Industrial Design of Electric Machines Supported with Knowledge-Based Engineering Systems


Abstract
:1. Introduction
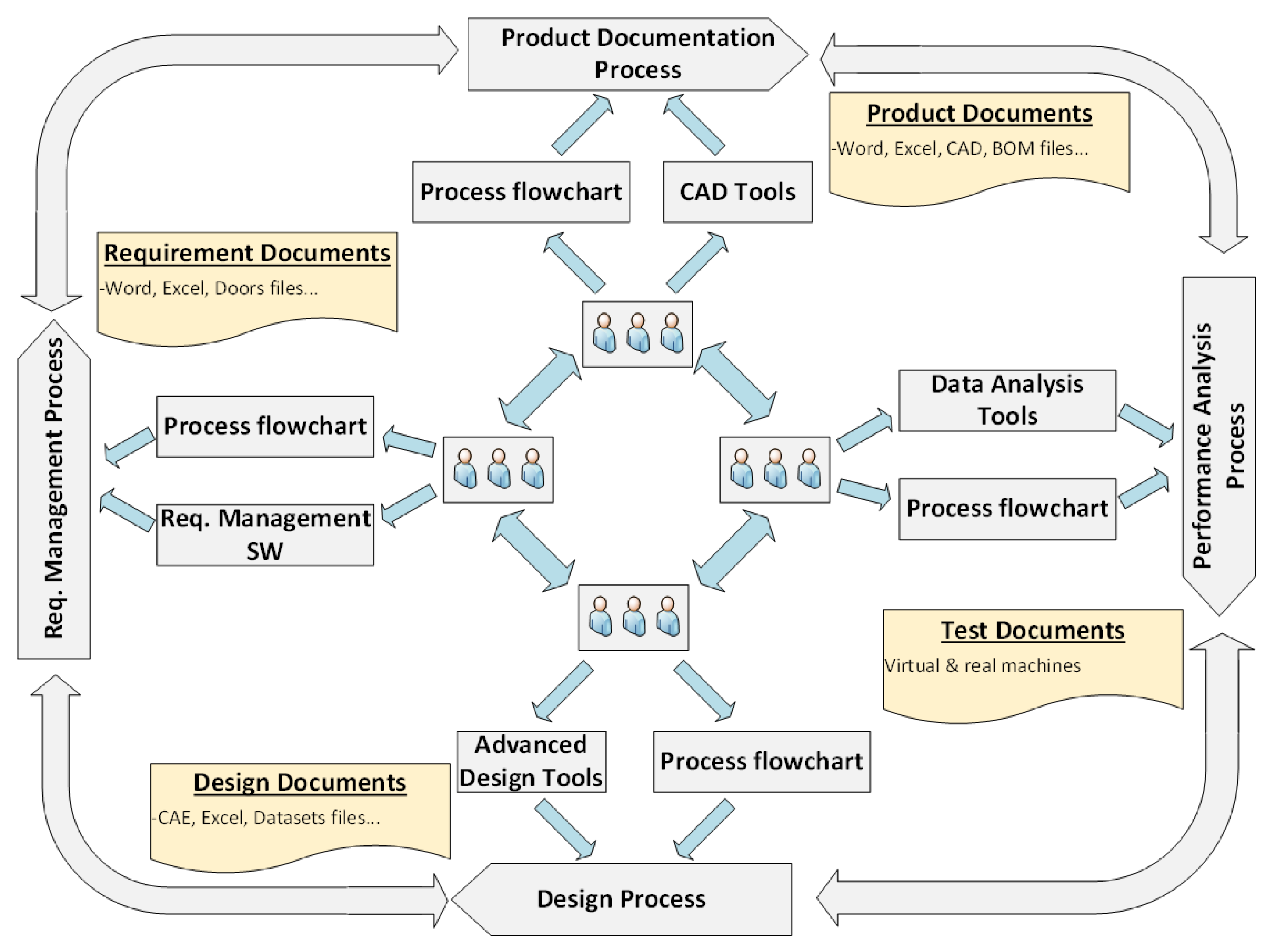
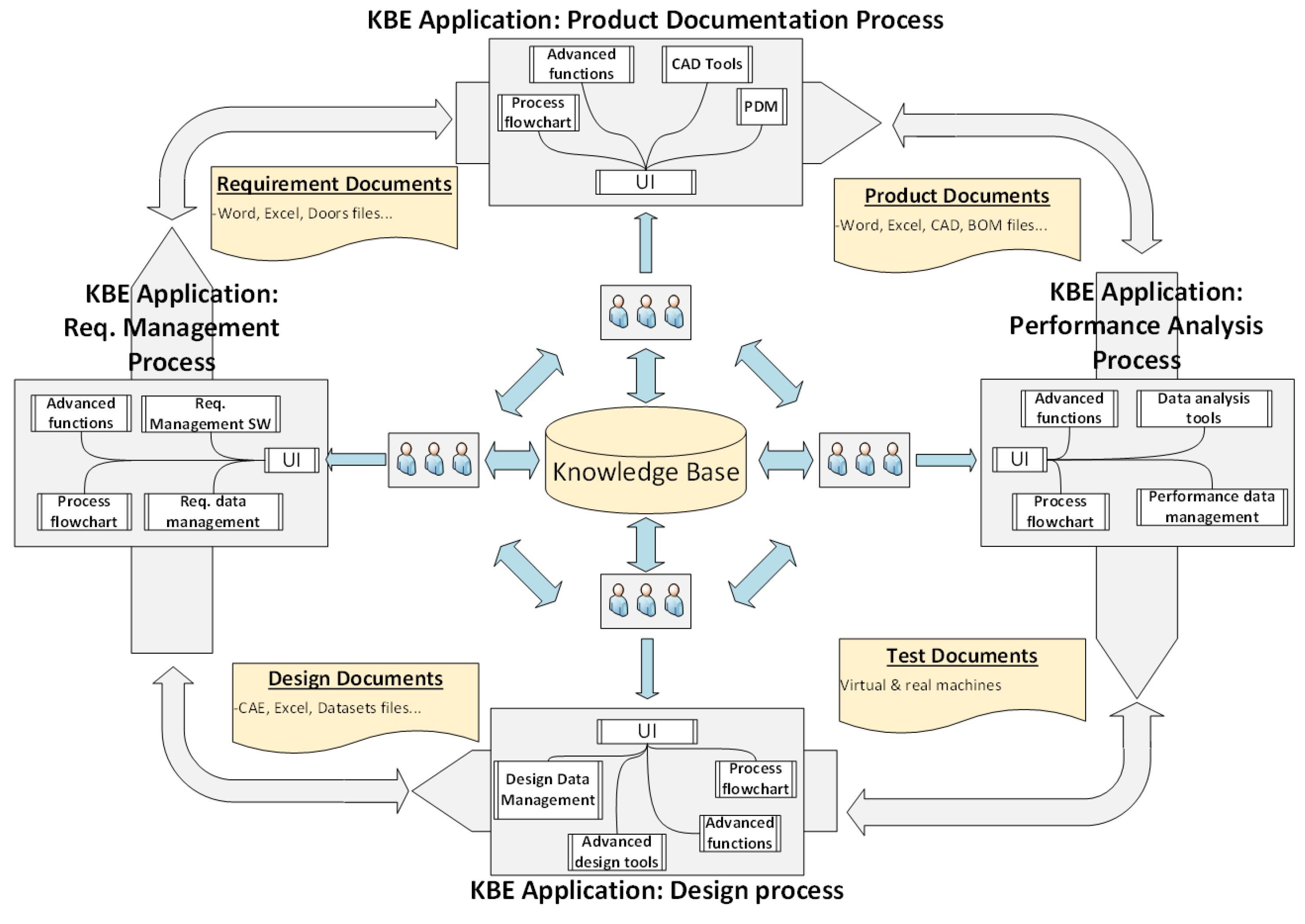
2. Standardization of Processes in the Electric Machine Domain, an Overview
- Requirements document: This document contains all the requirements for a particular electric machine and allows an understanding of what a product should do.
- Design document: This is a technical document where the product definition of the electric machine is justified based on calculations of the different physical phenomena, applying sizing rules, using previous technical solutions for a similar design, using a solution that is standardized in benchmarking, etc. A good design document is essential to identify the reasons for a non-adequate performance during the testing phase or to improve the design in a future continuous improvement program.
- Product definition documentation: This is a list of documents and drawings allowing to define the electrical/mechanical ratings (voltage, current, speed, input/output power levels, etc.) and to manufacture and mount all the pieces of the electric machines. Typically, it includes a bill of materials (BOMs), mechanical drawings, electric diagrams of windings, electrical schemas, and extra technical documentation.
- Testing report: This is a technical document that presents the results of tests evaluating the grade of achievements of the performance requirements defined previously in the requirements document. A non-compliant result will derive from a revision of the manufacturing process or a revision of the design, needing to return to the design process. Finally, after some design iterations, if the design cannot fulfill the requirements, a new requirement agreement will be negotiated with the client.
3. Methodology
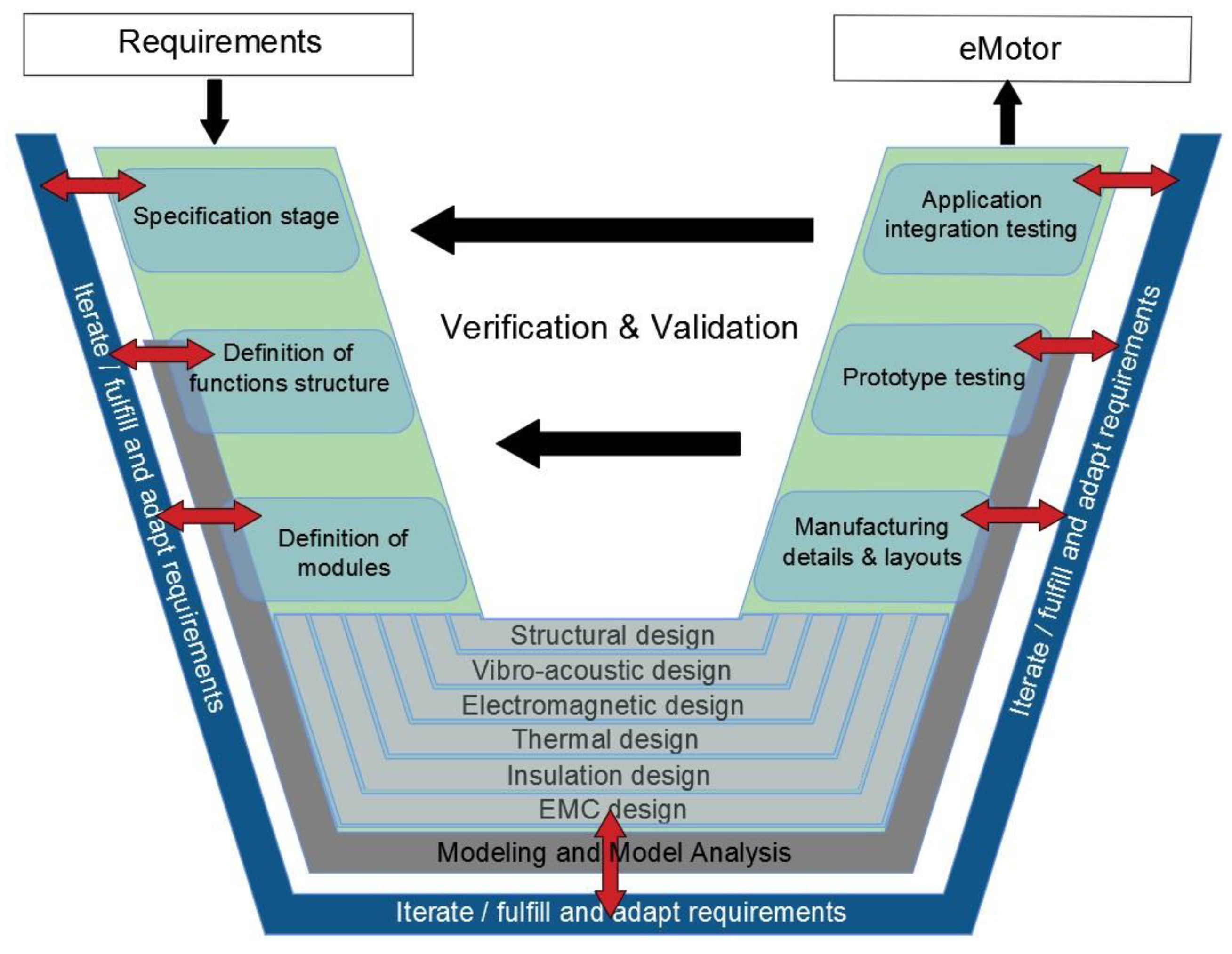
3.1. The Industrial V-Model for the Development of Electric Machines
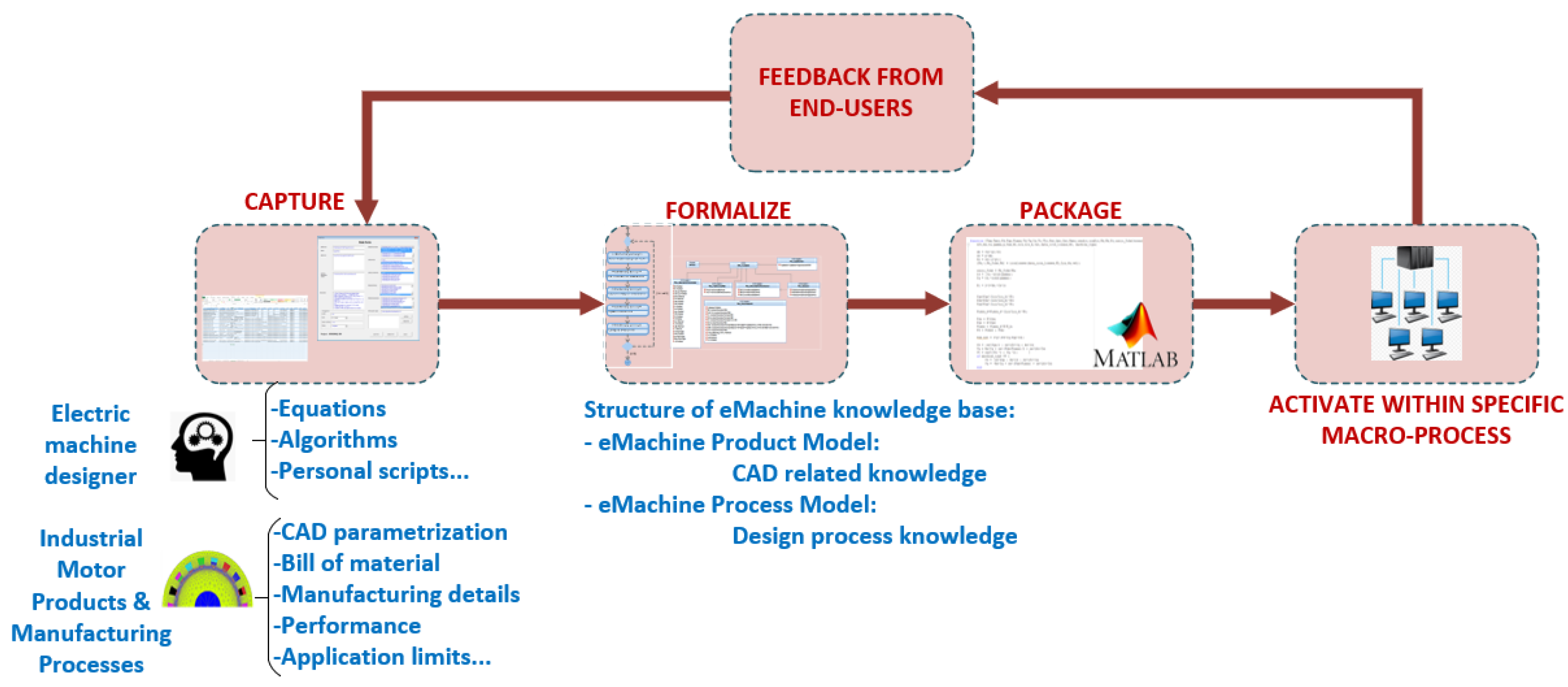
3.2. KBE System Development Process
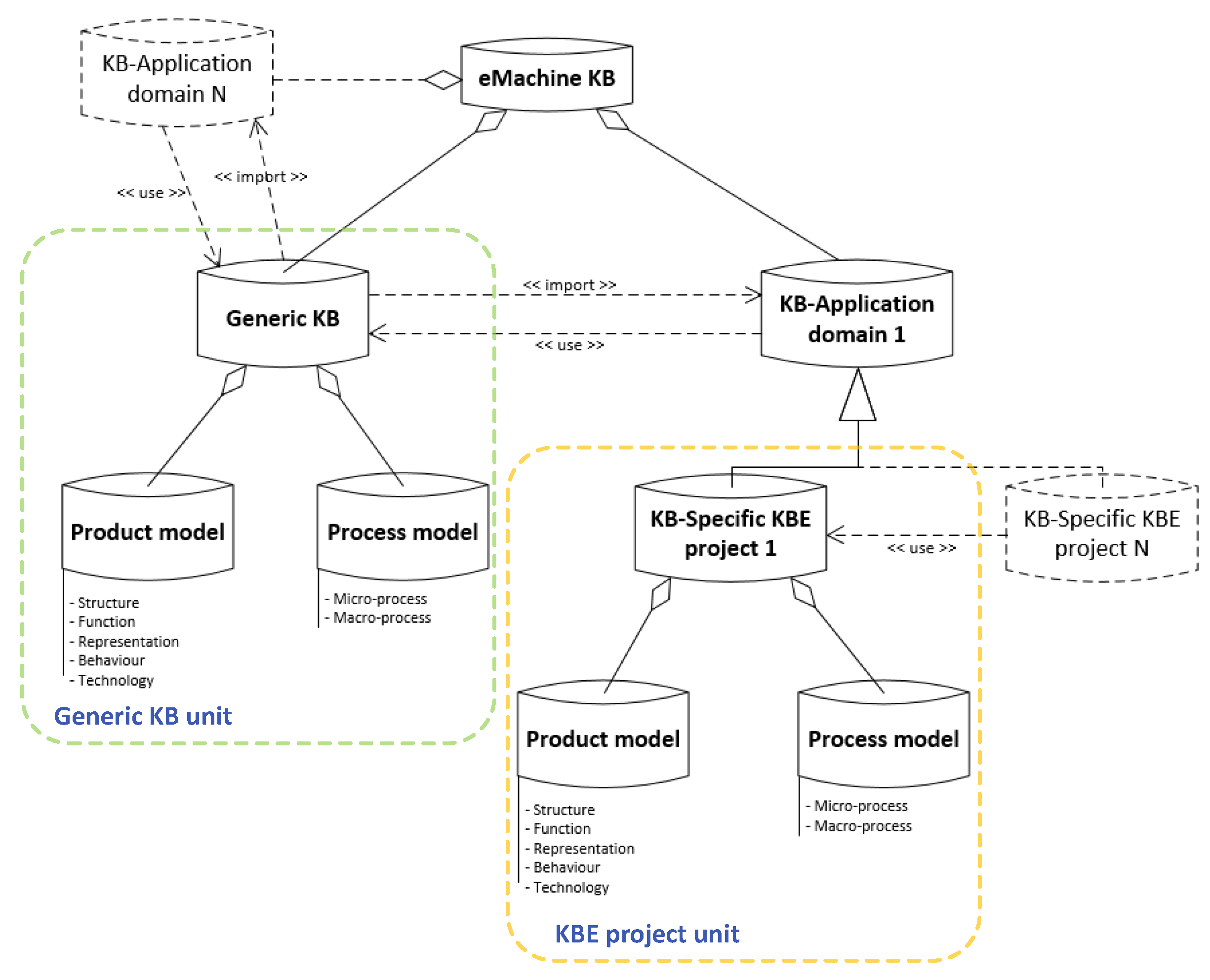
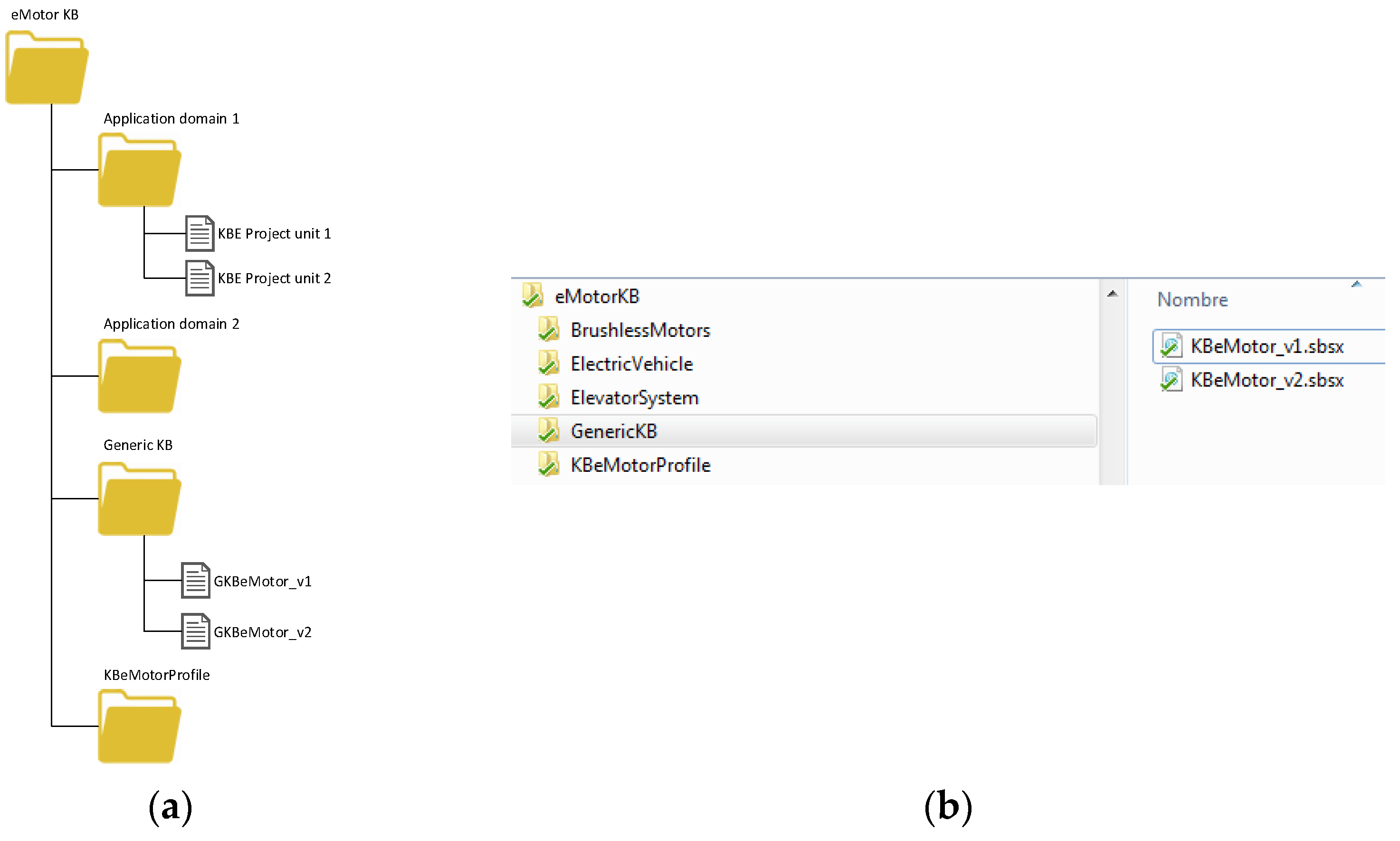
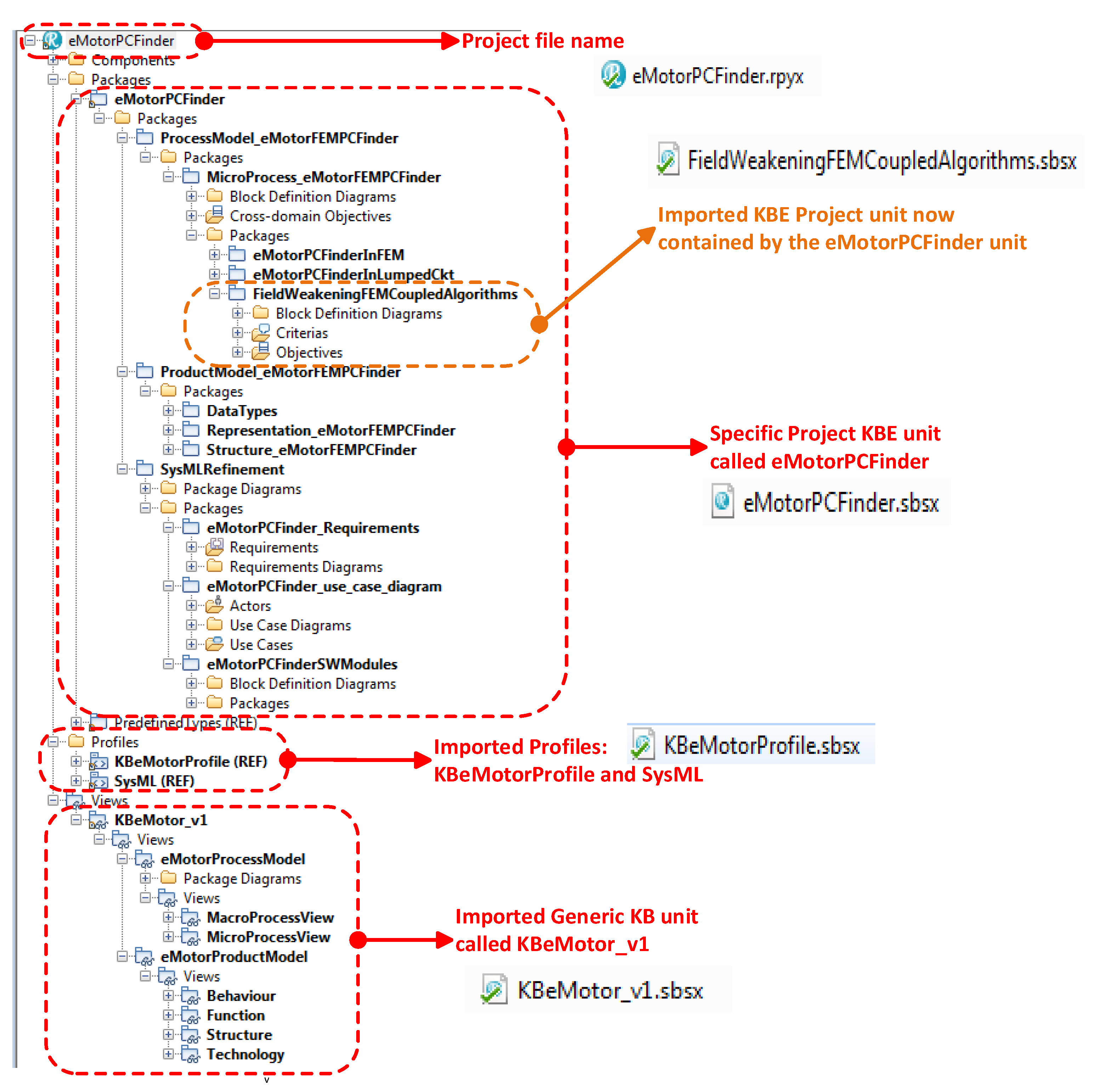
3.3. Knowledge Base Structure and Management
4. Use Case Example: KBE System Implemented for the Elevator Industry Domain
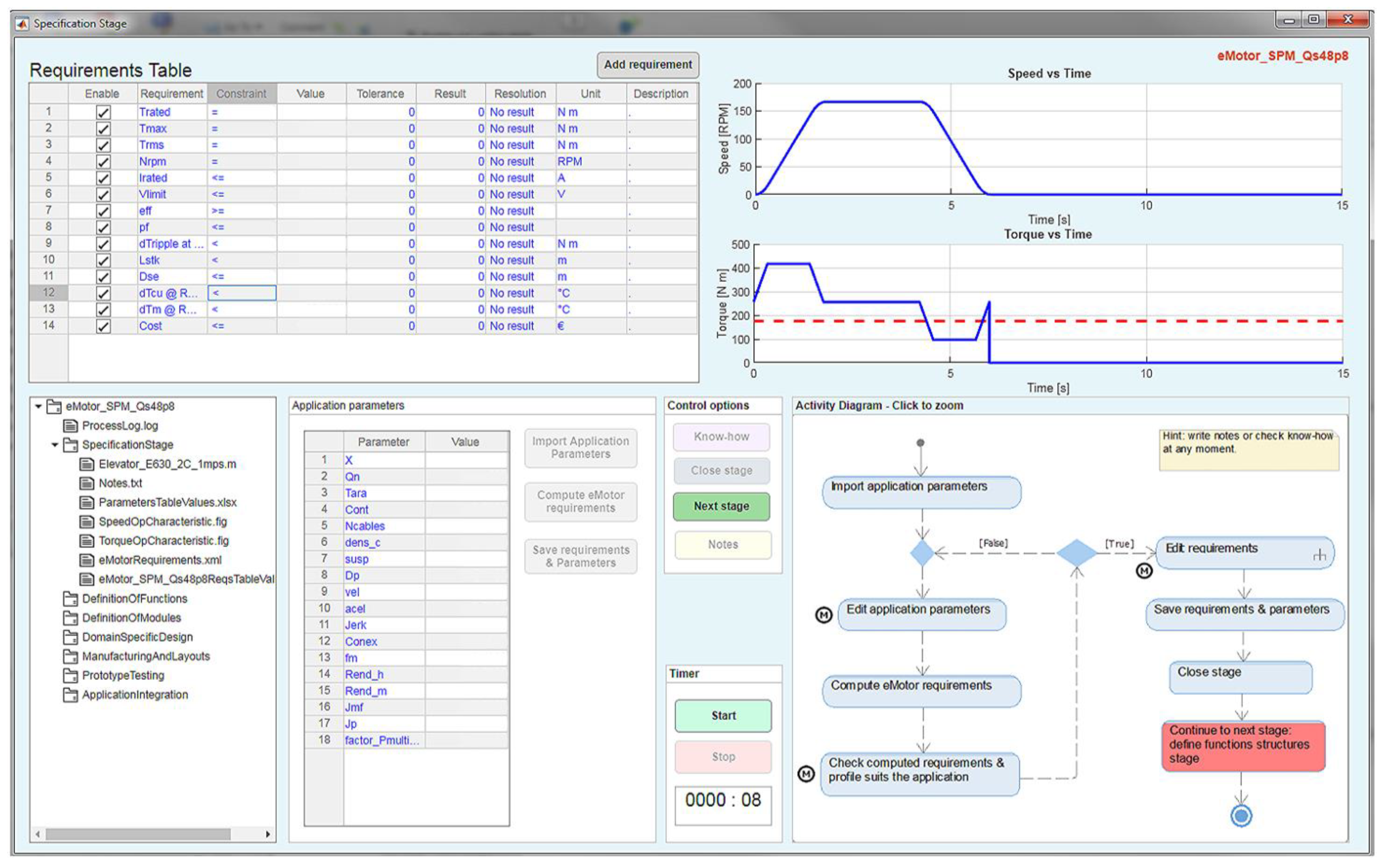
4.1. Specification Stage
4.2. Definition of Functions Structure
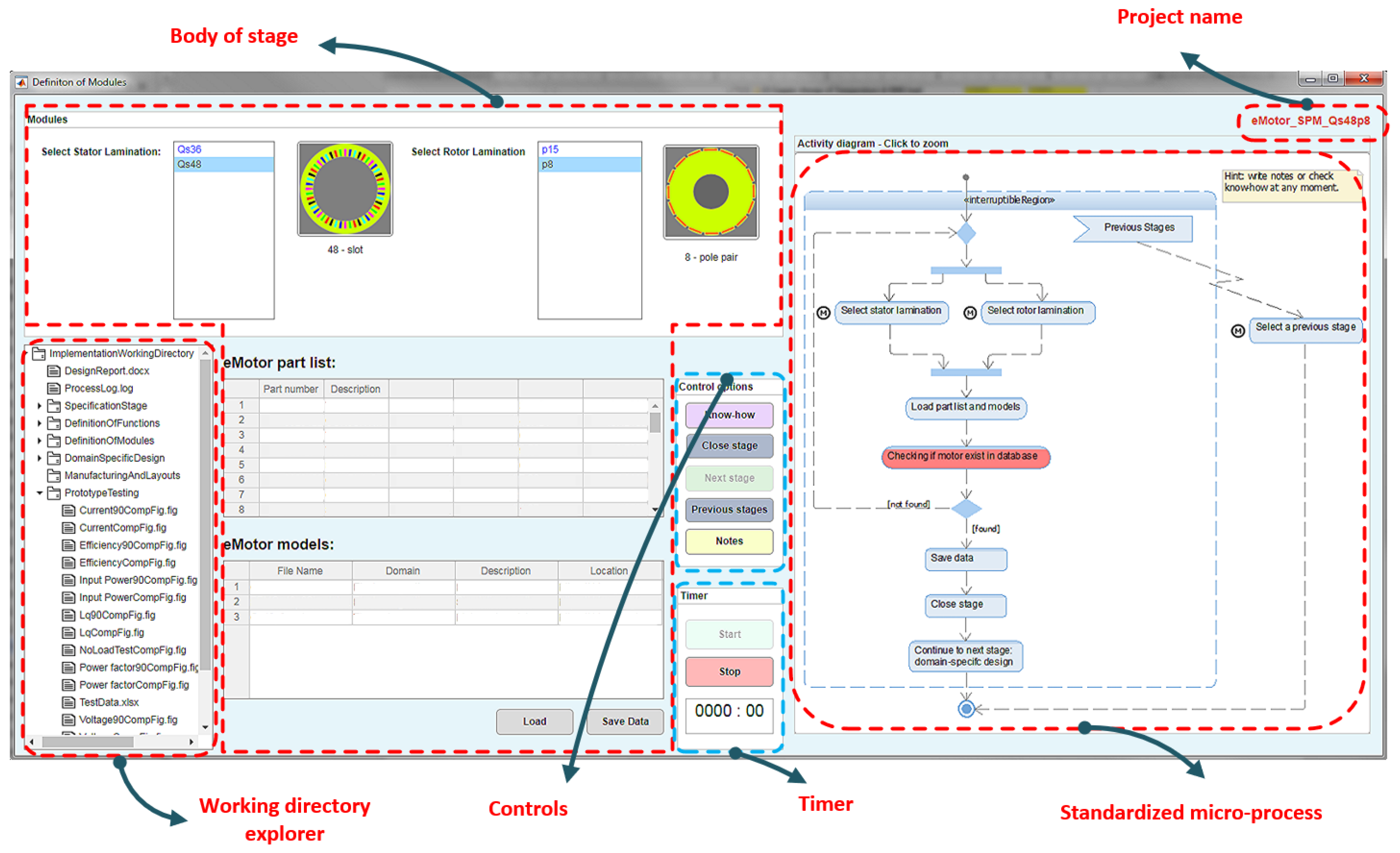
4.3. Definition of Modules
4.4. Domain-Specific Design
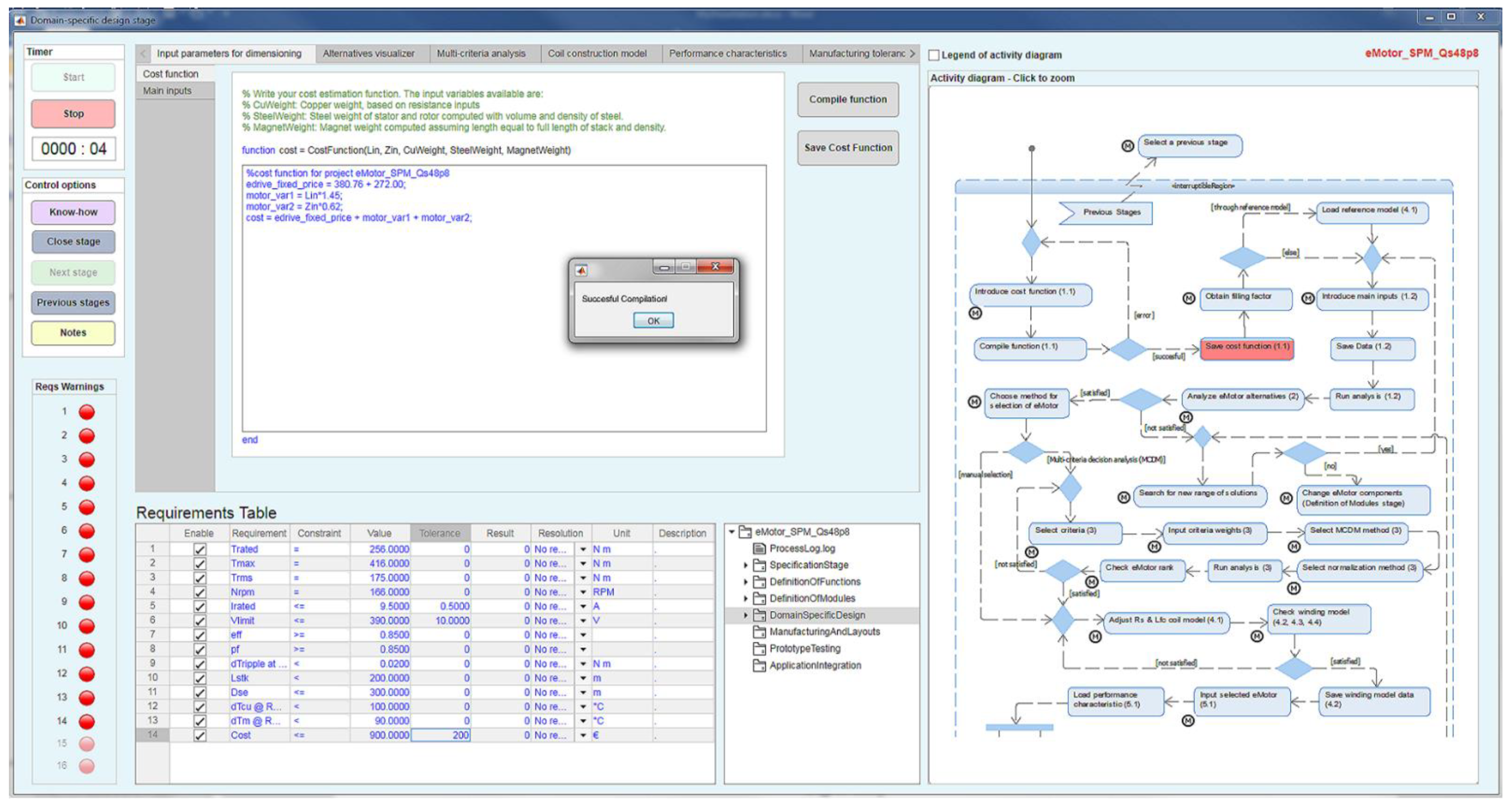
- Cost function and sizing parameters: The tab “input parameters for dimensioning” holds two main features. First, the designer can enter a cost function through MATLAB code, see Figure 14. Inputs of the function are predetermined. During the search of solutions, this function is executed and compared to the cost (requirement) to check its viability. The other feature is in the subtab called “main inputs”, where the referenced values of the motor selected in the previous stage are loaded automatically. The designer can enter the length of stack values he wishes to check, i.e., a sweep of length from a minimum to a maximum value. He also has the ability to change any parameter of the referenced motor model regarding its material properties. After this, the main algorithm is executed, where for each length of stack solution, alternatives satisfying the requirements are searched by adjusting the number of turns per phase.
- 2.
- Winding configuration: The tab name is “coil construction model”. Here the designer can change any configuration of the winding. The values of the referenced motor (data stored in the PDM system) can be loaded. The designer can then change the wires diameter, number of wires in parallel, number of turns per coil, span, layers, and others. The outputs are parameters that will be used to search for solution alternatives. Furthermore, it provides tools to check the star of slots as well as the winding factor spectrum and others.
- 3.
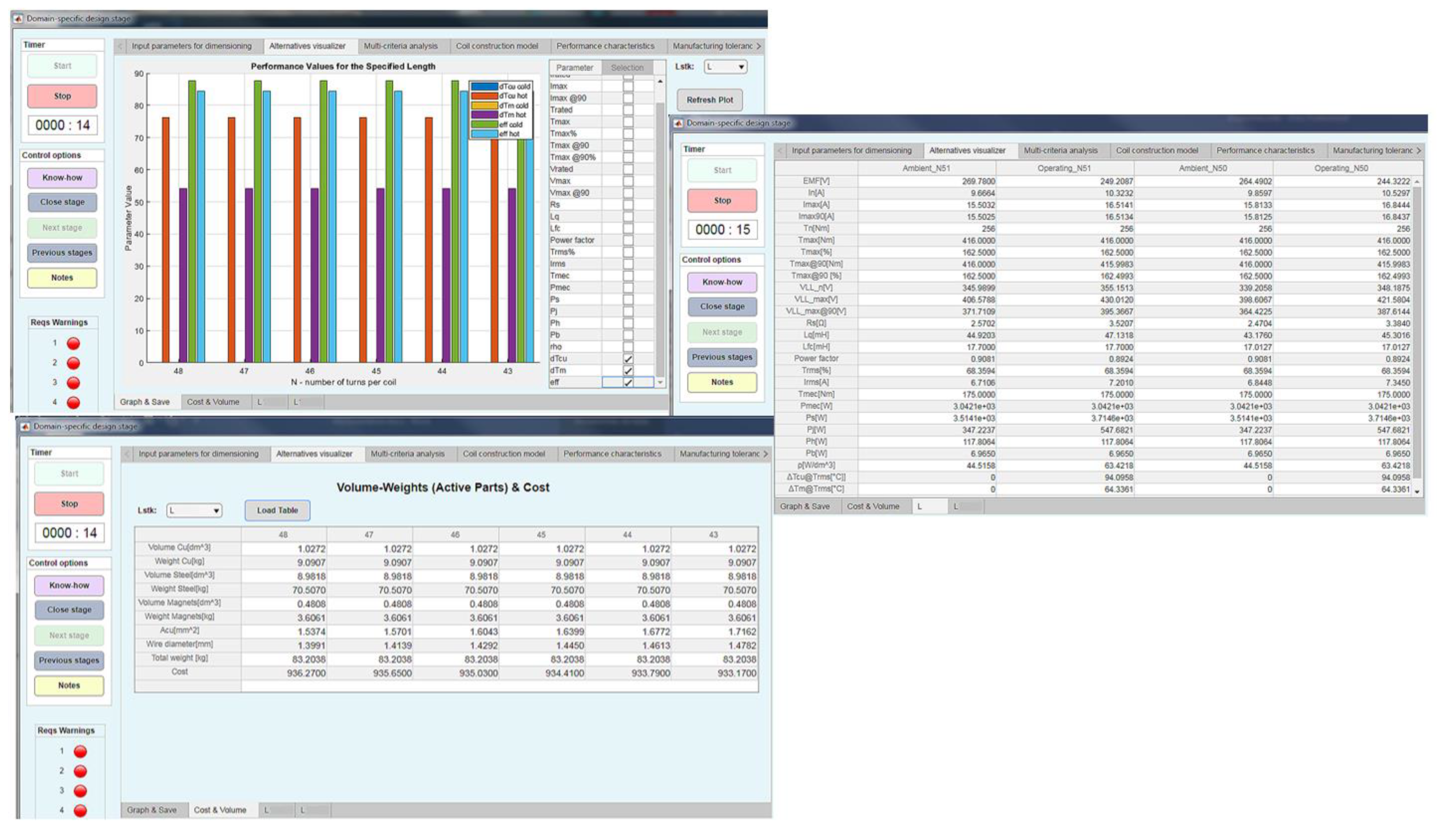
- Solution alternatives visualization: The output of the previous processes are solution alternatives (if it exists for the given requirements). Next, in the tab “alternatives visualizer”, the designer can check the results. The tool provides the capability of graphing any selected parameter as well as table formats. The performance values of each alternative are given in ambient and operating temperature (from the thermal model). Figure 15 shows the tools. For each length of stack, several alternatives can be obtained, one for each number of turns per coil.
- 4.
- Multicriteria analysis: The KBE application provides four multi-criteria decision-making methods (MCDM) to support selecting the best solution alternative. Of course, the designer has the freedom of not using it and selecting it by his/her judgment. The methods are the Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS), Weighted Sum Model (WSM), Weighted Product Model (WPM), and Weighted Aggregated Sum Product Assessment (WASPAS). For references, please see [18,19]. The designer has the option of selecting the criteria (nine available: rated current, maximum current, efficiency, copper temperature, magnet temperature, cost, length, voltage, mass) and inputs their weights according to his judgment. The performance scores are computed based on the weights and the method selected. The output is a list sorted in descendent order.
- 5.
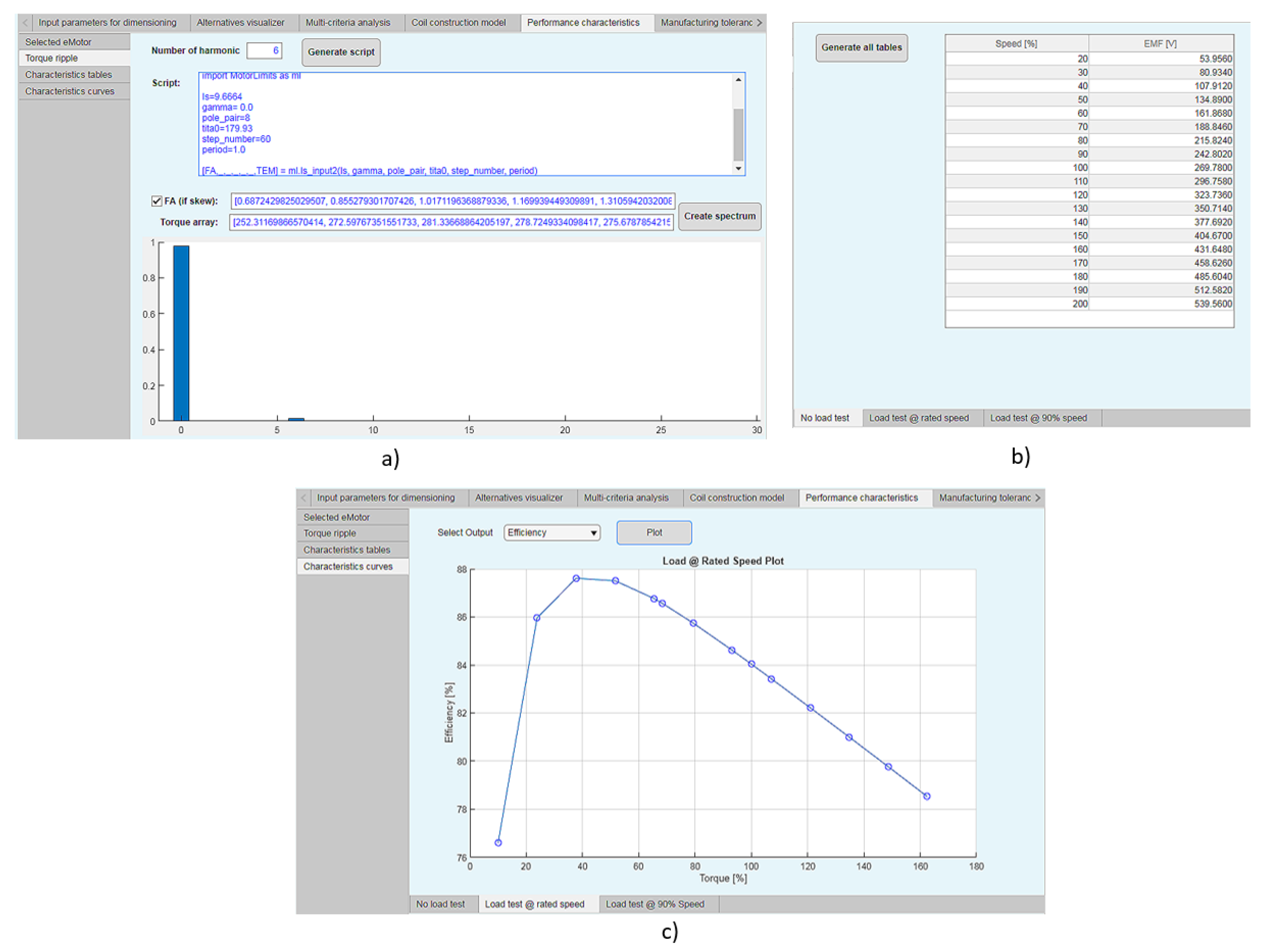
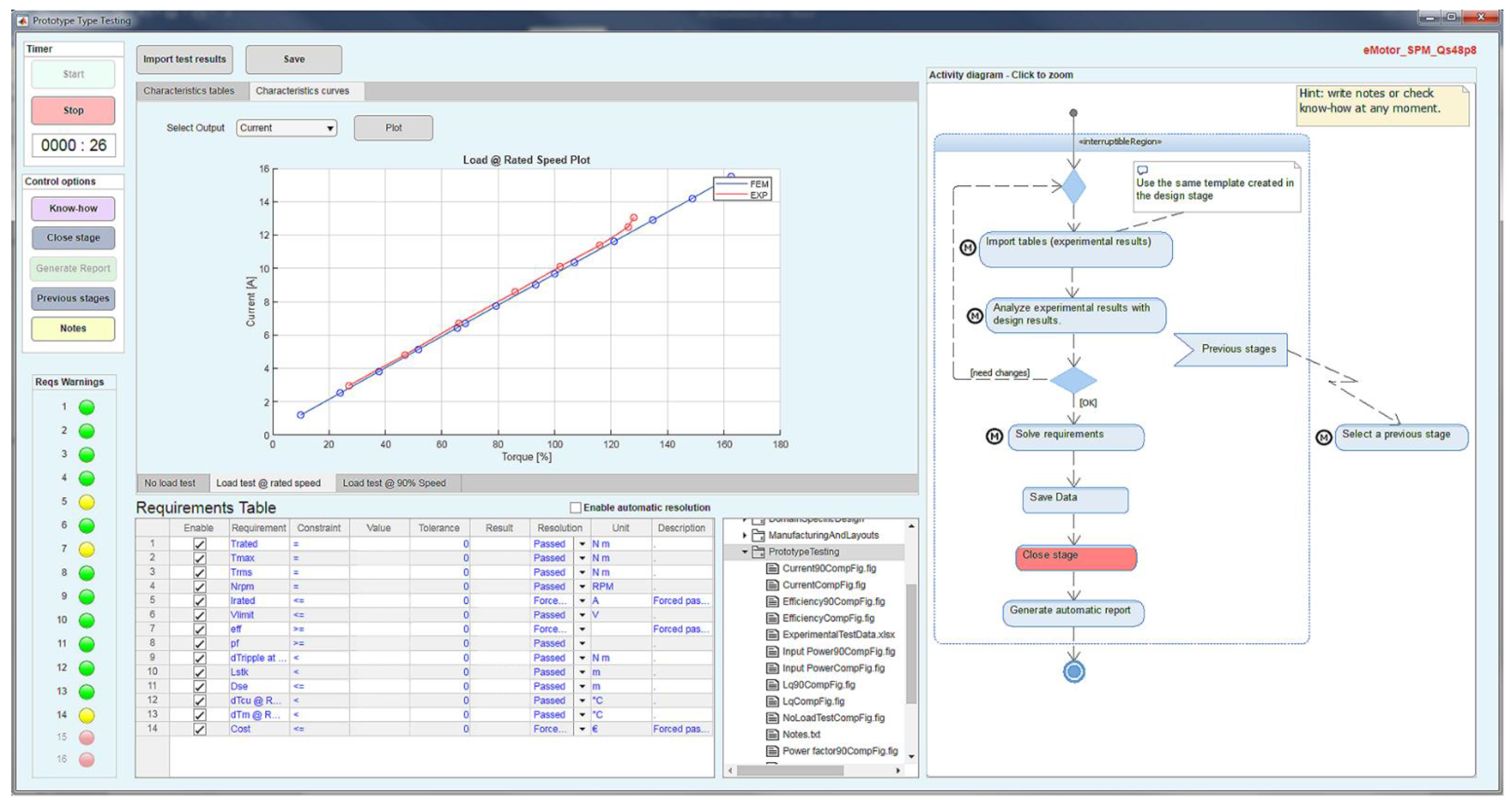
- Performance characteristics: The characteristics curves of the chosen motor solution are computed. The data is available in both formats, curves and tables. These characteristics are later compared with the curves of the prototype testing stage. Figure 16 shows some of these features. Once the motor solution is selected, the requirement results column (Figure 14) is filled out automatically with the performance values. Based on the results, the resolution column is also filled out automatically. This column states if the requirement passed or failed. It also shows the warning lamps that turn green on the left if the requirement is satisfied or red if it is not. However, a forced passed option available in the resolution column allows the designer to pass the requirement even if it does not satisfy the requirement value, turning the lamp yellow if this case is selected. Examples are illustrated later in the prototype testing user interface (where the data values were intentionally omitted). The designer cannot modify the requirement values in this phase. He must return to the specification stage to do so.
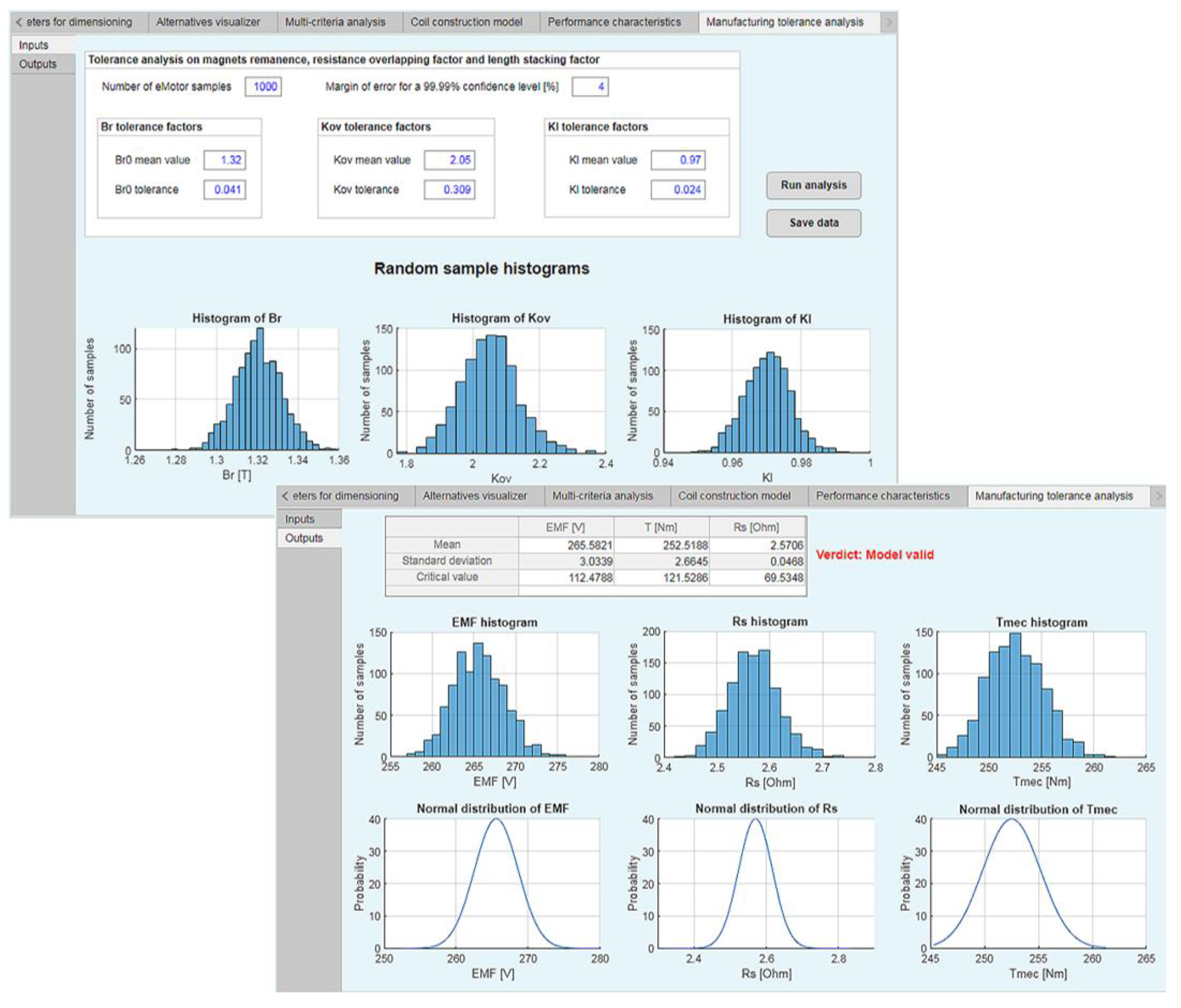
- 6.
- Manufacturing tolerance analysis: The last step of the design phase is to check the manufacturing tolerance based on three design variables, magnet remanence (Br), stacking factor (Kl), and overlapping factor (Kov). The selection of these variables is a consequence of Gomez’s sensitivity analysis in [20]. In summary, it analyzes statistical distributions of the machine performance considering serial-production tolerance variations, therefore obtaining critical values that support the designer on the decision whether the design is valid or not. The designer enters the number of samples units, and the margin of error for a 99.99% confidence level. In addition, the mean values of each design parameter and the tolerance for each parameter are entered. After this, the analysis can be executed and the data saved. Figure 17 shows the user interfaces of this part of the KBE application. If the critical value is greater than 3.62, the design model can be affirmed as valid. On the other hand, if the critical value is below 3.62, the defective machines should be obtained through the standard normal distribution probabilities.
4.5. Manufacturing Details and Layouts
4.6. Prototype Testing
5. Results and Discussion
5.1. Process Traceability
5.2. Accessibility to Knowledge
5.3. Automation of Tasks
- Intelligent algorithms as an outcome from the knowledge provided by the experts that automate complex tasks such as the search for electric motor solution alternatives based on the given data (requirements, parameters, modules, etc.).
- Automatic requirements verification and filling of forms.
- Automatic presentation of results.
- Automatic simulations and file generation.
- Automatic cost analysis.
- Automatic comparison of results (design and experimental).
- Automatic final design report in MS Word format.
5.4. Intelligent Support to the Designer
- Intelligent search for solutions alternatives.
- Animated guideline.
- Multi-criteria decision making (MCDM) methods for the best alternative based on the designer’s criteria.
- Visualization of results (curves, tables, etc.).
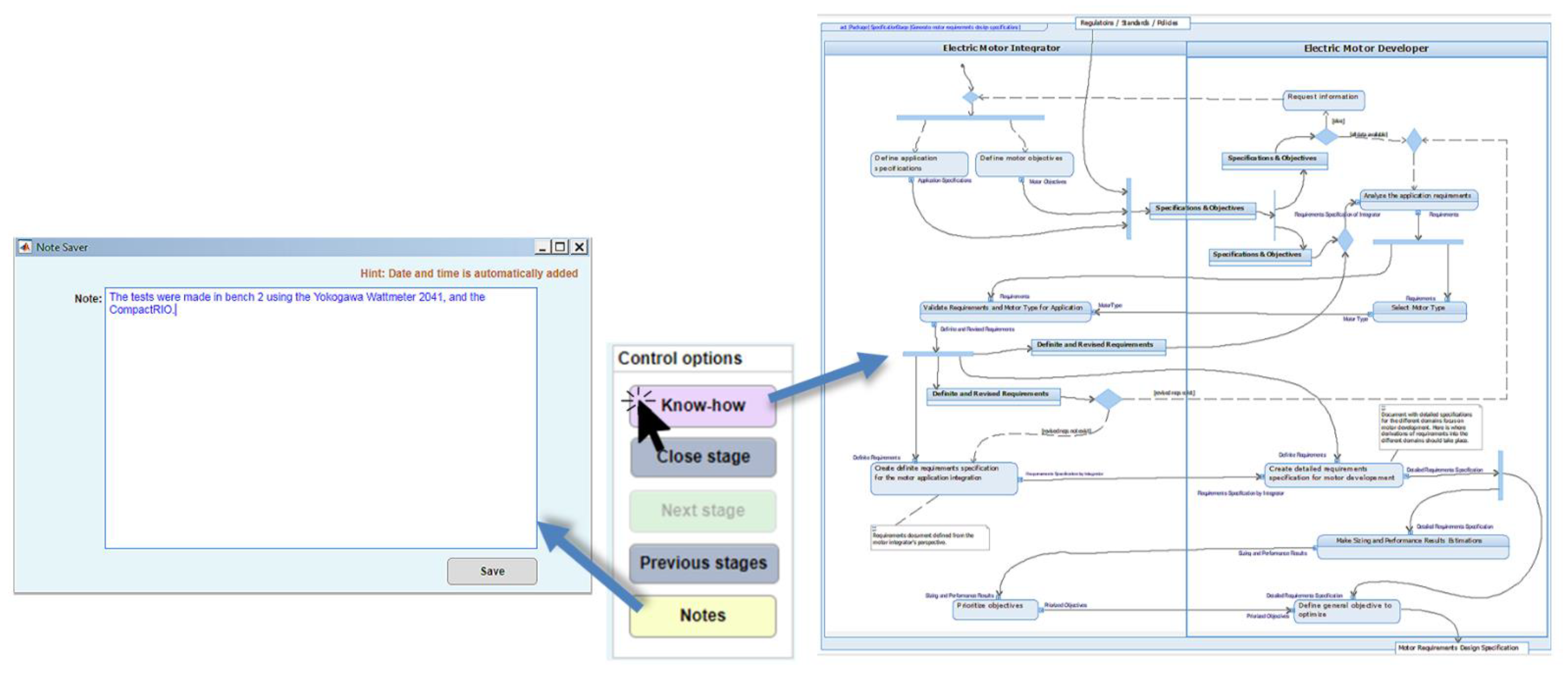
- Creation of notes
- Manufacturing tolerance analysis tools in the design phase.
- Hints of design, warnings of requirements, as well as for variables out of range.
5.5. Working Time Consumption Comparison with and without the KBE Application
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Landy, C.F.; Kaplan, R.; Lun, V. An Expert System for the Design of 3-phase squirrel cage Induction Motors. In Proceedings of the Third International Conference on Electrical Machines and Drives (Conf. Publ. No.282), London, UK, 16–18 November 1987; pp. 127–131. [Google Scholar]
- Poon, H.L. A knowledge-based condition monitoring system for electrical machines. Comput. Ind. 1991, 16, 159–167. [Google Scholar] [CrossRef]
- Cross, G.; Blakley, J.J.; Shui, F. An Expert System for the Integrated Design and Test Result Diagnosis of Industrial DC Motors. In Proceedings of the International Conference on Electrical Machines, Manchester, UK, 15–17 September 1992; Volume 2, p. 460. [Google Scholar]
- Laugis, J.; Vodovozov, V. Expert System for Electric Drive Design. In Proceedings of the 13th International Power Electronics and Motion Control Conference, Poznan, Poland, 1–3 September 2008; pp. 1017–1019. [Google Scholar]
- Zhou, C.; Gao, L.; Liu, Z. Design and Realize the Electromotor Choice Expert System of Sewing Machine Based on UML. In Proceedings of the 9th International Conference on Electronic Measurement & Instruments, Beijing, China, 16–19 August 2009; pp. 1069–1073. [Google Scholar]
- Wei, X.; Qiong, Z.; Cheng, T. Design synthesis of permanent magnet synchronous motor based on expert system. In Proceedings of the 2010 IEEE International Conference on Intelligent Computing and Intelligent Systems, Xiamen, China, 29–31 October 2010; pp. 91–94. [Google Scholar] [CrossRef]
- Favi, C.; Germani, M.; Marconi, M.; Mengoni, M. Innovative software platform for eco-design of efficient electric motors. J. Clean. Prod. 2012, 37, 125–134. [Google Scholar] [CrossRef]
- Karnavas, Y.L.; Chasiotis, I.D. A simple knowledge base software architecture for industrial electrical machine design: Application to electric vehicle’s in-wheel motor. Adv. Intell. Syst. Comput. 2016, 432, 111–122. [Google Scholar] [CrossRef]
- Mayr, A.; Meyer, A.; Gonnheimer, P.; Gramlich, J.; Reiser, M.; Franke, J. Concept for an integrated product and process development of electric drives using a knowledge-based system. In Proceedings of the 2017 7th International Electric Drives Production Conference (EDPC), Würzburg, Germany, 1–7 December 2018. [Google Scholar] [CrossRef]
- Tüchsen, J.; Pop, A.C.; Koch, M.; Schleich, B.; Wartzack, S. Data driven product portfolio analysis of electric motors based on product platforms using knowledge-based systems. In Proceedings of the Design Society: 22nd International Conference on Engineering Design (ICED19), Delft, The Netherlands, 5–8 August 2019; pp. 2537–2546. [Google Scholar] [CrossRef] [Green Version]
- Van Der Velden, C.; Bil, C.; Xu, X. Adaptable methodology for automation application development. Adv. Eng. Inform. 2012, 26, 231–250. [Google Scholar] [CrossRef]
- Rivera, C.A.; Poza, J.; Ugalde, G.; Almandoz, G. A Knowledge Based System architecture to manage and automate the electrical machine design process. In Proceedings of the 2017 IEEE International Workshop of Electronics, Control, Measurement, Signals and their Application to Mechatronics (ECMSM), Donostia-San Sebastian, Spain, 24–26 May 2017. [Google Scholar]
- Rivera, C.A.; Poza, J.; Ugalde, G.; Almandoz, G. A requirement engineering framework for electric motors development. Appl. Sci. 2018, 8, 2391. [Google Scholar] [CrossRef] [Green Version]
- Rivera, C.; Poza, J.; Ugalde, G.; Almandoz, G. Field Weakening Characteristics Computed with FEM-Coupled Algorithms for Brushless AC Motors. Energies 2018, 11, 1288. [Google Scholar] [CrossRef] [Green Version]
- Morgan, J.M.; Liker, J.K. The Toyota Product Development System; Productivity Press: New York, NY, USA, 2008; ISBN 1563272822. [Google Scholar]
- Hirz, M.; Dietrich, W.; Gfrerrer, A.; Lang, J. Integrated Computer-Aided Design in Automotive Development; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 9783642119392. [Google Scholar]
- Stokes, M.; Consortium, M. Managing Engineering Knowledge: MOKA: Methodology for Knowledge Based Engineering Applications; Professional Engineering: London, UK, 2001. [Google Scholar]
- Triantaphyllou, E. Multi-Criteria Decision Making Methods; Pardalos, P.M., Hearn, D., Eds.; Springer: New York, NY, USA, 2000; ISBN 9781441948380. [Google Scholar]
- Velasquez, M.; Hester, P.T. An Analysis of Multi-Criteria Decision Making Methods. Int. J. Oper. Res. 2013, 10, 56–66. [Google Scholar]
- Gomez, I. Design Methodology for Achieving Reliable Permanent Magnet Synchronous Machines. Ph.D. Thesis, Mondragon Unibertsitatea, Guipúzcoa, Spain, 2017. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stages | Without the KBE System | With the KBE System |
|---|---|---|
| Specification stage | 30 min | 9 min |
| Definition of functions structure stage | 30 min | 3 min |
| Definition of modules | 30 min | 2 min |
| Design stage | 240 min | 45 min |
| Manufacturing details and layouts | 30 min | 14 min |
| Prototype testing | 60 min | 26 min |
| Application integration testing | - | - |
| Total time | 7 h 00 min | 1 h 39 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivera, C.A.; Poza, J.; Ugalde, G.; Almandoz, G. Industrial Design of Electric Machines Supported with Knowledge-Based Engineering Systems. Appl. Sci. 2021, 11, 294. https://doi.org/10.3390/app11010294
Rivera CA, Poza J, Ugalde G, Almandoz G. Industrial Design of Electric Machines Supported with Knowledge-Based Engineering Systems. Applied Sciences. 2021; 11(1):294. https://doi.org/10.3390/app11010294
Chicago/Turabian StyleRivera, Christian A., Javier Poza, Gaizka Ugalde, and Gaizka Almandoz. 2021. "Industrial Design of Electric Machines Supported with Knowledge-Based Engineering Systems" Applied Sciences 11, no. 1: 294. https://doi.org/10.3390/app11010294