
Evaluation of the Survival of Lactobacillus fermentum K73 during the Production of High-Oleic Palm Oil Macroemulsion Powders Using Rotor-Stator Homogenizer and Spray-Drying Technique
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Cell Culture
2.3. Macroemulsion Preparation
2.3.1. Experimental Design
2.3.2. Preparation of Coarse Emulsions
2.3.3. Macroemulsion Characterization
Droplet Size, Polydispersity Index, and Zeta Potential
Creaming Index
2.3.4. Bacterial Survival
2.4. Powder Obtention
2.4.1. Experimental Design
2.4.2. Preparation of Macroemulsion
2.4.3. Spray Drying
2.4.4. Bacterial Survival
2.4.5. Physical Properties of Powder
Moisture
Water Activity (aw)
Dissolution Rate
2.5. Statistical Analysis
3. Results and Discussion
3.1. Effect of Rotor-Stator
3.1.1. Droplet Size (ADS)
3.1.2. Polydispersity Index (PdI)
3.1.3. ζ-Potential
3.1.4. Creaming Index (CI)
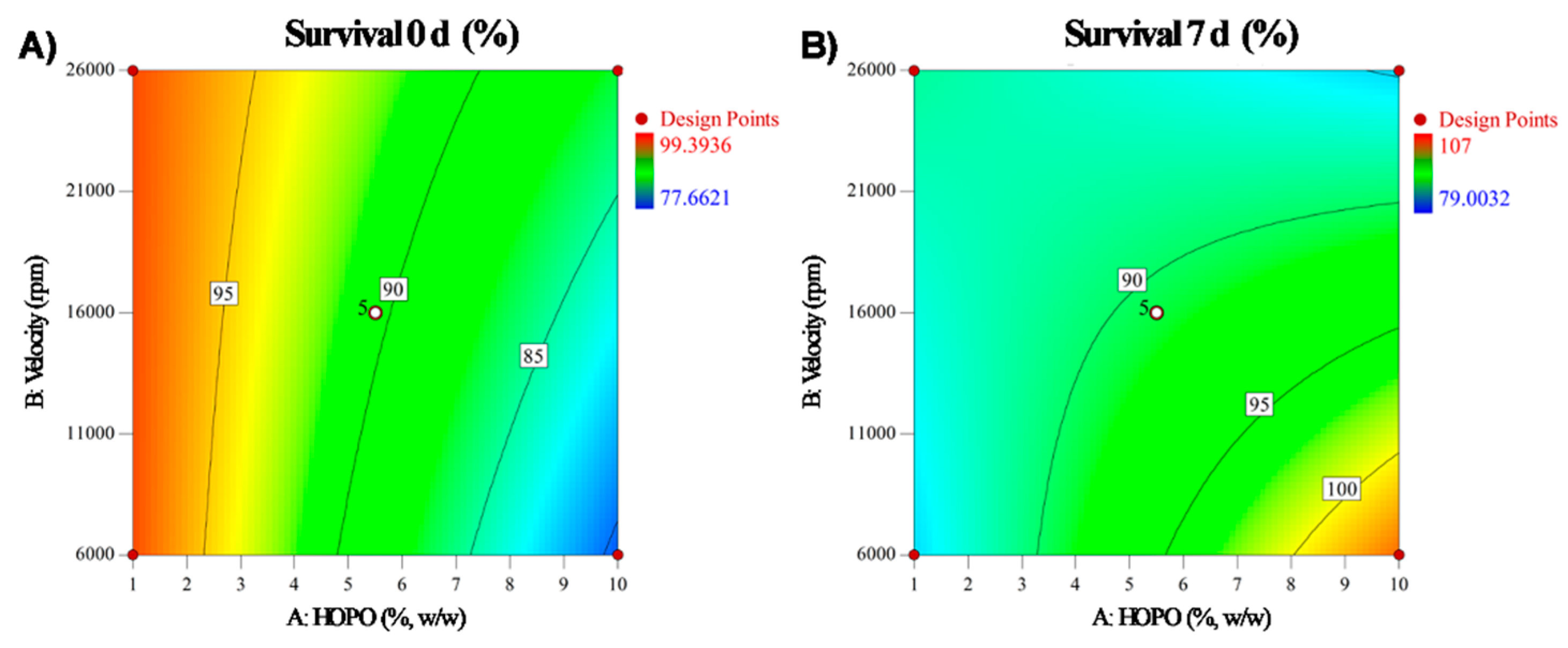
3.1.5. Bacterial Survival
3.2. Influence of Spray Drying
Bacterial Survival
3.3. Physical Properties of the Powders
3.3.1. Moisture
3.3.2. Water Activity
3.3.3. Dissolution Rate (DR)
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ozen, A.E.; Pons, A.; Tur, J.A. Worldwide Consumption of Functional Foods: A Systematic Review. Nutr. Rev. 2012, 70, 472–481. [Google Scholar] [CrossRef] [PubMed]
- Tripathi, M.K.; Giri, S.K. Probiotic Functional Foods: Survival of Probiotics during Processing and Storage. J. Funct. Foods 2014, 9, 225–241. [Google Scholar] [CrossRef]
- Aragón-Rojas, S.; Quintanilla-Carvajal, M.X.; Hernández-Sánchez, H.; Hernández-Álvarez, A.J.; Moreno, F.L. Encapsulation of Lactobacillus Fermentum K73 by Refractance Window Drying. Sci. Rep. 2019, 9, 5625. [Google Scholar] [CrossRef] [Green Version]
- Martín, M.J.; Lara-Villoslada, F.; Ruiz, M.A.; Morales, M.E. Microencapsulation of Bacteria: A Review of Different Technologies and Their Impact on the Probiotic Effects. Innov. Food Sci. Emerg. Technol. 2015, 27, 15–25. [Google Scholar] [CrossRef]
- Urdaneta, V.; Casadesús, J. Interactions between Bacteria and Bile Salts in the Gastrointestinal and Hepatobiliary Tracts. Front. Med. 2017, 4, 163. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bauer-Estrada, K.; Sandoval-Cuellar, C.; Rojas-Muñoz, Y.; Quintanilla-Carvajal, M.X. The modulatory effect of encapsulated bioactives and probiotics on gut microbiota: Improving health status through functional food. Food Funct. 2023, 14, 32–55. [Google Scholar] [CrossRef]
- Ricaurte, L.; Correa, R.E.P.; de Jesus Perea-Flores, M.; Quintanilla-Carvajal, M.X. Influence of Milk Whey on High-Oleic Palm Oil Nanoemulsions: Powder Production, Physical and Release Properties. Food Biophys. 2017, 12, 439–450. [Google Scholar] [CrossRef]
- Gazolu-Rusanova, D.; Lesov, I.; Tcholakova, S.; Denkov, N.; Ahtchi, B. Food Grade Nanoemulsions Preparation by Rotor-Stator Homogenization. Food Hydrocoll. 2020, 102, 105579. [Google Scholar] [CrossRef] [Green Version]
- de Castro Santana, R.; Kawazoe Sato, A.C.; Lopes da Cunha, R. Emulsions Stabilized by Heat-Treated Collagen Fibers. Food Hydrocoll. 2012, 26, 73–81. [Google Scholar] [CrossRef]
- Scholz, P.; Keck, C.M. Nanoemulsions Produced by Rotor–Stator High Speed Stirring. Int. J. Pharm. 2015, 482, 110–117. [Google Scholar] [CrossRef]
- Behboudi-Jobbehdar, S.; Soukoulis, C.; Yonekura, L.; Fisk, I. Optimization of Spray-Drying Process Conditions for the Production of Maximally Viable Microencapsulated L. acidophilus NCIMB 701748. Dry. Technol. 2013, 31, 1274–1283. [Google Scholar] [CrossRef] [Green Version]
- Fritzen-Freire, C.B.; Prudêncio, E.S.; Amboni, R.D.M.C.; Pinto, S.S.; Negrão-Murakami, A.N.; Murakami, F.S. Microencapsulation of Bifidobacteria by Spray Drying in the Presence of Prebiotics. Food Res. Int. 2012, 45, 306–312. [Google Scholar] [CrossRef]
- Alves, N.N.; ben Messaoud, G.; Desobry, S.; Costa, J.M.C.; Rodrigues, S. Effect of Drying Technique and Feed Flow Rate on Bacterial Survival and Physicochemical Properties of a Non-Dairy Fermented Probiotic Juice Powder. J. Food Eng. 2016, 189, 45–54. [Google Scholar] [CrossRef] [Green Version]
- Qian, C.; Decker, E.A.; Xiao, H.; McClements, D.J. Physical and Chemical Stability of β-Carotene-Enriched Nanoemulsions: Influence of PH, Ionic Strength, Temperature, and Emulsifier Type. Food Chem. 2012, 132, 1221–1229. [Google Scholar] [CrossRef] [PubMed]
- Sessa, M.; Balestrieri, M.L.; Ferrari, G.; Servillo, L.; Castaldo, D.; D’Onofrio, N.; Donsì, F.; Tsao, R. Bioavailability of Encapsulated Resveratrol into Nanoemulsion-Based Delivery Systems. Food Chem. 2014, 147, 42–50. [Google Scholar] [CrossRef] [PubMed]
- Qiao, X.; Wang, L.; Shao, Z.; Sun, K.; Miller, R. Stability and Rheological Behaviors of Different Oil/Water Emulsions Stabilized by Natural Silk Fibroin. Colloids Surf. A Physicochem. Eng. Asp. 2015, 475, 84–93. [Google Scholar] [CrossRef]
- Harris, R.F.; Sommers, L.E. Plate-Dilution Frequency Technique for Assay of Microbial Ecology. Appl. Microbiol. 1968, 16, 330–334. [Google Scholar] [CrossRef]
- Otieno, D.O.; Ashton, J.F.; Shah, N.P. Role of Microbial Strain and Storage Temperatures in the Degradation of Isoflavone Phytoestrogens in Fermented Soymilk with Selected β-Glucosidase Producing Lactobacillus Casei Strains. Food Res. Int. 2007, 40, 371–380. [Google Scholar] [CrossRef]
- Bao, Y.; Zhang, Y.; Zhang, Y.; Liu, Y.; Wang, S.; Dong, X.; Wang, Y.; Zhang, H. Screening of Potential Probiotic Properties of Lactobacillus Fermentum Isolated from Traditional Dairy Products. Food Control. 2010, 21, 695–701. [Google Scholar] [CrossRef]
- Shima, M.; Morita, Y.; Yamashita, M.; Adachi, S. Protection of Lactobacillus Acidophilus from the Low PH of a Model Gastric Juice by Incorporation in a W/O/W Emulsion. Food Hydrocoll. 2006, 20, 1164–1169. [Google Scholar] [CrossRef]
- El-Tinay, A.H.; Ismail, I.A. Effects of Some Additives and Processes on the Characteristics of Agglomerated and Granulated Spray-Dried Roselle Powder. Acta Aliment. 1985, 14, 283–295. [Google Scholar]
- Goibier, L.; Lecomte, S.; Leal-Calderon, F.; Faure, C. The Effect of Surfactant Crystallization on Partial Coalescence in O/W Emulsions. J. Colloid. Interface Sci. 2017, 500, 304–314. [Google Scholar] [CrossRef] [PubMed]
- Ozturk, B.; Argin, S.; Ozilgen, M.; McClements, D.J. Formation and Stabilization of Nanoemulsion-Based Vitamin E Delivery Systems Using Natural Surfactants: Quillaja Saponin and Lecithin. J. Food Eng. 2014, 142, 57–63. [Google Scholar] [CrossRef]
- Gül Özcan-Taşkın, N.; Padron, G.A.; Kubicki, D. Comparative Performance of In-Line Rotor-Stators for Deagglomeration Processes. Chem. Eng. Sci. 2016, 156, 186–196. [Google Scholar] [CrossRef] [Green Version]
- Kamaly, S.W.; Tarleton, A.C.; Özcan-Taşkın, N.G. Dispersion of Clusters of Nanoscale Silica Particles Using Batch Rotor-Stators. Adv. Powder Technol. 2017, 28, 2357–2365. [Google Scholar] [CrossRef] [Green Version]
- Lancheros, R.J.; Beleño, J.A.; Godoy-Silva, R.D.; Guerrero, C.A. Producción de nanopartículas de PLGA por el método de emulsión y evaporación para encapsular N-Acetilcisteína (NAC). J. Fac. Sci. 2014, 92, 161–168. [Google Scholar] [CrossRef] [Green Version]
- Trucillo, P.; Campardelli, R.; Reverchon, E. Supercritical CO2 Assisted Liposomes Formation: Optimization of the Lipidic Layer for an Efficient Hydrophilic Drug Loading. J. CO2 Util. 2017, 18, 181–188. [Google Scholar] [CrossRef]
- Samimi, S.; Maghsoudnia, N.; Eftekhari, R.B.; Dorkoosh, F. Chapter 8: Lipid-based nanoparticles for drug delivery systems. Charact. Biol. Nanomater. Drug Deliv. 2019, 47–76. [Google Scholar] [CrossRef]
- Hiemenz, P.C.; Rajagopalan, R. (Eds.) Principles of Colloid and Surface Chemistry, Revised and Expanded, 3rd ed.; CRC Press: Boca Raton, FL, USA, 1997. [Google Scholar] [CrossRef]
- Ricaurte, L.; Hernández-Carrión, M.; Moyano-Molano, M.; Clavijo-Romero, A.; Quintanilla-Carvajal, M.X. Physical, thermal and thermodynamical study of high oleic palm oil nanoemulsions. Food Chem. 2018, 256, 62–70. [Google Scholar] [CrossRef]
- Hernández-Carrión, M.; Moyano, M.; Quintanilla-Carvajal, M.X. Design of high-oleic palm oil nanoemulsions suitable for drying in refractance window™. J. Food Process. Preserv. 2021, 45, e15076. [Google Scholar] [CrossRef]
- Hall, S.; Cooke, M.; El-Hamouz, A.; Kowalski, A.J. Droplet Break-up by in-Line Silverson Rotor–Stator Mixer. Chem. Eng. Sci. 2011, 66, 2068–2079. [Google Scholar] [CrossRef]
- Liu, C.; Li, M.; Liang, C.; Wang, W. Measurement and Analysis of Bimodal Drop Size Distribution in a Rotor–Stator Homogenizer. Chem. Eng. Sci. 2013, 102, 622–631. [Google Scholar] [CrossRef]
- Wilde, J.P. Improving Emulsion Stability Through Selection of Emulsifiers and Stabilizers. In Reference Module in Food Science; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Steyaert, I.; Rahier, H.; van Vlierberghe, S.; Olijve, J.; de Clerck, K. Gelatin Nanofibers: Analysis of Triple Helix Dissociation Temperature and Cold-Water-Solubility. Food Hydrocoll. 2016, 57, 200–208. [Google Scholar] [CrossRef]
- Dowling, K.; Eratte, D.; McKnight, S.; Gengenbach, T.R.; Barrow, C.J.; Adhikari, B.P. Co-Encapsulation and Characterisation of Omega-3 Fatty Acids and Probiotic Bacteria in Whey Protein Isolate–Gum Arabic Complex Coacervates. J. Funct. Foods 2015, 19, 882–892. [Google Scholar] [CrossRef]
- Jo, Y.-J.; Choi, M.-J.; Kwon, Y.-J. Effect of Palm or Coconut Solid Lipid Nanoparticles (SLNs) on Growth of Lactobacillus Plantarum in Milk. Korean J. Food Sci. Anim. Resour. 2015, 35, 197–204. [Google Scholar] [CrossRef] [Green Version]
- Food and Agriculture Organization. Probiotics in Food. Health and Nutritional Properties and Guidelines for Evaluation; Food and Agriculture Organization: Rome, Italy, 2006. [Google Scholar]
- Weinbreck, F.; Bodnár, I.; Marco, M.L. Can Encapsulation Lengthen the Shelf-Life of Probiotic Bacteria in Dry Products? Int. J. Food Microbiol. 2010, 136, 364–367. [Google Scholar] [CrossRef]
- Anekella, K.; Orsat, V. Optimization of Microencapsulation of Probiotics in Raspberry Juice by Spray Drying. LWT-Food Sci. Technol. 2013, 50, 17–24. [Google Scholar] [CrossRef]
- Kingwatee, N.; Apichartsrangkoon, A.; Chaikham, P.; Worametrachanon, S.; Techarung, J.; Pankasemsuk, T. Spray Drying Lactobacillus Casei 01 in Lychee Juice Varied Carrier Materials. LWT-Food Sci. Technol. 2015, 62, 847–853. [Google Scholar] [CrossRef]
- Hu, L.; Zhang, J.; Hu, Q.; Gao, N.; Wang, S.; Sun, Y.; Yang, X. Microencapsulation of Brucea Javanica Oil: Characterization, Stability and Optimization of Spray Drying Conditions. J. Drug. Deliv. Sci. Technol. 2016, 36, 46–54. [Google Scholar] [CrossRef]
- Wang, Y.-C.; Yu, R.-C.; Chou, C.-C. Viability of Lactic Acid Bacteria and Bifidobacteria in Fermented Soymilk after Drying, Subsequent Rehydration and Storage. Int. J. Food Microbiol. 2004, 93, 209–217. [Google Scholar] [CrossRef]
- Huang, S.; Vignolles, M.-L.; Chen, X.D.; le Loir, Y.; Jan, G.; Schuck, P.; Jeantet, R. Spray Drying of Probiotics and Other Food-Grade Bacteria: A Review. Trends Food Sci. Technol. 2017, 63, 1–17. [Google Scholar] [CrossRef]
- Pavan, M.A.; Schmidt, S.J.; Feng, H. Water Sorption Behavior and Thermal Analysis of Freeze-Dried, Refractance Window-Dried and Hot-Air Dried Açaí (Euterpe Oleracea Martius) Juice. LWT-Food Sci. Technol. 2012, 48, 75–81. [Google Scholar] [CrossRef]
- Guerin, J.; Petit, J.; Burgain, J.; Borges, F.; Bhandari, B.; Perroud, C.; Desobry, S.; Scher, J.; Gaiani, C. Lactobacillus rhamnosus GG Encapsulation by Spray-Drying: Milk Proteins Clotting Control to Produce Innovative Matrices. J. Food Eng. 2017, 193, 10–19. [Google Scholar] [CrossRef] [Green Version]
- Arslan-Tontul, S.; Erbas, M. Single and Double Layered Microencapsulation of Probiotics by Spray Drying and Spray Chilling. LWT-Food Sci. Technol. 2017, 81, 160–169. [Google Scholar] [CrossRef]
- Sagona, S.; Bozzicolonna, R.; Nuvoloni, R.; Cilia, G.; Torracca, B.; Felicioli, A. Water Activity of Fresh Bee Pollen and Mixtures of Bee Pollen-Honey of Different Botanical Origin. LWT 2017, 84, 595–600. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Effects of Different Drying Methods on the Physicochemical Properties of Pomegranate Leather (Pestil). LWT 2017, 80, 294–303. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Spray-Drying of Fruit and Vegetable Juices: Effect of Drying Conditions on the Product Yield and Physical Properties. Trends Food Sci. Technol. 2017, 63, 91–102. [Google Scholar] [CrossRef]
- Foerst, P.; Kulozik, U.; Schmitt, M.; Bauer, S.; Santivarangkna, C. Storage Stability of Vacuum-Dried Probiotic Bacterium Lactobacillus Paracasei F19. Food Bioprod. Process. 2012, 90, 295–300. [Google Scholar] [CrossRef]
- Laroche, C.; Fine, F.; Gervais, P. Water Activity Affects Heat Resistance of Microorganisms in Food Powders. Int. J. Food Microbiol. 2005, 97, 307–315. [Google Scholar] [CrossRef]
- Teixeira, P.C.; Castro, M.H.; Malcata, F.X.; Kirby, R.M. Survival of Lactobacillus Delbrueckii Ssp. Bulgaricus Following Spray-Drying. J. Dairy Sci. 1995, 78, 1025–1031. [Google Scholar] [CrossRef]
- Perdana, J.; Bereschenko, L.; Fox, M.B.; Kuperus, J.H.; Kleerebezem, M.; Boom, R.M.; Schutyser, M.A.I. Dehydration and Thermal Inactivation of Lactobacillus plantarum WCFS1: Comparing Single Droplet Drying to Spray and Freeze Drying. Food Res. Int. 2013, 54, 1351–1359. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Run | HOPO | Velocity | Time | ADS | PdI | ζ | CI ro | CI rf | Bacterial | Bacterial |
|---|---|---|---|---|---|---|---|---|---|---|
| (% w/w) | (rpm) | (min) | (nm) | (mV) | (%) | (%) | Survival 0 * | Survival 7 * | ||
| [A] | [B] | [C] | (%) | (%) | ||||||
| 1 | 5.5 | 26,000 | 1 | 517.8 | 0.50 | −33.2 | 43 | 54 | 99 | 99 |
| 2 | 5.5 | 26,000 | 5 | 469.2 | 0.35 | −32.5 | 32 | 13 | 96 | 85 |
| 3 | 5.5 | 6000 | 5 | 610.9 | 0.59 | −21.5 | 71 | 0 | 83 | 99 |
| 4 | 5.5 | 16,000 | 3 | 602.9 | 0.53 | −29 | 21 | 0 | 95 | 89 |
| 5 | 5.5 | 6000 | 1 | 412.5 | 0.48 | −21.3 | 79 | 14 | 97 | 84 |
| 6 | 1 | 16,000 | 5 | 269.1 | 0.32 | −30.8 | 0 | 0 | 91 | 86 |
| 7 | 1 | 26,000 | 3 | 295.3 | 0.42 | −31 | 0 | 0 | 94 | 83 |
| 8 | 5.5 | 16,000 | 3 | 690.9 | 0.60 | −29 | 36 | 0 | 97 | 84 |
| 9 | 1 | 16,000 | 1 | 287.2 | 0.38 | −27.6 | 57 | 0 | 98 | 92 |
| 10 | 5.5 | 16,000 | 3 | 850.1 | 0.71 | −28.3 | 21 | 0 | 88 | 92 |
| 11 | 5.5 | 16,000 | 3 | 691.2 | 0.75 | −30 | 21 | 0 | 89 | 88 |
| 12 | 1 | 6000 | 3 | 279 | 0.38 | −23.5 | 79 | 0 | 99 | 89 |
| 13 | 10 | 6000 | 3 | 733.6 | 0.66 | −21.3 | 57 | 0 | 80 | 107 |
| 14 | 10 | 26,000 | 3 | 899.1 | 0.59 | −34.3 | 21 | 0 | 81 | 80 |
| 15 | 10 | 16,000 | 5 | 1144 | 0.72 | −21.3 | 29 | 14 | 86 | 94 |
| 16 | 5.5 | 16,000 | 3 | 745 | 0.87 | −24.4 | 21 | 0 | 89 | 90 |
| 17 | 10 | 16,000 | 1 | 668.7 | 0.54 | −23.5 | 57 | 7 | 78 | 101 |
| Run | HOPO (% w/w) [A] | Inoculum (% w/w) [B] | Inlet Temperature (°C) [C] | Moisture (%) | aw | Dissolution Rate (s) | Bacterial Survival (%) |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 30 | 175 | 3.1 | 0.13 | 62.4 | 76 |
| 2 | 1 | 30 | 120 | 3.3 | 0.18 | 139.1 | 78 |
| 3 | 1 | 50 | 147.5 | 3.3 | 0.27 | 108.4 | 88 |
| 4 | 10 | 30 | 175 | 3.4 | 0.18 | 151.8 | 68 |
| 5 | 5.5 | 50 | 175 | 3.7 | 0.27 | 106.8 | 86 |
| 6 | 5.5 | 30 | 147.5 | 3.5 | 0.28 | 107.4 | 87 |
| 7 | 10 | 30 | 120 | 3.3 | 0.27 | 107.9 | 88 |
| 8 | 5.5 | 30 | 147.5 | 3.4 | 0.16 | 120.4 | 91 |
| 9 | 5.5 | 30 | 147.5 | 3.2 | 0.15 | 60.33 | 94 |
| 10 | 5.5 | 10 | 175 | 2.8 | 0.16 | 156.1 | 73 |
| 11 | 10 | 10 | 147.5 | 3.4 | 0.18 | 108.4 | 84 |
| 12 | 10 | 50 | 147.5 | 3.3 | 0.12 | 41.5 | 81 |
| 13 | 5.5 | 30 | 147.5 | 3.5 | 0.12 | 85.6 | 92 |
| 14 | 5.5 | 30 | 147.5 | 2.8 | 0.12 | 74.7 | 82 |
| 15 | 1 | 10 | 147.5 | 2.6 | 0.18 | 109.5 | 74 |
| 16 | 5.5 | 50 | 120 | 2.8 | 0.15 | 132.5 | 78 |
| 17 | 5.5 | 10 | 120 | 2.4 | 0.12 | 84.2 | 81 |
| ADS (nm) | PdI | ζ (mV) | CI ro (%) | Survival 0 * (%) | Survival 7 * (%) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | |
| Model | 9.14 × 108 | 9 | 0.0014 | 4.64 | 9 | 0.0107 | 255.56 | 3 | 0.0002 | 8975.94 | 9 | 0.0099 | 496 | 6 | 0.0306 | 594.75 | 6 | 0.0309 |
| A-HOPO | 6.70 × 108 | 1 | <0.0001 | 2.29 | 1 | 0.001 | 19.53 | 1 | 0.089 | 98 | 1 | 0.4428 | 136.1 | 1 | 0.0312 | 128 | 1 | 0.0511 |
| B-Velocity | 2639.01 | 1 | 0.5819 | 0.11 | 1 | 0.2697 | 235.99 | 1 | <0.0001 | 4512.5 | 1 | 0.0009 | 0 | 1 | 0.8824 | 128 | 1 | 0.0511 |
| C-Time | 46,003.03 | 1 | 0.0468 | 0.023 | 1 | 0.6028 | 0.038 | 1 | 0.9368 | 1352 | 1 | 0.0194 | 78.13 | 1 | 0.087 | 18 | 1 | 0.4255 |
| AB | 5561.43 | 1 | 0.4298 | 0.046 | 1 | 0.467 | 462.25 | 1 | 0.1207 | 100 | 1 | 0.0574 | 110.25 | 1 | 0.0668 | |||
| AC | 60,737.6 | 1 | 0.0278 | 0.21 | 1 | 0.1439 | 210.25 | 1 | 0.2724 | 156.3 | 1 | 0.0229 | 0.25 | 1 | 0.9239 | |||
| BC | 15,246.08 | 1 | 0.208 | 0.39 | 1 | 0.0621 | 2.25 | 1 | 0.9054 | 25 | 1 | 0.3083 | 210.25 | 1 | 0.0176 | |||
| A2 | 5880.07 | 1 | 0.4175 | 0.45 | 1 | 0.0485 | 29.01 | 1 | 0.6714 | |||||||||
| B2 | 67,785.97 | 1 | 0.0222 | 0.23 | 1 | 0.1301 | 1345.33 | 1 | 0.0196 | |||||||||
| C2 | 31,518.78 | 1 | 0.0863 | 0.76 | 1 | 0.017 | 870.07 | 1 | 0.0459 | |||||||||
| Lack of Fit | 22,606.94 | 3 | 0.5086 | 0.24 | 3 | 0.4601 | 56.48 | 9 | 0.4141 | 857 | 3 | 0.0531 | 190.1 | 6 | 0.7772 | 0.0906 | ||
| Pure Error | 32,860.89 | 4 | 0.31 | 4 | 18.67 | 4 | 180 | 4 | 26.8 | 4 | ||||||||
| R2 | 0.94 | 0.89 | 0.77 | 0.89 | 0.8 | 0.8 | ||||||||||||
| R2 adjusted | 0.86 | 0.75 | 0.72 | 0.76 | 0.61 | 0.61 | ||||||||||||
| Equations for | |
|---|---|
| ADS (nm) = | −205.03609 + 30.25170 × A + 0.047122 × B + 141.78146 × C + 8.28611 × 10−4 × A × B + 13.69167 × A × C − 3.08687 × 10−3 × B × C − 1.84543 × A2 − 1.26883 × 10−6 × B2 − 21.63000 × C2 |
| 1/PdI = | +4.42968 − 0.25659 × A − 1.22762 × 10−4 × B − 0.71806 × C + 2.39322 × 10−6 * A × B − 0.025602 × A × C + 1.55251 × 10−5 × B × C + 0.016082 × A2 + 2.34043 × 10−9 × B2 + 0.10624 × C2 |
| ζ (mV) = | −20.33424 + 0.34722 × A − 5.43125 × 10−4 × B − 0.034375 × C |
| CI amb (%) = | +183.91856 − 4.03519 × A − 9.29639 × 10−3 × B − 31.89306 × C + 2.38889 × 10−4 × A × B + 0.80556 × A × C − 3.75000 × 10−5 × B × C − 0.12963 × A2 + 1.78750 × 10−7 × B2 + 3.59375 × C2 |
| Bacterial survival 0 (%) = | +112.30645 − 4.77778 × A − 2.61111 × 10−4 × B − 3.38194 × C + 1.11111 × 10−4 × A × B + 0.69444 × A × C − 1.25000 × 10−4 × B × C |
| Bacterial survival 7 (%) = | +66.34199 + 2.83889 × A + 1.32917 × 10−3 × B + 5.20278 × C − 1.16667 × 10−4 × A × B − 0.027778 × A × C − 3.62500 × 10−4 × B × C |
| Bacterial Survival | Moisture | Water Activity | Dissolution Rate | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | SS | df | p-Value | |
| Model | 821.3 | 9 | 0.0004 | 1.77 | 9 | 0.026 | 0.0616 | 9 | 0.0099 | 16,536.3 | 9 | <0.0001 |
| A-HOPO | 162.0 | 1 | 0.0006 | 0.001 | 1 | 0.866 | 0.0028 | 1 | 0.1397 | 14,498.5 | 1 | <0.0001 |
| B-Initial cell count | 18.00 | 1 | 0.0908 | 0.020 | 1 | 0.502 | 0.0003 | 1 | 0.5960 | 1708.20 | 1 | <0.0001 |
| C-Inlet temperature | 32.00 | 1 | 0.0347 | 0.001 | 1 | 0.866 | 0.0004 | 1 | 0.5266 | 50.65 | 1 | <0.0001 |
| AB | 9.00 | 1 | 0.2083 | 0.062 | 1 | 0.258 | 0.0000 | 1 | 0.8796 | 23.04 | 1 | 0.0011 |
| AC | 196.0 | 1 | 0.0003 | 0.000 | 1 | 1.000 | 0.0001 | 1 | 0.7626 | 54.54 | 1 | <0.0001 |
| BC | 196.0 | 1 | 0.0003 | 0.902 | 1 | 0.002 | 0.0036 | 1 | 0.1015 | 37.82 | 1 | 0.0002 |
| A2 | 186.2 | 1 | 0.0004 | 0.060 | 1 | 0.265 | 0.0047 | 1 | 0.0693 | 10.10 | 1 | 0.0095 |
| B2 | 11.46 | 1 | 0.1618 | 0.656 | 1 | 0.005 | 0.0292 | 1 | 0.0010 | 106.58 | 1 | <0.0001 |
| C2 | 1.78 | 1 | 0.5573 | 0.020 | 1 | 0.502 | 0.0155 | 1 | 0.0058 | 33.57 | 1 | 0.0003 |
| Lack of fit | 22.00 | 3 | 0.1794 | 0.177 | 3 | 0.241 | 0.0002 | 3 | 0.9905 | 3.76 | 3 | 0.1846 |
| Pure error | 10.80 | 4 | 0.112 | 4 | 0.0069 | 4 | 1.89 | 4 | ||||
| R2 | 0.961 | 0.859 | 0.896 | 0.999 | ||||||||
| R2—Adjusted | 0.912 | 0.678 | 0.763 | 00.999 | ||||||||
| Equations for | |
|---|---|
| Bacterial survival (%) = | +57.27295 − 5.31552 × A + 2.13222 × B + 0.257444 × C − 0.016029 × A × B + 0.055544 × A × C − 0.012744 × B × C − 0.307500 × A² − 0.004108 × B² − 0.000812 × C² |
| Moisture (%) = | −3.25651 + 0.029759 × A + 0.176768 × B + 0.053889 × C + 0.001283 × A × B − 0.000039 × A × C − 0.000861 × B × C − 0.005931 × A² − 0.000988 × B² − 0.000093 × C² |
| Water activity = | −1.32034 + 0.034325 × A + 0.010850 × B + 0.017657 × C − 0.002742 × A² − 0.000169 × B² − 0.000060 × C² |
| Dissolution rate = | −96.20644 + 17.80039 × A + 2.41291 × B + 1.26607 × C − 0.025340 × A × B − 0.028196 × A × C − 0.005445 × B × C − 0.310556 × A² − 0.012446 × B² − 0.003544 × C² |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Clavijo-Romero, A.; Moyano-Molano, M.; Bauer Estrada, K.; Pachón-Rojas, L.V.; Quintanilla-Carvajal, M.X. Evaluation of the Survival of Lactobacillus fermentum K73 during the Production of High-Oleic Palm Oil Macroemulsion Powders Using Rotor-Stator Homogenizer and Spray-Drying Technique. Microorganisms 2023, 11, 1490. https://doi.org/10.3390/microorganisms11061490
Clavijo-Romero A, Moyano-Molano M, Bauer Estrada K, Pachón-Rojas LV, Quintanilla-Carvajal MX. Evaluation of the Survival of Lactobacillus fermentum K73 during the Production of High-Oleic Palm Oil Macroemulsion Powders Using Rotor-Stator Homogenizer and Spray-Drying Technique. Microorganisms. 2023; 11(6):1490. https://doi.org/10.3390/microorganisms11061490
Chicago/Turabian StyleClavijo-Romero, Angélica, Miguel Moyano-Molano, Katherine Bauer Estrada, Lina Vanessa Pachón-Rojas, and María Ximena Quintanilla-Carvajal. 2023. "Evaluation of the Survival of Lactobacillus fermentum K73 during the Production of High-Oleic Palm Oil Macroemulsion Powders Using Rotor-Stator Homogenizer and Spray-Drying Technique" Microorganisms 11, no. 6: 1490. https://doi.org/10.3390/microorganisms11061490