; Al-Masoody, A.; Johnson, A. The accuracy of fit of crowns made from wax patterns produced conventionally (hand formed) and via CAD/CAM technology. Eur. J. Prosthodont. Restor. Dent. 2016, 24, 10–17. [Google Scholar] [CrossRef] [PubMed]
- Sravani, K. To Evaluate And Compare The marginal fit and internal adaptation of cast copings fabricated with pattern wax and autopolymerized pattern resin materials. IOSR J. Dent. Med Sci. (IOSR-JDMS) 2020, 19, 54–66. [Google Scholar]
- Oguz, E.I.; Kılıçarslan, M.A.; Özgür, M.E.; Orhan, K.; Shujaat, S. Comparison of Marginal Adaptation of Different Resin-Ceramic CAD/CAM Crowns: An In Vitro Study. J. Adv. Oral Res. 2021, 12, 112–118. [Google Scholar] [CrossRef]
- Cui, K.; Shang, X.; Luo, C.; Shen, Z.; Gao, H.; Xiong, G. A kind of accuracy improving method based on error analysis and feedback for DLP 3D Printing. In Proceedings of the IEEE international conference on service operations and logistics, and Informatics 2019 (SOLI 2019), Zhengzhou, China, 6–8 November 2019; pp. 5–9. [Google Scholar]
- Kim, S.Y.; Shin, Y.S.; Jung, H.D.; Hwang, C.J.; Baik, H.S.; Cha, J.Y. Precision and trueness of dental models manufactured with different 3-dimensional printing techniques. Am. J. Orthod. Dentofac. Orthop. 2018, 153, 144–153. [Google Scholar] [CrossRef] [Green Version]
- Guncu, M.B.; Tuba Akcin, E.; Aktas, G.; Aslan, Y. Accuracy of CAD CAM manufacturing techniques on marginal and internal fit of 5-unit implant-supported Co-Cr frameworks. Clin. Oral Implants Res. 2018, 29, 162. [Google Scholar] [CrossRef] [Green Version]
- Davidowitz, G.; Kotick, P.G. The Use of CAD/CAM in Dentistry. Dent. Clin. N. Am. 2011, 55, 559–570. [Google Scholar] [CrossRef]
- Tan, P.L.; Gratton, D.G.; Diaz-Arnold, A.M.; Holmes, D.C. An in vitro comparison of vertical marginal gaps of CAD/CAM titanium and conventional cast restorations. J. Prosthodont. 2008, 17, 378–383. [Google Scholar] [CrossRef]
- Pompa, G.; Di Carlo, S.; De Angelis, F.; Cristalli, M.P.; Annibali, S. Comparison of conventional methods and laser-assisted rapid prototyping for manufacturing fixed dental prostheses: An In vitro study. BioMed Res. Int. 2015, 2015, 318097. [Google Scholar] [CrossRef] [Green Version]
- Alves de Carvalho, I.; Marques, T.; Araújo, F.; Azevedo, L.; Donato, H.; Correia, A. Clinical Performance of CAD/CAM Tooth-Supported Ceramic Restorations: A Systematic Review. Int. J. Periodontics Restor. Dent. 2018, 38, e68–e78. [Google Scholar] [CrossRef]
- Bollen, C.M.; Lambrechts, P.; Quirynen, M. Comparison of surface roughness of oral hard materials to the threshold surface roughness for bacterial plaque retention: A review of the literature. Dent. Mater. 1997, 13, 258–269. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Abate, K.M.; Nazir, A.; Chen, J.E.; Jeng, J.Y. Design, optimization, and evaluation of additively manufactured vintiles cellular structure for acetabular cup implant. Processes 2020, 8, 25. [Google Scholar] [CrossRef] [Green Version]
- Koizumi, H.; Saiki, O.; Nogawa, H.; Hiraba, H.; Okazaki, T.; Matsumura, H. Surface roughness and gloss of current CAD/CAM resin composites before and after toothbrush abrasion. Dent. Mater. J. 2015, 34, 881–887. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vaidya, S.; Parkash, H.; Bhargava, A.; Gupta, S. Evaluation of the marginal fit of metal copings fabricated on three different marginal designs using conventional and accelerated casting techniques: An in vitro study. Indian J. Dent. Res. 2014, 25, 641–647. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study Group | Mean (μm) | SD | ANOVA p Value | Cast/LWT | CAD-CAM | SLM | DLP-Cast |
|---|---|---|---|---|---|---|---|
| Cast/LWT | 1.055 | 0.184 | 0.001 $ | 1.000 | |||
| CAD-CAM | 1.840 | 0.236 | 0.001 * | 1.000 | |||
| SLM | 2.251 | 0.310 | 0.001 * | 0.038 * | 1.000 | ||
| DLP-Cast | 1.590 | 0.167 | 0.028 | 0.057 | 0.001 * | 1.000 |
| Study Group | Mean (μm) | SD | ANOVA p Value | Cast/LWT | CAD-CAM | SLM | DLP-Cast |
|---|---|---|---|---|---|---|---|
| Cast/LWT | 47.861 | 19.693 | 0.001 $ | 1.000 | |||
| CAD-CAM | 88.943 | 20.880 | 0.031 * | 1.000 | |||
| SLM | 27.193 | 8.519 | 0.074 | 0.001 * | 1.000 | ||
| DLP-Cast | 147.746 | 30.306 | 0.013 * | 0.001 * | 0.001 * | 1.000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alqahtani, A.S.; AlFadda, A.M.; Eldesouky, M.; Alnuwaiser, M.K.; Al-Saleh, S.; Alresayes, S.; Alshahrani, A.; Vohra, F.; Abduljabbar, T. Comparison of Marginal Integrity and Surface Roughness of Selective Laser Melting, CAD-CAM and Digital Light Processing Manufactured Co-Cr Alloy Copings. Appl. Sci. 2021, 11, 8328. https://doi.org/10.3390/app11188328
Alqahtani AS, AlFadda AM, Eldesouky M, Alnuwaiser MK, Al-Saleh S, Alresayes S, Alshahrani A, Vohra F, Abduljabbar T. Comparison of Marginal Integrity and Surface Roughness of Selective Laser Melting, CAD-CAM and Digital Light Processing Manufactured Co-Cr Alloy Copings. Applied Sciences. 2021; 11(18):8328. https://doi.org/10.3390/app11188328
Chicago/Turabian StyleAlqahtani, Abdulaziz S., Abdullah M. AlFadda, Malek Eldesouky, Mazen K. Alnuwaiser, Samar Al-Saleh, Saad Alresayes, Abdullah Alshahrani, Fahim Vohra, and Tariq Abduljabbar. 2021. "Comparison of Marginal Integrity and Surface Roughness of Selective Laser Melting, CAD-CAM and Digital Light Processing Manufactured Co-Cr Alloy Copings" Applied Sciences 11, no. 18: 8328. https://doi.org/10.3390/app11188328