
Evaluation of Tribological Properties of Bearing Materials for Marine Diesel Engines Utilising the Contact Voltage Method

Abstract
:1. Introduction
- (i).
- The boundary lubrication state of aluminium and copper alloy bearings on the fatigue wear test bench were found through tests of the different parameters;
- (ii).
- The relationship between the CV signal of the different bearing materials and their friction characteristics was established;
- (iii).
- Compared with the torque and temperature, the CV potential was more sensitive to wear fault.
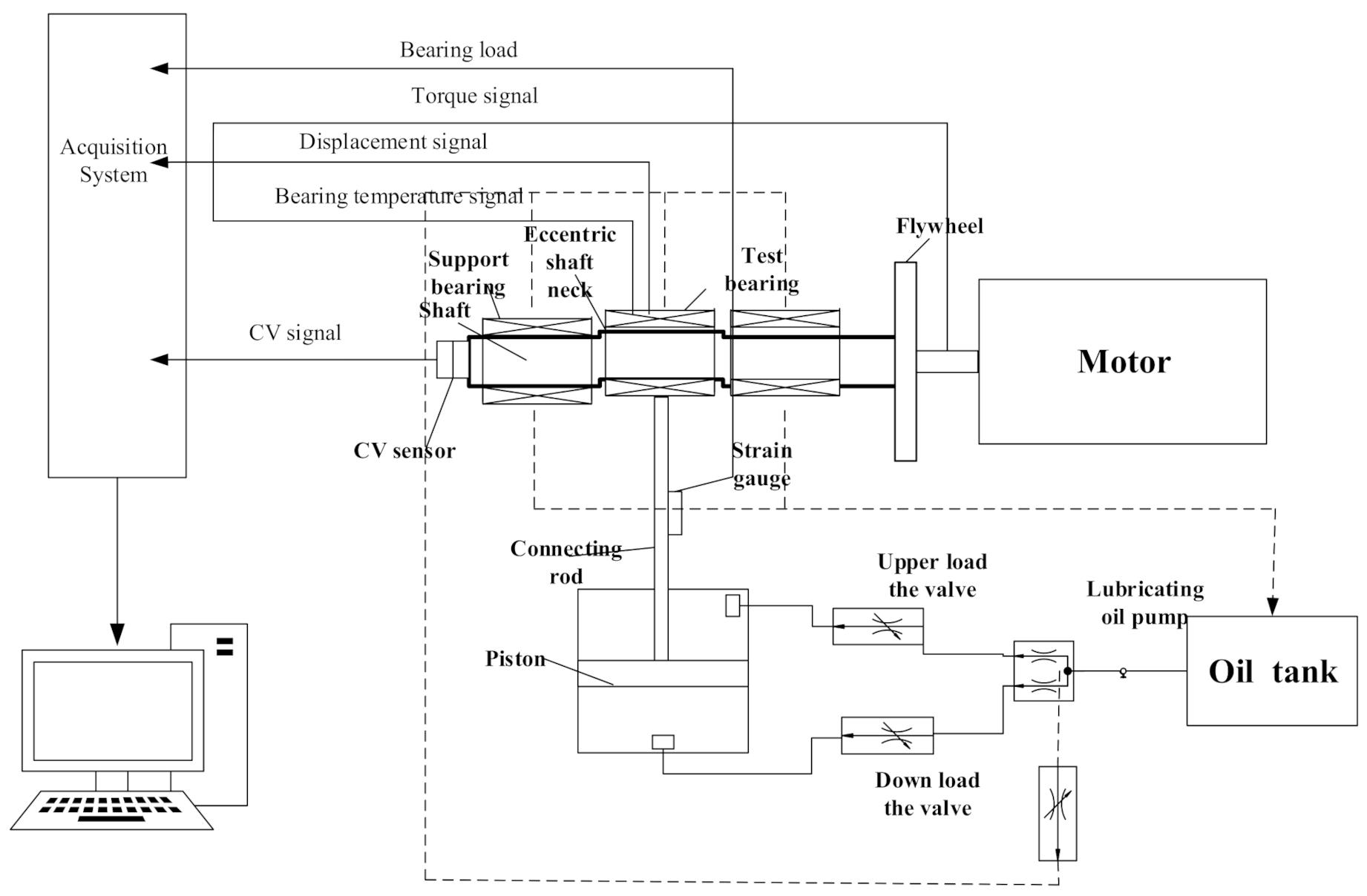
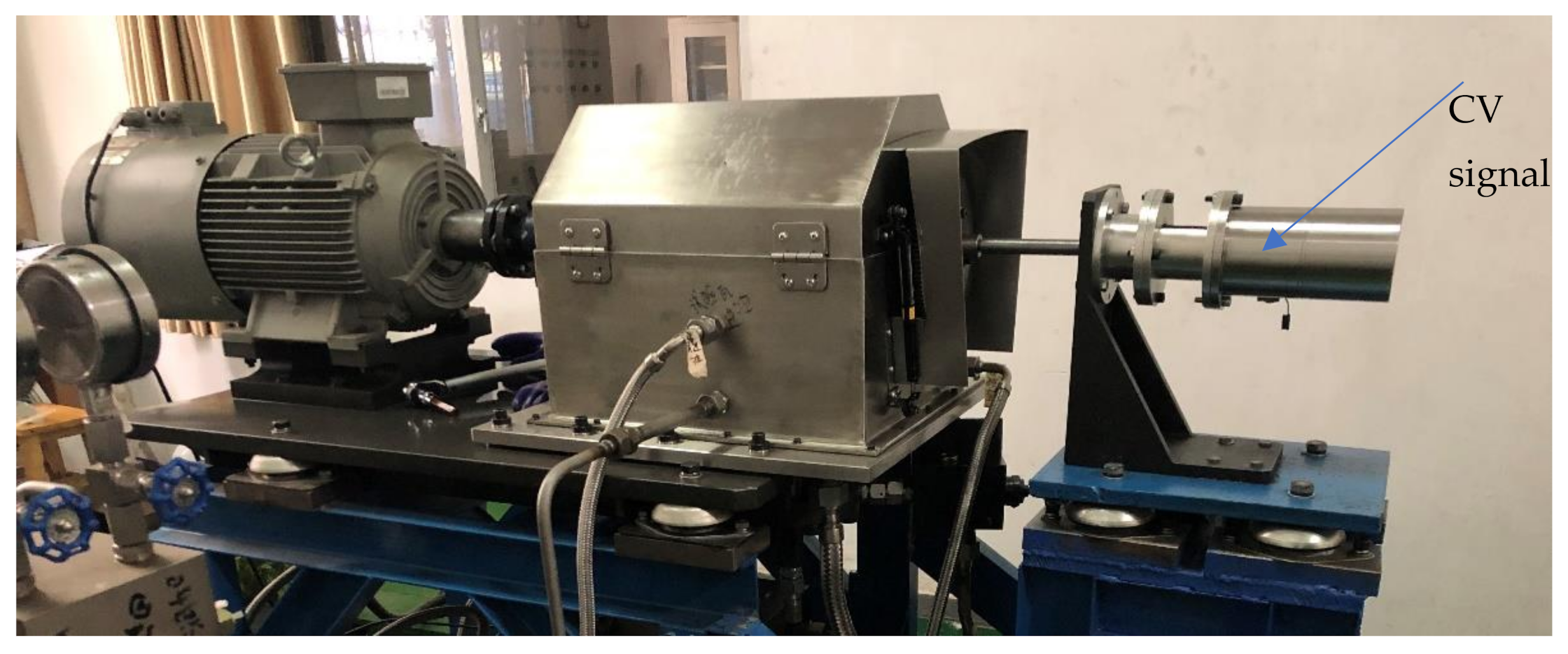
2. Experimental
3. Lubrication Characteristics Test
3.1. Variable Load Test
3.1.1. Test Programme
3.1.2. Lubrication Status Parameter Analysis
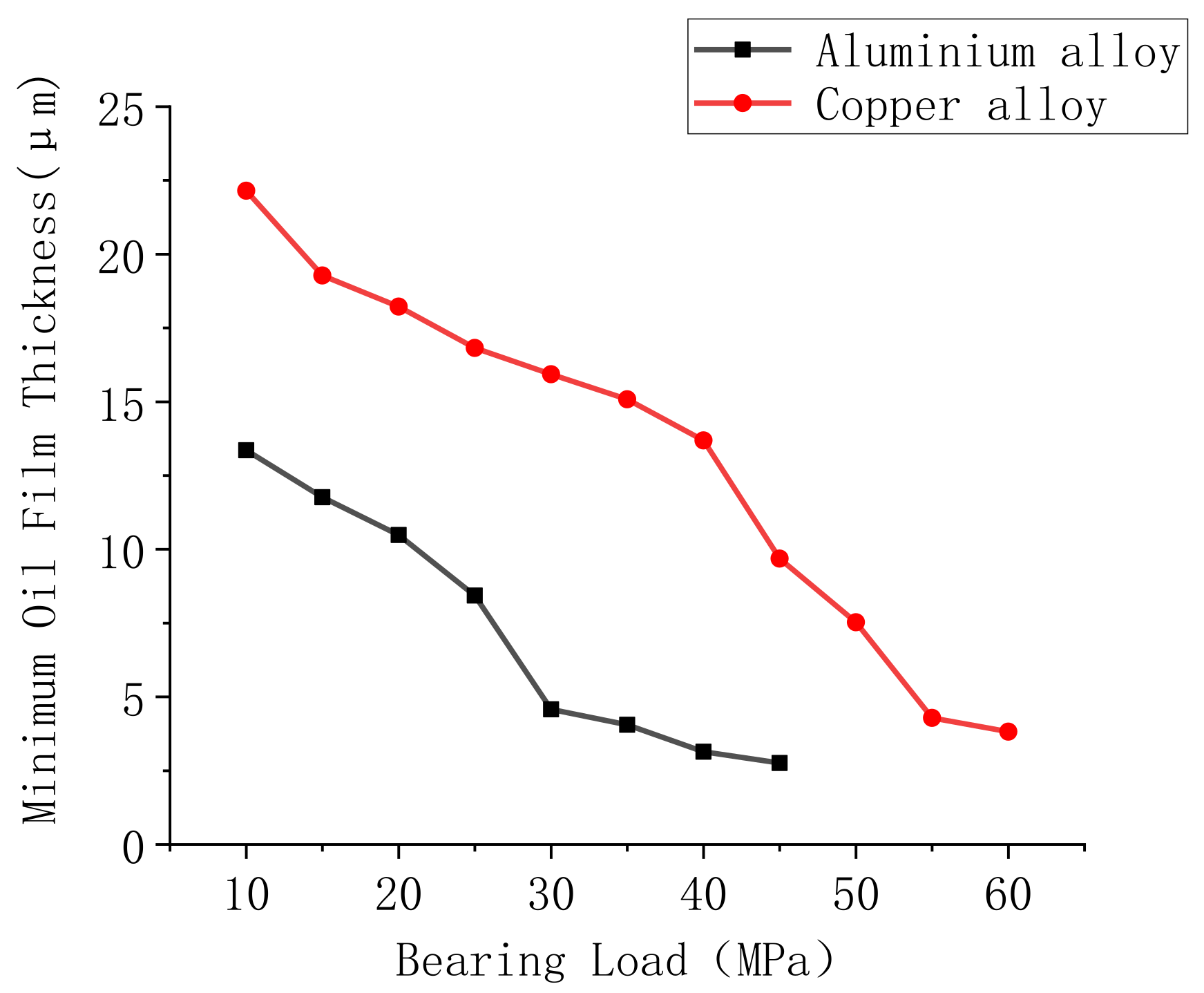
3.1.3. Minimum Oil Film Thickness Analysis
3.2. Variable Inlet Oil Temperature Test
3.2.1. Test Programme
3.2.2. Lubrication Status Parameter Analysis
3.2.3. Minimum Oil Film Thickness Analysis
4. Fatigue Wear Test
4.1. Wear Evaluation Method
4.2. CV Signal Analysis Method
4.2.1. Repeatability Analysis of CV Signals
4.2.2. Extraction of CV Eigenvalues
4.3. Analysis of Fatigue Test Results
4.3.1. Analysis of Bearing Wear
4.3.2. Analysis of Bearing Lubrication Parameters
4.3.3. CV Signals
5. Conclusions
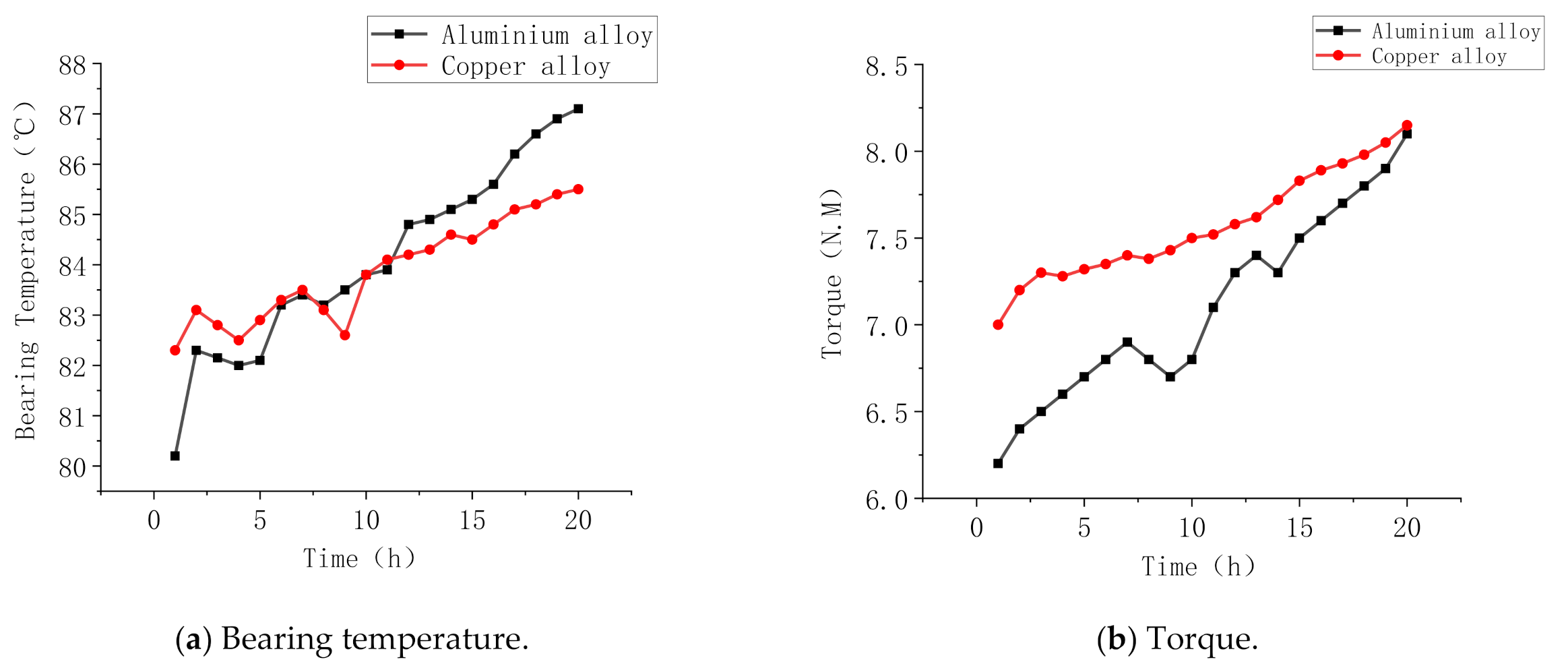
- The lubrication state of the bearing is mainly affected by the lubricating oil inlet temperature and the load. The temperature and the torque of the bearing increase with an increase in the bearing load. However, the increasing rate of the bearing temperature is lower due to the influence of thermal inertia. The load of the aluminium alloy bearing and the copper alloy bearing reached 35 MPa and 50 MPa, respectively, the lubricating oil inlet temperature was 70 °C, and the bearing entered the boundary lubrication state;
- A 20 h bearing fatigue wear test conducted in the boundary lubrication state demonstrated that the amount of wear increased with an extension of the bearing wear test time, and the wear amount of the aluminium alloy bearing was greater after 10 h. The wear-reducing layer on the surface of the bearing gradually peeled off, and the wear on the bearing was intensified. The wear on the copper alloy bearing increased slowly, and its wear resistance was better than the aluminium alloy bearing;
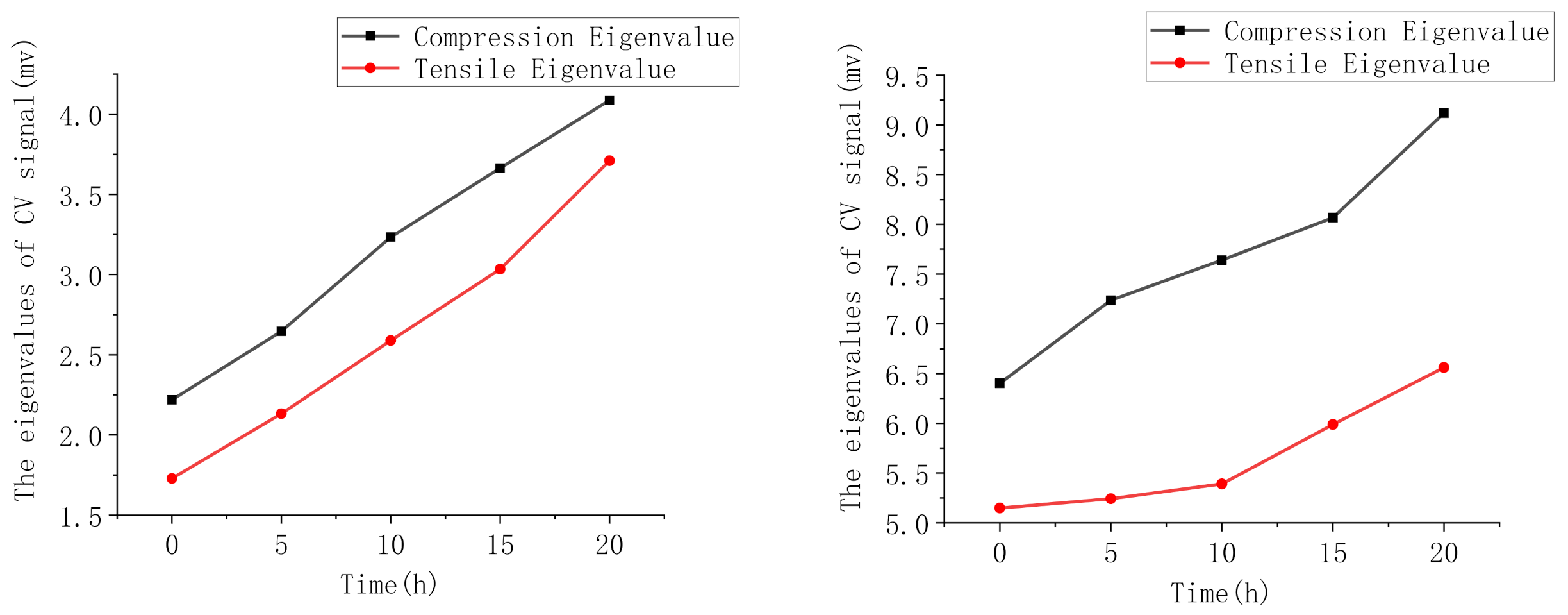
- There was a strong correlation between the wear of the bearing and the characteristic value of the CV signals. As the wear of the bearing increased, the characteristic value of the CV signal showed an upward trend. After 20 h, the CV characteristic value of the aluminium alloy bearing wear test increased to 195% of the initial value, whereas due to the good wear resistance of the copper alloy bearing, only slight wearing was observed, and its CV amplitude increase was relatively small. Different bearing materials responded differently with the CV signals;
- Compared with the torque and temperature, the CV potential is more sensitive to the amount of wear, and the online monitoring of the main bearing wear could be realised by using the CV method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Coy, R. Practical Applications of Lubrication Models in Engines. Tribol. Int. 1998, 31, 563–571. [Google Scholar] [CrossRef]
- Wei, Z.; Habetler, T.G.; Harley, R.G. Stator Current-Based Bearing Fault Detection Techniques: A General review. In Proceedings of the 2007 IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives, IEEE 2007, Cracow, Poland, 6–8 September 2007. [Google Scholar]
- Glavatskih, S. A Method of Temperature Monitoring in Fluid Film Bearings. Tribol. Int. 2003, 37, 143–148. [Google Scholar] [CrossRef]
- Wang, H.-J.; Zhang, R.-S.; Hua, L. Oil Mist Detector Design of Diesel Engine Crankcase. Diesel Engine 2009, 31. [Google Scholar]
- Swedish Standard Institution. Mechanical Vibration-Evaluation of Machine Vibration by Measurements on Non-Rotating Parts-Part 1: General Guidelines, ISO 10816-1:1995; Swedish Standard Institution: Stockholm, Sweden, 1995. [Google Scholar]
- ISO 10816-3. Mechanical Vibration-Evaluation of Machine Vibration by Measurements on Non-Rotating Parts-Part 3: General Guidelines, ISO 10816-3:1998(E); ISO: Geneva, Switzerland, 1998. [Google Scholar]
- Yu, Y.; Dejie, Y.; Junsheng, C. A Roller Bearing Fault Diagnosis Method Based on EMD Energy Entropy and ANN. J. Sound Vib. 2006, 294, 269–277. [Google Scholar] [CrossRef]
- Liu, Z.; Cao, H.; Chen, X.; He, Z.; Shen, Z. Multi-Fault Classification Based on Wavelet SVM With PSO Algorithm to Analyze Vibration Signals from Rolling Element Bearings. Neurocomputing 2013, 99, 399–410. [Google Scholar] [CrossRef]
- Al-Raheem, K.F.; Abdul-Karem, W. Rolling Bearing Fault Diagnostics Using Artificial Neural Networks Based on Laplace Wavelet Analysis. Int. J. Eng. Sci. Technol. 2011, 2. [Google Scholar] [CrossRef]
- Kucinschi, B.; Fillon, M. An Experimental Study of Transient Thermal Effects in a Plain Journal Bearing. J. Tribol. 1999, 121, 327–332. [Google Scholar] [CrossRef]
- Haidong, S.; Xia, M.; Han, G.; Zhang, Y.; Wan, J. Intelligent fault diagnosis of rotor-bearing system under varying working conditions with modified transfer convolutional neural network and thermal images. IEEE Trans. Ind. Inform. 2020, 17, 3488–3496. [Google Scholar]
- Yu, Z.; Martínez-García, M.; Kalawsky, R.S.; Latimer, A. Grey-Box Modelling of the Swirl Characteristics in Gas Turbine Combustion system. Measurement 2020, 151, 107266. [Google Scholar]
- Sugumaran, V.; Ramachandran, K. Effect of Number of Features on Classification of Roller Bearing Faults Using SVM and PSVM. Expert Syst. Appl. 2011, 38, 4088–4096. [Google Scholar] [CrossRef]
- Peng, Z.; Kessissoglou, N.J.; Cox, M. A Study of the Effect of Contaminant Particles in Lubricants Using Wear De-Bris and Vibration Condition Monitoring techniques. Wear 2005, 258, 1651–1662. [Google Scholar] [CrossRef]
- Spearot, J.A.; Murphy, C.K. A Comparison of the Total Capacitance and Total Resistance Techniques for Measuring the Thickness of Journal Bearing Oil Films in an Operating engine. SAE Trans. 1988, 97, 321–334. [Google Scholar]
- Suzuki, S.; Ozasa, T.; Noda, T.; Konomi, T. Analysis of Con-Rod Big-End Bearing Lubrication on the Basis of Oil Supply Rate. No. 982439; SAE International: Warrendale, PA, USA, 1998. [Google Scholar]
- Jun, Z.; Yang, J.G. Development Trends of Research on Monitoring Wear of Sliding Main Bearing for Diesel engine. Adv. Mater. Res. 2012, 472, 1702–1706. [Google Scholar]
- Katafuchi, T.; Kasai, M. Effect of Base Stocks on the Automobile Engine Bearing. Tribol. Int. 2009, 42, 548–553. [Google Scholar] [CrossRef]
- Hiroyuki, O.; Nakajima, Y.; Kato, S.; Tajimi, H. Vibration and Acoustic Emission Measurements Evaluating the Separation of the Balls and Raceways with Lubricating Film in a Linear Bearing under Grease lubrication. J. Tribol. 2013, 135, 041104. [Google Scholar]
- Hannes, A.; Priestner, C.; Six, C.; Priebsch, H.H.; Forstner, C.; Novotny-Farkas, F. Predicting Friction Reliably and Accurately in Journal bearings—A Systematic Validation of Simulation Results with Experimental measurements. Tribol. Int. 2011, 44, 1151–1160. [Google Scholar]
- Priestner, C.; Allmaier, H.; Priebsch, H.; Forstner, C. Refined Simulation of Friction Power Loss in Crank Shaft Slider Bearings Considering Wear in the Mixed Lubrication Regime. Tribol. Int. 2012, 46, 200–207. [Google Scholar] [CrossRef]
- Wan, B.; Yang, J.; Sun, S. A Method for Monitoring Lubrication Conditions of Journal Bearings in a Diesel Engine Based on Contact Potential. Appl. Sci. 2020, 10, 5199. [Google Scholar] [CrossRef]
- Bo, S. Calculation and Test on the Monitoring of Diesel Engine Main Bearing Wear Using Thermoelectric Power Method. Master’s Thesis, Wuhan University of Technology, Wuhan, China, April 2014. [Google Scholar]
- Lin, C. Investigation on Static Performance of Hydrodynamics Bearing. Ph.D. Thesis, Harbin Engineering University, Harbin, China, April 2012. [Google Scholar]
- Bo, H. Preparation and Tribological Properties of Metal-Ceramic Composite Coating on the Inner Surface of Diesel Engine Cylinder Liner. Master’s Thesis, Yangzhou University, Yangzhou, China, June 2020. [Google Scholar]
- Jie, Z.; Luxian, Z. Selection of Engineering Abrasion Reduction Material Based on Bearing. Mod. Manuf. Technol. Equip. 2007, 34–44. [Google Scholar]
- He, Z.; Zhang, J.; Zhang, G.; Li, Z.; Xie, W. Crankshaft-Bearing Evolution Indexes Investigation and Asperity Contact Identification Based on Neural Network. Appl. Math. Model. 2014, 38, 506–523. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Material 1 (Copper Alloy) | Bearing Material 2 (Aluminium Alloy) |
|---|---|
| SS400 + CuPb24Sn | SPHC + AlSn20Cu |
| Time (h) | Bearing Clearance (mm) | Lower Bearing Thickness (mm) | Lower Bearing Roughness (μm) |
|---|---|---|---|
| 0 | 0.141 | 1.818 | 0.707 |
| 5 | 0.146 | 1.812 | 0.778 |
| 10 | 0.148 | 1.808 | 0.882 |
| 15 | 0.154 | 1.798 | 1.232 |
| 20 | 0.162 | 1.788 | 2.332 |
| Time (h) | Bearing Clearance (mm) | Lower Bearing Thickness (mm) | Lower Bearing Roughness (μm) |
|---|---|---|---|
| 0 | 0.140 | 1.820 | 0.787 |
| 5 | 0.145 | 1.816 | 0.812 |
| 10 | 0.149 | 1.813 | 0.982 |
| 15 | 0.151 | 1.812 | 1.232 |
| 20 | 0.152 | 1.810 | 2.332 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wan, B.; Yang, J.; Wang, Q. Evaluation of Tribological Properties of Bearing Materials for Marine Diesel Engines Utilising the Contact Voltage Method. Appl. Sci. 2021, 11, 7811. https://doi.org/10.3390/app11177811
Wan B, Yang J, Wang Q. Evaluation of Tribological Properties of Bearing Materials for Marine Diesel Engines Utilising the Contact Voltage Method. Applied Sciences. 2021; 11(17):7811. https://doi.org/10.3390/app11177811
Chicago/Turabian StyleWan, Biao, Jianguo Yang, and Qinghe Wang. 2021. "Evaluation of Tribological Properties of Bearing Materials for Marine Diesel Engines Utilising the Contact Voltage Method" Applied Sciences 11, no. 17: 7811. https://doi.org/10.3390/app11177811