
Sustainable Pavement Construction in Sensitive Environments: Low-Energy Asphalt with Local Waste Materials and Geomaterials



Abstract
:1. Introduction
2. Materials and Methods
2.1. Residual Volcanic Aggregate
2.2. Waste Crumb Rubber from Used Tires
2.3. Binders
2.4. Bituminous Mixtures
2.5. Laboratory Tests
- (a)
- Volumetric properties: theoretical maximum density (EN 12697-5, Procedure A: volumetric) of non-compacted samples, bulk density (EN 12697-6, Procedure B: saturated surface dry, SSD), and void characteristics (EN 12697-8) of cylindrical specimens compacted by impact with 75 blows per side;
- (b)
- Moisture resistance (EN 12697-12, by Indirect Tensile Test, ITT [EN 12697-23]) of cylindrical specimens compacted by impact with 50 blows per side;
- (c)
- Resistance to permanent deformation: Wheel Tracking Test, WTT (EN 12697-22, Procedure B: in air, small device, at 60 °C and 10,000 cycles), on slab specimens compacted by metallic roller, and Marshall Test (EN 12697-34) of cylindrical specimens compacted by impact with 75 blows/side;
- (d)
- Dynamic stiffness modulus (EN 12697-26) by Indirect Tensile Test on cylindrical specimens [IT-CY] compacted by impact with 75 blows per side, k = 0.6, T = 20 °C, f = 2.2 Hz;
- (e)
- Resistance to fatigue (EN 12697-24) by Four-Point Bending Test on prismatic specimens [4PB-PR] with 1 million load cycles, at 20 °C, 10 Hz).
3. Results and Discussion
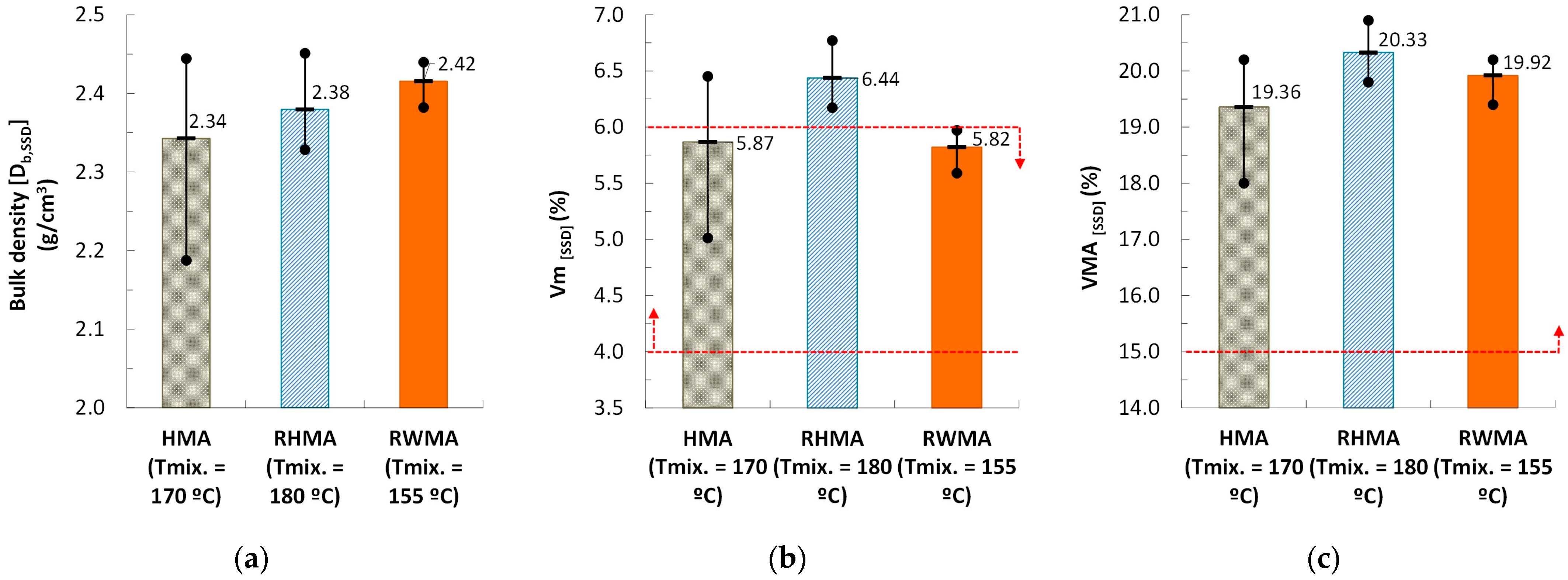
3.1. Physical Properties
3.2. Strength Properties
3.3. Mechanical Properties under Dynamic Loading
3.4. Statistical Analysis of the Experimental Results
- (1)
- An Exploratory Data Analysis (EDA) was performed to evaluate the quality of the data by using descriptive statistics tools (i.e., relevant statistics about the deviation and error of the laboratory results, basic plots, normality tests). The main statistics related with deviation are summarized in Table 2.
- (2)
- Based on the results of the normality test and the dependency of the samples, a non-parametric statistical approach was used to assess the effect of the mixture type on the different properties evaluated. In this case, the Kruskal–Wallis test was chosen (non-parametric analogue of the one-way ANOVA).
- (3)
- A Dunn’s post hoc test was also performed along with Kruskal–Wallis to answer two main questions, namely, whether at least one type of mixture is different from the other two, and between which types exactly this difference is. The p-values are shown in Table 3.
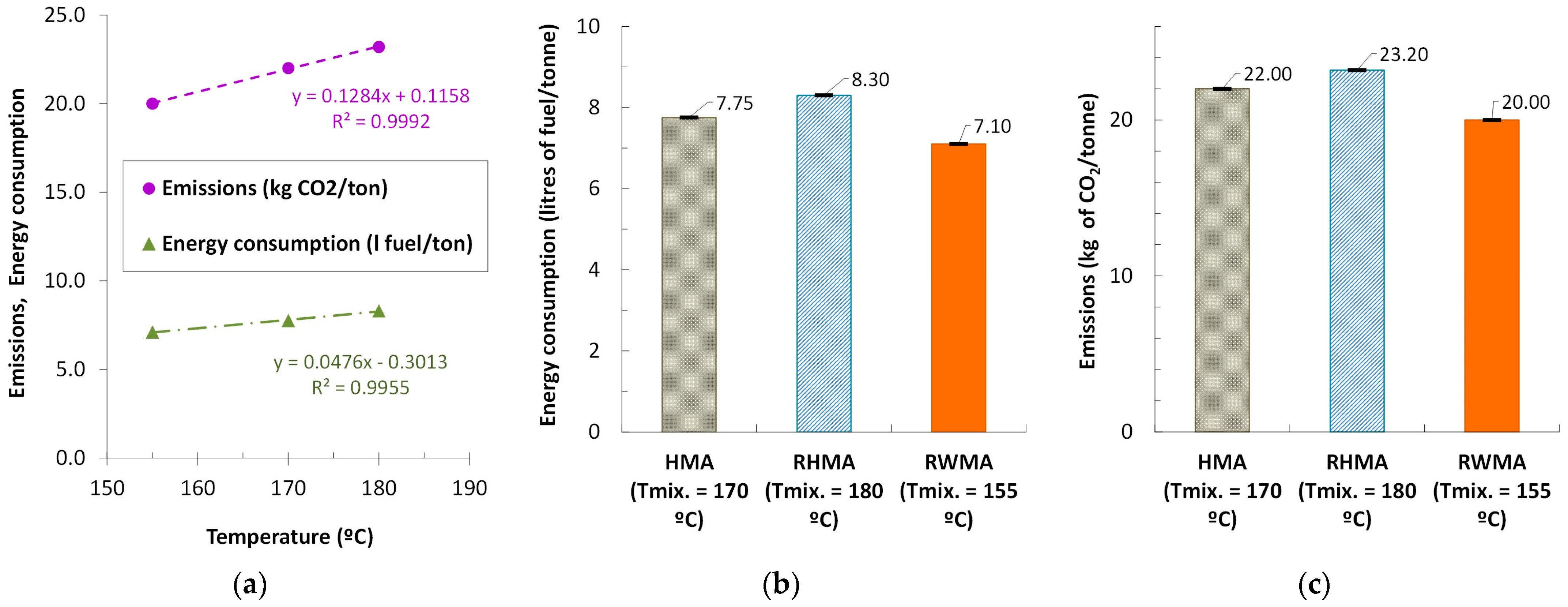
3.5. Eco-Efficiency Analysis
3.5.1. Energy Consumption
3.5.2. Emissions
3.5.3. Waste Recycling
4. Conclusions
- The bulk density of the rubberized warm mixture (RWMA) was 3.4% higher than the hot mixture with conventional binder (HMA). The volumetric properties of the RWMA meet the standard specifications for this type of asphalt concrete, even the most stringent requirements for wearing courses.
- The resistance to water action of the RWMA is increased by 37%, complying with pavement technical specifications. This shows the favorable effect on the adhesion under wet conditions of the combined action of the surfactant additive and the rubber on these mixtures with highly porous aggregates.
- It is important to highlight the enhanced rut resistance of the rubberized mixtures by approximately 50%. Similar results show the increased stability (by 99%), and reduced permanent (plastic) deformation (by 13%). This improvement supposes a noteworthy finding for the practical reuse of waste vesicular aggregates from volcanic rocks in pavement construction, especially for infrastructures under heavy traffic and at high weather temperatures.
- The dynamic stiffness modulus of the RWMA was 35% superior to the HMA, due to the favorable effect on the adhesion and coating between aggregates and bitumen promoted by the surfactant additive. This increase in the modulus of the asphalt mixture would allow a reduction in the thickness of the asphalt layers estimated at 13% (for an equivalent heavy-vehicle traffic of 300 trucks/day).
- The enhancements in the properties above mentioned lead to asphalt mixtures for paving that require less maintenance due to rutting damages and degradation promoted by the moisture action.
- The fatigue resistance of the RWMA mixtures is reduced compared to the HMA. However, this apparent worsening in the durability of these asphalt mixes can be addressed at the design stage of the pavement structure, and it is justified by the sustainability improvement with the use of raw materials and the waste recycling that this technology offers for extremely sensitive environments such as volcanic islands.
- The eco-efficiency analysis revealed that the RWMA mixture reduce fuel consumption and thus, CO2 emissions to the atmosphere by about 9% if compared to the HMA, and 15% if compared to RHMA. The use of rubber from used tires in these bituminous mixtures facilitates the recovery of between 25 and 50 metric tons of waste per roadway kilometer (in single roadways and dual carriageways, respectively). Additionally, this mixture enables the reuse of more than 95% of residual materials (ELT) and geomaterials (marginal aggregates).
- Experimentally, it has been shown that it is technically possible to produce asphalt mixtures with a lower energy consumption, certain improved properties, and a reduced environmental impact by recycling two large volume residues, while meeting specifications for paving.
- The amalgamation of these three technologies (WMA + CRMB + residual geomaterials) promotes cleaner and more sustainable pavements, contributing to a zero waste society, and enhances their performance by reducing the maintenance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, Y. Technology innovation and sustainability: Challenges and research needs. Clean. Technol. Environ. Policy 2021, 23, 1663–1664. [Google Scholar] [CrossRef]
- Aryan, Y.; Dikshit, A.K.; Shinde, A.M. A critical review of the life cycle assessment studies on road pavements and road infrastructures. J. Environ. Manag. 2023, 336, 117697. [Google Scholar] [CrossRef] [PubMed]
- Milad, A.; Babalghaith, A.M.; Al-Sabaeei, A.M.; Dulaimi, A.; Ali, A.; Reddy, S.S.; Bilema, M.; Yusoff, N.I.M. A Comparative Review of Hot and Warm Mix Asphalt Technologies from Environmental and Economic Perspectives: Towards a Sustainable Asphalt Pavement. Int. J. Environ. Res. Public Health 2022, 19, 14863. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Saboo, N.; Kumar, P.; Chandra, S. Effect of warm mix additives on creep and recovery response of conventional and polymer modified asphalt binders. Constr. Build. Mater. 2017, 138, 352–362. [Google Scholar] [CrossRef]
- Martin, H.; Kerstin, Z.; Joachim, M. Reduced emissions of warm mix asphalt during construction. Road Mater. Pav. Des. 2019, 20, S568–S577. [Google Scholar] [CrossRef]
- Lakshmi Roja, K.; Roy, N.; Murali Krishnan, J. Influence of Aging on the Rheological Behavior of Warm Mix Asphalt Binders. In Proceedings of the 8th RILEM International Symposium on Testing and Characterization of Sustainable and Innovative Bituminous Materials, Ancona, Italy, 7–9 October 2015; Canestrari, F., Partl, M., Eds.; RILEM Bookseries. Springer: Dordrecht, The Netherlands, 2016; Volume 11. [Google Scholar] [CrossRef]
- Sukhija, M.; Saboo, N. A comprehensive review of warm mix asphalt mixtures-laboratoryto field. Constr. Build. Mater. 2021, 274, 121781. [Google Scholar] [CrossRef]
- Cao, R.; Zhen Leng, Z.; Yu, H.; Shu-Chien Hsu, S.C. Comparative life cycle assessment of warm mix technologies in asphalt rubber pavements with uncertainty analysis. Resour. Conserv. Recycl. 2019, 147, 137–144. [Google Scholar] [CrossRef]
- Barraj, F.; Khatib, J.; Castro, A.; Elkordi, A. Effect of Chemical Warm Mix Additive on the Properties and Mechanical Performance of Recycled Asphalt Mixtures. Buildings 2022, 12, 874. [Google Scholar] [CrossRef]
- de Bortoli, A. Understanding the environmental impacts of virgin aggregates: Critical literature review and primary comprehensive life cycle assessments. J. Clean. Prod. 2023, 415, 137629. [Google Scholar] [CrossRef]
- Upadhyay, A.; Laing, T.; Kumar, V.; Dora, M. Exploring barriers and drivers to the implementation of circular economy practices in the mining industry. Resour. Policy 2021, 72, 102037. [Google Scholar] [CrossRef]
- Wang, P.; Chen, J.; Wang, J.; Li, J.; Ning, H.; Liang, C.; Ge, X.; Wang, X. Evaluation of the Refined Decomposition Effect of Reclaimed Asphalt Pavement Materials. Buildings 2023, 13, 2240. [Google Scholar] [CrossRef]
- Wei, W.; Ji, C.; Song, H.; Li, Z.; Liu, Z.; Sun, L.; Zhou, Z. Effect of Fractionation Process and Addition of Composite Crumb Rubber-Modified Asphalt on Road Performance Variability of Recycled Asphalt Mixtures with High Reclaimed Asphalt Pavement (RAP) Content. Buildings 2023, 13, 2729. [Google Scholar] [CrossRef]
- Gedik, A. A review on the evaluation of the potential utilization of construction and demolition waste in hot mix asphalt pavements. Resour. Conserv. Recycl. 2020, 161, 104956. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Tighe, S.L.; Achebe, J. Influence of recycled concrete aggregate on volumetric properties of hot mix asphalt. Resour. Conserv. Recycl. 2018, 130, 200–214. [Google Scholar] [CrossRef]
- Han, S.; Baek, C. Evaluation of Properties of Asphalt Concrete Mixture Using Basalt Aggregate from Jeju Island. Buildings 2023, 13, 3119. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, Y.; Zhu, Z.; Xu, J.; Zhang, Y.; Tang, B. Water Damage Resistance of Tuff Asphalt Mixtures with Admixtures Based on Surface Energy Theory. Buildings 2023, 13, 3105. [Google Scholar] [CrossRef]
- Heap, M.J.; Violay, M.E.S. The mechanical behaviour and failure modes of volcanic rocks: A review. Bull. Volcanol. 2021, 83, 33. [Google Scholar] [CrossRef]
- Hubert, J.; Zhao, Z.; Michel, F.; Courard, L. Effect of Crushing Method on the Properties of Produced Recycled Concrete Aggregates. Buildings 2023, 13, 2217. [Google Scholar] [CrossRef]
- UNESCO. Biosphere Reserves in Europe & North America. Gran Canaria Biosphere Reserve, Spain. Available online: https://en.unesco.org/biosphere/eu-na/gran-canaria (accessed on 21 January 2024).
- Regional Government of the Canary Islands. Canary Network of Protected Natural Areas. Available online: http://www.gobcan.es/cmayot/espaciosnaturales/informacion/quees.html (accessed on 21 January 2024).
- Lemougna, P.N.; Wang, K.; Tang, Q.; Nzeukou, A.N.; Billong, N.; Chinje Melo, U.; Xue-min, C. Review on the use of volcanic ashes for engineering applications. Resour. Conserv. Recycl. 2018, 137, 177–190. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Lachemi, M.; Easa, S. Stabilized soils for construction applications incorporating natural resources of Papua New Guinea. Resour. Conserv. Recycl. 2007, 51, 711–731. [Google Scholar] [CrossRef]
- Cao, W. Study on properties of recycled tire rubber modified asphalt mixtures using dry process. Constr. Build. Mater. 2007, 21, 1011–1015. [Google Scholar] [CrossRef]
- Hosahally Nanjegowda, V.; Prapoorna Biligiri, K. Recyclability of rubber in asphalt roadway systems: A review of applied research and advancement in technology. Resour. Conserv. Recycl. 2020, 155, 104655. [Google Scholar] [CrossRef]
- Hosahally Nanjegowda, V.; Prapoorna Biligiri, K. Utilization of high contents of recycled tire crumb rubber in developing a modified-asphalt-rubber binder for road applications. Resour. Conserv. Recycl. 2023, 192, 106909. [Google Scholar] [CrossRef]
- Mohamed, A.S.; Han, Y.; Cao, Z.; Xu, X.; Xiao, F. Investigating bonding mechanism of rubberized RAP asphalt mastic from rheological and physiochemical perspectives. J. Clean. Prod. 2023, 404, 136978. [Google Scholar] [CrossRef]
- Zhang, P.; Li, D.; Li, B.; Wang, Y.; Wei, Y.; Wang, B.; Zhang, B. The Properties of Sodium-Hypochlorite-Activated Crumb Rubber and the Influence of Aging on the Rheological Properties of Activated Asphalt Rubber. Buildings 2023, 13, 712. [Google Scholar] [CrossRef]
- Hosahally Nanjegowda, V.; Prapoorna Biligiri, K. Modified asphalt-rubber green pavement (MARGPave) mixtures: Product development and performance assessment. Resour. Conserv. Recycl. 2023, 198, 107125. [Google Scholar] [CrossRef]
- He, Y.; Wang, Q.; Zhang, J.; Li, Y.; He, H.; Huang, G. Foamed crumb rubber asphalt binder: Preparation, rheological properties and adhesion characteristics. J. Clean. Prod. 2023, 396, 136516. [Google Scholar] [CrossRef]
- Irfan, M.; Ali, Y.; Ahmed, S.; Hafeez, I. Performance Evaluation of Crumb Rubber-Modified Asphalt Mixtures Based on Laboratory and Field Investigations. Arab. J. Sci. Eng. 2018, 43, 1795–1806. [Google Scholar] [CrossRef]
- Bollard, K. Report on the Status of Rubberized Asphalt Traffic Noise Reduction in Sacramento County; County of Sacramento Public Works Agency—Transportation Division, Sacramento: Sacramento, CA, USA, 1999. [Google Scholar]
- Freitas, E. Contribution of Asphalt Rubber Mixtures to Noise Abatement—Time Effect; IN: Inter Noise 2010 (13–16 June); University of Minho: Braga, Portugal, 2010. [Google Scholar]
- Pacholak, R.; Plewa, A.; Gardziejczyk, W. Analysis of the Behavior of Low-Noise Asphalt Mixtures with Modified Binders under Sinusoidal Loading. Materials 2022, 15, 5476. [Google Scholar] [CrossRef]
- Tushar, Q.; Santos, J.; Zhang, G.; Bhuiyan, M.A.; Giustozzi, F. Recycling waste vehicle tyres into crumb rubber and the transition to renewable energy sources: A comprehensive life cycle assessment. J. Environ. Manag. 2022, 323, 116289. [Google Scholar] [CrossRef]
- Edwards, Y.; Redelius, P. Rheological Effects of Waxes in Bitumen. Energy Fuels 2003, 17, 511–520. [Google Scholar] [CrossRef]
- Li, D.; Leng, Z.; Zhang, S.; Jiang, J.; Yu, H.; Wellner, F.; Leischner, S. Blending efficiency of reclaimed asphalt rubber pavement mixture and its correlation with cracking resistance. Resour. Conserv. Recycl. 2022, 185, 106506. [Google Scholar] [CrossRef]
- Moins, B.; Bech, C.; Hernando, D.; Van den bergh, W.; Audenaert, A. An investigation on the use of lean asphalt as an alternative base material in asphalt pavements by means of laboratory testing, life cycle assessment, and life cycle cost analysis. Resour. Conserv. Recycl. 2023, 194, 106992. [Google Scholar] [CrossRef]
- Athena Institute. A Life Cycle Perspective on Concrete and Asphalt Roadways: Embodied Primary Energy and Global Warming Potential; Cement Association of Ottawa: Ottawa, ON, Canada, 2006. [Google Scholar]
- Stripple, H. Life Cycle Assessment of Road, a Pilot Study for Inventory Analysis; IVL Swedish Environmental Research Institute: Gothenburg, Sweden, 2001; 182p. [Google Scholar]
- Peilong, L.; Zhan, D. Analysis of environmental and ecological effects on new techniques for asphalt pavement materials. In Proceedings of the International Symposium on Water Resource and Environmental Protection, Xian, China, 20–22 May 2011; pp. 3090–3092. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate (Scoriaceous and Vesicular Grey Basalt) | Mineral Filler (CEM II/B-P 32.5 R) | Penetration Grade Binders | |||||
|---|---|---|---|---|---|---|---|
| # 10–20 mm | # 4–10 mm | # 0–4 mm | (# <0.063 mm) | 35/50 | CRMB 35/50 | CRMB 35/50 + 0.5% (3) of Cecabase RT® | |
| Proportion (%) | 20.93 (1) | 36.27 (1) | 38.88 (1) | 3.92 (1) | 6 (2) | 6 (2) | 6 (2) |
| ρa (g/cm3) | 2.45 | 2.88 | 2.89 | - | - | - | - |
| ρSSD (g/cm3) | 2.36 | 2.56 | 2.63 | - | - | - | - |
| ρrd (g/cm3) | 2.23 | 2.37 | 2.35 | - | - | - | - |
| WA24 (%) | 15.5 | 8.3 | 5.8 | - | - | - | - |
| FI | - | 6 | 6 | - | - | - | - |
| Cc | 56 | 60 | - | - | - | - | - |
| SE4 | - | - | 73 | - | - | - | - |
| LA | 29 | 28 | - | - | - | - | - |
| PSV | 60 | 60 | - | - | - | - | - |
| Dens. (g/cm3) | - | - | - | - | 1.042 | 1.028 | 1.027 |
| Pen. (×10−1 mm) | - | - | - | - | 44 | 38 | 30 |
| SP [R&B] (°C) | - | - | - | - | 51.6 | 64.2 | 67.4 |
| Visc. [at 60 °C] (cP) | - | - | - | - | 51,000 | 215,000 | 211,000 |
| Visc. [at 150 °C] (cP) | - | - | - | - | 250 | 900 | 850 |
| N | Mean | SD | CoV (%) | Std. Error | MAD | Shapiro–Wilk | Shapiro–Wilk p-Value | ||
|---|---|---|---|---|---|---|---|---|---|
| Db,SSD (g/cm3) | HMA | 18 | 2.34 | 0.09 | 3.73 | 0.021 | 0.061 | 0.891 | 0.0414 |
| RHMA | 18 | 2.38 | 0.04 | 1.64 | 0.009 | 0.028 | 0.924 | 0.155 | |
| RWMA | 18 | 2.42 | 0.02 | 0.90 | 0.005 | 0.018 | 0.842 | 0.006 | |
| Dm,V (g/cm3) | HMA | 16 | 2.49 | 0.18 | 7.21 | 0.045 | 0.045 | 0.696 | <0.001 |
| RHMA | 16 | 2.54 | 0.02 | 0.64 | 0.004 | 0.001 | 0.566 | <0.001 | |
| RWMA | 15 | 2.54 | 0.01 | 0.52 | 0.003 | 0.008 | 0.750 | <0.001 | |
| ITSW (MPa) | HMA | 16 | 1.08 | 0.41 | 37.56 | 0.102 | 0.366 | 0.846 | 0.012 |
| RHMA | 16 | 1.32 | 0.25 | 19.31 | 0.064 | 0.213 | 0.827 | 0.006 | |
| RWMA | 16 | 1.15 | 0.10 | 9.03 | 0.026 | 0.101 | 0.644 | <0.001 | |
| ITSd (MPa) | HMA | 14 | 1.63 | 0.41 | 25.28 | 0.110 | 0.371 | 0.855 | 0.026 |
| RHMA | 12 | 1.55 | 0.10 | 6.31 | 0.028 | 0.030 | 0.715 | 0.001 | |
| RWMA | 12 | 1.29 | 0.16 | 12.15 | 0.045 | 0.054 | 0.701 | <0.001 | |
| ITSR (%) | HMA | 14 | 64.33 | 9.78 | 15.20 | 2.524 | 1.383 | 0.644 | <0.001 |
| RHMA | 12 | 88.46 | 8.29 | 9.37 | 2.392 | 7.934 | 0.650 | <0.001 | |
| RWMA | 12 | 87.85 | 5.85 | 6.65 | 1.688 | 5.597 | 0.650 | <0.001 | |
| WTS[air] (mm/1000 cycles) | HMA | 12 | 0.34 | 0.14 | 40.22 | 0.040 | 0.007 | 0.579 | <0.001 |
| RHMA | 12 | 0.05 | 0.03 | 51.20 | 0.008 | 0.024 | 0.819 | 0.016 | |
| RWMA | 12 | 0.18 | 0.05 | 27.40 | 0.014 | 0.048 | 0.650 | <0.001 | |
| RD[air] (mm at 104 cycles) | HMA | 12 | 6.04 | 0.86 | 14.27 | 0.249 | 0.578 | 0.856 | 0.043 |
| RHMA | 12 | 1.59 | 0.63 | 39.34 | 0.181 | 0.415 | 0.840 | 0.027 | |
| RWMA | 12 | 2.94 | 0.33 | 11.38 | 0.097 | 0.321 | 0.650 | <0.001 | |
| PRD[air] (%at 104 cycles) | HMA | 12 | 11.08 | 1.07 | 9.64 | 0.308 | 0.357 | 0.699 | <0.001 |
| RHMA | 12 | 2.92 | 1.49 | 51.04 | 0.430 | 1.373 | 0.799 | 0.009 | |
| RWMA | 12 | 5.09 | 0.58 | 11.29 | 0.166 | 0.551 | 0.650 | <0.001 | |
| S (kN) | HMA | 16 | 6.91 | 1.41 | 20.41 | 0.352 | 0.529 | 0.739 | <0.001 |
| RHMA | 16 | 17.42 | 0.57 | 3.29 | 0.143 | 0.555 | 0.644 | <0.001 | |
| RWMA | 15 | 13.77 | 0.62 | 4.49 | 0.159 | 0.410 | 0.759 | 0.001 | |
| F (mm) | HMA | 16 | 2.97 | 0.29 | 9.69 | 0.072 | 0.255 | 0.758 | <0.001 |
| RHMA | 15 | 2.40 | 0.14 | 5.989 | 0.037 | 0.016 | 0.635 | <0.001 | |
| RWMA | 15 | 3.35 | 0.29 | 8.52 | 0.074 | 0.010 | 0.614 | <0.001 | |
| Marshall Quotient [S/F] (kN/mm) | HMA | 16 | 2.30 | 0.31 | 13.30 | 0.082 | 0.081 | 0.678 | <0.001 |
| RHMA | 15 | 7.41 | 0.25 | 3.33 | 0.062 | 0.239 | 0.644 | <0.001 | |
| RWMA | 15 | 4.16 | 0.54 | 12.93 | 0.139 | 0.300 | 0.741 | <0.001 | |
| Sm[IT-CY] (k = 0.6) (MPa) | HMA | 20 | 6829.97 | 510.51 | 7.47 | 114.153 | 523.000 | 0.864 | 0.009 |
| RHMA | 30 | 6043.72 | 312.51 | 5.17 | 57.057 | 313.600 | 0.909 | 0.014 | |
| RWMA | 30 | 9182.84 | 633.28 | 6.90 | 115.620 | 509.005 | 0.896 | 0.007 |
| Property of the Mixture | Kruskal–Wallis Test | Dunn’s Post Hoc Test | |
|---|---|---|---|
| p-Value | Mixtures to Compare | Holm’s p-Value | |
| Db,SSD (g/cm3) | 0.020 | HMA-RHMA | 0.596 |
| HMA-RWMA | 0.024 (1) | ||
| RHMA-WMA | 0.068 | ||
| Dm,V (g/cm3) | 0.061 | HMA-RHMA | 0.088 |
| HMA-RWMA | 0.123 | ||
| RHMA-WMA | 0.785 | ||
| ITSW (MPa) | 0.272 | HMA-RHMA | 0.445 |
| HMA-RWMA | 0.760 | ||
| RHMA-WMA | 0.382 | ||
| ITSd (MPa) | 0.003 | HMA-RHMA | 0.718 |
| HMA-RWMA | 0.009 (2) | ||
| RHMA-WMA | 0.006 (2) | ||
| ITSR (%) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | <0.001 (3) | ||
| RHMA-WMA | 1.000 | ||
| WTS[air] (mm/1000 cycles) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.010 (2) | ||
| RHMA-WMA | 0.010 (2) | ||
| RD[air] (mm at 104 cycles) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.010 (2) | ||
| RHMA-WMA | 0.010 (2) | ||
| PRD[air] (%at 104 cycles) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.002 (2) | ||
| RHMA-WMA | 0.061 | ||
| S (kN) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.003 (2) | ||
| RHMA-WMA | 0.003 (2) | ||
| F (mm) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.031 (1) | ||
| RHMA-WMA | <0.001 (3) | ||
| Marshall Quotient [S/F] (kN/mm) | <0.001 | HMA-RHMA | <0.001 (3) |
| HMA-RWMA | 0.003 (2) | ||
| RHMA-WMA | 0.003 (2) | ||
| Sm[IT-CY] (k = 0.6) (MPa) | <0.001 | HMA-RHMA | 0.004 (2) |
| HMA-RWMA | <0.001 (3) | ||
| RHMA-WMA | <0.001 (3) | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Franesqui, M.A.; Yepes, J.; Valencia-Díaz, S. Sustainable Pavement Construction in Sensitive Environments: Low-Energy Asphalt with Local Waste Materials and Geomaterials. Buildings 2024, 14, 530. https://doi.org/10.3390/buildings14020530
Franesqui MA, Yepes J, Valencia-Díaz S. Sustainable Pavement Construction in Sensitive Environments: Low-Energy Asphalt with Local Waste Materials and Geomaterials. Buildings. 2024; 14(2):530. https://doi.org/10.3390/buildings14020530
Chicago/Turabian StyleFranesqui, Miguel A., Jorge Yepes, and Samuel Valencia-Díaz. 2024. "Sustainable Pavement Construction in Sensitive Environments: Low-Energy Asphalt with Local Waste Materials and Geomaterials" Buildings 14, no. 2: 530. https://doi.org/10.3390/buildings14020530