In China, 53% of coal resources are buried below several kilometers [
1]. The multi-rope friction hoisting system is widely employed in the kilometer-deep coal mine. During hoisting, the hoisting ropes (twisted by strands and steel wires) are subjected to cyclic stretching, torsional and bending loads, which causes a torsion cyclic loading of steel wires with fretting contact [
2]. Besides, the hoisting rope is exposed to alternating environmental media, i.e., air and mine water (PH = 3.0–9.5 [
3]), attributed to the rope running cyclically between underground and the ground surface. Therefore, the combined roles of tension–torsion cyclic loading and environmental media cause the material loss of wire cross-section and the induced wire fracture [
4], which easily causes rope failure and thus significantly affects the hoisting safety. It is clearly seen that the service life of hoisting rope is greatly affected by the wear rate of steel wire, and the wear rate is closely correlated with the dissipation energy. Therefore, in order to estimate the endurance life of hoisting rope, it is important to quantitatively demonstrate the wear rate and dissipation energy during tension–torsion cyclic loading of steel wires with fretting contact in different environmental media.
Many researchers have carried out research on cyclic tensile loading with fretting contact of steel wires. Llavori et al. [
5] explored the effect of crossing angle on the tangential force between steel wires by employing the self-made modular fretting fatigue and fretting wear tribotester and found that there were no non-Coulomb behaviors at low crossing angles. Takeuchi and Waterhouse [
6] explored fretting-corrosion fatigue behaviors of steel wires in air and artificial seawater. They found that fretting in seawater seriously reduces the fatigue life at stresses below the fatigue limit in air; cathodic protection restores the fatigue strength to a value greater than that in air. Wang et al. [
4,
7] analyzed roles of corrosive media and strain ratio on wear and fatigue fracture mechanisms during fretting fatigue. Périer et al. [
8,
9] studied effects of corrosive media (water and NaCl) on fretting fatigue characteristics of steel wires in bridge cable. Cruzado et al. [
10] carried out fretting wear tests of steel wires and predicted the fatigue life of fretted wires. He also found the prediction methodology correctly predicts the life reduction of steel wire with increasing normal contact load. Winkler et al. explored the fretting fatigue behavior of tensioned steel monostrand and quantified the bending stiffness and relative displacement between adjacent layer wires along the length of monostrand [
11]. Wokem et al. proposed that fretting fatigue failure often occurred in the cable bent over sheaves and presented empirical equations of fatigue life of the cable [
12]. Considering the tension–torsion cyclic loading of steel wires with fretting contact, Wang et al. [
3] explored wear mechanisms and crack propagations of steel wires under tension–torsion fretting-fatigue with different tribo-fatigue parameters and corrosive media. According to effects of surface condition, residual stress, material loss at the cross-section, contact pressure, lubricants and additional bending on fretting damage behaviors of steel wires, Liu et al. [
13] studied fretting corrosion wear behaviors of steel wires in the alkaline solution and found tuberous fretting wear debris was beneficial to reduce fretting corrosion wear of steel wires. Nakamura et al. [
14] investigated mechanical properties and remaining strength of corroded bridge wires. He found that the uneven surface roughness of corroded wires decreased the ductility of corroded wires and thought that the fracture of wires was attributed to mixed effects of corrosion, cyclic stresses, high residual stresses, hydrogen and fretting. Smallwood and Waterhouse [
15] explored effects of residual stress patterns on fretting-corrosion-fatigue behaviors of steel wires in seawater and found that the fretting behavior is influenced by residual stresses at points of contact varying around the circumference of the wire. Wang et al. [
16] discussed the effects of fretting wear depth and contact load on stress distributions and crack initiation characteristics on fretting contact surfaces of fretted wires and found that increasing wear depth and contact load induces distinct stress distributions and accelerates crack initiation on fretting surfaces. Urchegui et al. [
17] analyzed effects of contact pressure, relative humidity and lubricants on the fretting wear behavior in thin steel roping wires. Bonneric et al. [
18] dealt with fatigue damage evolution in steel cables used in tires when subjected to cyclic bending loadings and simulated bent cable and its matrix with and without broken wires in order to evaluate the impact of the first breakage on the stress distribution within the cable. Generally speaking, previous efforts mainly focus on failure mechanisms of steel wires during cyclic tensile loading with fretting contact in different environmental media, wear mechanisms and fatigue crack propagations of steel wires during tension–torsion cyclic loading in different environmental media, and effects of surface condition, residual stress, material loss at the cross-section, contact pressure, lubricants and additional bending on fretting damage behaviors of steel wires. However, during tension–torsion cyclic loading of steel wires with fretting contact in distinct environmental media, quantitative demonstrations of wear rate and dissipation energy of steel wires have not been reported yet.
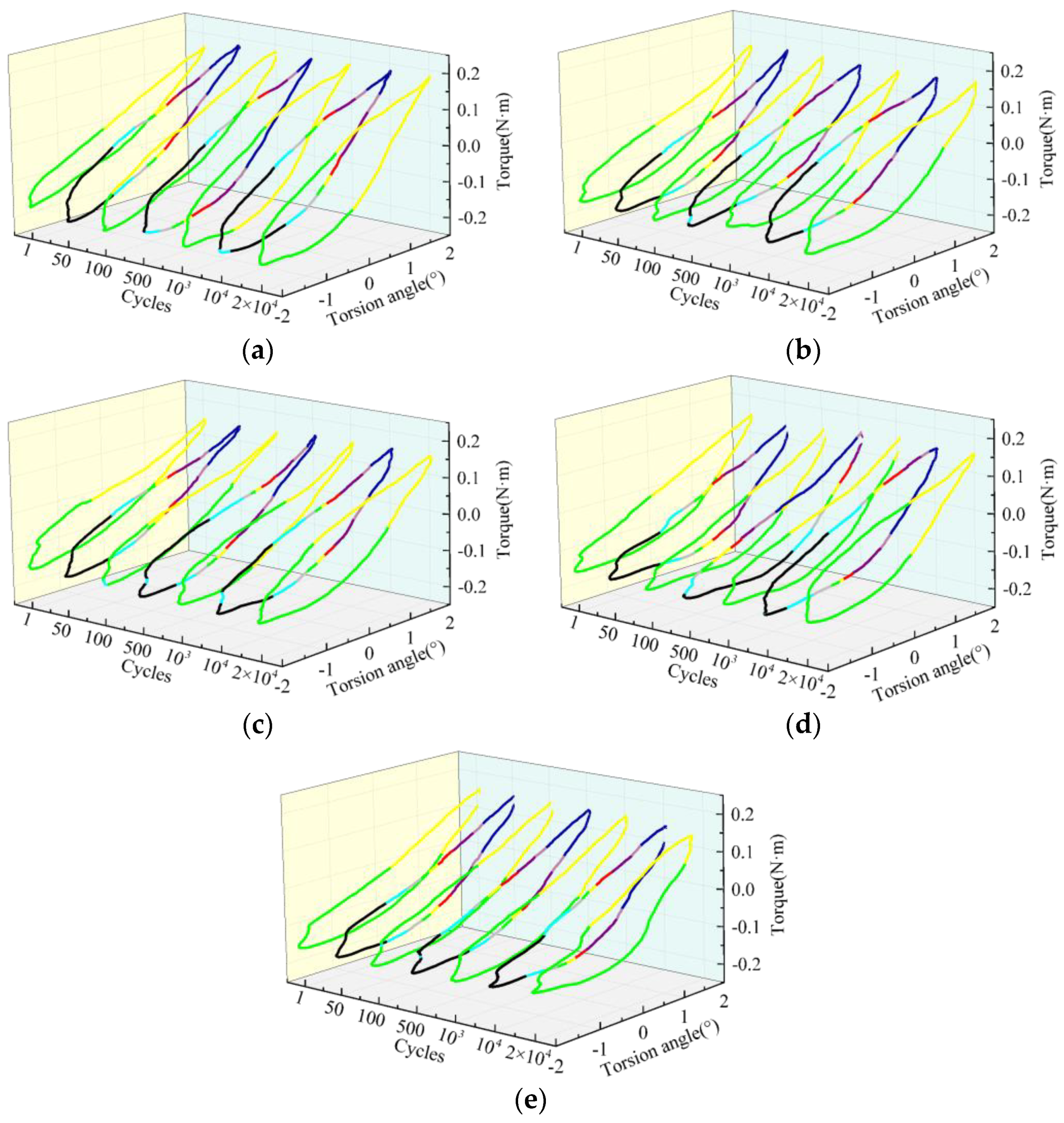
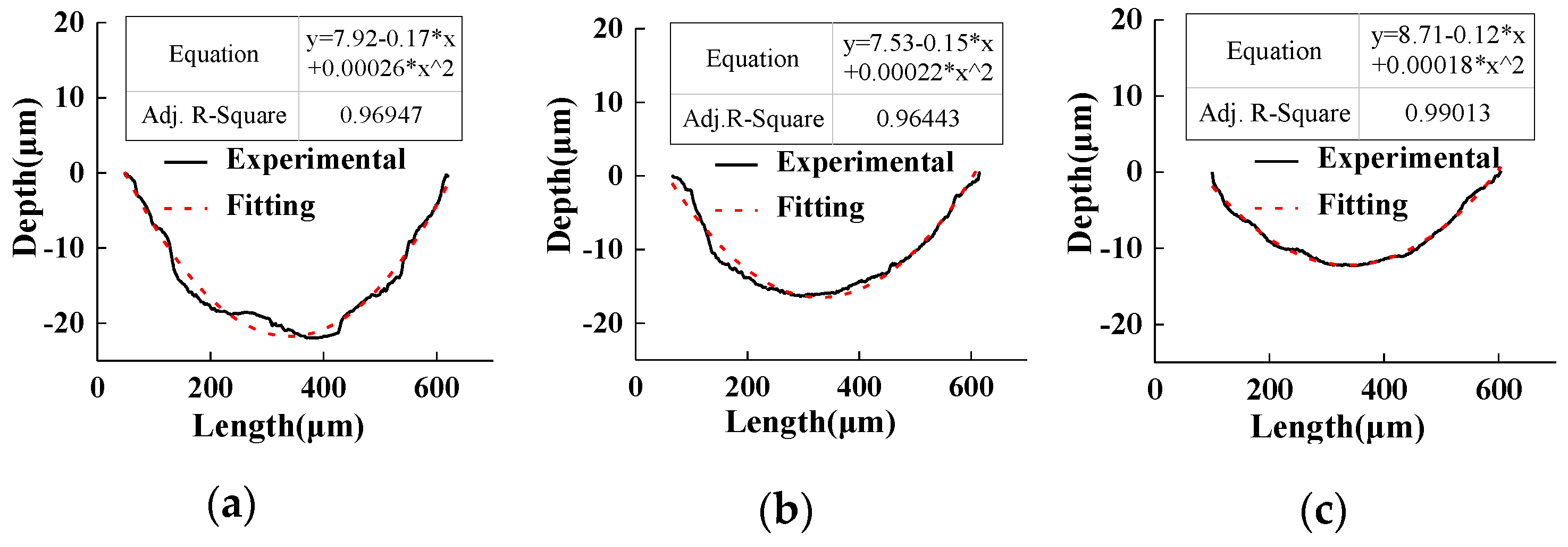
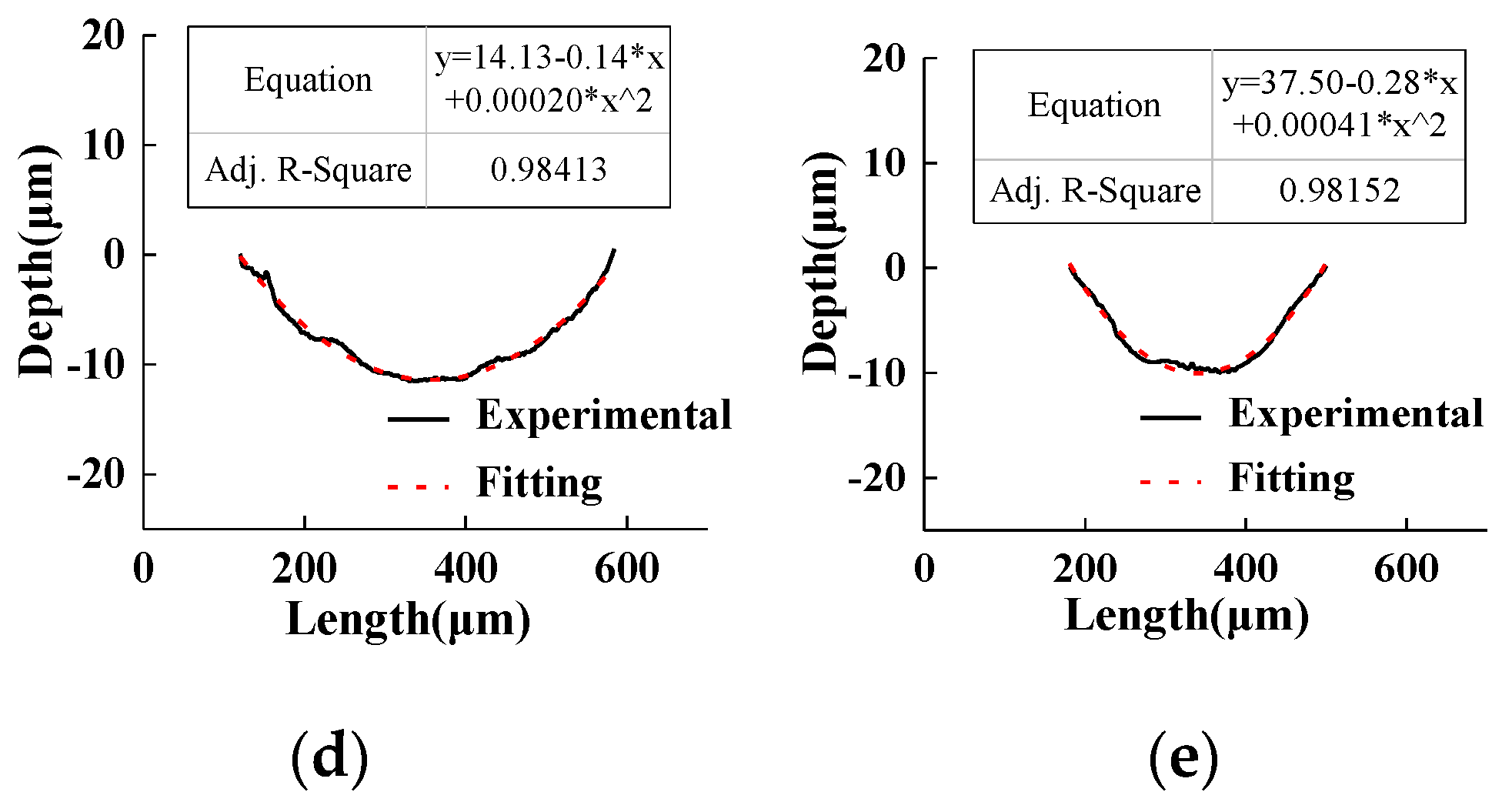
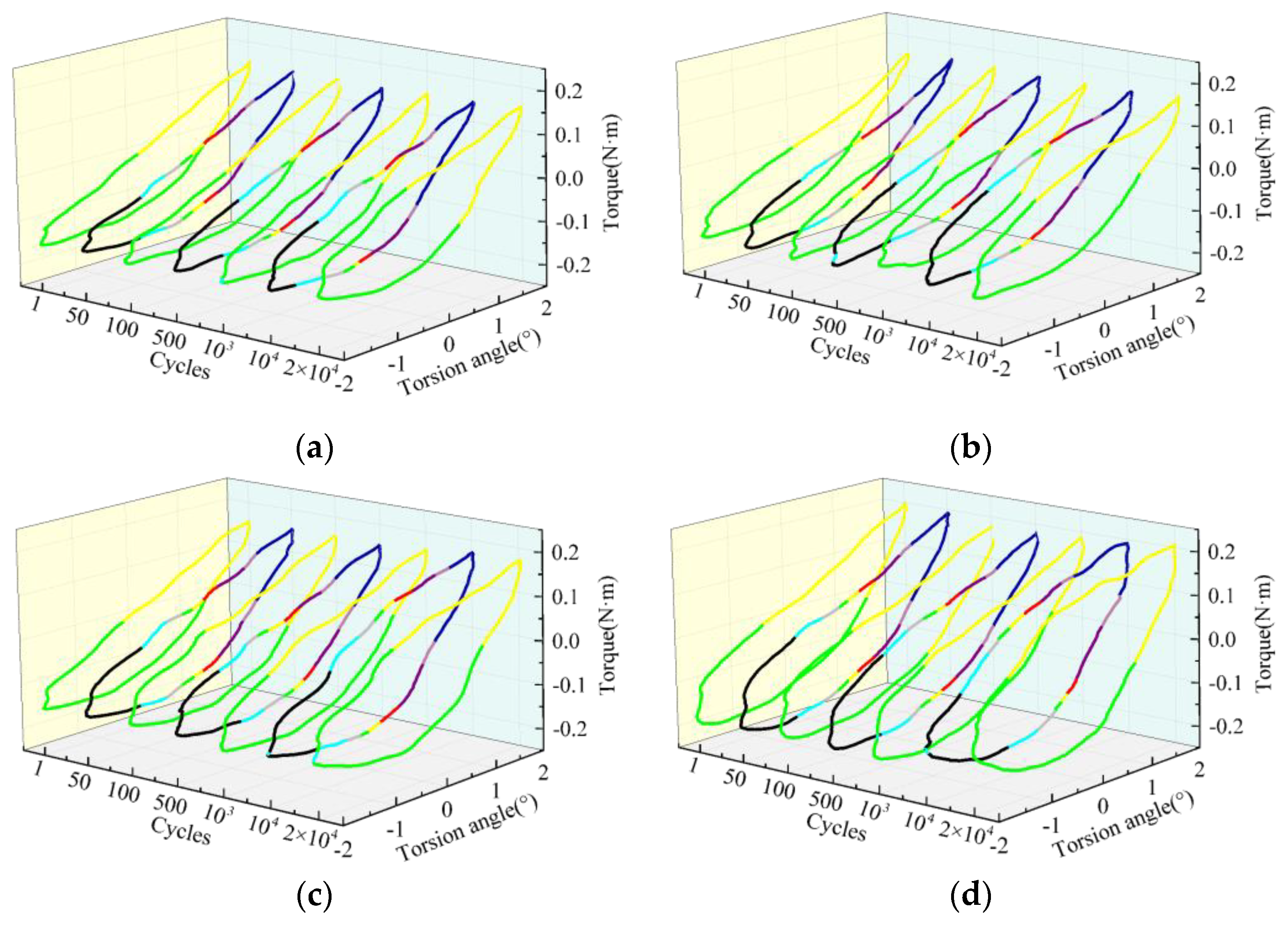
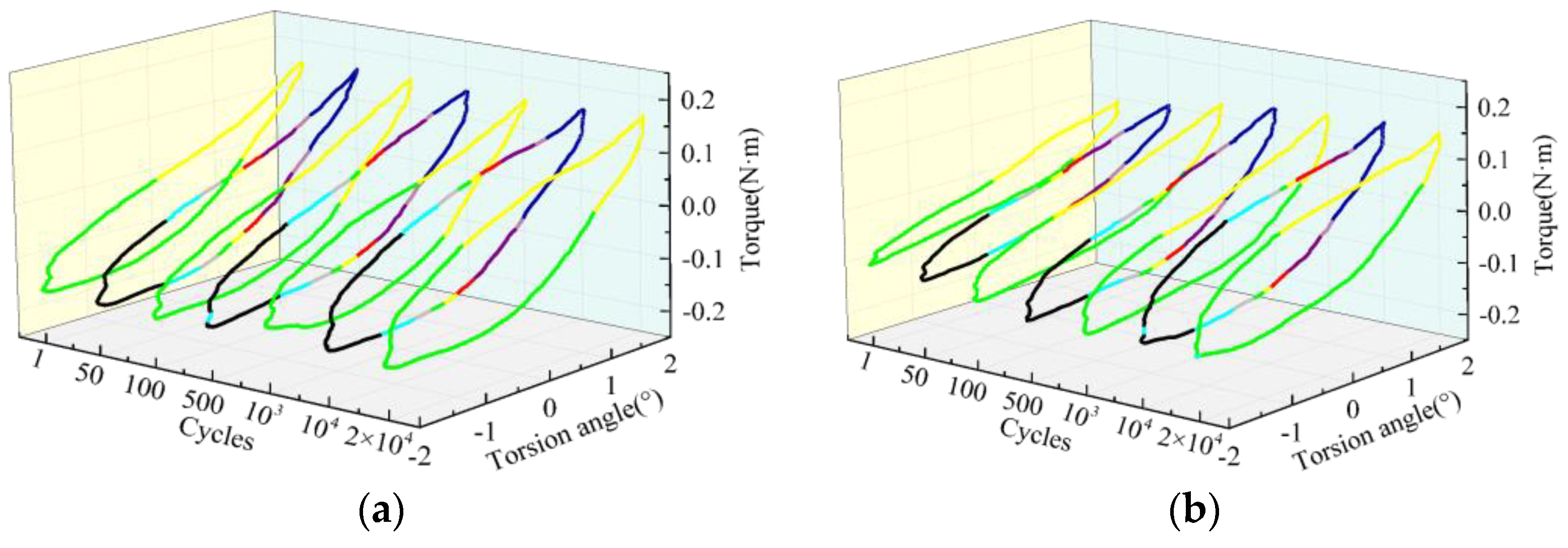
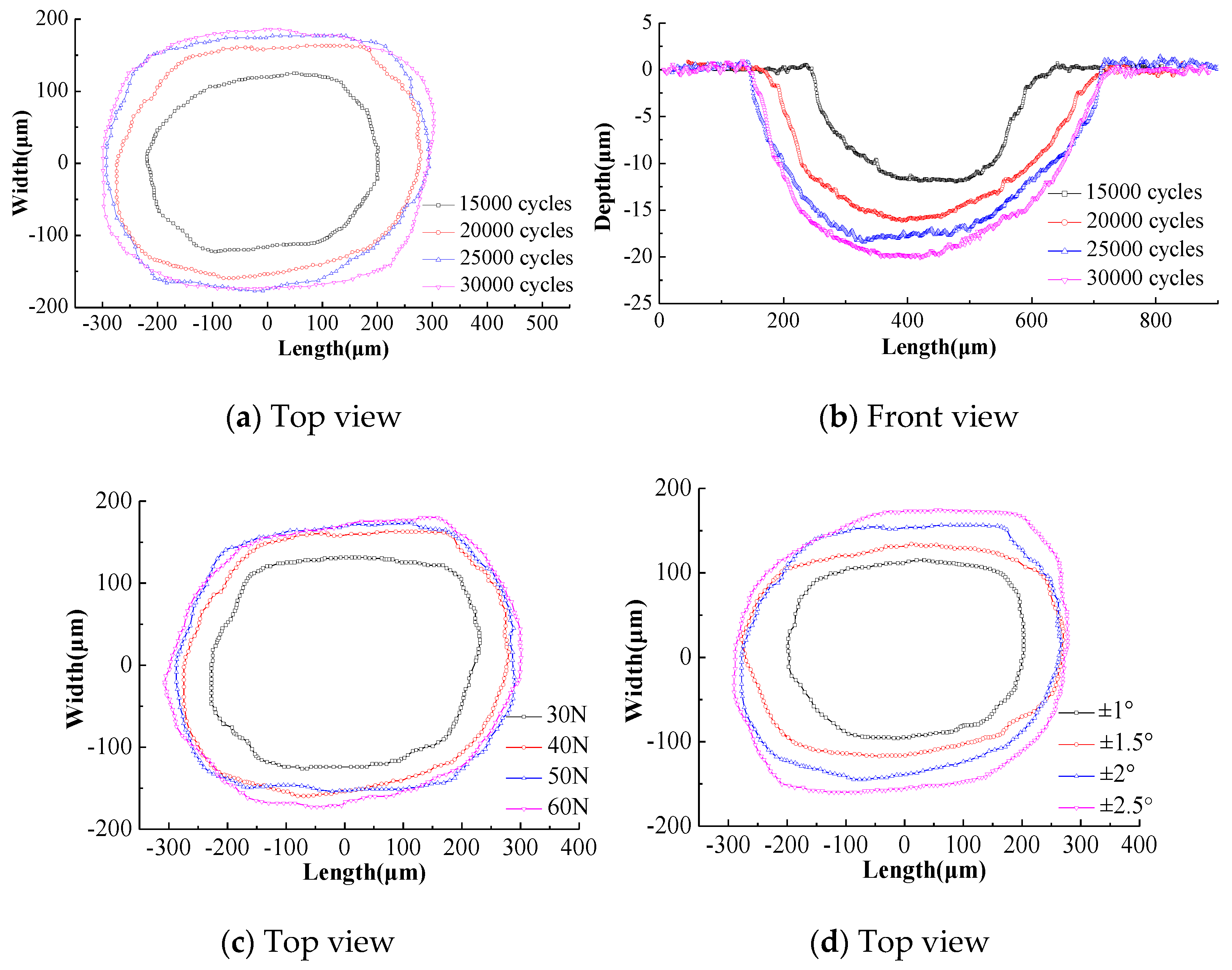
The objective of this study is to quantitatively demonstrate the wear rate and dissipation energy during tension–torsion cyclic loading of steel wires with fretting contact in distinct environmental media. Effects of environmental media (air, deionized water, solutions) and tension–torsion cyclic loading parameters (loading cycles, contact load, torsion angle and crossing angle) on hysteresis loops, dissipation energy, wear scar size and wear coefficient were presented, respectively.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}