
Design and Performance Study of a Six-Leg Lattice Tower for Wind Turbines
Abstract
:1. Introduction
2. Overview of the Experiment
2.1. Specimen Design
2.2. Test Setup and Loading Regime
2.2.1. Test Setup
2.2.2. Loading System
2.3. Measurement Points
3. Failure Characteristics
4. Test Results and Analysis
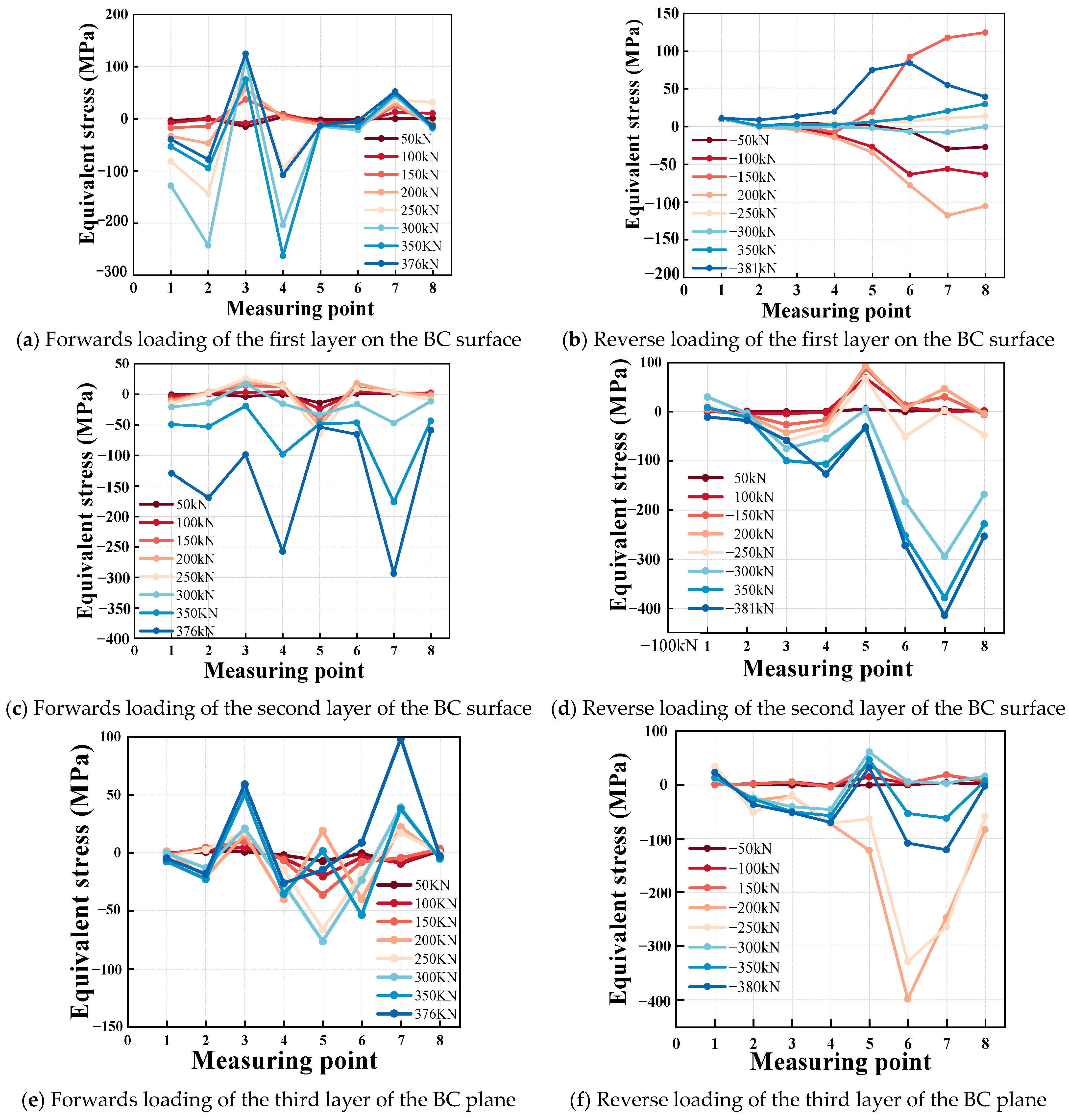
4.1. Equivalent Force Analysis of the Ball Table Plates
4.2. Analysis of Internal Forces in the Abdominal Rod
4.2.1. Analysis of Internal Forces in Inclined Web Bars
4.2.2. Analysis of Internal Forces in Transverse Web Bars
4.3. P-Δ Hysteresis Curves
4.4. Skeleton Curves
4.5. Ductility
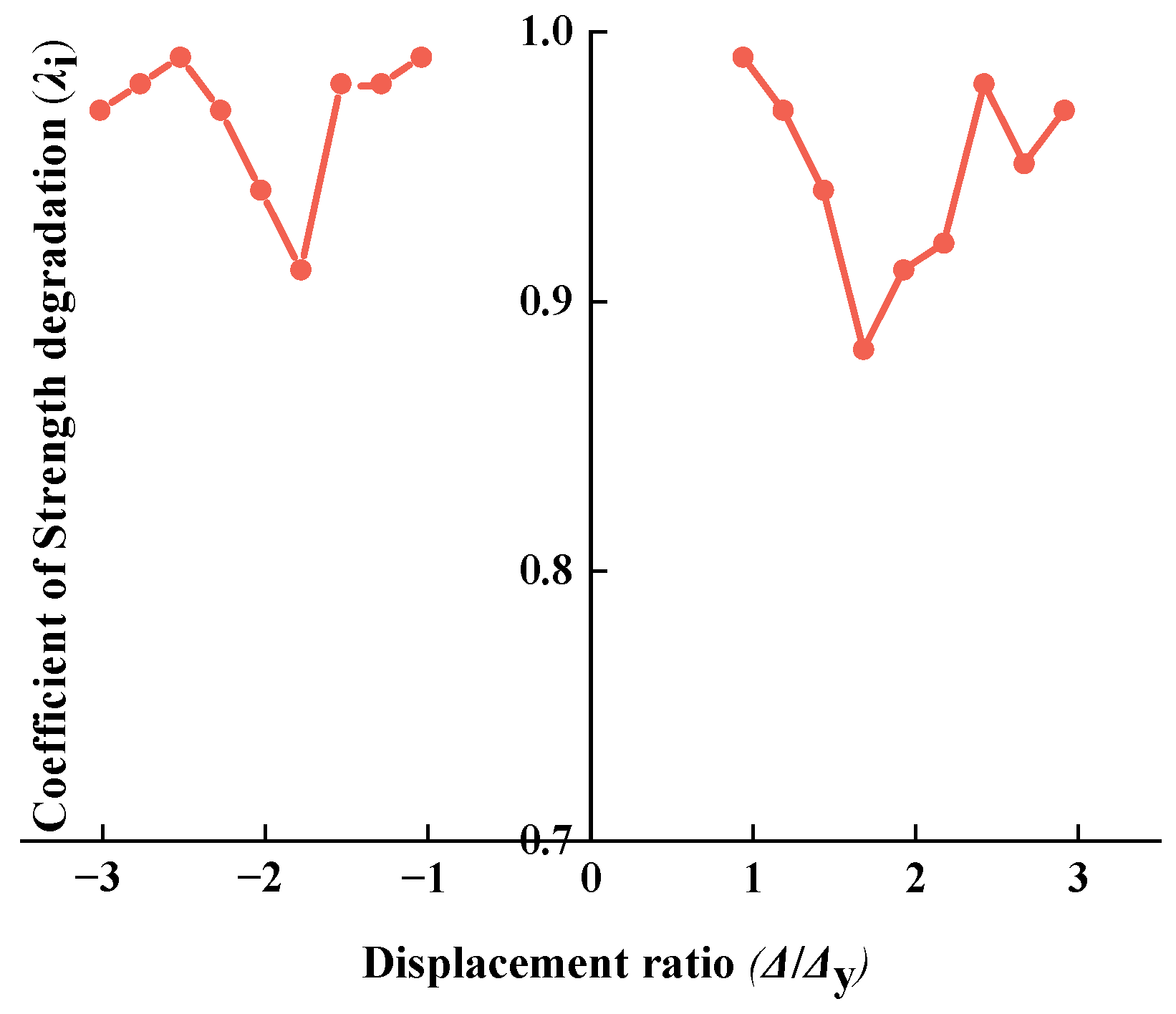
4.6. Strength and Stiffness Degradation
4.6.1. Strength Degradation
4.6.2. Stiffness Degradation
4.7. Energy Consumption Capacity
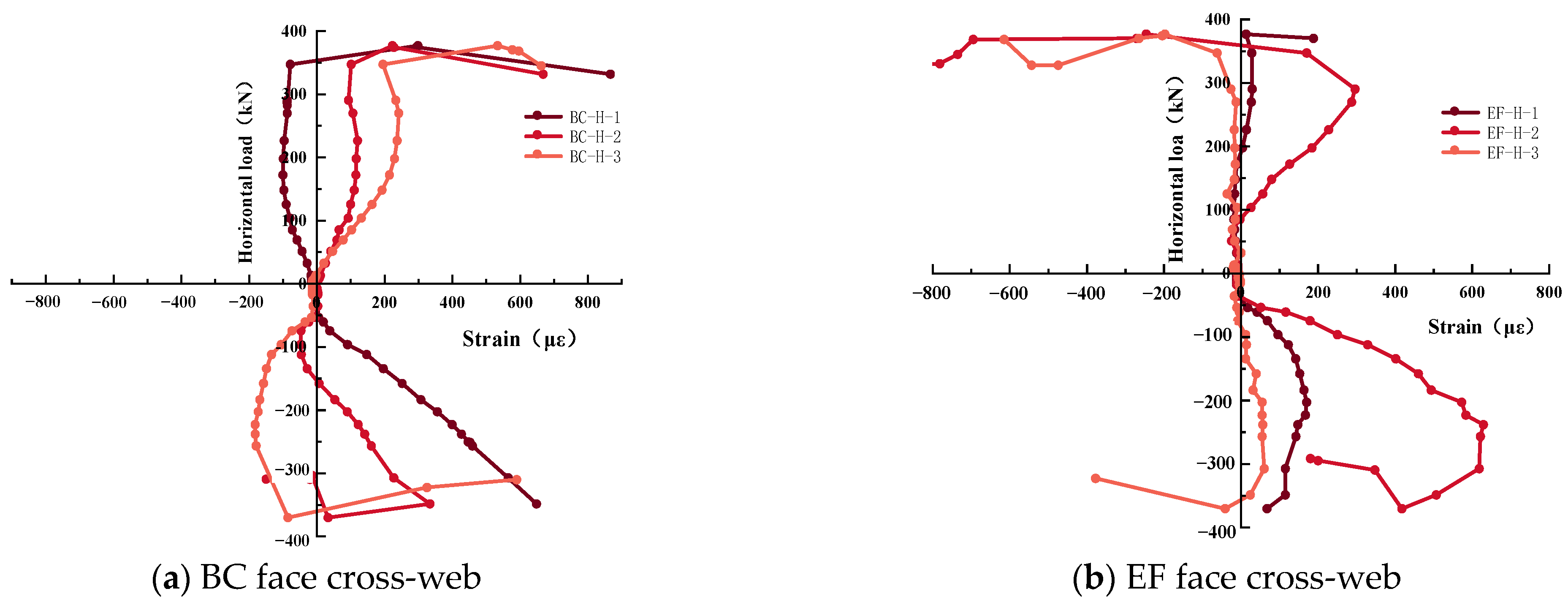
4.8. Tower Column Load–Strain Relationship
5. Conclusions
- (1)
- The prototypes of the six-leg lattice wind tower made from steel tubes, concrete and spherical nodes had two main damage modes. These modes were loosening of high-strength bolts or thread slippage of the inclined web, and fracture of the weld at the end sealing plate of the inclined web.
- (2)
- The upper ball table plate underwent concentrated stresses on its upper side at measuring points 5, 6, 7, and 8. The lower ball table plate, in contrast, underwent concentrated stresses on its lower side at measuring points 1, 2, 3, and 4. For the middle ball table plate, the stresses were concentrated on the lower side of the plate near the loading end and the upper side of the plate far from the loading end. While only a few measuring points reached the yield state, most of the stress values were small, which indicated that the ball plate could meet the force requirements during low peripheral repetitive action. The maximum equivalent stress value is 294 MPa, which appears in the middle layer of the BC surface. This design was deemed reasonable.
- (3)
- The shape of the hysteresis curve for a six-leg lattice wind turbine tower made of steel tubes, concrete and split spherical nodes was affected by slip. It took on a reverse “S” shape, and as the load-carrying capacity of the prototype decreased, the P-Δ curve began to pinch more noticeably. This indicated that the stiffness of the tower decreased more severely during the damage stage, which led to a weaker ability to resist deformation compared to the early stage. The maximum energy dissipation appears in the 1.75 Δy loading stage. The peak load of the specimen can reach 376.2 kN, and the corresponding peak displacement is 37 mm.
- (4)
- The tower carried a load up to 288.6 kN before yielding, and it was displaced up to 26 mm before it reached its limit. Additionally, the tower withstood a forwards ultimate load of 376.2 kN, which demonstrated its strong stress performance. The skeleton curve showed that the six-leg lattice wind turbine tower made of steel tubes, concrete, and split sphere nodes had high initial stiffness and load capacity. However, the average ductility coefficient of 2.33 indicated weakness in the space system, with limited subsequent structural deformation capacity.
- (5)
- The towering column underwent the greatest strain at its base, and the top layer was affected by the loading plate constraint, which resulted in significant local deformation. The diagonal web bar on the intermediate layer bore the largest force under the same level of load and was prone to damage at an early stage. The maximum strain of the tower column foot is 1800 με, and the force of the inclined web member in the middle layer is the largest. The strain rate was highest at the peak load, which indicated the crucial role played by the transverse web bar in maintaining the structural integrity of the tower.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Meng, D.; Yang, S.; de Jesus, A.M.; Zhu, S.P. A novel Kriging-model-assisted reliability-based multidisciplinary design optimization strategy and its application in the offshore wind turbine tower. Renew. Energy 2023, 203, 407–420. [Google Scholar] [CrossRef]
- Beiter, P.; Cooperman, A.; Lantz, E.; Stehly, T.; Shields, M.; Wiser, R.; Telsnig, T.; Kitzing, L.; Berkhout, V.; Kikuchi, Y. Wind power costs driven by innovation and experience with further reductions on the horizon. Wiley Interdiscip. Rev. Energy Environ. 2021, 10, e398. [Google Scholar] [CrossRef]
- Tobin, I.; Jerez, S.; Vautard, R.; Thais, F.; Van Meijgaard, E.; Prein, A.; Déqué, M.; Kotlarski, S.; Maule, C.F.; Nikulin, G.; et al. Climate change impacts on the power generation potential of a European mid-century wind farms scenario. Environ. Res. Lett. 2016, 11, 034013. [Google Scholar] [CrossRef]
- Hernandez-Estrada, E.; Lastres-Danguillecourt, O.; Robles-Ocampo, J.B.; Lopez-Lopez, A.; Sevilla-Camacho, P.Y.; Perez-Sariñana, B.Y.; Jose, R. Dorrego-Portela. Considerations for the structural analysis and design of wind turbine towers: A review. Renew. Sustain. Energy Rev. 2021, 137, 110447. [Google Scholar] [CrossRef]
- Lantz, E.J.; Roberts, J.O.; Nunemaker, J.; DeMeo, E.; Dykes, K.L.; Scott, G.N. Increasing Wind Turbine Tower Heights: Opportunities and Challenges; NREL/TP-5000-73629; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2019. [Google Scholar] [CrossRef]
- Lavassas, I.; Nikolaidis, G.; Zervas, P.; Efthimiou, E.; Doudoumis, I.N.; Baniotopoulos, C.C. Analysis and design of the prototype of a steel 1-MW wind turbine tower. Eng. Struct. 2003, 25, 1097–1106. [Google Scholar] [CrossRef]
- Negm, H.M.; Maalawi, K.Y. Structural design optimization of wind turbine towers. Comput. Struct. 2000, 74, 649–666. [Google Scholar] [CrossRef]
- Bazeos, N.; Hatzigeorgiou, G.D.; Hondros, I.D.; Karamaneas, H.; Karabalis, D.L.; Beskos, D.E. Static, seismic and stability analyses of a prototype wind turbine steel tower. Eng. Struct. 2002, 24, 1015–1025. [Google Scholar] [CrossRef]
- Deng, H.; Li, F.; Cai, Q.; Dong, J.; Fu, P. Experimental and numerical analysis on the slope change joint of a quartet-steel-tube-column transmission tower. Thin-Walled Struct. 2017, 119, 572–585. [Google Scholar] [CrossRef]
- Fitzgerald, B.; Sarkar, S.; Staino, A. Improved reliability of wind turbine towers with active tuned mass dampers (ATMDs). J. Sound Vib. 2018, 419, 103–122. [Google Scholar] [CrossRef]
- Seifi, H.; Javan, A.R.; Xu, S.; Zhao, Y.; Xie, Y.M. Design optimization and additive manufacturing of nodes in gridshell structures. Eng. Struct. 2018, 160, 161–170. [Google Scholar] [CrossRef]
- He, L.; Zhao, Y.; Lin, S. Experimental study on axially compressed circular CFST columns with improved confinement effect. J. Constr. Steel Res. 2018, 140, 74–81. [Google Scholar] [CrossRef]
- Huang, X.; Li, B.; Zhou, X.; Wang, Y.; Zhu, R. Geometric optimisation analysis of Steel–Concrete hybrid wind turbine towers. Structures 2022, 35, 1125–1137. [Google Scholar] [CrossRef]
- Wen, Y.; Liu, Z.; Xiong, W. Research on stress performance of universally wrapped assembled joints of lattice wind power tower with concrete-filled steel tube. Sci. Rep. 2023, 13, 1670. [Google Scholar] [CrossRef]
- Wen, Y.; Xu, G.; Wu, X.; Li, Z. Performance control analysis of concrete-filled steel tube sepa-rated spherical joint wind power tower. Struct. Eng. Mech. 2023, 87, 137–149. [Google Scholar] [CrossRef]
- Shao, L.F.; Zheng, R.J. Study on Large Wind Power Tower Structure Concept Optimization. Appl. Mech. Mater. 2011, 99, 911–918. [Google Scholar] [CrossRef]
- Shittu, A.A.; Mehmanparast, A.; Wang, L.; Salonitis, K.; Kolios, A. Comparative study of structural reliability assessment methods for offshore wind turbine jacket support structures. Appl. Sci. 2020, 10, 860. [Google Scholar] [CrossRef]
- Li, B.; Qiao, M.; Gao, C.Y. Static Behavior Study for Latticed Concrete-Filled Steel Tubular Wind Turbine Tower Joints. Appl. Mech. Mater. 2012, 166, 553–558. [Google Scholar] [CrossRef]
- Li, J.; Wang, G.; Li, Z.; Yang, S.; Chong, W.T.; Xiang, X. A review on development of offshore wind energy conversion system. Int. J. Energy Res. 2020, 44, 9283–9297. [Google Scholar] [CrossRef]
- Patil, A.; Jung, S.; Kwon, O.S. Structural performance of a parked wind turbine tower subjected to strong ground motions. Eng. Struct. 2016, 120, 92–102. [Google Scholar] [CrossRef]
- Dai, K.; Huang, Y.; Gong, C.; Huang, Z.; Ren, X. Rapid seismic analysis methodology for in-service wind turbine towers. Earthq. Eng. Eng. Vib. 2015, 14, 539–548. [Google Scholar] [CrossRef]
- Du, H.; Du, S.; Li, W. Probabilistic time series forecasting with deep non-linear state space models. CAAI Trans. Intell. Technol. 2023, 8, 3–13. [Google Scholar] [CrossRef]
- Yusuf, A.; Kiri, A.A.; Lawal, L.; Kiri, A.I. A hybrid conjugate gradient algorithm for nonlinear system of equations through conjugacy condition. In Proceedings of the Artificial Intelligence and Applications, Wuhan, China, 18–20 November 2023. [Google Scholar] [CrossRef]
- Arcos Jiménez, A.; Gómez Muñoz, C.Q.; García Márquez, F.P. Machine learning for wind turbine blades maintenance management. Energies 2017, 11, 13. [Google Scholar] [CrossRef]
- Gheisari, M.; Ebrahimzadeh, F.; Rahimi, M.; Moazzamigodarzi, M.; Liu, Y.; Dutta Pramanik, P.K.; Heravi, M.A.; Mehbodniya, A.; Ghaderzadeh, M.; Feylizadeh, M.R.; et al. Deep learning: Applications, architectures, models, tools, and frameworks: A comprehensive survey. CAAI Trans. Intell. Technol. 2023, 8, 581–606. [Google Scholar] [CrossRef]
- Luo, C. KELL: A kernel-embedded local learning for data-intensive modeling. Artif. Intell. Appl. 2024, 2, 38–44. [Google Scholar] [CrossRef]
- Li, Z.; Li, S. Recursive recurrent neural network: A novel model for manipulator control with different levels of physical constraints. CAAI Trans. Intell. Technol. 2023, 8, 622–634. [Google Scholar] [CrossRef]
- Alkhaled, L.; Khamis, T. Supportive Environment for Better Data Management Stage in the Cycle of ML Process. Artif. Intell. Appl. 2023. [Google Scholar] [CrossRef]
- Ju, Y.Z.; Li, J.Y.; Wang, D.H.; Bai, J.F. Study of the ultimate load capacity of K-type tube-gusset plate connections. Int. J. Steel Struct. 2018, 18, 596–607. [Google Scholar] [CrossRef]
- Yang, X.; Gao, Y.; Fang, C.; Zheng, Y.; Wang, W. Deep learning-based bolt loosening detection for wind turbine towers. Struct. Control Health Monit. 2022, 29, e2943. [Google Scholar] [CrossRef]
- Way, A.C.; Van Zijl, G.P.A.G. A study on the design and material costs of tall wind turbine towers in South Africa. J. S. Afr. Inst. Civ. Eng. 2015, 57, 45–54. [Google Scholar] [CrossRef]
- Hu, Y.; Baniotopoulos, C.; Yang, J. Effect of internal stiffening rings and wall thickness on the structural response of steel wind turbine towers. Eng. Struct. 2014, 81, 148–161. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, C.S.; Wang, X.X. Research progress on steel-concrete composite bridge towers. Adv. Mater. Res. 2011, 250, 2392–2395. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, X.X.; Wang, C.S.; Xu, Y. Experimental Research on Steel-Concrete Composite Bridge Towers with Different Cross Sections. Adv. Mater. Res. 2011, 255, 1295–1298. [Google Scholar] [CrossRef]
- Jun, C.; Miao, Z.; Zhu, H.; Xu, F.; Shao, Z.; Ding, F.; Xiang, P. Study on mechanical properties of wind turbine tower reinforced by ribbed interlayer. J. Constr. Steel Res. 2024, 212, 108256. [Google Scholar] [CrossRef]
- Mercuri, M.; Pathirage, M.; Gregori, A.; Cusatis, G. Influence of self-weight on size effect of quasi-brittle materials: Generalized analytical formulation and application to the failure of irregular masonry arches. Int. J. Fract. 2023. [Google Scholar] [CrossRef]
- Dimopoulos, C.A.; Gantes, C.J. Experimental investigation of buckling of wind turbine tower cylindrical shells with opening and stiffening under bending. Thin-Walled Struct. 2012, 54, 140–155. [Google Scholar] [CrossRef]
- Qu, S.; Wu, X.; Sun, Q. Experimental study and theoretical analysis on the ultimate strength of high-strength-steel tubular K-Joints. Thin-Walled Struct. 2018, 123, 244–254. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, K.; Wang, Z.; Tang, W. Dynamic behavior of scaled tubular K-joints subjected to impact loads. Mar. Struct. 2020, 69, 102685. [Google Scholar] [CrossRef]
- JGJ/T2015; Specification for Seismic Test of Buildings. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2015. (In Chinese)


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Specimen Parameters (mm) | ||||||
|---|---|---|---|---|---|---|---|
| Pillar Section | Diagonal Section | Tower Height | Lifting Section | Length of Package | Steel Ball 1 Diameter | Steel Ball 2 Diameter | |
| TJ | Φ108 × 5 | Φ32 × 3 | 3335 | Φ188 × 5 | 300 | 60 | 70 |
| Components and Materials | fy (MPa) | fu (MPa) | Es (MPa) | fcu (MPa) | Ec (MPa) |
|---|---|---|---|---|---|
| Pylon | 325 | 485 | 2.02 × 105 | - | - |
| Web member | 338 | 484 | 2.03 × 105 | - | - |
| Concrete C40 | - | - | - | 43.1 | 3.42 × 104 |
| Pylon | Forwards | Reverse |
|---|---|---|
| Yield displacement Δy (mm) | 26 | 26 |
| Yield load Fy (kN) | 288.6 | 288.6 |
| Peak displacement Δmax (mm) | 36.9 | 38.2 |
| Peak load Fmax (kN) | 376.2 | 381.8 |
| Limit displacement Δu (mm) | 62 | 59 |
| Ultimate load Fu (kN) | 319.8 | 324.5 |
| Displacement ductility factor | 2.38 | 2.27 |
| Average ductility factor | 2.33 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Li, H.; Wen, Y. Design and Performance Study of a Six-Leg Lattice Tower for Wind Turbines. Buildings 2024, 14, 965. https://doi.org/10.3390/buildings14040965
Li M, Li H, Wen Y. Design and Performance Study of a Six-Leg Lattice Tower for Wind Turbines. Buildings. 2024; 14(4):965. https://doi.org/10.3390/buildings14040965
Chicago/Turabian StyleLi, Miao, Hao Li, and Yang Wen. 2024. "Design and Performance Study of a Six-Leg Lattice Tower for Wind Turbines" Buildings 14, no. 4: 965. https://doi.org/10.3390/buildings14040965