
A Prediction Model for Additive Manufacturing of Inconel 718 Superalloy


 , and
, and
Abstract
:1. Introduction
2. Experimental Setup
2.1. Materials and Equipment
2.2. Design of Experiments
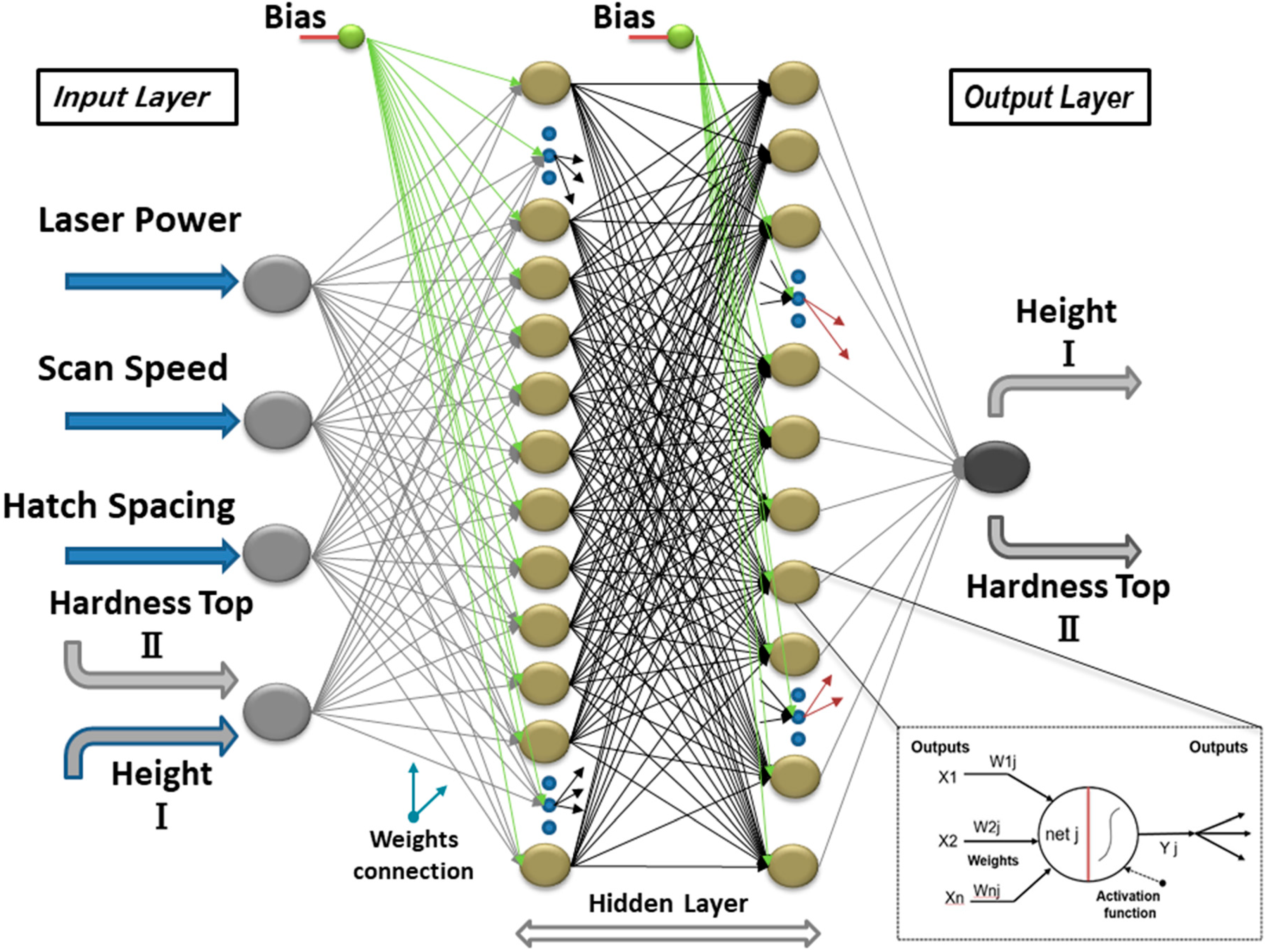
3. Neural Network Setup
- 60% training;
- 20% cross-validation;
- 20% testing.
4. Results and Discussion
4.1. Experimental Results
4.2. Modeling of Experimental Data and Results
5. Conclusions
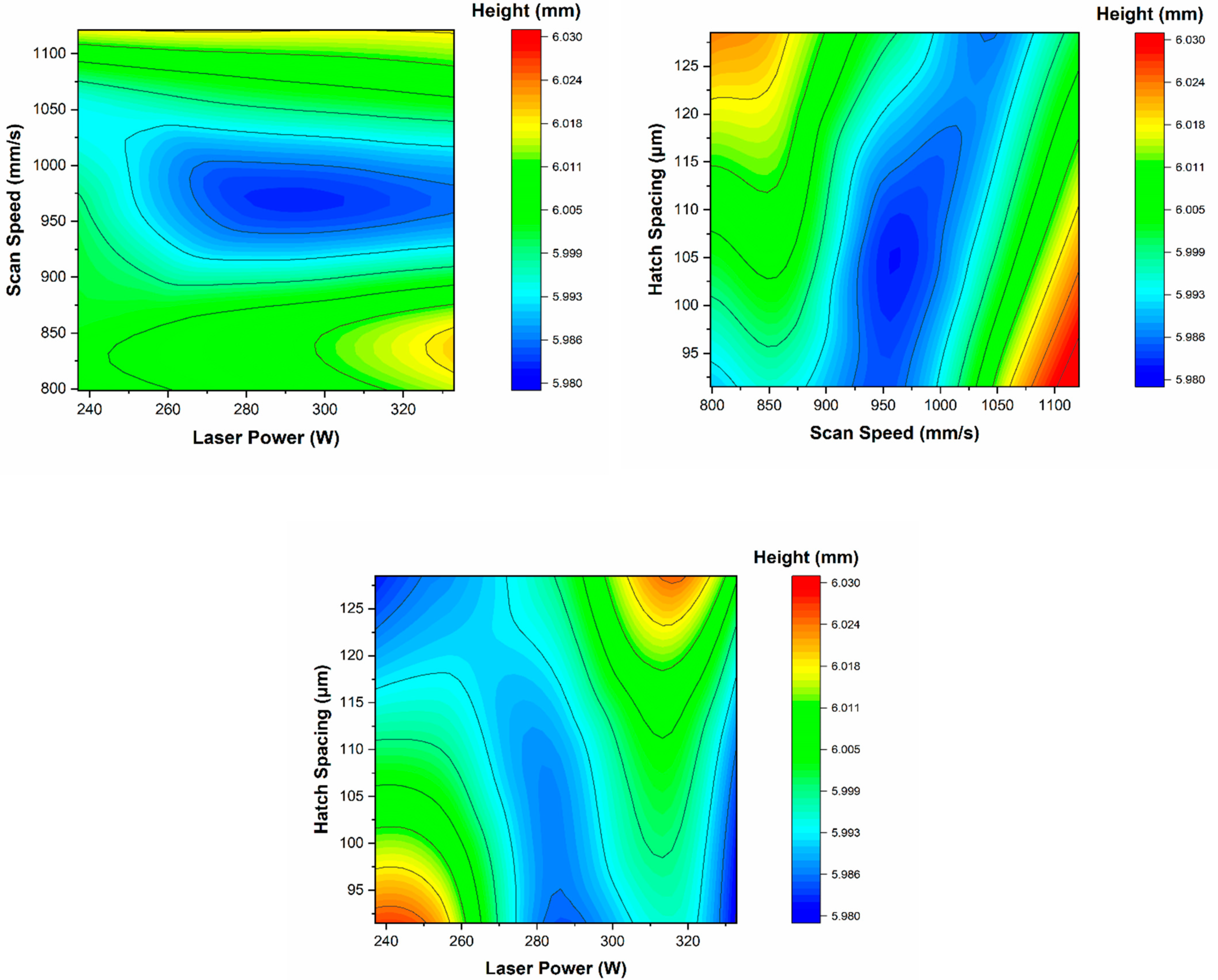
- As observed in both SS–LP and HS–SS diagrams, the scanning speed played a significant role in the accuracy of the sample height dimension, with a higher scanning speed (lower energy density) resulting in a lower sample height.
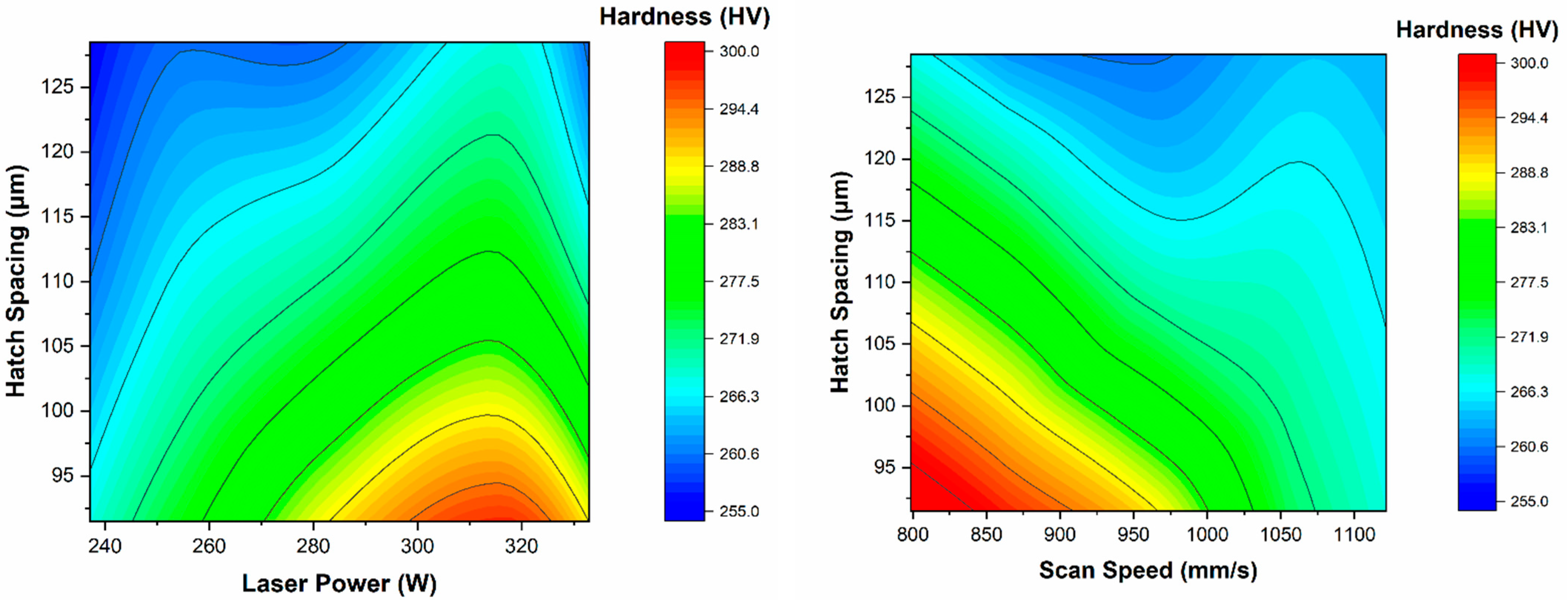
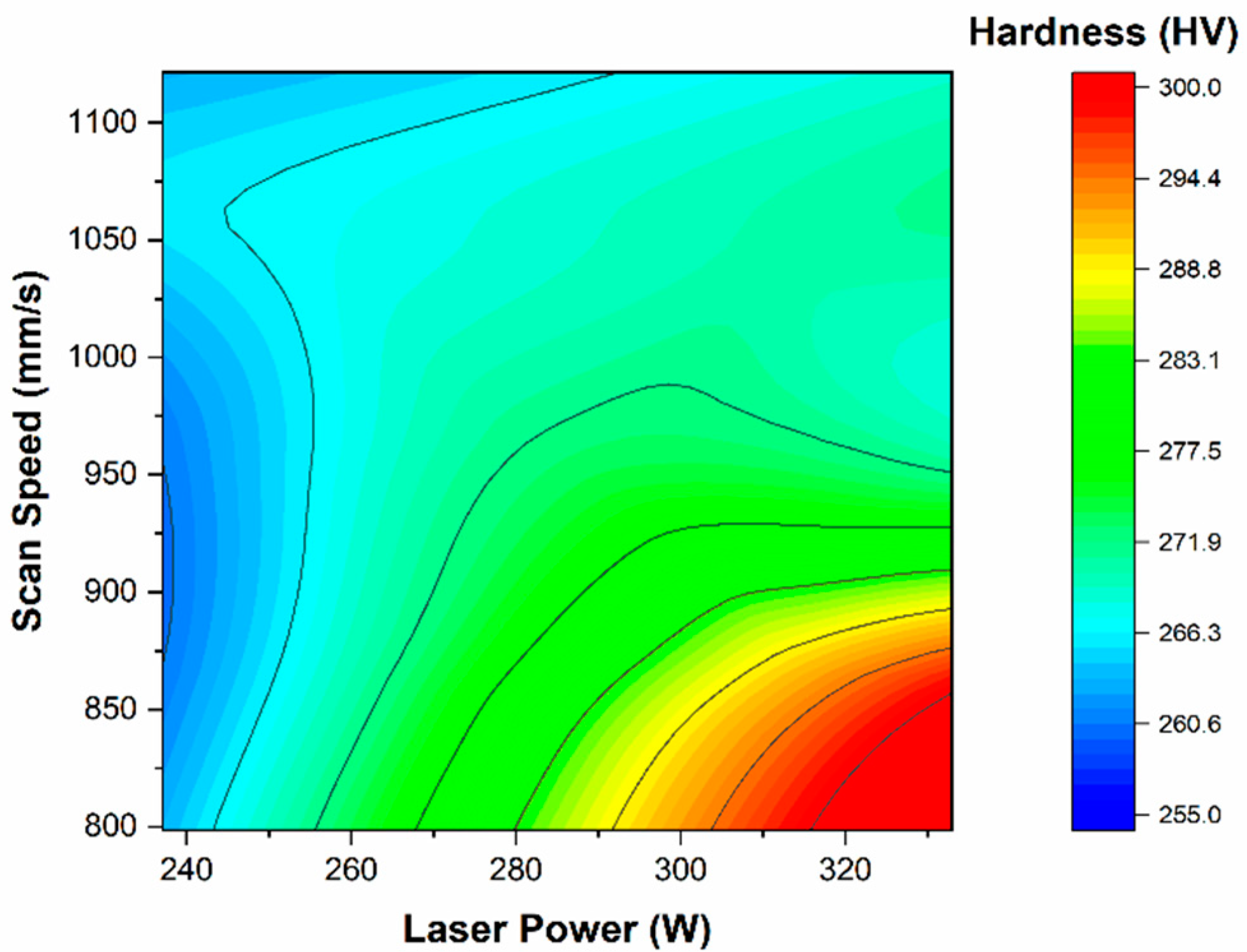
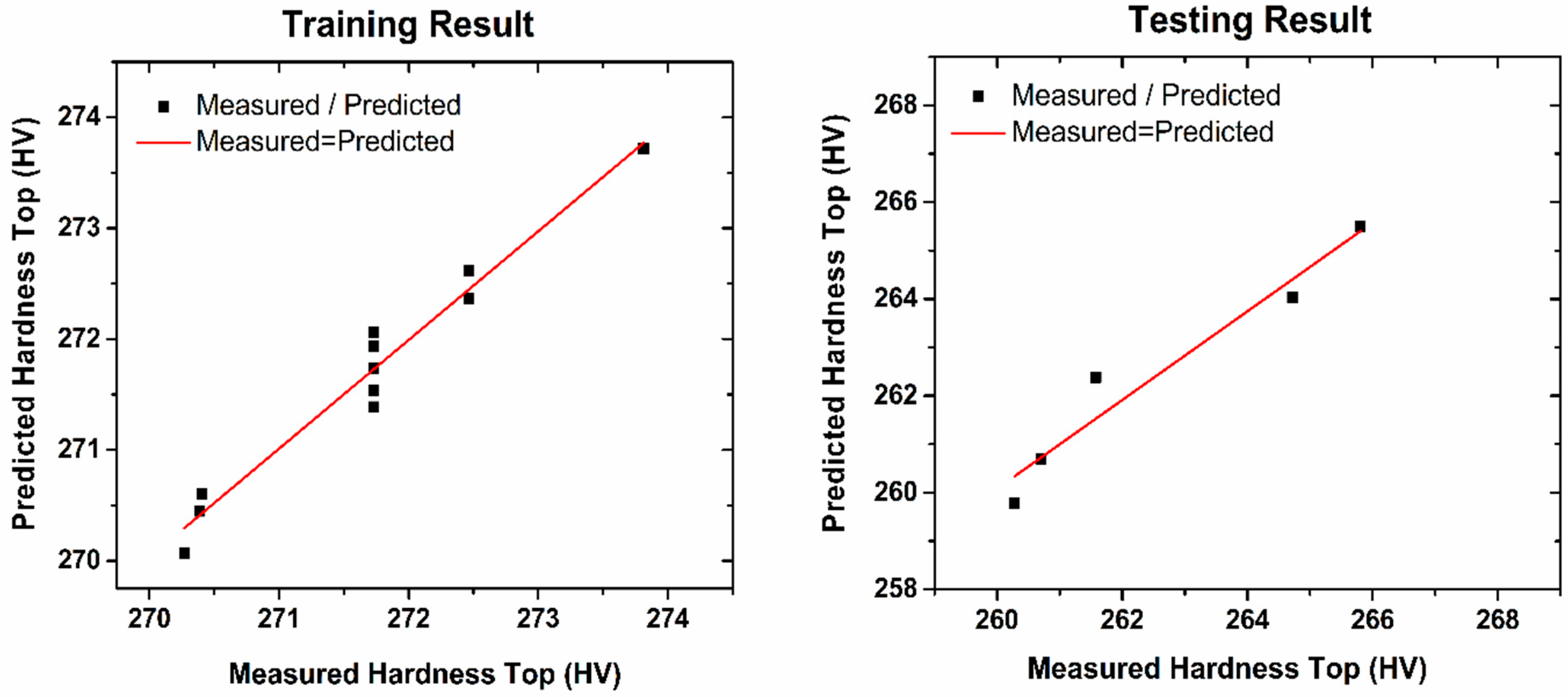
- Hatch spacing had a substantial impact on the surface hardness of the samples, with an inverse relationship being found for these parameters.
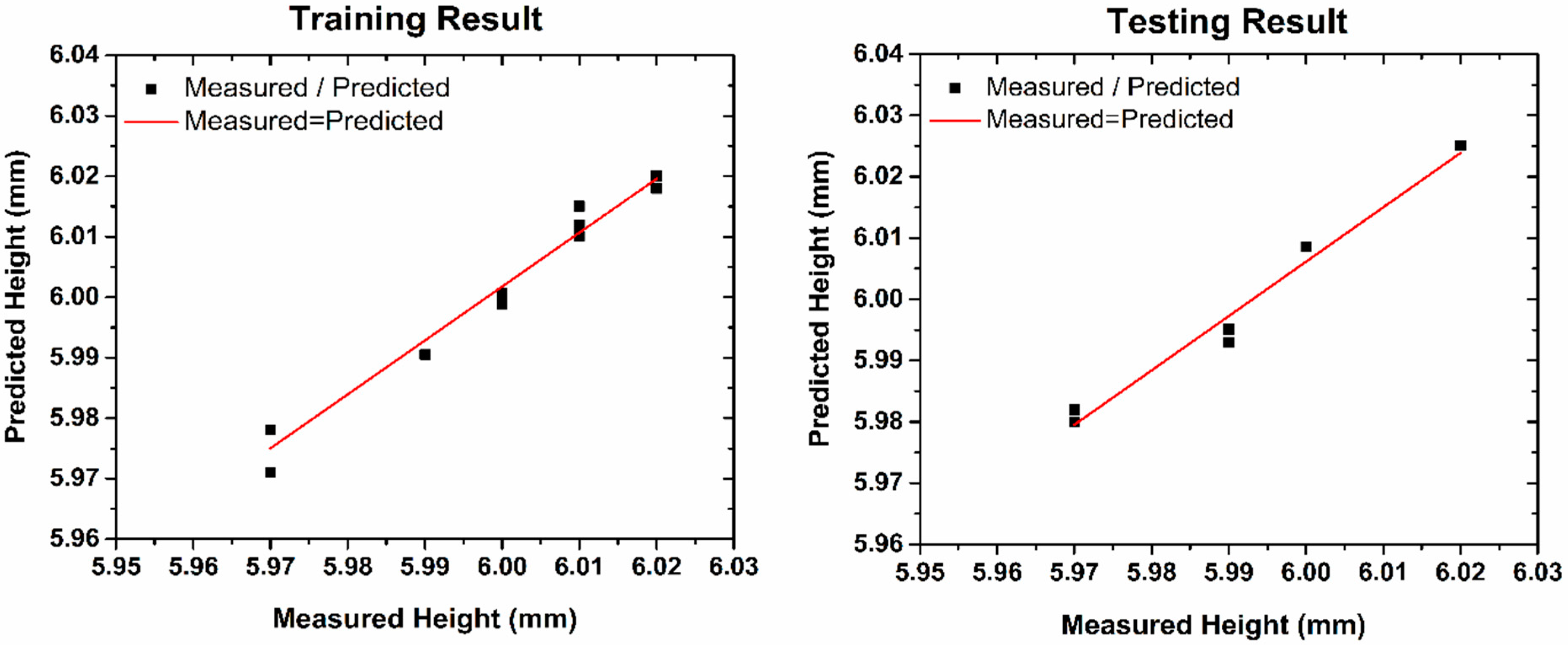
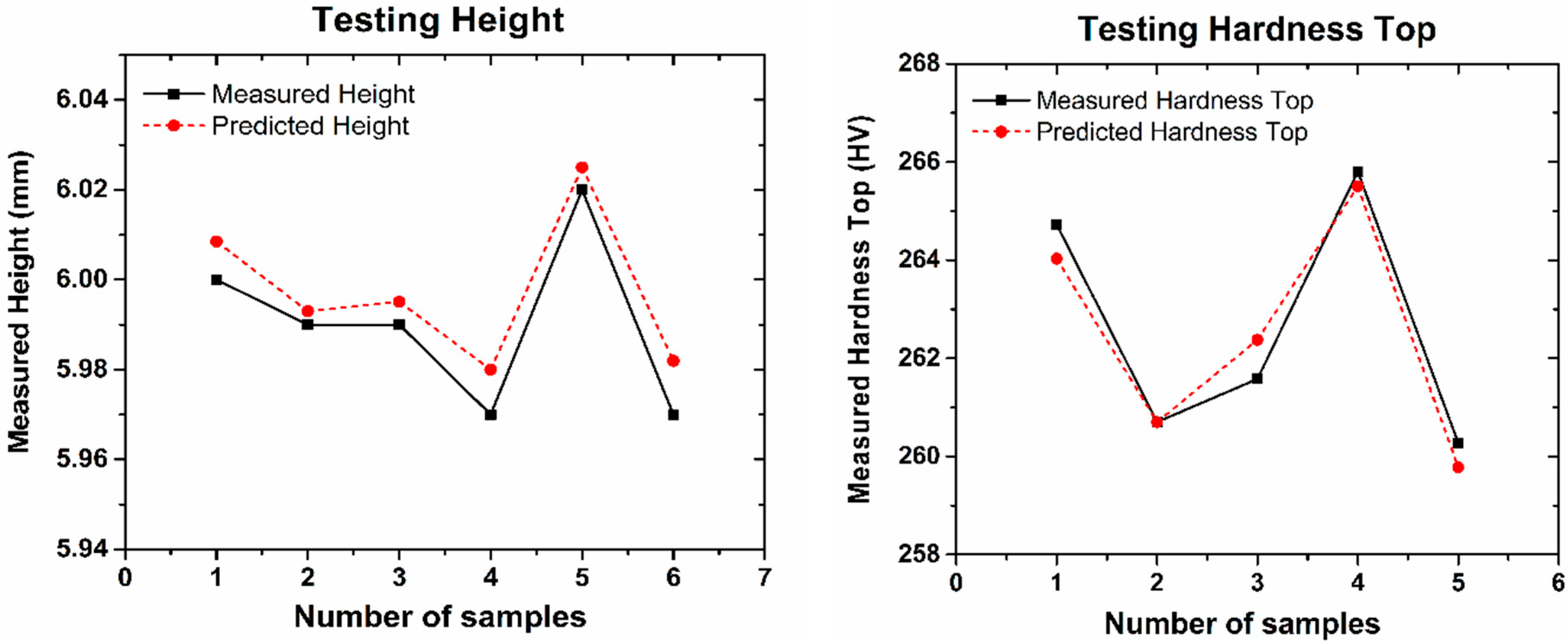
- The ANN model, consisting of three inputs (LP, SS, HS) and two hidden layers, was employed to predict the height of the samples. Comparison between the measured and predicted sample heights in both training and testing phases proved the accuracy and capability of the applied algorithms in this study.
- By comparing the measured and predicted hardness results, the ability of the proposed model to predict the output data was confirmed.
- Overall, the results demonstrated a perfect fit between the measured and predicted data extracted by the model used in this study. The R2 index around 96–97%, achieved for both sample height and surface hardness, proved the reliability of the proposed ANN model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Calandri, M.; Yin, S.; Aldwell, B.; Calignano, F.; Lupoi, R.; Ugues, D. Texture and Microstructural Features at Different Length Scales in Inconel 718 Produced by Selective Laser Melting. Materials 2019, 12, 1293. [Google Scholar] [CrossRef] [Green Version]
- Thomas, A.; El-Wahabi, M.; Cabrera, J.M.; Prado, J. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Pieraggi, B.; Uginet, J.F. Fatigue and creep properties in relation with alloy 718 microstructure. Superalloys 1998, 718, 535–544. [Google Scholar]
- Mostafa, A.; Rubio, I.P.; Brailovski, V.; Jahazi, M.; Medraj, M. Structure, Texture and Phases in 3D Printed IN718 Alloy Subjected to Homogenization and HIP Treatments. Metals 2017, 7, 196. [Google Scholar] [CrossRef] [Green Version]
- Ardila, L.; Garciandia, F.; González-Díaz, J.; Álvarez, P.; Echeverria, A.; Petite, M.; Deffley, R.; Ochoa, J. Effect of IN718 Recycled Powder Reuse on Properties of Parts Manufactured by Means of Selective Laser Melting. Phys. Procedia 2014, 56, 99–107. [Google Scholar] [CrossRef] [Green Version]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: London, UK, 2009. [Google Scholar]
- Manikandan, S.; Sivakumar, D.; Kamaraj, M. Welding the Inconel 718 Superalloy; Elsevier Science: Amsterdam, The Netherlands, 2019; pp. 1–19. [Google Scholar]
- Deng, D. Additively Manufactured Inconel 718 Microstructures and Mechanical Properties; Linköping University Electronic Press: Linköping, Sweden, 2018. [Google Scholar]
- Cao, M.; Zhang, D.; Gao, Y.; Chen, R.; Huang, G.; Feng, Z.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. The effect of homogenization temperature on the microstructure and high temperature mechanical performance of SLM-fabricated IN718 alloy. Mater. Sci. Eng. A 2021, 801, 140427. [Google Scholar] [CrossRef]
- Gao, Y.; Zhang, D.; Cao, M.; Chen, R.; Feng, Z.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. Effect of δ phase on high temperature mechanical performances of Inconel 718 fabricated with SLM process. Mater. Sci. Eng. A 2019, 767, 138327. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloys Compd. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Baicheng, Z.; Xiaohua, L.; Jiaming, B.; Junfeng, G.; Pan, W.; Chen-Nan, S.; Muiling, N.; Guojun, Q.; Jun, W. Study of selective laser melting (SLM) Inconel 718 part surface improvement by electrochemical polishing. Mater. Des. 2017, 116, 531–537. [Google Scholar] [CrossRef]
- Ni, M.; Chen, C.; Wang, X.; Wang, P.; Li, R.; Zhang, X.; Zhou, K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Tucho, W.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Yong, C.; Gibbons, G.; Wong, C.; West, G. A Critical Review of the Material Characteristics of Additive Manufactured IN718 for High-Temperature Application. Metals 2020, 10, 1576. [Google Scholar] [CrossRef]
- Wen, Y.; Xun, S.; Haoye, M.; Baichuan, S.; Peng, C.; Xuejian, L.; Kaihong, Z.; Xuan, Y.; Jiang, P.; Shibi, L. 3D printed porous ceramic scaffolds for bone tissue engineering: A review. Biomater. Sci. 2017, 5, 1690–1698. [Google Scholar] [CrossRef] [PubMed]
- Leary, M. Powder Bed Fusion. In Design for Additive Manufacturing; Leary, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; Chapter 11; pp. 295–319. [Google Scholar]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef] [Green Version]
- Varela, J.; Merino, J.; Pickett, C.; Abu-Issa, A.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Ahlfors, M.; Godfrey, D.; Medina, F. Performance Characterization of Laser Powder Bed Fusion Fabricated Inconel 718 Treated with Experimental Hot Isostatic Processing Cycles. J. Manuf. Mater. Process. 2020, 4, 73. [Google Scholar] [CrossRef]
- Li, J.; Zhao, Z.; Bai, P.; Qu, H.; Liu, B.; Li, L.; Wu, L.; Guan, R.; Liu, H.; Guo, Z. Microstructural evolution and mechanical properties of IN718 alloy fabricated by selective laser melting following different heat treatments. J. Alloys Compd. 2019, 772, 861–870. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Vosooghnia, A.; Dehghanghadikolaei, A.; Fotovvati, B. The benefits of additive manufacturing for sustainable design and production. In Sustainable Manufacturing; Gupta, K., Salonitis, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; Chapter 2; pp. 29–59. [Google Scholar]
- Stender, M.E.; Beghini, L.L.; Sugar, J.D.; Veilleux, M.G.; Subia, S.R.; Smith, T.; Marchi, C.W.S.; Brown, A.A.; Dagel, D.J. A thermal-mechanical finite element workflow for directed energy deposition additive manacturing process modeling. Addit. Manuf. 2018, 21, 556–566. [Google Scholar] [CrossRef] [Green Version]
- Hovig, E.W.; Azar, A.S.; Grytten, F.; Sørby, K.; Andreassen, E. Determination of Anisotropic Mechanical Properties for Materials Processed by Laser Powder Bed Fusion. Adv. Mater. Sci. Eng. 2018, 2018, 7650303. [Google Scholar] [CrossRef] [Green Version]
- Ravichander, B.B.; Amerinatanzi, A.; Moghaddam, N.S. Study on the Effect of Powder-Bed Fusion Process Parameters on the Quality of as-Built IN718 Parts Using Response Surface Methodology. Metals 2020, 10, 1180. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Arasu, I.; Chockalingam, K.; Kailasanathan, C.; Sivabharathy, M. Optimization of surface roughness in selective laser sintered stainless steel parts. Int. J. ChemTech Res. 2014, 6, 2993–2999. [Google Scholar]
- Goyal, B.; Goyal, B. A Review on Effect of Process Parameters on Surface Quality and Properties of Parts Realized by Selective Laser Sintering Process. In Proceedings of the International Conference on Ideas Impact and Innovation in Mechanical Engineering, Pune, India, 1–2 June 2017; pp. 45–51. [Google Scholar]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L.; Fino, P. Influence of process parameters on surface roughness of aluminum parts produced by DMLS. Int. J. Adv. Manuf. Technol. 2013, 67, 2743–2751. [Google Scholar] [CrossRef] [Green Version]
- Gong, H.; Rafi, H.K.; Karthik, N.V. Defect Morphology in Ti-6Al-4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. Mater. Eng. Perform 2013, 22, 3872–3883. [Google Scholar]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.; McIsaac, J. On selective laser melting of Inconel 718: Densification, surface roughness, and residual stresses. Mater. Des. 2020, 193, 108818. [Google Scholar] [CrossRef]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of laser processing parameters on porosity in Inconel 718 during additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 1497–1507. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Lavvafi, H.; Darafsheh, A. Microstructural Characterization and Mechanical Reliability of Laser-Machined Structures. Adv. Laser Mater. Process. 2018, 731–761. [Google Scholar] [CrossRef]
- Kang, J. Effect of laser power and scanning speed on the microstructure and mechanical properties of SLM fabricated Inconel 718 specimens. Mater. Sci. Eng. Int. J. 2019, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Amirjan, M.; Sakiani, H. Effect of scanning strategy and speed on the microstructure and mechanical properties of selective laser melted IN718 nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 103, 1769–1780. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, S.; Zhu, H.; Hu, Z.; Wang, G.; Zeng, X. Horizontal dimensional accuracy prediction of selective laser melting. Mater. Des. 2018, 160, 9–20. [Google Scholar] [CrossRef]
- Yang, K.V.; Rometsch, P.; Jarvis, T.; Rao, J.; Cao, S.; Davies, C.; Wu, X. Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater. Sci. Eng. A 2017, 712, 166–174. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Everitt, N.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Merkel, M.; Hall, W.; Öchsner, A. Position dependent surface quality in selective laser melting. Mater. Werkst. 2017, 48, 327–334. [Google Scholar] [CrossRef] [Green Version]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of Selective Laser Melting Process Parameters on the Quality of Al Alloy Parts: Powder Characterization, Density, Surface Roughness, and Dimensional Accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nguyen, Q.; Luu, D.; Nai, S.; Zhu, Z.; Chen, Z.; Wei, J. The role of powder layer thickness on the quality of SLM printed parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Prater, T. Prediction of Material Consolidation in In718 Produced Using Selective Laser Melting in the Higher Throughput Parameter Regime. In Proceedings of the Engineering Mechanics Institute Conference, the Université de Lorraine, Ile du Saulcy, Metz, France, 22–25 May 2016. [Google Scholar]
- Yi, J.; Kang, J.; Wang, T.; Wang, X.; Hu, Y.; Feng, T.; Feng, Y.; Wu, P. Effect of laser energy density on the microstructure, mechanical properties, and deformation of Inconel 718 samples fabricated by selective laser melting. J. Alloys Compd. 2019, 786, 481–488. [Google Scholar] [CrossRef]
- Huo, Y.-S.; Hong, C.; Li, H.-X.; Liu, P. Influence of different Processing Parameter on distortion and Residual Stress of Inconel 718 Alloys Fabricated by Selective Laser Melting (SLM). Mater. Res. 2020, 23. [Google Scholar] [CrossRef]
- Kuo, C.; Chen, Y.; Nien, Y. Effects of Energy Parameters on Dimensional Accuracy When Joining Stainless-Steel Powders with Heterogeneous Metal Substrates. Materials 2021, 14, 320. [Google Scholar] [CrossRef]
- Cao, L.; Li, J.; Hu, J.; Liu, H.; Wu, Y.; Zhou, Q. Optimization of surface roughness and dimensional accuracy in LPBF additive manufacturing. Opt. Laser Technol. 2021, 142, 107246. [Google Scholar] [CrossRef]
- Zhang, L.; Zhu, H.; Zhang, S.; Wang, G.; Zeng, X. Fabricating high dimensional accuracy LPBFed Ti6Al4V part by using bi-parameter method. Opt. Laser Technol. 2019, 117, 79–86. [Google Scholar] [CrossRef]
- Gisario, A.; Mehrpouya, M.; Rahimzadeh, A.; De Bartolomeis, A.; Barletta, M. Prediction model for determining the optimum operational parameters in laser forming of fiber-reinforced composites. Adv. Manuf. 2020, 8, 242–251. [Google Scholar] [CrossRef]
- Kwon, O.; Kim, H.G.; Ham, M.J.; Kim, W.; Kim, G.-H.; Cho, J.-H.; Kim, N.I.; Kim, K. A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Gibson, I.; Ghasemi, A.; Ghaderi, A. Modelling of laser powder bed fusion process and analysing the effective parameters on surface characteristics of Ti-6Al-4V. Int. J. Mech. Sci. 2020, 168, 105299. [Google Scholar] [CrossRef]
- Zhang, M.; Sun, C.-N.; Zhang, X.; Goh, P.C.; Wei, J.; Hardacre, D.; Li, H. High cycle fatigue life prediction of laser additive manufactured stainless steel: A machine learning approach. Int. J. Fatigue 2019, 128, 105194. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Gisario, A.; Rahimzadeh, A.; Nematollahi, M.; Baghbaderani, K.S.; Elahinia, M. A prediction model for finding the optimal laser parameters in additive manufacturing of NiTi shape memory alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 4691–4699. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Gisario, A.; Nematollahi, M.; Rahimzadeh, A.; Baghbaderani, K.S.; Elahinia, M. The prediction model for additively manufacturing of NiTiHf high-temperature shape memory alloy. Mater. Today Commun. 2021, 26, 102022. [Google Scholar] [CrossRef]
- Ravichander, B.B.; Farhang, B.; Swails, N.; Amerinatanzi, A.; Moghaddam, N.S. Analysis of the deviation in properties of selective laser melted samples fabricated by varying process parameters. In Behavior and Mechanics of Multifunctional Materials IX; SPIE: Bellingham, DC, USA, 2020; Volume 11377, p. 113771A. [Google Scholar]
- Ravichander, B.B.; Favela, C.; Amerinatanzi, A.; Moghaddam, N.S. A framework for the optimization of powder-bed fusion process. In Behavior and Mechanics of Multifunctional Materials, SPIE, XV; SPIE: Bellingham, DC, USA, 2021; p. 11589. [Google Scholar] [CrossRef]
- Mirjalili, S.; Mirjalili, S.M.; Lewis, A. Let a biogeography-based optimizer train your multi-layer perceptron. Inf. Sci. 2014, 269, 188–209. [Google Scholar] [CrossRef]
- Hajian, A.; Styles, P. Application of Soft Computing and Intelligent Methods in Geophysics; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2018; pp. 71–198. [Google Scholar]
- Lourakis, M.; Argyros, A. The Design and Implementation of a Generic Sparse Bundle Adjustment Software Package Based on the Levenberg-Marquardt Algorithm; Technical Report 340; Institute of Computer Science-FORTH: Heraklion, Crete, Greece, 2004. [Google Scholar]
- Mehrpouya, M.; Gisario, A.; Huang, H.; Rahimzadeh, A.; Elahinia, M. Numerical study for prediction of optimum operational parameters in laser welding of NiTi alloy. Opt. Laser Technol. 2019, 118, 159–169. [Google Scholar] [CrossRef]
- Akbari, M.; Saedodin, S.; Panjehpour, A.; Hassani, M.; Afrand, M.; Torkamany, M.J. Numerical simulation and designing artificial neural network for estimating melt pool geometry and temperature distribution in laser welding of Ti6Al4V alloy. Optik 2016, 127, 11161–11172. [Google Scholar] [CrossRef]
- Mian, S.H.; Al-Ahmari, A. New developments in coordinate measuring machines for manufacturing industries. Int. J. Metrol. Qual. Eng. 2014, 5, 101. [Google Scholar] [CrossRef] [Green Version]
- Farhang, B.; Ravichander, B.B.; Venturi, F.; Amerinatanzi, A.; Moghaddam, N.S. Study on variations of microstructure and metallurgical properties in various heat-affected zones of SLM fabricated Nickel–Titanium alloy. Mater. Sci. Eng. A 2020, 774, 138919. [Google Scholar] [CrossRef]
- Dijmărescu, M.C. Estimation of Vickers hardness uncertainty for a heterogeneous welded joint (S235JR+AR and X2CrNiMo17-12-2). IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 012035. [Google Scholar] [CrossRef] [Green Version]
- Khorasani, A.M.; Gibson, I.; Awan, U.S.; Ghaderi, A. The effect of SLM process parameters on density, hardness, tensile strength and surface quality of Ti-6Al-4V. Addit. Manuf. 2019, 25, 176–186. [Google Scholar] [CrossRef]
- Pekok, M.A.; Setchi, R.; Ryan, M.; Han, Q.; Gu, D. Effect of process parameters on the microstructure and mechanical properties of AA2024 fabricated using selective laser melting. Int. J. Adv. Manuf. Technol. 2021, 112, 175–192. [Google Scholar] [CrossRef]
- Takaichi, A.; Suyalatu; Nakamoto, T.; Joko, N.; Nomura, N.; Tsutsumi, Y.; Migita, S.; Doi, H.; Kurosu, S.; Chiba, A.; et al. Microstructures and mechanical properties of Co–29Cr–6Mo alloy fabricated by selective laser melting process for dental applications. J. Mech. Behav. Biomed. Mater. 2013, 21, 67–76. [Google Scholar] [CrossRef]
- Seede, R.; Mostafa, A.; Brailovski, V.; Jahazi, M.; Medraj, M. Microstructural and Microhardness Evolution from Homogenization and Hot Isostatic Pressing on Selective Laser Melted Inconel 718: Structure, Texture, and Phases. J. Manuf. Mater. Process. 2018, 2, 30. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scan Speed (mm/s) | Hatch Spacing (µm) | Energy Density (J/mm3) |
|---|---|---|---|
| 256.5 | 864.0 | 99.0 | 75.0 |
| 256.5 | 864.0 | 121.0 | 61.3 |
| 313.5 | 864.0 | 121.0 | 75.0 |
| 237.1 | 960.0 | 110.0 | 56.1 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| 313.5 | 864.0 | 99.0 | 91.6 |
| 256.5 | 1056.0 | 121.0 | 50.2 |
| 285.0 | 960.0 | 91.5 | 81.1 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| 332.9 | 960.0 | 110.0 | 78.8 |
| 313.5 | 1056.0 | 121.0 | 61.3 |
| 285.0 | 798.5 | 110.0 | 81.1 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| 285.0 | 1121.5 | 110.0 | 57.8 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| 313.5 | 1056.0 | 99.0 | 75.0 |
| 285.0 | 960.0 | 128.5 | 57.8 |
| 256.5 | 1056.0 | 99.0 | 61.3 |
| 285.0 | 960.0 | 110.0 | 67.5 |
| Element | Value |
|---|---|
| Activation function | sigmoid-sigmoid |
| Number of layers | 2 |
| Number of neurons | 10-10 |
| Data Davison percentage | 70-15-15 |
| Number of epoch | 1000 |
| Type of learning rule | LM & BP |
| Type of code | MATLAB code |
| Software requirement | MATLAB |
| Statistical Parameters | Training | Testing |
|---|---|---|
| Residual sum of squares | 7.26732 | 3.59455 |
| Pearson’s r | 0.98951 | 0.98755 |
| Coefficient of determination (R2) | 0.97912 | 0.97525 |
| Adj. R-squared | 0.97704 | 0.96907 |
| Statistical Parameters | Training | Testing |
|---|---|---|
| Residual sum of squares | 0.41591 | 0.96734 |
| Pearson’s r | 0.98102 | 0.97897 |
| Coefficient of determination (R2) | 0.96241 | 0.95839 |
| Adj. R-squared | 0.95865 | 0.94452 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravichander, B.B.; Rahimzadeh, A.; Farhang, B.; Shayesteh Moghaddam, N.; Amerinatanzi, A.; Mehrpouya, M. A Prediction Model for Additive Manufacturing of Inconel 718 Superalloy. Appl. Sci. 2021, 11, 8010. https://doi.org/10.3390/app11178010
Ravichander BB, Rahimzadeh A, Farhang B, Shayesteh Moghaddam N, Amerinatanzi A, Mehrpouya M. A Prediction Model for Additive Manufacturing of Inconel 718 Superalloy. Applied Sciences. 2021; 11(17):8010. https://doi.org/10.3390/app11178010
Chicago/Turabian StyleRavichander, Bharath Bhushan, Atabak Rahimzadeh, Behzad Farhang, Narges Shayesteh Moghaddam, Amirhesam Amerinatanzi, and Mehrshad Mehrpouya. 2021. "A Prediction Model for Additive Manufacturing of Inconel 718 Superalloy" Applied Sciences 11, no. 17: 8010. https://doi.org/10.3390/app11178010