1. Introduction
In the last few years, thermal optimization has become a really important stage in electrical machine design. The thermal sizing of electrical machines was previously based on several rules of thumb and rudimentary variables. If the maximum allowable temperatures were surpassed, the designers would increase the size of the machines to enhance heat dissipation. Hence, increased cost and volume had to be accepted as the only solution to overheating issues [
1].
Thanks to the latest thermal analysis tools, the designers are able to make precise predictions of the working temperatures at different parts of the machines. Thus, both the cost and thermal operating point of the machines can also be optimized in the design stage. There are currently two main types of tools for the thermal analysis of electrical machines, numerical and analytical. The numerical tools divide the analyzed geometries into small samples. Then, the behavior of each sample is obtained with the physical formulations that describe the phenomenons that are taking place in each of them. These methods allow the analysis of complex geometries. However, they are quite demanding to set up, and the required computation time is significant, especially when complex geometries are analyzed [
1,
2,
3,
4].
Computational Fluid Dynamics (CFD) techniques are one of the most common numerical methods for the thermal analysis of electrical machines. In this case, the tools compute fluid flows and heat transfer between solids and fluids [
5]. It is hard to calculate the heat transfer coefficient analytically in regions with complex geometries, such as the end windings or the airgap. Thus, CFD simulations are often used to predict the operating temperatures of electrical machines [
5,
6,
7,
8,
9,
10,
11]. However, as this technique requires high computational capabilities, the geometries of electrical machines are often simplified by means of symmetries and periodicities [
5].
Nonetheless, the usage of these tools is essential for obtaining detailed results of especial heat exchange region configurations. For example, the influence of the end winding porosity in the heat transfer of the end region of a totally enclosed and fan cooled machine is analyzed in Reference [
10]. The results show that increasing the porosity of the end windings from 3.7% to 15.2% can reduce the thermal resistance between the end windings and external the frame in 28%. Without a CFD tool, it would not be possible to predict such an improvement.
Due to long computation times of CFD simulations, they are often adopted to predict the heat transfer coefficient of the housing with the ambient, in order to use this value in FEM or LP thermal analysis tools [
5,
9,
12].
Thermal FEM tools operate similarly to CFD packages. In this case, numerical methods are used to calculate the conductive heat transfer between solids, instead of convection in fluids [
1]. As these are numerical tools, any kind of geometry can be modeled with them, allowing precise calculations no matter the shape of the model [
1,
2,
3,
4]. However, the convective heat transfer cannot be evaluated in these simulations. It has to be set by the user as a boundary condition [
1,
3,
4]. For example, a 3D thermal FEM package is used in Reference [
13,
14] to predict the operating temperature of a double-sided linear induction motor. The results are very accurate, but the authors had to estimate the value of the convective heat transfer coefficients. This is why thermal FEM simulations are commonly combined with CFD tools, but this solution generates very heavy computational loads.
In this aspect, the analytical methods can be precise enough and much faster than their numerical counterparts [
1,
3,
4,
15,
16]. The most common analytical approach for the analysis of the thermal behavior of electrical machines is the usage of Lumped Parameter (LP) thermal circuits [
17,
18,
19]. In these models, the different heat flux paths are modeled with thermal resistors and capacitors [
1].
Commercial packages, such as
Motor-CAD, have facilitated the usage of such models for rotary machines, thanks to predefined thermal networks.
Motor-CAD even comes prepared with typical values of interface gaps between different parts of the machine, so the calibration of the models is usually performed by modifying simple parameters [
5].
Analytical methods allow a very fast computation of working temperatures [
1,
3,
4,
15,
16], so they are the way to go if iterative optimization methods are employed. As a reference, Bertola et al. [
20], computed the transient thermal behavior of a linear permanent-magnet machine and a linear induction machine for electromagnetic launch systems. The computation was based on simple formulations, which allowed the authors to evaluate the temperature rise of the machines under different current density values. This analysis would be very time consuming if numerical methods were adopted.
However, there are not linear machine models in Motor-CAD yet. Thus, if a thermal network model is to be used, the network must be defined and its parameters calculated by the designer.
For linear machines, both 2D [
17,
18,
21] and 3D [
19,
22,
23,
24] LP thermal networks have been used in the literature. In order to simplify the thermal networks, some of the authors propose to employ symmetries, thus halving the amount of elements per each applied symmetry [
22,
23]. The secondary of the linear machines can also be left out of the model in long secondary applications because it can be assumed that its working temperature will be the same as the ambient temperature [
22]. In general, the more elements there are in a LP model, the higher its accuracy will be. However, these models allow a precise prediction of the temperatures of a machine, even when a low number of elements is used [
25].
The issue with the models in the literature is that they are specific to the machine that is being analyzed. The thermal model that is presented in this paper aims to serve as a generic thermal analysis tool for long-stroke linear machines. The model is developed using the thermal network library from MATLAB Simulink, which is a widely known software package between engineers. Hence, it is easy to implement. The article gives the necessary guidelines for linear machine designers to implement the generic model, in order to use it as a reference when designing the machines. In order to validate the generic nature of the tool, the model is validated via several thermal tests to a linear induction machine and a linear switched-flux machine. Some recommendations are also given for the calibration procedure of the thermal model.
The article is organized as follows:
Section 2 introduces an overview of the thermal model.
Section 3 describes the thermal networks of the different elements of the machine. The validation of the model is given in
Section 4. The results are discussed in
Section 5, and, finally, the conclusions of the work are listed in
Section 6.
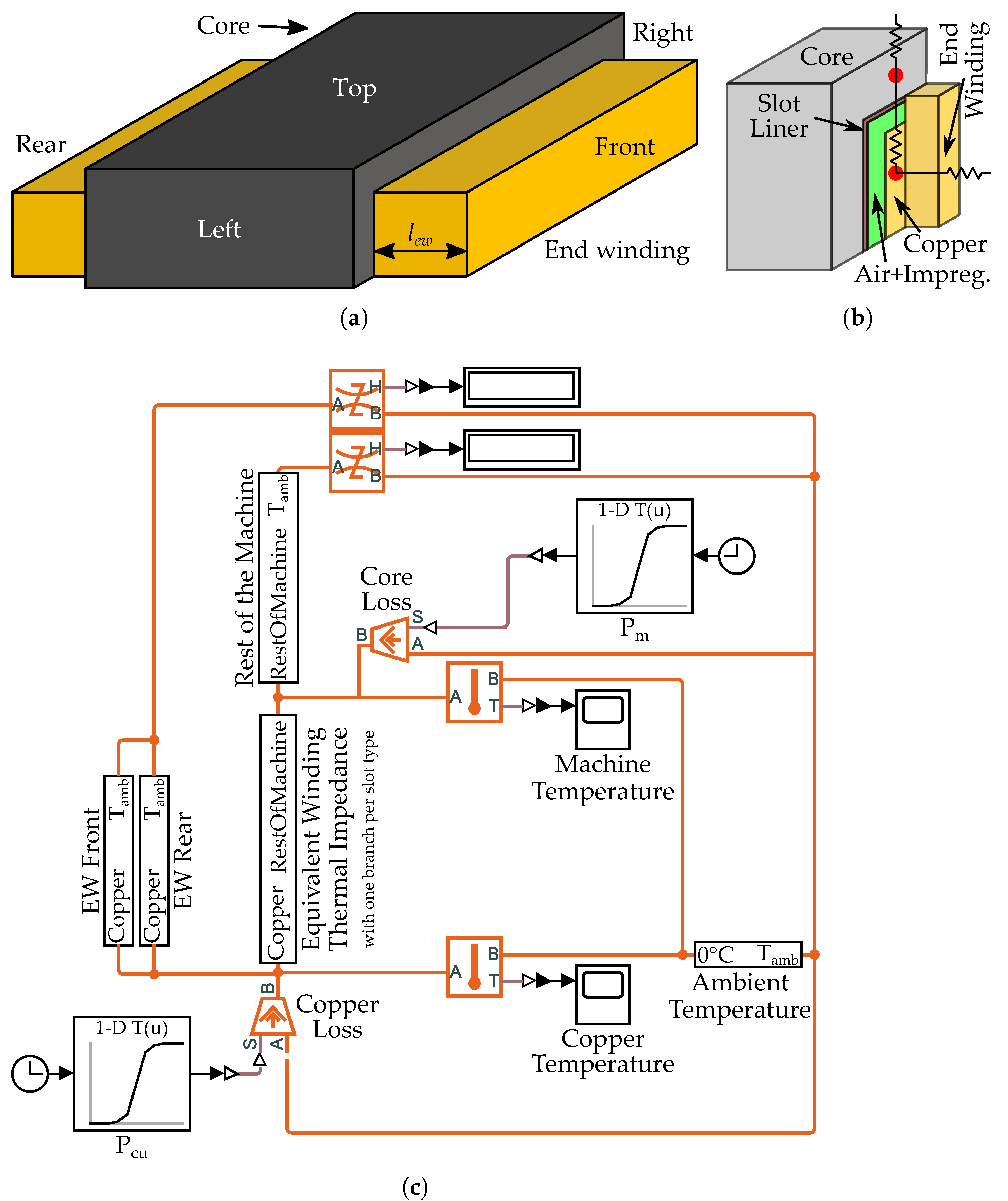
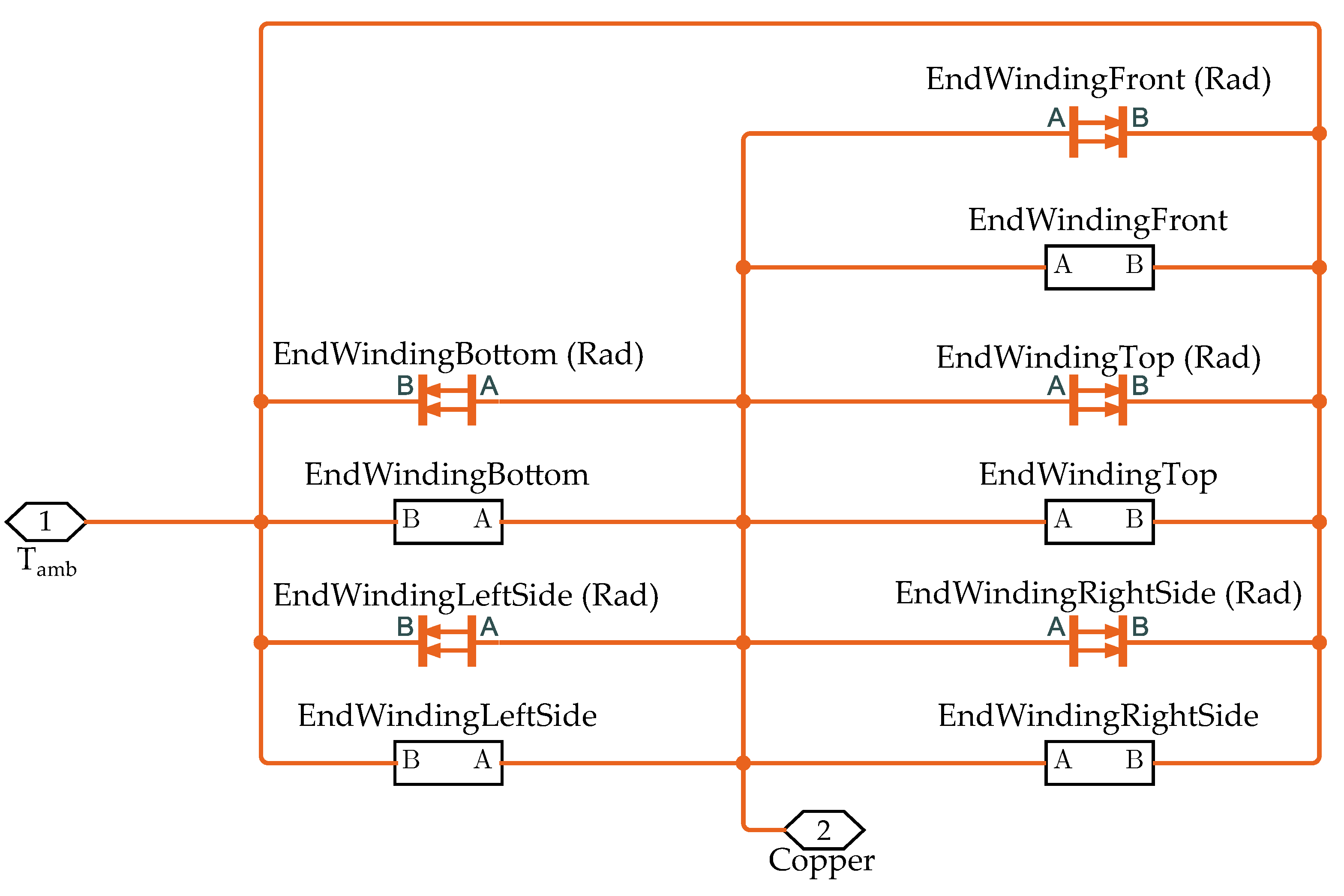
2. Overview of the Thermal Model
Simulink contains a toolbox that is prepared for LP thermal network modeling. Thus, it is a very appropriate software package for a fast implementation of this kind of model.
Figure 1 shows the general view of the implemented network.
The toolbox has predefined elements for the three main heat transfer mechanisms: conduction, convection and radiation, and also thermal capacitances. The conductive thermal resistance
is calculated with
where
l,
k, and
A are, respectively, the thickness of the material in the direction of the heat-flow, the thermal conductivity of the material and the area of the plane of the material that is perpendicular to the heat-flow. In
Simulink, the thermal resistance is calculated by the thermal resistor block itself, and the user must specify the values of the thickness, the area and the thermal conductivity.
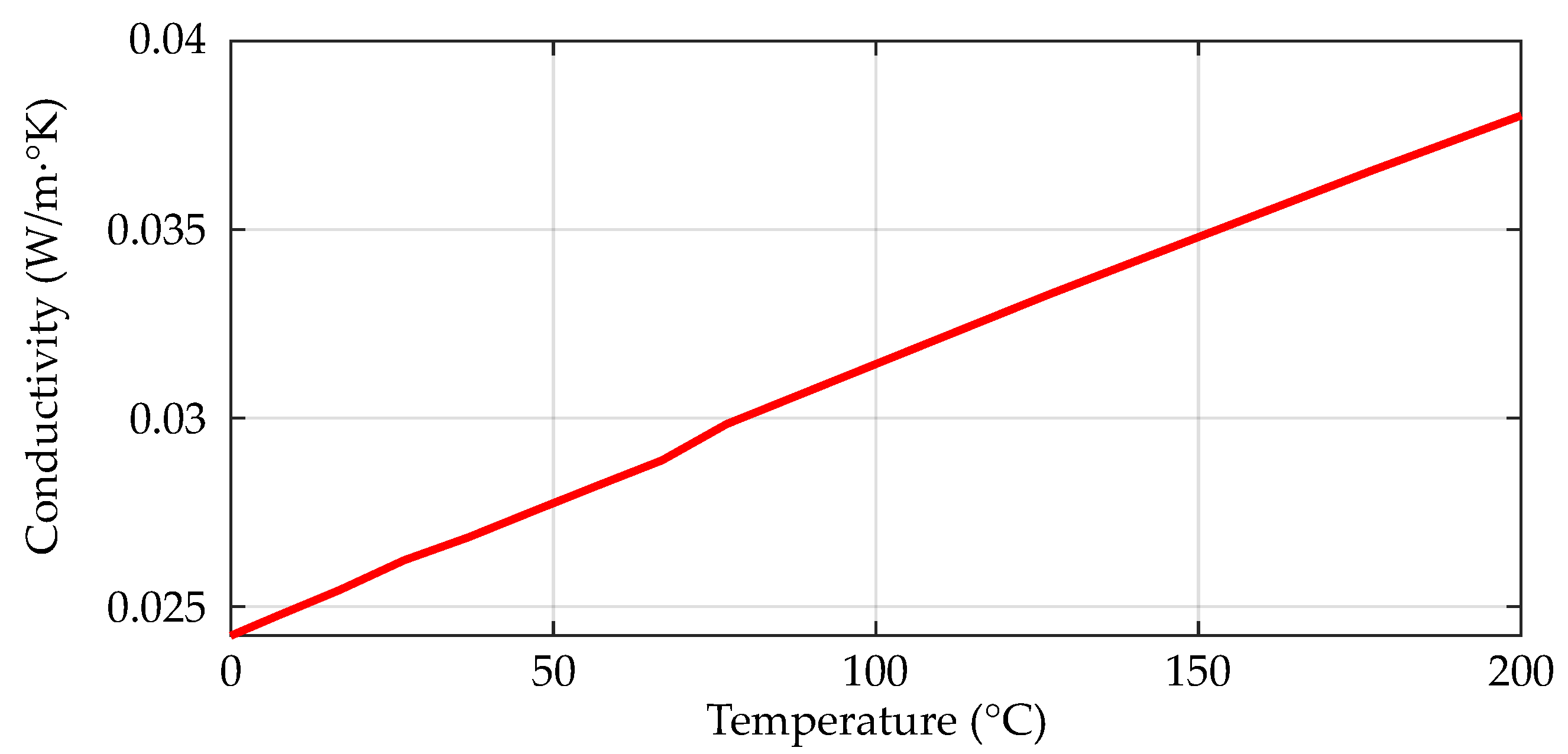
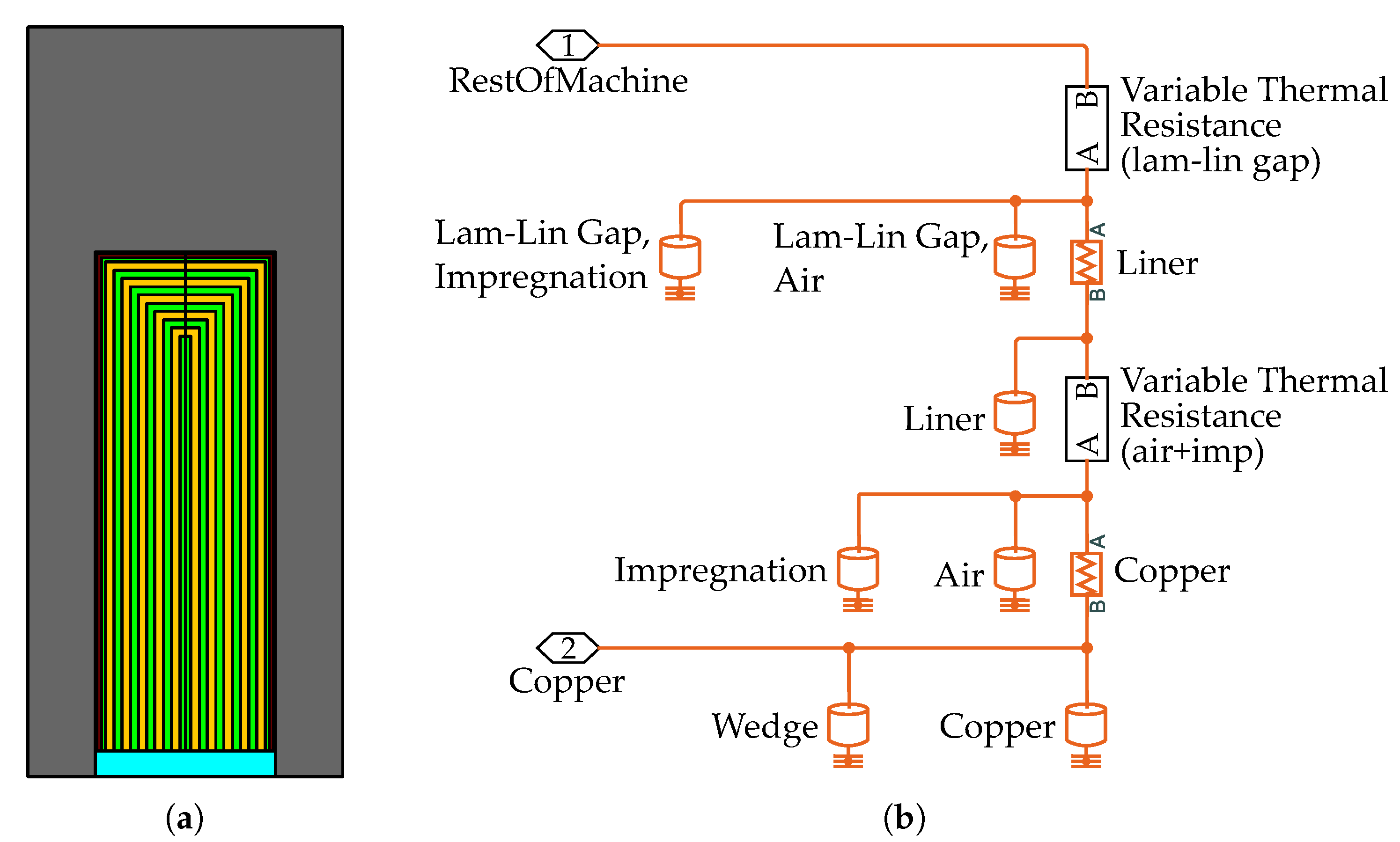
However, the block does not allow to change the thermal conductivity of an element in function of the temperature of the material. Thus, certain elements have been modeled with variable thermal resistors instead of bare conductive thermal resistances. As an example of the variation of the thermal conductivity of materials,
Figure 2 displays the evolution of the thermal conductivity of air in function of its temperature.
All the thermal resistances that model some kind of air volume have been consequently modeled with the aforementioned variable resistors.
The same issue has been detected with the convective heat transfer blocks of the library. They only allow a single value for the heat transfer coefficient. Thus, variable resistors have also been used for modeling all the convective heat-flow paths. The convective resistance
is calculated with
where
h is the convective heat transfer coefficient, and
A is the total surface area of the body in contact with the surrounding fluid. The value of
h is dependant of the shape, size, and temperature of the analyzed object and also the thermal properties of the surrounding fluid, air in this case. Thus, it is not possible to use a single value to model the thermal behavior of the machine precisely enough.
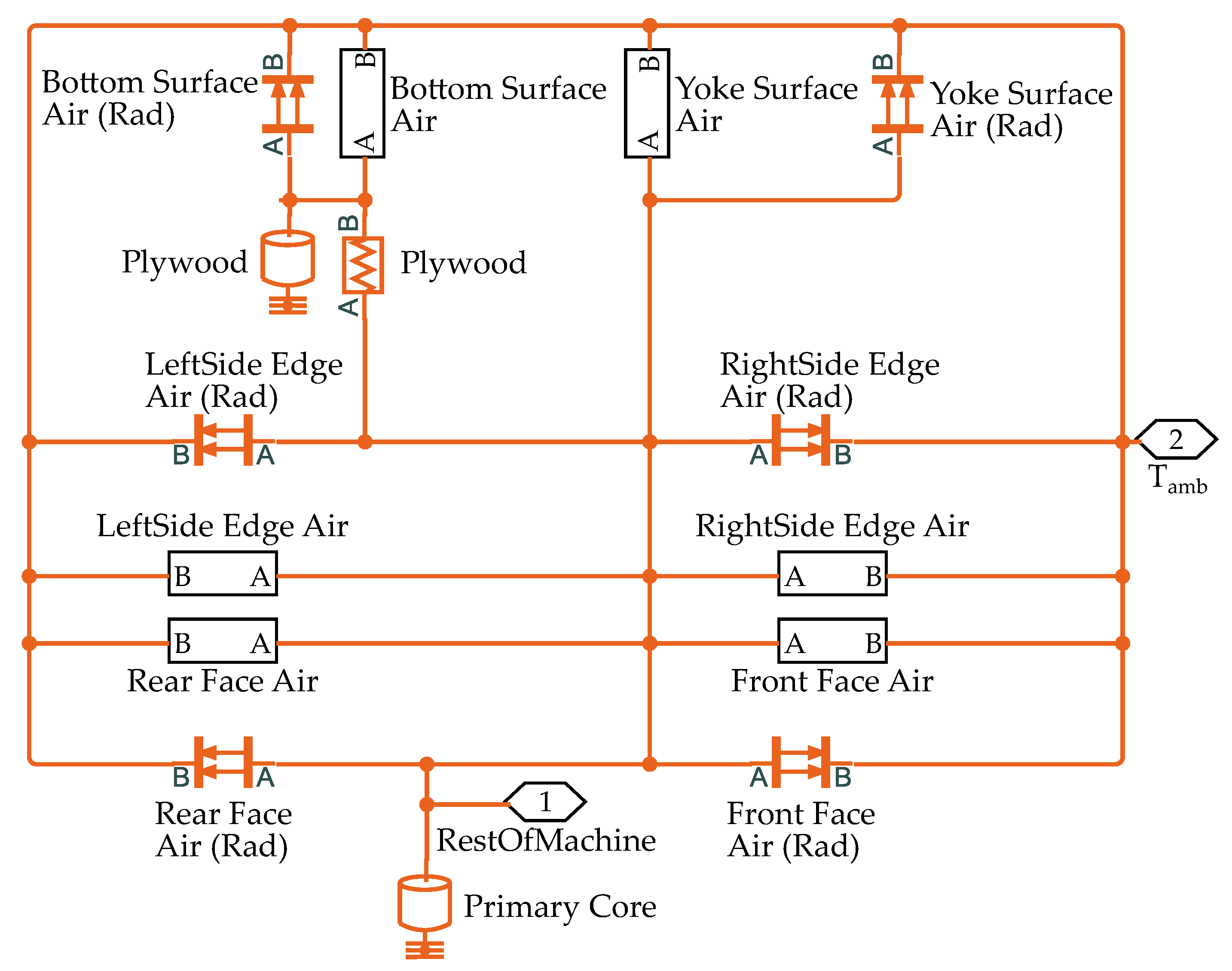
Regarding radiative heat transfer, the variation of the heat-flow is only driven by the temperature difference of the elements in the heat-exchange. Thus, the pre-defined block from the library of Simulink is valid. The block establishes a heat flow
Q based on
Here,
A,
, and
are the emitting area, the temperature of the emitting body and the temperature of the surrounding surfaces.
is the radiation coefficient. This last parameter is also changed by the shape of the objects. However, the formula for parallel plates,
has been used for all the radiating elements to simplify the calculation process.
In this way, the only configuration parameters are the area of the body and the emissivities of the emitting and receiving materials . is the Stefan-Boltzmann constant, 5.6704 × 10−8.
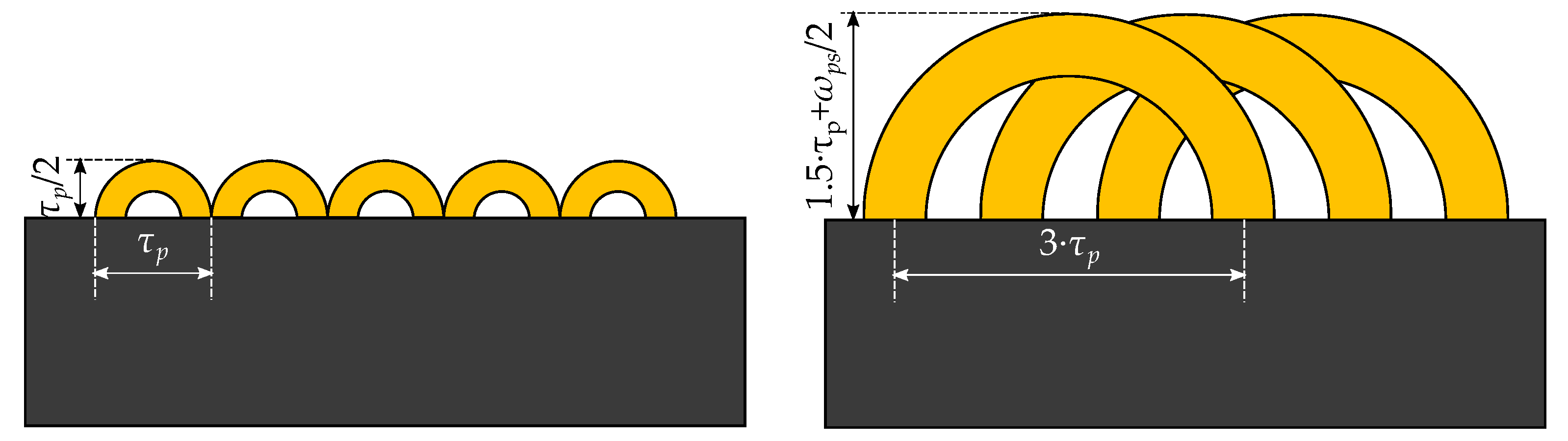
To ensure universality between different devices, the model only consists of three parts: end windings, primary core, and slot. The secondary is not contemplated by the model because, as demonstrated in Reference [
22], the temperature of the secondary side of the machine is not affected by the losses if the stroke length is large enough.
4. Validation of the Thermal Model
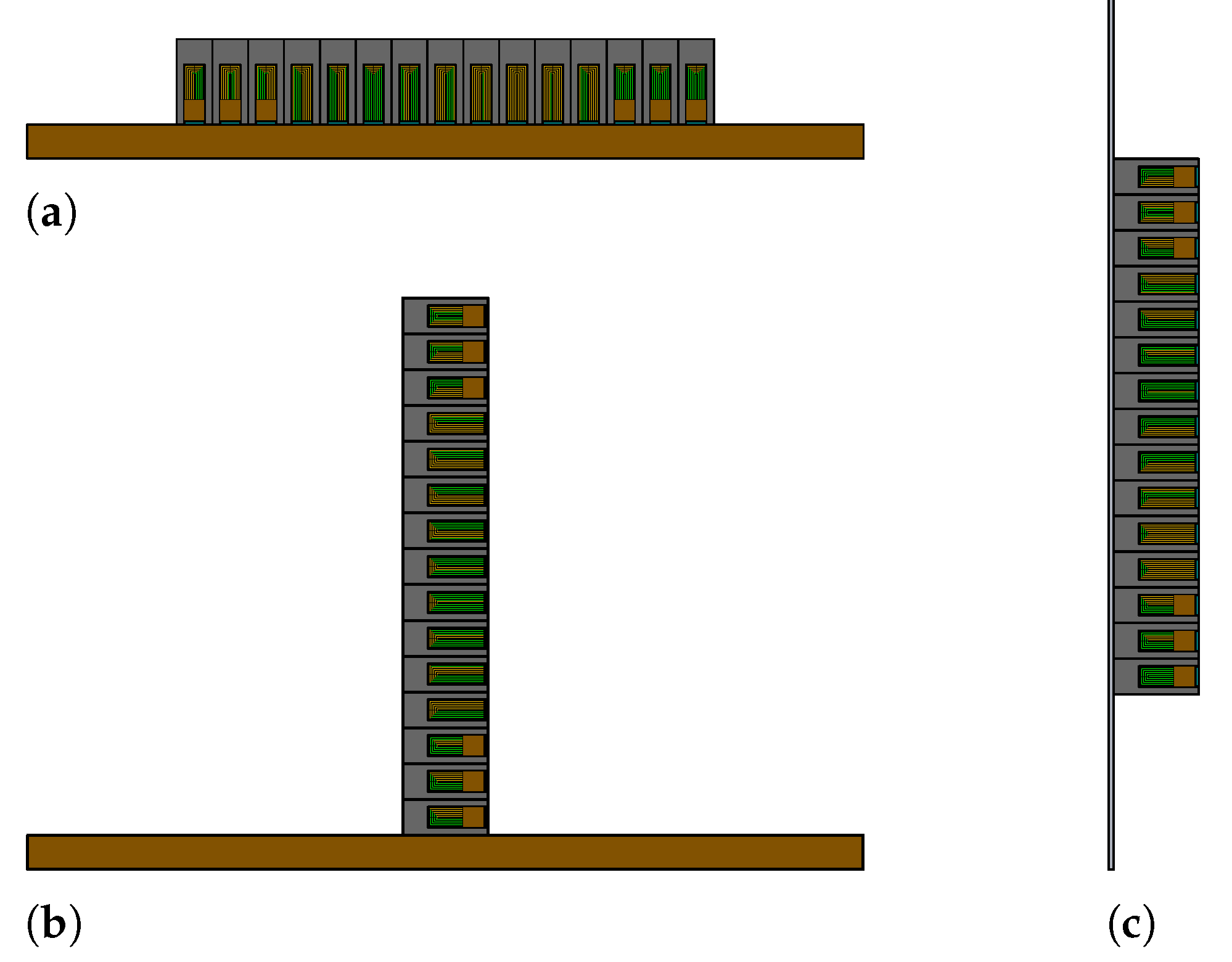
Two different linear machines have been used to validate the thermal analysis tool: a linear induction machine, and a linear switched-flux machine. The idea behind this double validation was to demonstrate the generic nature of the tool. The main parameters of the machines can be found in
Table 7.
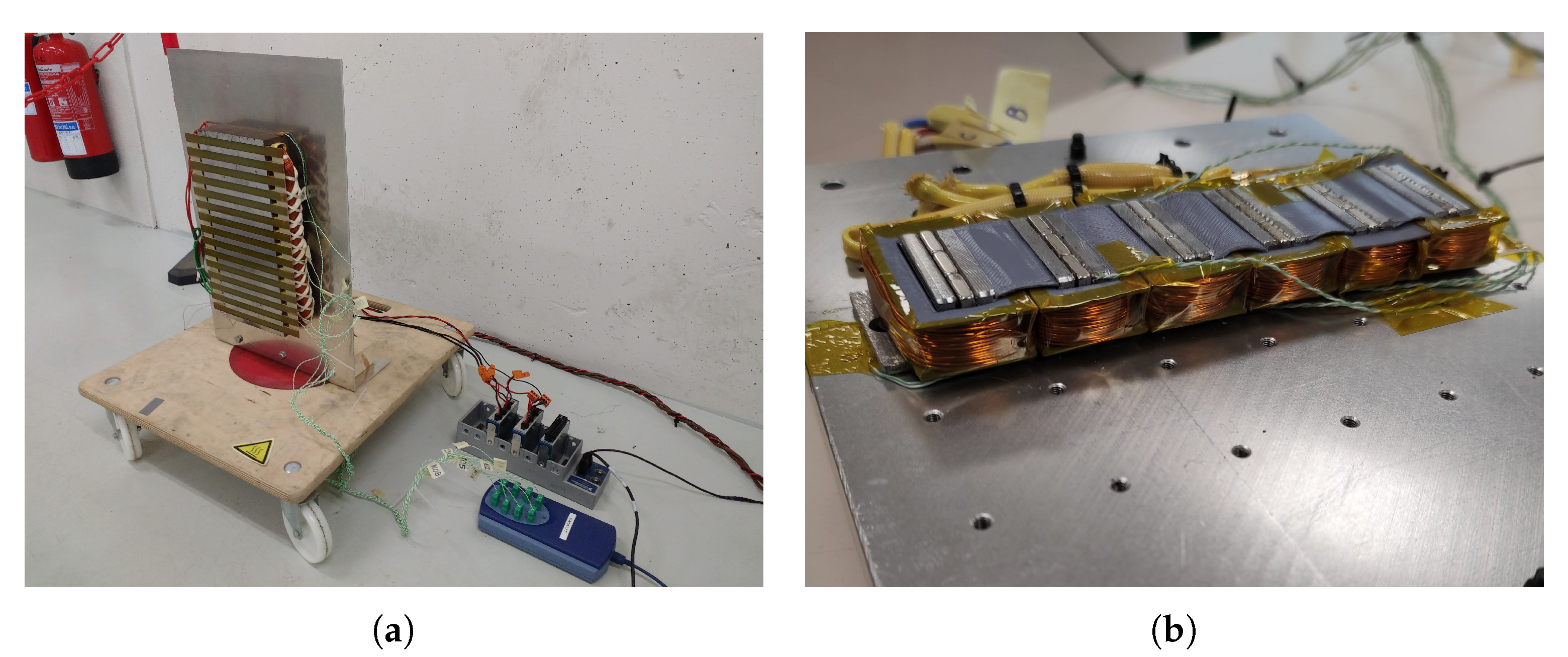
Figure 8 shows the prototypes that were tested. The LIM has a double-layer distributed winding, and 3 slots at each side of the machine are half-filled. On the other hand, the LSFPM has a double-layer concentrated winding. The width of the edge slots is half of that of the rest of slots. The end slots are opened, so there are no teeth at the ends of the machine.
The validation of the thermal model was done via DC thermal tests. In these tests, the machine was supplied with a constant DC power, with the phase windings connected in series. This way, the magnetic losses and mechanical friction losses were avoided, and the overall heat flow of the machine was controlled directly with a power supply. The main advantage of DC thermal tests is that the only voltage in the phase coils is generated because of the resistance of the armature winding. Thus, if the current and the voltage are measured, the value of the resistance can be calculated with Ohms law,
Then, the resistance can be used to obtain the average temperature of the copper of the machine.
The resistance of the phase windings varies according to
where
is the resistance of the series connected phase windings,
is the temperature coefficient of the copper, 0.00393, and
is the temperature at which
was measured. Assuming that the machine is at ambient temperature at the beginning of the tests,
can be considered to be the same as the ambient temperature. It can be deduced from (
14) that the first step when testing the machines is to measure the initial resistance of the phase windings and the ambient temperature when the machine is cold.
Then, the data from the tests can be used to calculate the temperature of the copper with
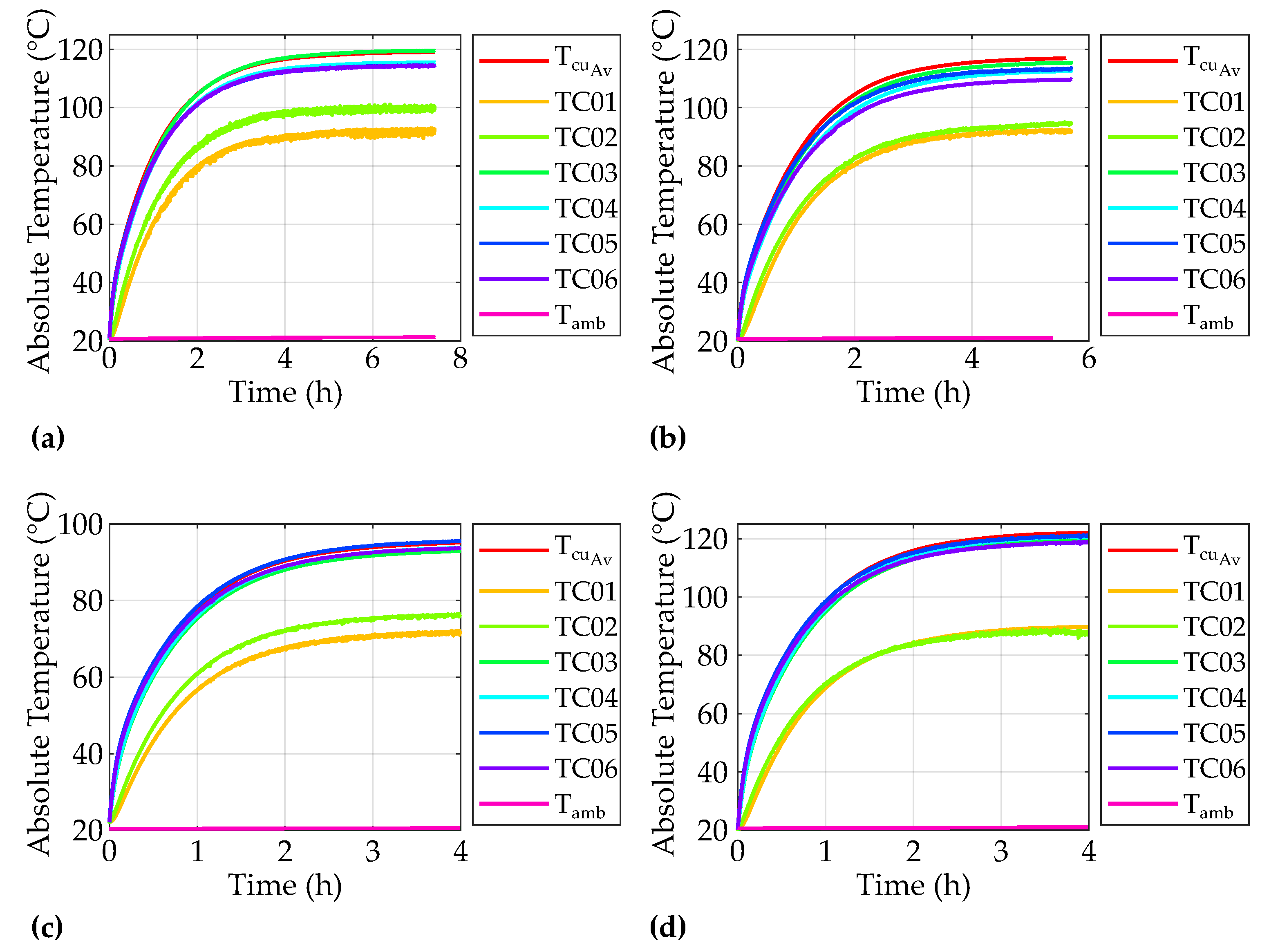
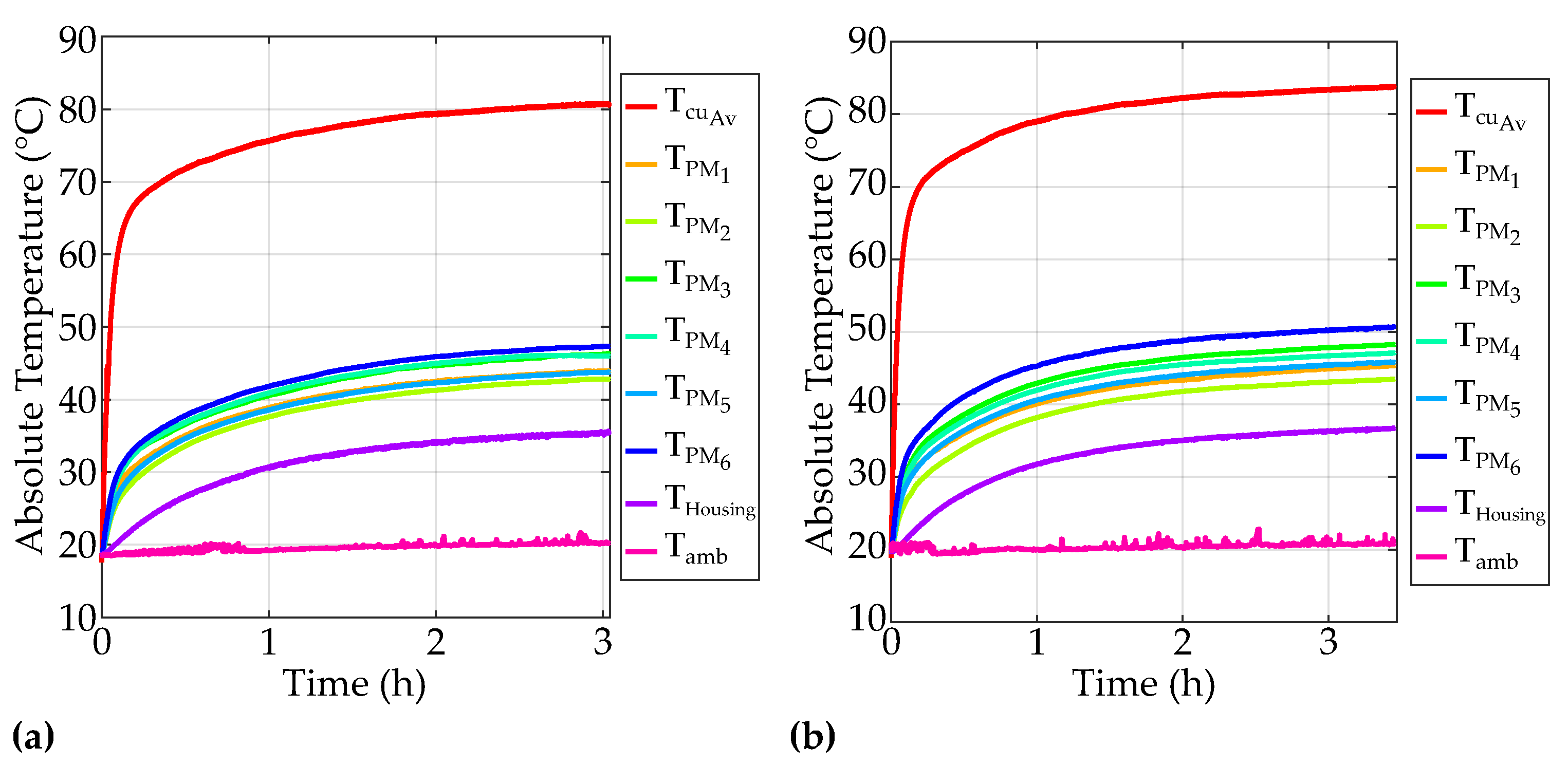
Thermocouples were used in the rest of the points where the temperature was wanted to be known. The placement of the thermocouples in the thermal tests to the LIM and the LSFPM is shown in
Figure 9. And the temperatures of the machines under different conditions are given in
Figure 10 and
Figure 11.
In the case of the LIM, the heat dissipation capability was different depending on the layout. At 135 W, the copper of the machine reached 120 °C in the horizontal test. However, the same heat was dissipated at a lower temperature when the machine was mounted on an aluminium plate. In fact, the heat dissipation capability in the tests was 44.4% higher with the machine mounted in the aluminium frame. In this configuration, 195 W were dissipated with the copper at 120 °C. This is consistent with what was said by Staton et al. in Reference [
15,
16].
The aluminium sheet also helped to reduce the temperature of the core of the machine. According to
assuming that the total slot-to-core thermal resistance
remains equal, the temperature difference
between the coper and the core is higher when there is a higher heat flow
Q through the slot.
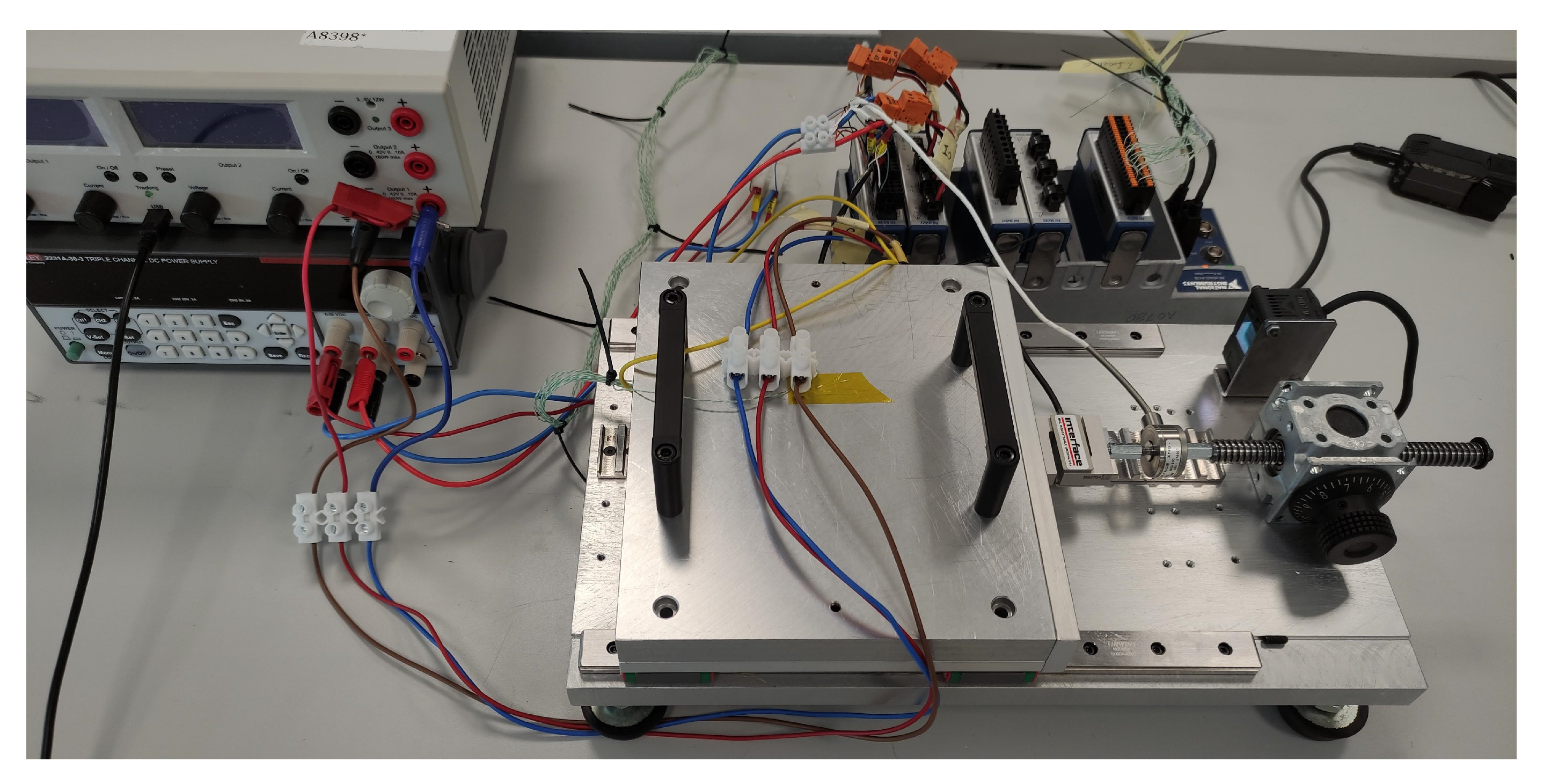
The test platform of the LSFPM can be observed in
Figure 12. The coil holders of this machine were 3D printed with RS PRO’s PLA filament. This material has a vicat softening temperature of 60 °C [
30]. Therefore, the maximal temperature of the copper was kept under 85 °C to ensure the integrity of the machine, and avoid an excessive deformation of the holders.
Two main temperature groups can be observed in
Figure 10 and
Figure 11. In order to compare the test results to the model, the temperatures of those groups, copper and core/magnets, have been averaged.
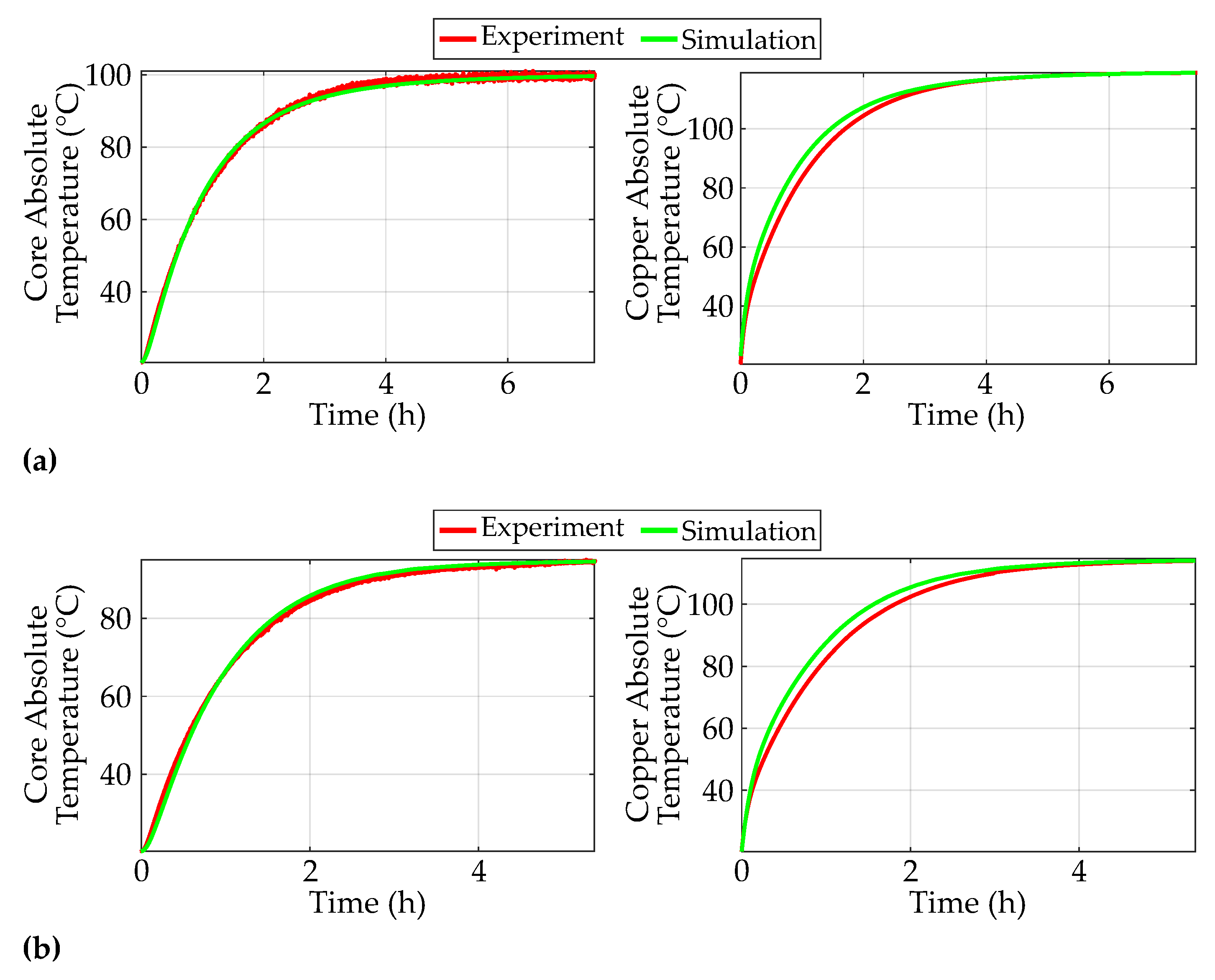
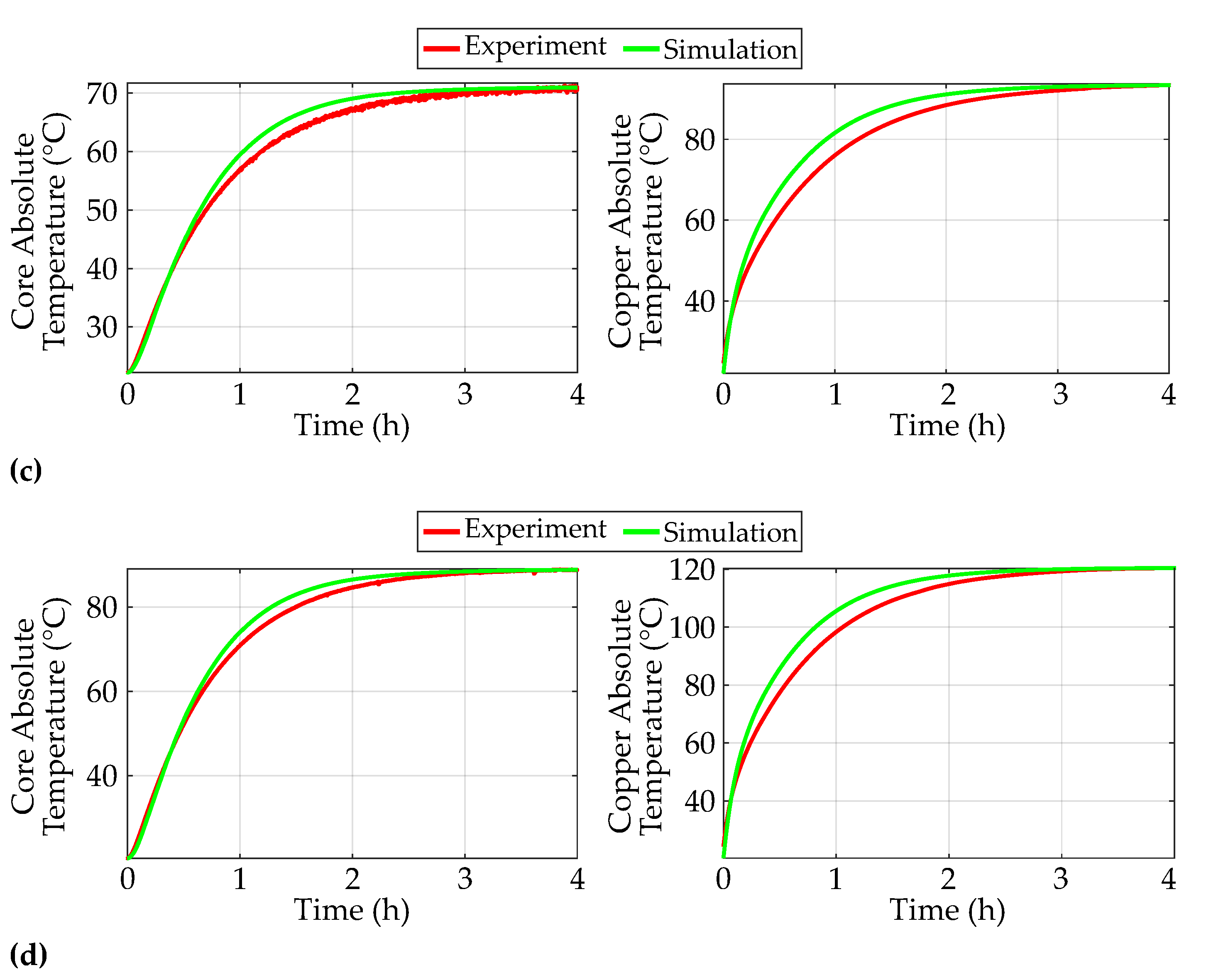
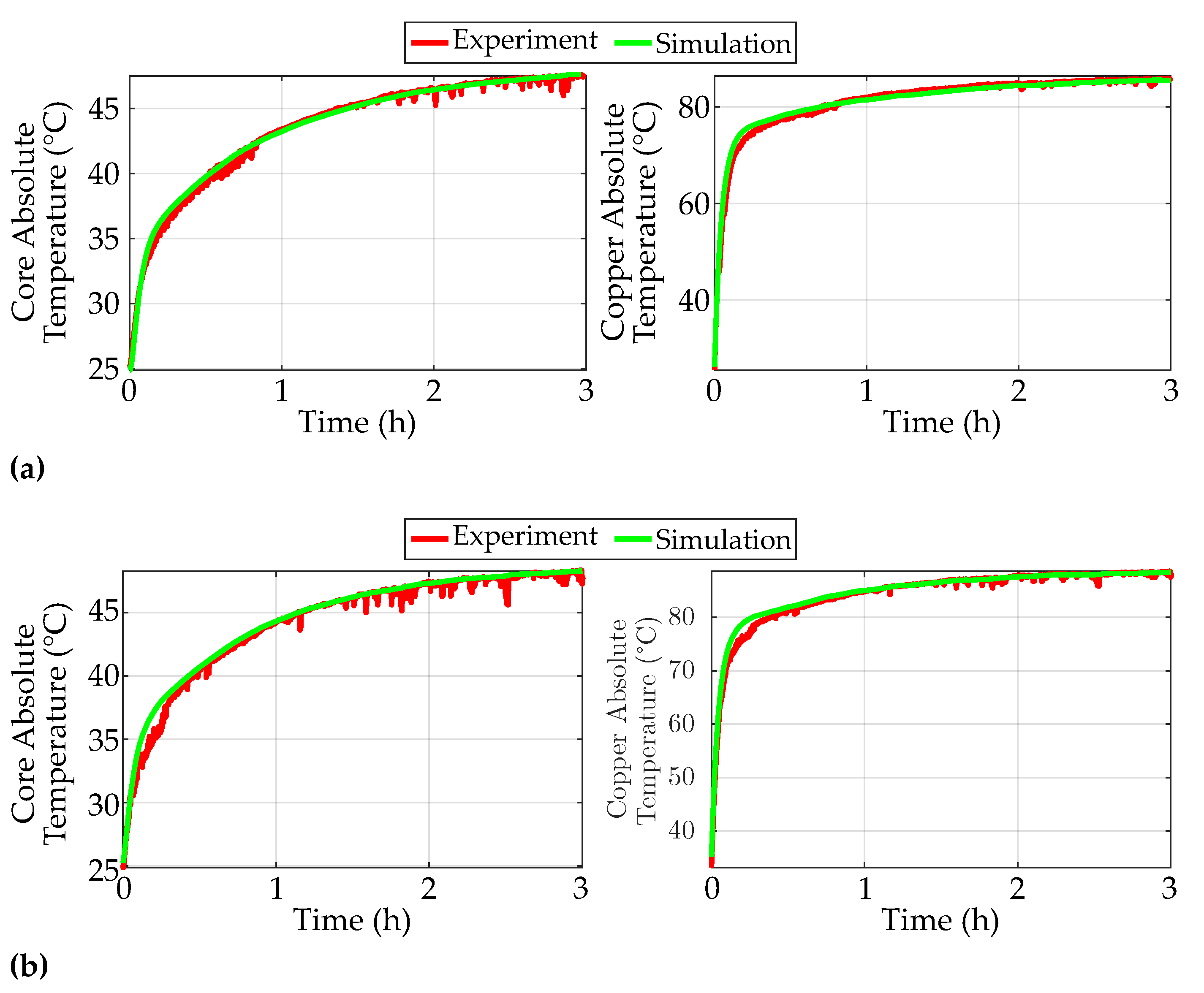
The model of each machine was calibrated by adjusting the impregnation quality and the convective heat transfer coefficients. The results of the calibrated models are compared to the results of the tests in
Figure 13 and
Figure 14.
5. Discussion
It is clear from
Figure 13 and
Figure 14 that the thermal model that is described in this article is able to predict the thermal performance of different types of linear machines precisely. The model can also predict the thermal performance of the machines in different layouts.
Although the model calculates the values of the thermal resistors based on the geometric parameters of the machine, some parameters must be calibrated.
The main calibration parameters are the quality of the impregnation, and the convective resistances of the core and the end winding. The value of the impregnation quality has to be coherent with the fabrication process of the machine. Boglietti et al. analyze the parameter sensitivity of the thermal response of some totally-enclosed fan-cooled induction machines in Reference [
4]. For the impregnation goodness factor, the authors report values between 0.4 and 0.5 in machines where the impregnation process is not optimized. Thus, this value is a good starting point when there is no previous reference about the impregnation quality of the employed process. If more advanced techniques, such as vacuum impregnation, are adopted, the impregnation quality can be enhanced up to a value of 1 [
15].
When calibrating the model, the impregnation quality is used to define the difference between the average temperatures of the copper and the primary core. However, a higher goodness factor will also increase the temperature of the primary core. Thus, if the temperature of the primary core gets too high, the convective heat transfer of the end windings has to be increased to reduce the heat flow through the core.
The modification of the convective heat transfer coefficients of the core is another calibration alternative. If the temperature of the core is too high, there are two ways to lower its value. The first one is to enhance the convective heat transfer coefficient of the primary core. This will increase the thermal jump from the copper to the core. If the thermal jump gets too high, then the end winding convection must be corrected.
If the resultant correction factors for the convective heat transfer are too high or too low, the impregnation quality should be reviewed. As a reference, Boglietti et al. [
4] apply correction factors in a range of 0.87 to 1.35 to the convective heat transfer of the models of five different induction motors.
There is no such thing as a generic mechanical system. The mechanisms are specific to each machine and its application. Therefore, the model cannot predict the influence of the external structure of the machine. In this case, the increased heat-flow due to the aluminium plate of the LIM and the mechanical system of the LSFPM are modeled as a reduced convective thermal resistance in the surface of the yoke.
6. Conclusions
In this article, a generic thermal analysis tool was developed for linear machines in MATLAB Simulink. The model is based on simple shapes and a layered winding model to allow an easy calculation of the thermal resistance and capacitance values.
The article delivered the necessary guidelines for an easy implementation of the model in Simulink. Moreover, the calibration procedure and typical values of the calibration parameters were given. Thus, this article should serve as a reference manual for linear machine designers when implementing this kind of tool.
The model was experimentally validated with a linear induction machine and a linear switched flux machine, and the calibration procedure of the model was also explained. The results show that the model is precise for both machines, and in a handful of different scenarios. Therefore, the generic model of this tool was validated.
Simulink has been demonstrated to be a very useful tool when developing this kind of tool. The predefined blocks and the automatic solving make it very easy to implement this model. However, the convective heat transfer and the conductive thermal resistance blocks do not allow adaptive parameters. Therefore, these elements must be modeled as variable thermal resistances.
The influence of the mechanical system is not contemplated by the model. Thus, when designing a new machine, the authors would recommend to build a dummy prototype with an approximated size, and characterize the mechanical system. In this way, an accurate prediction of the thermal performance is ensured from the design stage.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














