
Rebound Characteristics of Wet-Shotcrete Particle Flow Jet from Wall Based on CFD-DEM
Abstract
:1. Introduction
2. Theoretical Model
2.1. Fluid Control Equation
2.2. Particle Control Equation
2.3. Gas–Solid-Coupling Drag Equation
3. Operating Conditions and Simulation Parameters
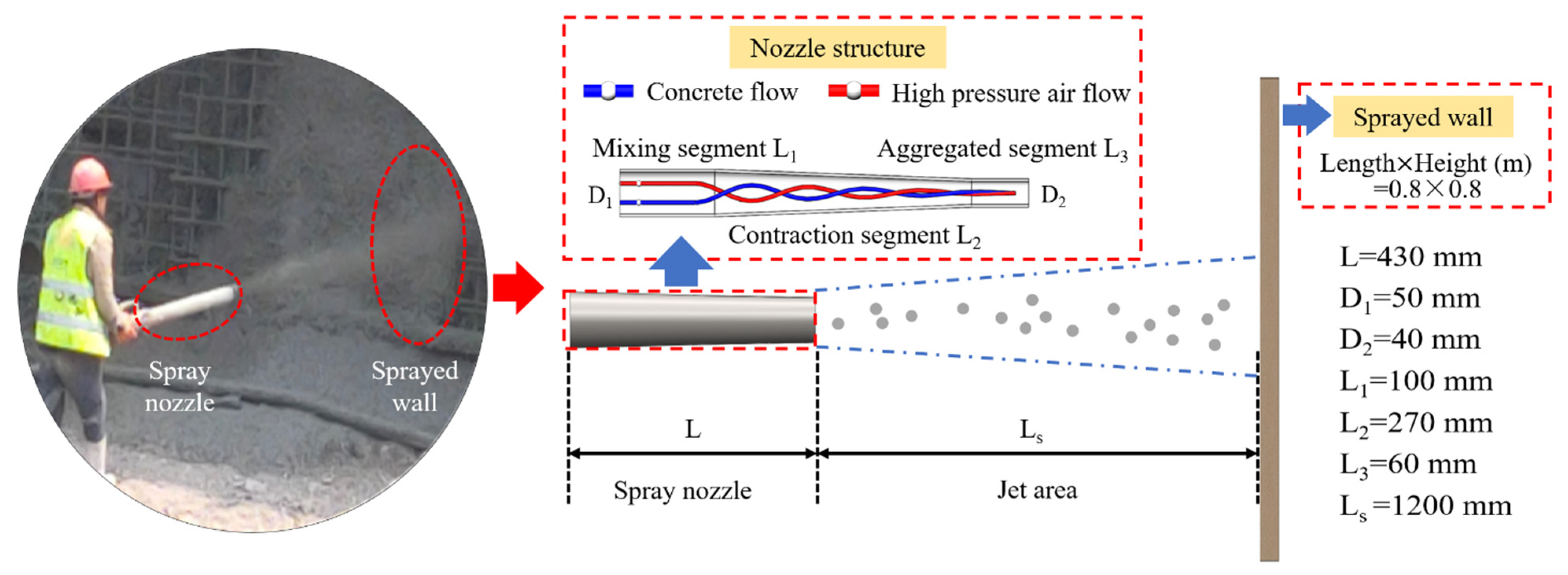
3.1. Operating Condition and Geometric Modeling
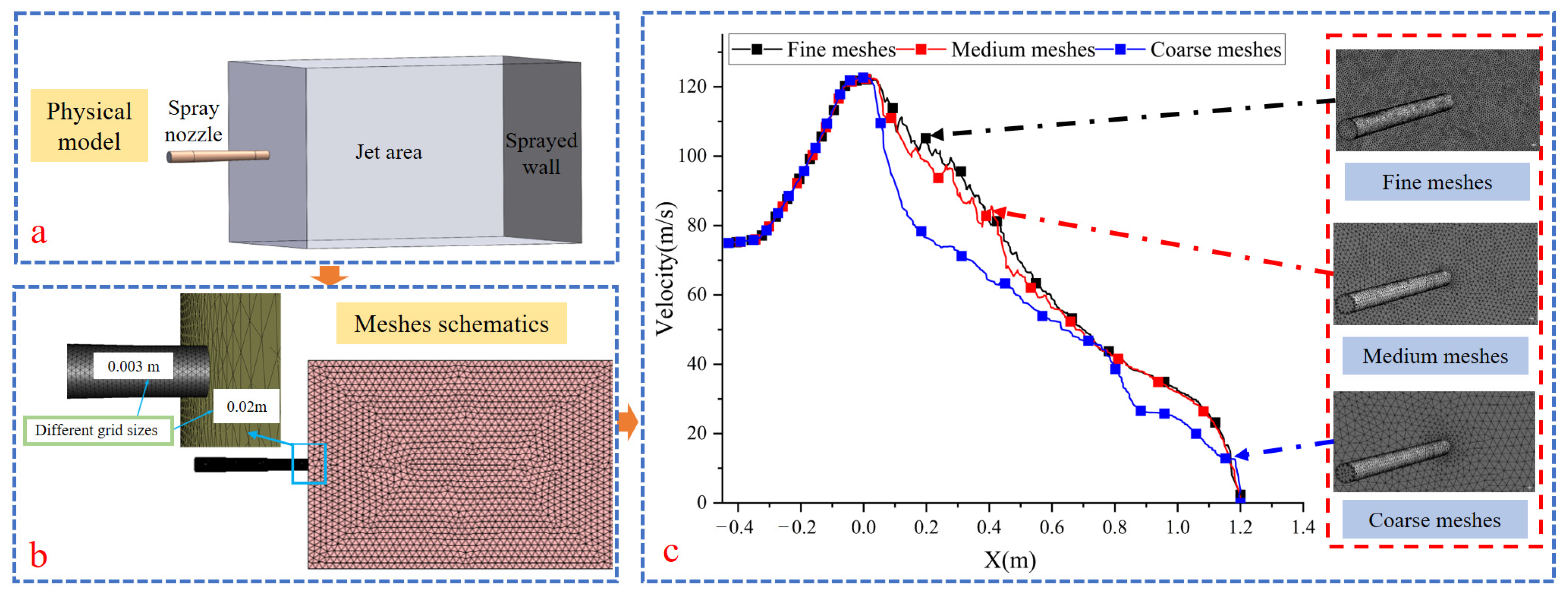
3.2. Meshing and Independence Verification
3.3. Simulation Parameters and Conditions
3.3.1. Rationality Assumption
3.3.2. Continuous-Phase-Condition Parameters
3.3.3. Discrete-Phase-Condition Parameter
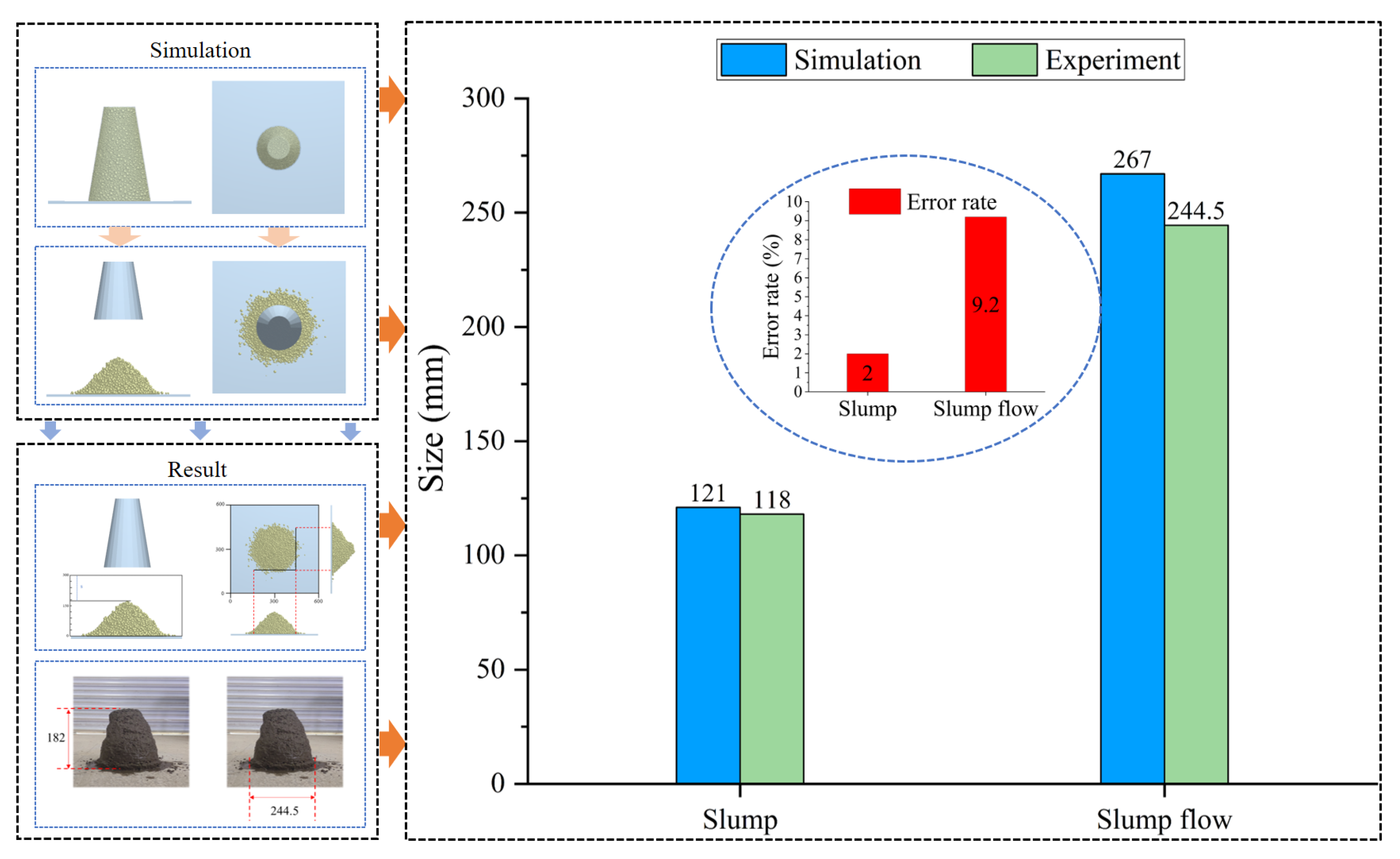
3.4. Experimental Verification
4. Results and Analysis
4.1. Continuous-Phase Simulation Results
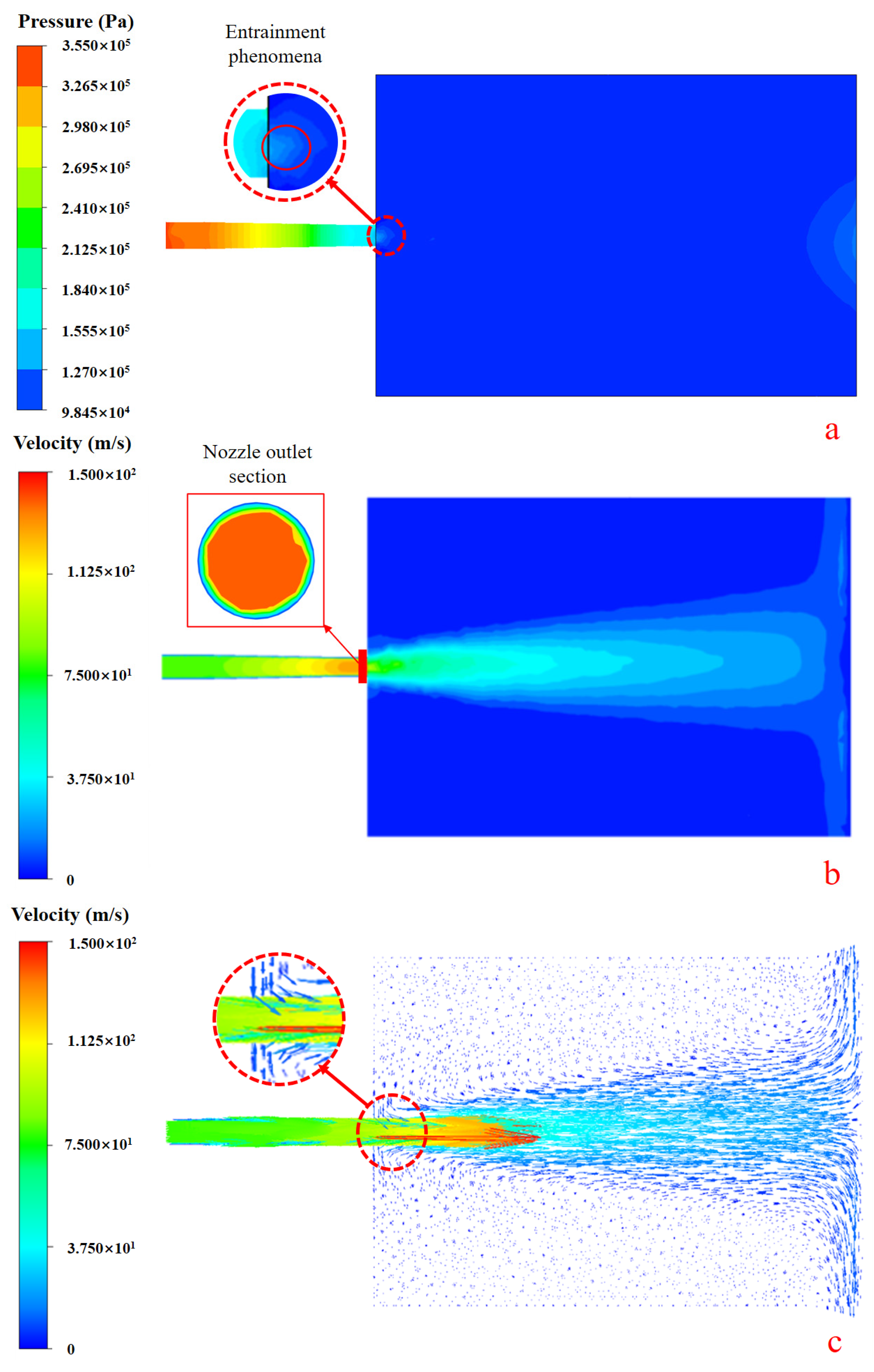
4.1.1. Pressure-Drop Analysis
4.1.2. Velocity Analysis
4.2. Discrete-Phase Simulation Results
4.2.1. Particle Trajectories
4.2.2. Particle Velocity
4.2.3. Particle Collision
5. Conclusions
- (1)
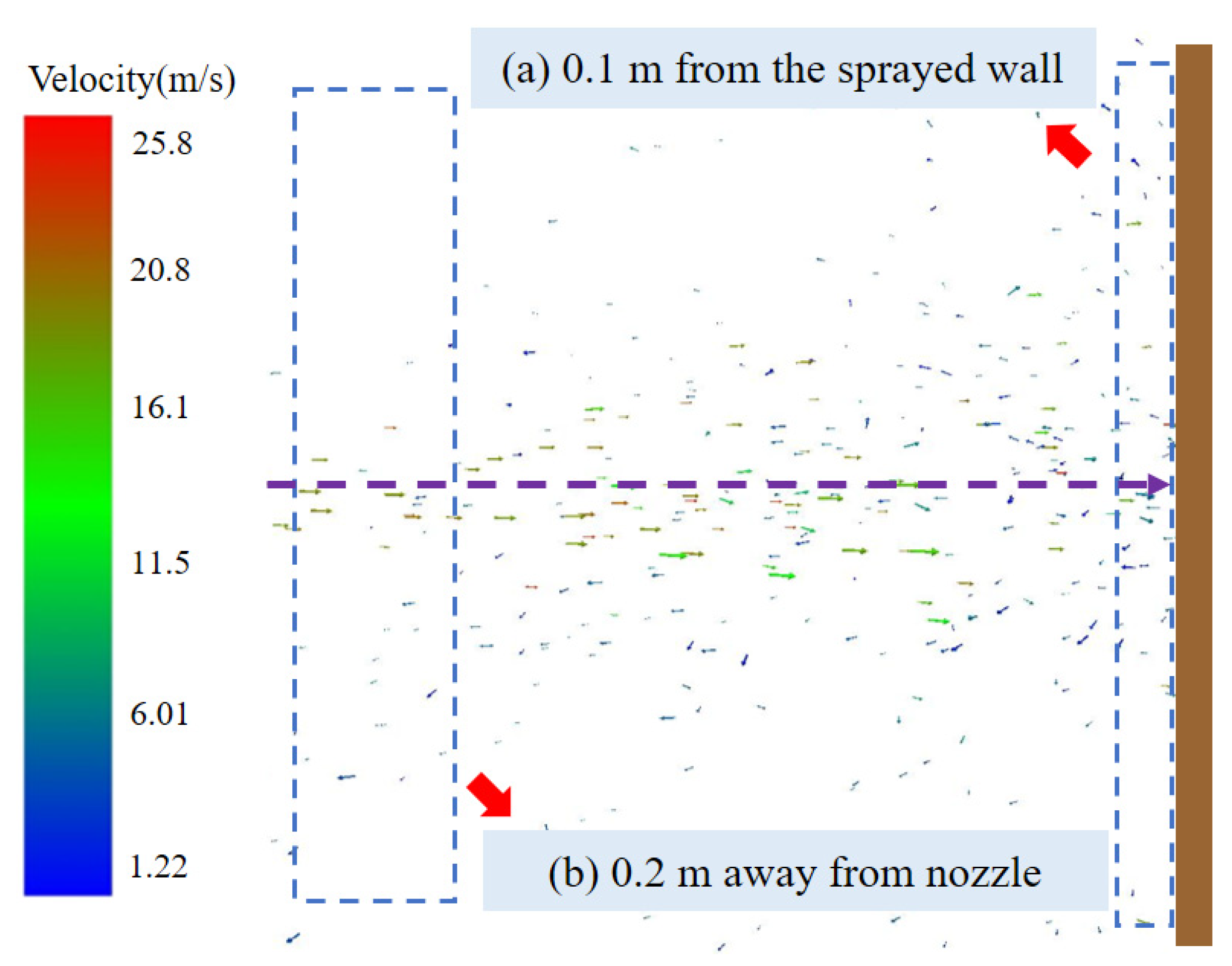
- The velocity and pressure drop of the continuous-phase jet of wet shotcrete were symmetrical and continuous, which were the prerequisites for a stable jet of shotcrete. The continuous phase at the nozzle exit reached its maximum velocity, resulting in a suction effect that led to entrainment and caused the surrounding air to flow to the exit. After the continuous phase entered the jet area, the velocity gradually reduced with the increase in the jet distance, and when it reached the sprayed wall, the continuous-phase velocity direction became parallel to the wall, and the velocity decreased to about 6 m/s. This indicated that, after the particles left the nozzle, the continuous phase could still provide kinetic energy for them;
- (2)
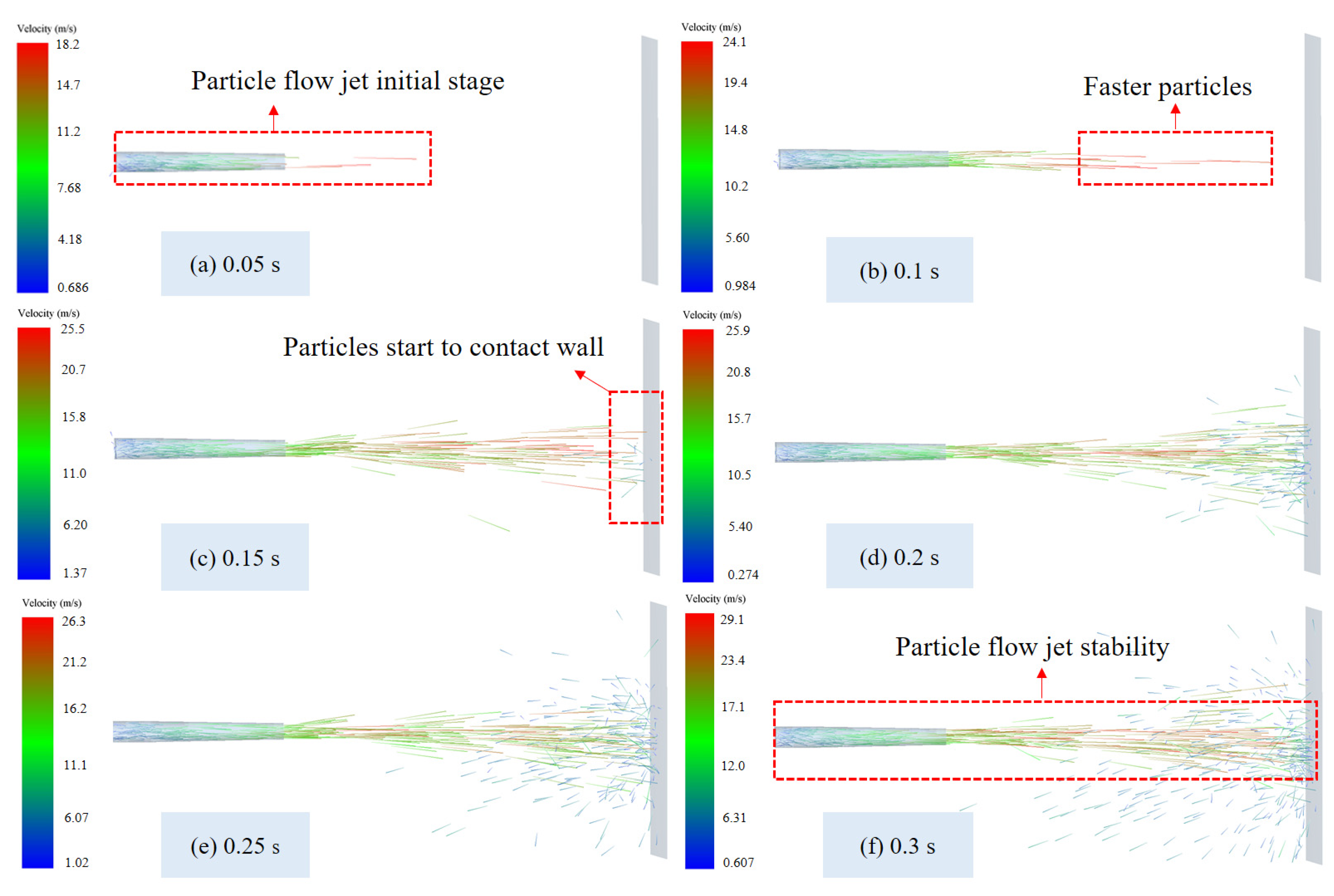
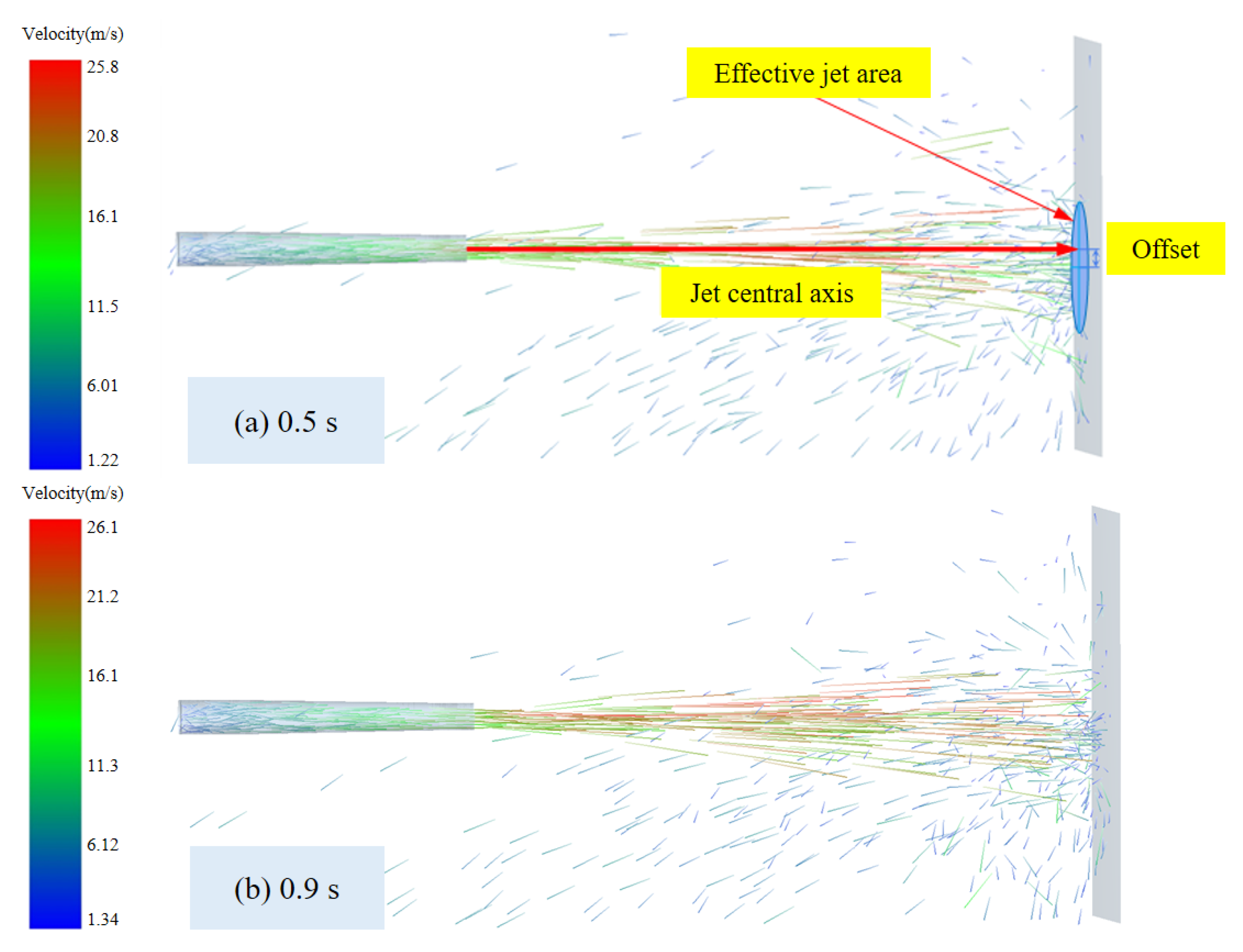
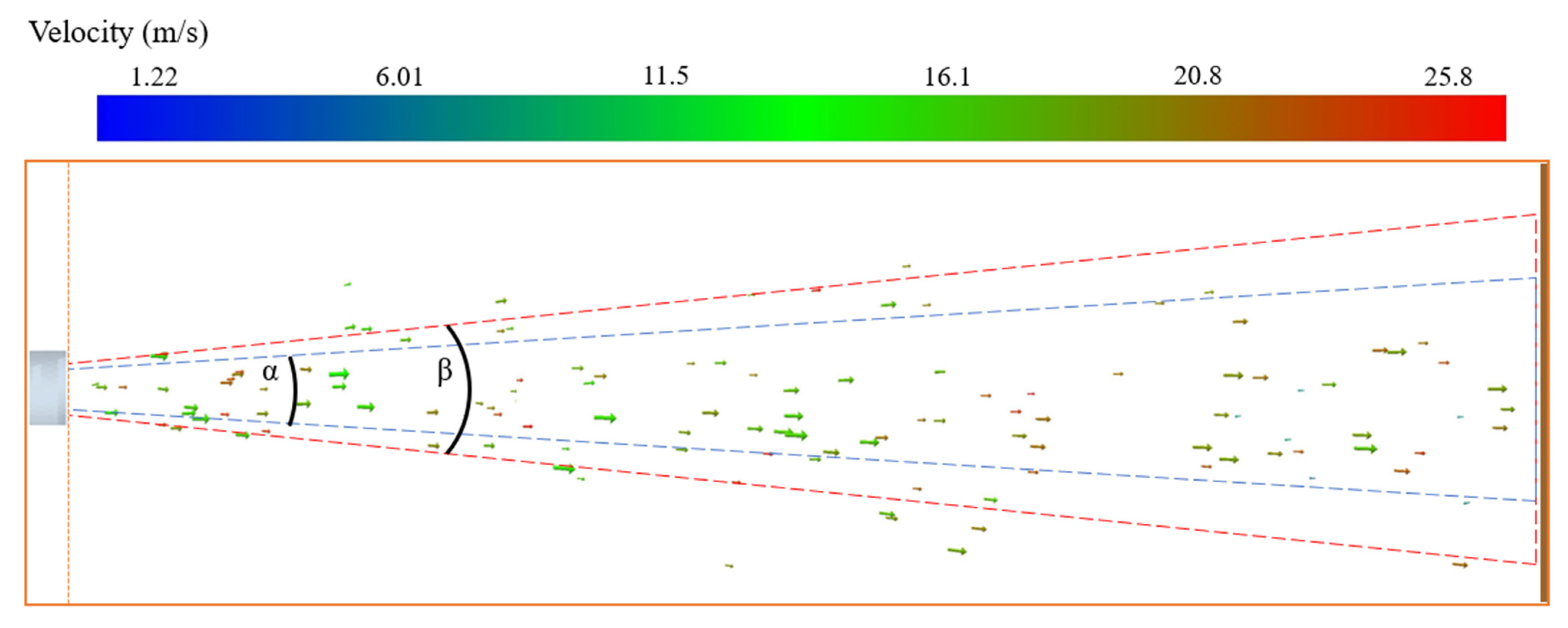
- The particle flow reached a steady jet state at around 0.3 s. The effective jet area of the particle flow was deflected downwards by gravity, and the degree of deviation depended on the spraying distance and particle velocity. In the Y plane, the diffusion angles of the large particles and small particles were approximately 7° and 12°, respectively. The large particle jet was more concentrated, which indicated that large particles were more likely to be sprayed into the designated spraying area;
- (3)
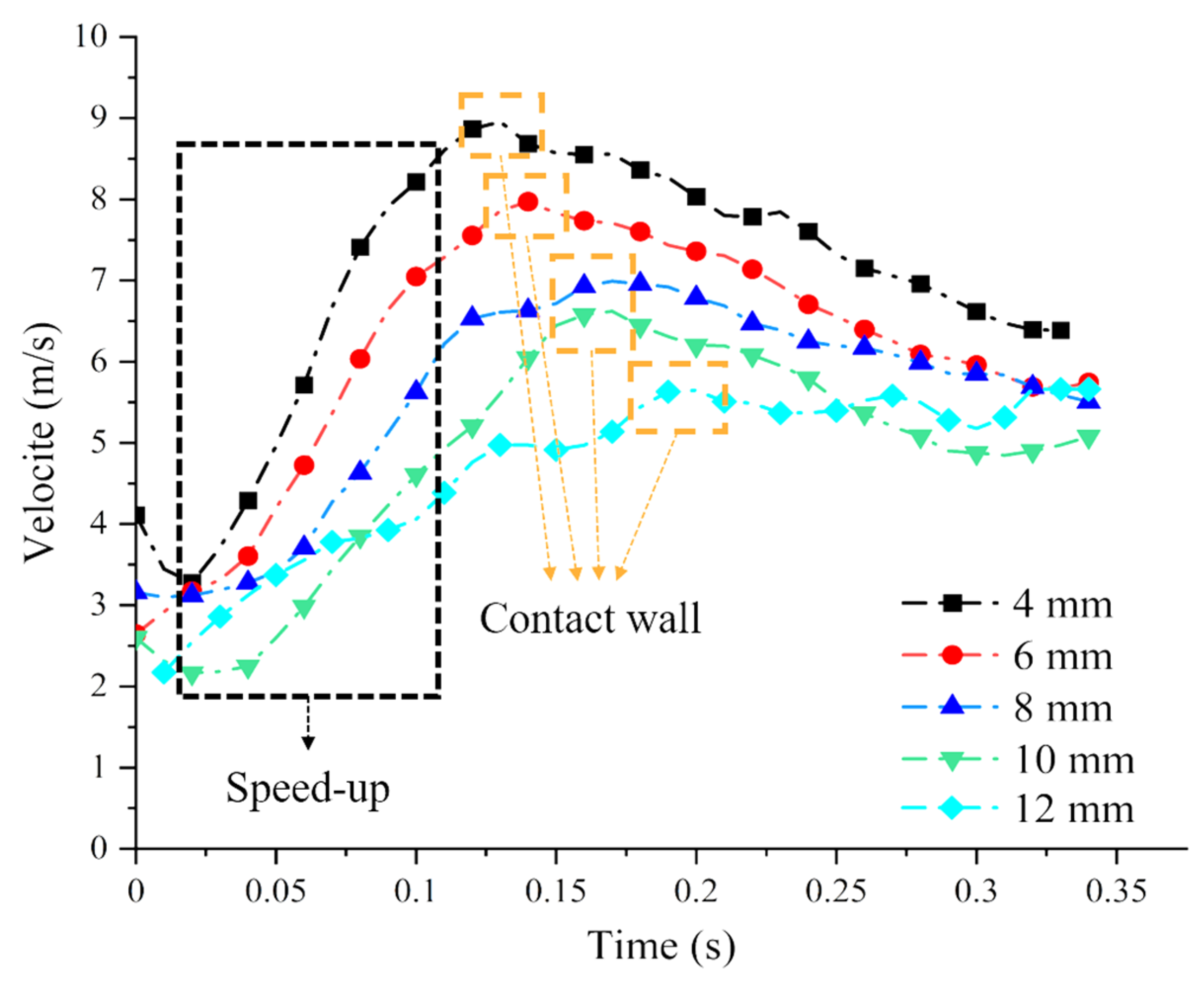
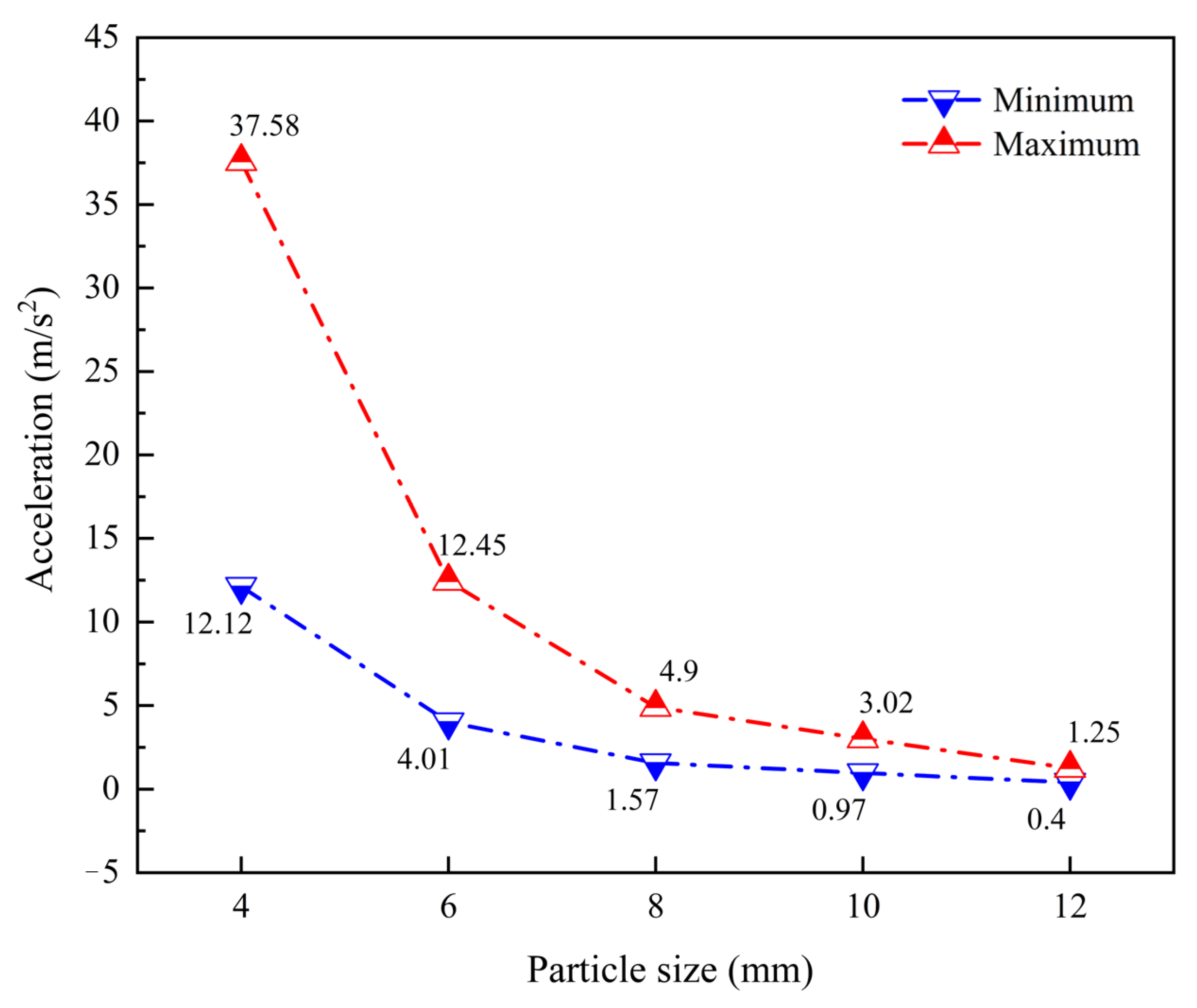
- The velocity difference between the particles of different sizes in the nozzle was small and became significant as the particles entered the jet area. In the different jet areas, the average velocity of the small particles was greater than that of the large particles, and the maximum velocity of the 4 mm particles was 25 m/s, while that of the 12 mm particles was 19 m/s. The large particles required a longer acceleration time to reach their maximum velocity than the small particles;
- (4)
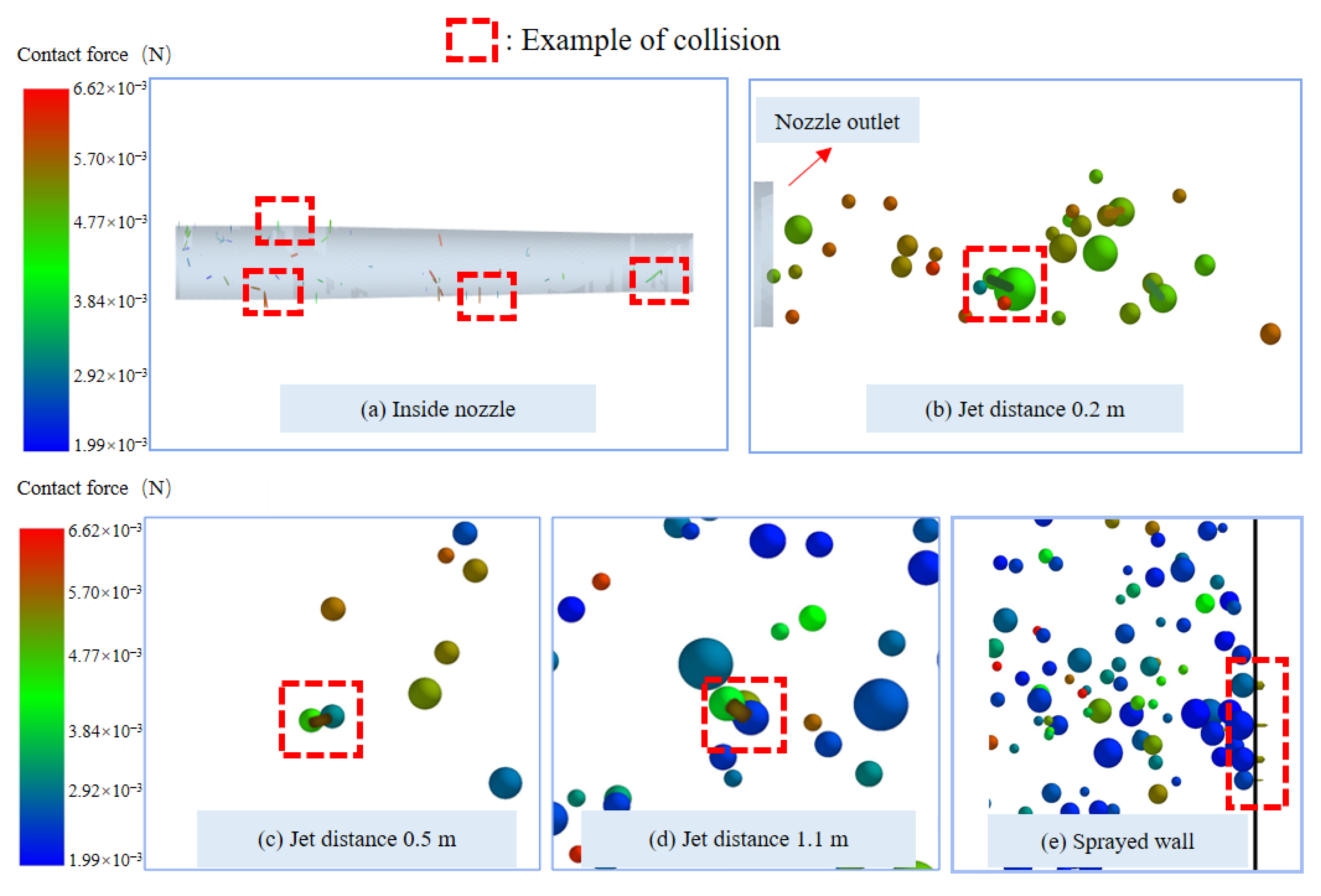
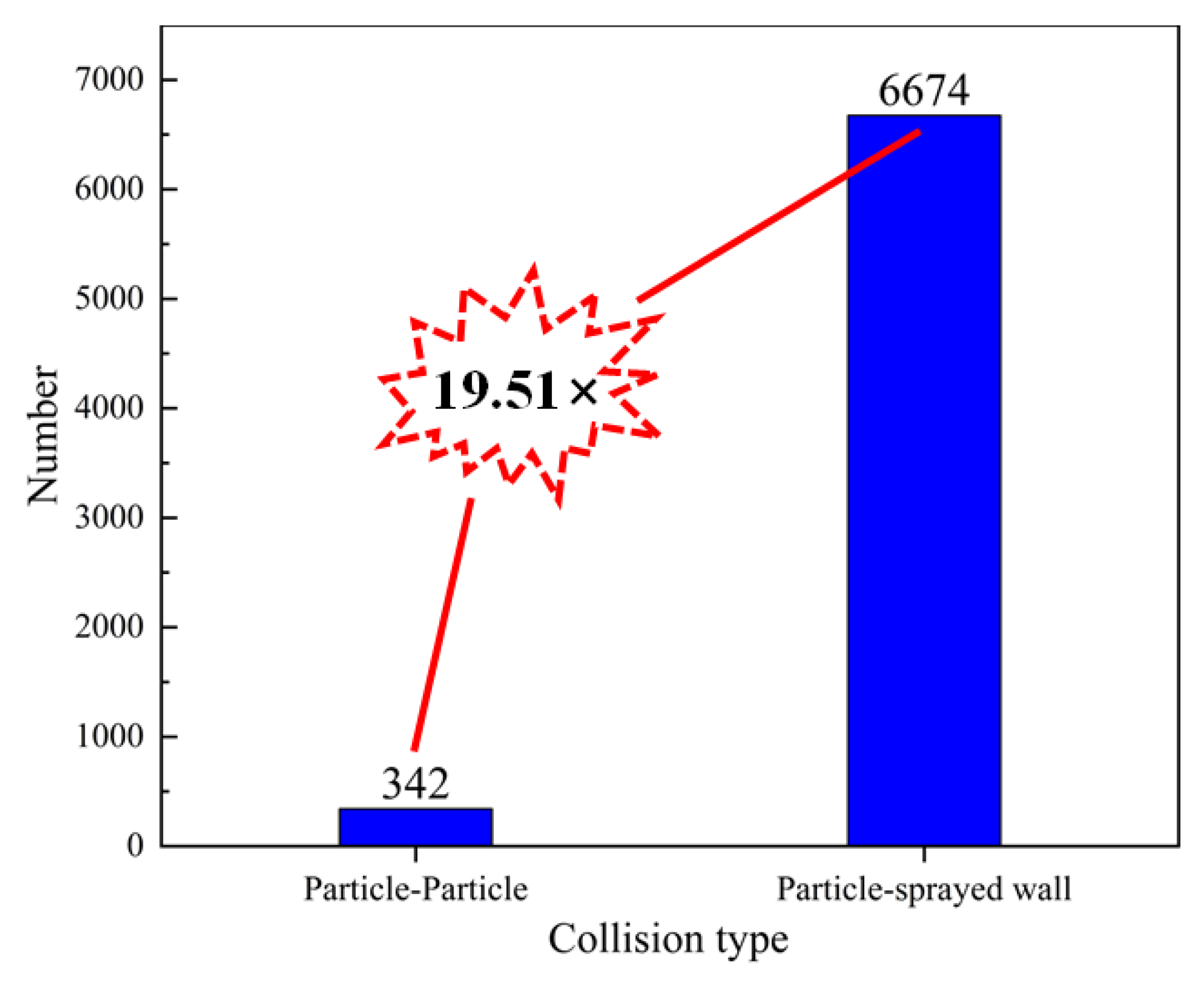
- The collision took three forms: particle collision with the inner wall of the nozzle, interparticle collision, and particle collision with the sprayed wall. The collision between the particles and the sprayed wall was the main cause of the rebound, and the collision rebound angle near the sprayed wall was uncertain. Due to differences in the particle size and mass, the small particles were more susceptible to impact and more likely to rebound from collisions compared to the large particles.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Garshol, K. Shotcrete: International practices and trends. In Proceedings of the Specialist Techniques and Materials for Concrete Construction: Proceedings of the International Conference, Scotland, UK, 8–10 September 1999; p. 163. [Google Scholar]
- Knight Brad, W.; Rispin, M.; Clegg, I. Wet-Mix Shotcrete as a Material, Process, and Ground Control Component of a 21st Century Underground Mining Operation; Shotcrete for Underground Support X: Reston, VA, USA, 2012; pp. 298–306. [Google Scholar]
- Watanabe, T.; Hosomi, M.; Yuno, K.; Hashimoto, C. Quality evaluation of shotcrete by acoustic emission. Constr. Build. Mater. 2010, 24, 2358–2362. [Google Scholar] [CrossRef]
- Ding, J.; Wu, Y.; Lei, Y. Several on-site process experiments using nanomaterials to improve the rebound rate and strength of ordinary wet dry sprayed concrete. In Proceedings of the 2018 Academic Exchange Conference of the Sichuan Hydroelectric Engineering Society and the Construction Technology Exchange Conference of the Six Provinces (Regions) of Sichuan, Yunnan, Guangxi, Hunan, Guangdong, and Qinghai, Chengdu, China, 15 November 2018. [Google Scholar]
- Wang, Z.; Chen, Y.; Sun, J.; Xia, H. Analysis of erosion wear of filling slurry on reducing pipes. J. Shandong Univ. Sci. Technol. (Nat. Sci.) 2022, 4, 39–46. [Google Scholar]
- Cheng, W.M.; Liu, W.; Nie, W.; Zhou, G.; Cui, X.F.; Sun, X. The Prevention and Control Technology of Dusts in Heading and Winning Faces and Its Development Tendency. J. Shandong Univ. Sci. Technol. (Nat. Sci.) 2010, 29, 77–81. [Google Scholar]
- Armelin, H.S.; Banthia, N. Mechanics of aggregate rebound in shotcrete—(Part I). Mater. Struct. 1998, 31, 91–98. [Google Scholar] [CrossRef]
- Armelin, H.S.; Banthia, N. Development of a general model of aggregate rebound for dry-mix shotcrete—(Part II). Mater. Struct. 1998, 31, 195–202. [Google Scholar] [CrossRef]
- Jolin, M.; Lemay, J.D.; Ginouse, N.; Bissonnette, B.; Blouin-Dallaire, É. The effect of spraying on fiber content and shotcrete properties. In Proceedings of the Shotcrete for Underground Support XII, Singapore, 15 October 2015. [Google Scholar]
- He, W. Research on Performance and Composition Design Methods of High Air Content Wet Sprayed Concrete. Ph.D. Thesis, Chang’an University, Xi’an, China, 2014. [Google Scholar]
- Marc, J.; Denis, B. Effects of Particle-Size Distribution in Dry Process Shotcrete. ACI Mater. J. 2004, 101, 131–135. [Google Scholar]
- Zhang, Y.; Zhang, J. Analysis of the influence of springback rate of wet-sprayed concrete based on aggregate characteristic analysis. In Structural Seismic and Civil Engineering Research; CRC Press: Boca Raton, FL, USA, 2023; pp. 150–155. [Google Scholar]
- Cui, Y.; Tan, Z.; Zhou, Z.; Wu, J.; Wang, J. Preparation and application of low rebound liquid alkali-free accelerator for shotcrete. Constr. Build. Mater. 2023, 367, 130220. [Google Scholar] [CrossRef]
- Liu, Z.; Bian, W.; Pan, G.; Li, P.; Li, W. Influences on Shotcrete Rebound from Walls with Random Roughness. Adv. Mater. Sci. Eng. 2018, 2018, 7401358. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Z.; Liu, G.; Ma, G.; Liu, X. Spraying characteristics of mining wet shotcrete. Constr. Build. Mater. 2022, 316, 125888. [Google Scholar] [CrossRef]
- Pan, G.; Li, P.; Chen, L.; Liu, G. A study of the effect of rheological properties of fresh concrete on shotcrete-rebound based on different additive components. Constr. Build. Mater. 2019, 224, 1069–1080. [Google Scholar] [CrossRef]
- Krenzer, K.; Mechtcherine, V.; Palzer, U. Simulating mixing processes of fresh concrete using the discrete element method (DEM) under consideration of water addition and changes in moisture distribution. Cem. Concr. Res. 2019, 115, 274–282. [Google Scholar] [CrossRef]
- Li, Z.; Cao, G.; Guo, K. Numerical method for thixotropic behavior of fresh concrete. Constr. Build. Mater. 2018, 187, 931–941. [Google Scholar] [CrossRef]
- Wu, J.; El Naggar, M.H.; Li, X.; Wen, H. DEM analysis of geobag wall system filled with recycled concrete aggregate. Constr. Build. Mater. 2020, 238, 117684. [Google Scholar] [CrossRef]
- Hærvig, J.; Kleinhans, U.; Wieland, C.; Spliethoff, H.; Jensen, A.L.; Sørensen, K.; Condra, T.J. On the adhesive JKR contact and rolling models for reduced particle stiffness discrete element simulations. Powder Technol. 2017, 319, 472–482. [Google Scholar] [CrossRef]
- Cui, W.; Yan, W.-S.; Song, H.-F.; Wu, X.-L. Blocking analysis of fresh self-compacting concrete based on the DEM. Constr. Build. Mater. 2018, 168, 412–421. [Google Scholar] [CrossRef]
- Su, C.; Wu, Z.; Zheng, X. Analysis of Rebound Rate of Wet Shotcrete Based on Experiment and Discrete Element Method. Shock Vib. 2022, 2022, 1840580. [Google Scholar] [CrossRef]
- Tavangar, T.; Hosseinpoor, M.; Marshall, J.S.; Yahia, A.; Khayat, K.H. Discrete-element modeling of shear-induced particle migration during concrete pipe flow: Effect of size distribution and concentration of aggregate on formation of lubrication layer. Cem. Concr. Res. 2023, 166, 107113. [Google Scholar] [CrossRef]
- Zhou, F. Research on Key Technologies for Pneumatic Conveying of Large Coal Particles. Ph.D. Thesis, China University of Mining and Technology, Xuzhou, China, 2022. [Google Scholar]
- Zhao, H.; Zhao, Y. CFD-DEM simulation of pneumatic conveying in a horizontal pipe. Powder Technol. 2020, 373, 58–72. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, X.; Cao, G.; Tan, Y.; Xiao, X.; Zhou, Y.; Liu, S.; Tong, Z.; Wu, Y. Optimization of fresh concrete pumping pressure loss with CFD-DEM approach. Constr. Build. Mater. 2021, 276, 122204. [Google Scholar] [CrossRef]
- Huang, W.; Yan, Z.; Sun, F.; Zhao, B.; Xue, S.; Zhou, B. Particle flow simulation study on the characteristics of Brazilian fracturing failure in layered shale. J. Shandong Univ. Sci. Technol. (Nat. Sci. Ed.) 2022, 41, 74–82. [Google Scholar]
- Chen, J.; Li, H.; Zhu, Y.; Zhang, Y.; Tang, D.; Zhu, J.; Li, W.; Wang, K. Particle flow simulation study on the effect of stiffness differences on rock fracture. J. Shandong Univ. Sci. Technol. (Nat. Sci. Ed.) 2022, 41, 51–59. [Google Scholar]
- El-Emam, M.A.; Zhou, L.; Shi, W.; Han, C.; Bai, L.; Agarwal, R. Theories and Applications of CFD–DEM Coupling Approach for Granular Flow: A Review. Arch. Comput. Methods Eng. 2021, 28, 4979–5020. [Google Scholar] [CrossRef]
- Uzi, A.; Levy, A. Flow characteristics of coarse particles in horizontal hydraulic conveying. Powder Technol. 2018, 326, 302–321. [Google Scholar] [CrossRef]
- Zhou, M.; Kuang, S.; Xiao, F.; Luo, K.; Yu, A. CFD-DEM analysis of hydraulic conveying bends: Interaction between pipe orientation and flow regime. Powder Technol. 2021, 392, 619–631. [Google Scholar] [CrossRef]
- Yang, D.; Xing, B.; Li, J.; Wang, Y.; Hu, N.; Jiang, S. Experiment and simulation analysis of the suspension behavior of large (5–30 mm) nonspherical particles in vertical pneumatic conveying. Powder Technol. 2019, 354, 442–455. [Google Scholar] [CrossRef]
- Crowe, C.T.; Schwarzkopf, J.D.; Sommerfeld, M.; Tsuji, Y. Multiphase Flows with Droplets and Particles; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Potyondy, D.O.; Cundall, P. A bonded-particle model for rock. Int. J. Rock Mech. Min. Sci. 2004, 41, 1329–1364. [Google Scholar] [CrossRef]
- Zhou, J.; Shangguan, L.; Gao, K.; Wang, Y.; Hao, Y. Numerical study of slug characteristics for coarse particle dense phase pneumatic conveying. Powder Technol. 2021, 392, 438–447. [Google Scholar] [CrossRef]
- GB50086-2015; Technical Code for Engineering of Ground Anchorages and Shotcrete Support. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2015.
- Yu, H.; Cheng, W.; Wu, L.; Wang, H.; Xie, Y. Mechanisms of dust diffuse pollution under forced-exhaust ventilation in fully-mechanized excavation faces by CFD-DEM. Powder Technol. 2017, 317, 31–47. [Google Scholar] [CrossRef]
- Yu, H.; Cheng, W.; Wang, H.; Peng, H.; Xie, Y. Formation mechanisms of a dust-removal air curtain in a fully-mechanized excavation face and an analysis of its dust-removal performances based on CFD and DEM. Adv. Powder Technol. 2017, 28, 2830–2847. [Google Scholar] [CrossRef]
- Olaleye, A.K.; Shardt, O.; Walker, G.M.; Van den Akker, H.E. Pneumatic conveying of cohesive dairy powder: Experiments and CFD-DEM simulations. Powder Technol. 2019, 357, 193–213. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Li, X.; He, R.; Han, S.; Chen, Y. Reprint of “Erosion prediction of liquid-particle two-phase flow in pipeline elbows via CFD–DEM coupling method”. Powder Technol. 2015, 282, 25–31. [Google Scholar] [CrossRef]
- Zhou, C. Research on Wear Mechanism of Fluid Solid Two Phase Flow Transportation Pipeline Based on CFD-DEM Coupling. Master’s Thesis, Yunnan Agricultural University, Kunming, China, 2022. [Google Scholar]
- Bindiganavile, V.; Banthia, N. Fiber reinforced dry-mix shotcrete with metakaolin. Cem. Concr. Compos. 2001, 23, 503–514. [Google Scholar] [CrossRef]
- Ma, G. Development and Experimental Research of a New Type of Non Pulse Wet Spraying Machine. Ph.D. Thesis, Shandong University of Science and Technology, Qingdao, China, 2020. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Details | Parameters | |
|---|---|---|---|
| Computational model | Multiphase flow model | Euler–Lagrange | |
| Turbulence model | Standard k-ε | ||
| Boundary condition | Inlet-boundary type | Velocity inlet | |
| Outlet-boundary type | Pressure outlet | ||
| Turbulence intensity | Inlet | 3.37239% | |
| Outlet | 4.2% | ||
| Materials | Air | Density [kg/m3] | 1.225 |
| Viscosity [kg/(m·s)] | 1.7894 × 10−5 | ||
| Solution | Pressure velocity coupling | Phase-coupled SIMPLE | |
| Time type | Transient | ||
| Initialization | Standard | ||
| Item | Details | Index | Value |
|---|---|---|---|
| Materials | Steel | Density [kg/m3] | 7800 |
| Poisson ratio [-] | 0.35 | ||
| Shear modulus [Pa] | 8.00 × 108 | ||
| Particles | Density [kg/m3] | 2100 | |
| Poisson ratio [-] | 0.3 | ||
| Shear modulus [Pa] | 2.00 × 107 | ||
| Interaction | Particle–Particle | Coefficient of restitution | 0.35 |
| Coefficient of static friction | 1.15 | ||
| Coefficient of rolling friction | 0.15 | ||
| Contact model [-] | Hertz–Mindlin with bonding | ||
| Normal stiffness per unit area [N/m3] | 1.00 × 109 | ||
| Tangential stiffness per unit area [N/m3] | 5.00 × 108 | ||
| Critical normal stress/shear stress [Pa] | 500,000 | ||
| Particle–Steel | Coefficient of restitution | 0.35 | |
| Coefficient of static friction | 1 | ||
| Coefficient of rolling friction | 0.15 | ||
| Particle generation | Factory type [-] | Dynamic | |
| Generation rate [kg/s] | 4.75 | ||
| Time step | 1.00 × 105 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Zhang, Y.; Li, P.; Pan, G. Rebound Characteristics of Wet-Shotcrete Particle Flow Jet from Wall Based on CFD-DEM. Buildings 2024, 14, 977. https://doi.org/10.3390/buildings14040977
Chen L, Zhang Y, Li P, Pan G. Rebound Characteristics of Wet-Shotcrete Particle Flow Jet from Wall Based on CFD-DEM. Buildings. 2024; 14(4):977. https://doi.org/10.3390/buildings14040977
Chicago/Turabian StyleChen, Lianjun, Yang Zhang, Pengcheng Li, and Gang Pan. 2024. "Rebound Characteristics of Wet-Shotcrete Particle Flow Jet from Wall Based on CFD-DEM" Buildings 14, no. 4: 977. https://doi.org/10.3390/buildings14040977