1. Introduction
Replacing conventional building materials with wood alternatives can greatly reduce atmospheric carbon [
1,
2]. In turn, the release of less carbon into the atmosphere reduces its negative impact on the global temperature-change potential [
3]. Building with wood has experienced a renaissance [
4], and chipboard is one of the leading wood products in international trade used for construction and furniture [
5]. The current process of wood particle board production has been getting modernized for a long time, and there are comprehensive reviews emphasizing the importance of information technologies and automatization in increasing production efficiency [
6,
7]. Nevertheless, the production of chipboard still involves the use of fossil additives [
8] and toxic binders or their components [
9], as well as the use of quality wood [
10]. Production efficiency has been improved, and solutions have been sought to reduce the environmental impact over the entire product life cycle [
11]. Nevertheless, the recycling of resin-based materials is challenging, as the resin particles left attached to the wood reduce the bond strength of the second resin and in the recycled product [
12].
Particle boards can consist of many layers, and each layer adds functionality. Referring to the information provided in the scientific literature, the size, geometry, or shape of the wood particles and the relative position of the particles significantly affect the mechanical strength of the particle board [
13]. Fine particles usually do not add to material integrity but are very important for the final material lamination process, as a smooth surface is crucial for efficient coverage [
14]. It is well established that fine particles even reduce the overall strength of the material and absorb more adhesive; therefore, the smallest wood fraction is usually limited to the particleboard surface only [
13].
Although low-quality wood can be integrated into chipboards, it is not the preference of the industry but rather the necessity of using cheaper raw materials [
10]. Compared to 2000, the global timber production intensity has increased by about 24%. The upward trends in timber production go against the European Union’s Green Deal commitment to decouple economic growth from resource consumption [
15]. Necessary steps should be taken to increase productivity by using raw materials more efficiently or exploring new and alternative raw materials to replace timber with raw material side streams [
16].
Pędzik et al. have reported the potential of chipboard production using residues from forest management, tackling the need for sustainable raw materials. Although the team concluded that the produced boards are applicable to P2 functionality (suitable for the dry environment), the adhesive used in this research is the conventional urea
–formaldehyde-based adhesive [
16]. Mirski et al. have recently explored pine bark as an additive for chipboards using urea
–formaldehyde and melamine
–urea
–formaldehyde resins [
17]; both of these adhesives are fossil-based. With the European Union’s goals of a clean circular economy and decarbonization by 2050, it is important to exclude petrochemicals from the economy. Formaldehyde compounds are most often used in adhesives. One of the most essential areas of their production is for urea
–formaldehyde resin. Additionally, formaldehyde is classified as a compound that can cause cancer (a class 3 carcinogen), and is poisonous, corrosive, and allergenic [
18,
19,
20,
21,
22,
23,
24]. In addition, a relatively recent problem observed in the manufacturing process is the detection of and reduction in volatile organic compound (VOC) emissions. Several developed studies on the analysis of the life cycle of wood chipboard (life-cycle assessment), replacing synthetic resins with bioadhesives such as soy protein, lignin, tannin, etc. [
18], show a reduction in their impact on the environment [
11,
19,
20,
21,
22]. Nevertheless, a portion of these bio-based compounds have been used in combination with petrochemical adhesives [
23,
24].
Research on lignin fractionation shows that in the presence of organic acids, steam lignin depolymerizes; nevertheless, when the fractionation conditions continue for a longer period of time, the lignin starts to polymerize back to its original state [
25]. This could be an advantage when developing new adhesives for chipboard or other wood-based panels. As 15% of bark consists of lignin [
26], this mechanism of depolymerizing and repolymerizing could be significant for ensuring the rigidity of particleboards from bark and other logging residues.
Although lignin is a byproduct from the pulp and paper industry, its market price can be quite high when extra purification steps are undertaken [
27]. This might be a hint that using bark without mechanical or chemical treatment could be a feasible way of utilizing lignin polymerization for binding wood particles. In addition to health and environmental benefits [
28], there might be economic benefits in replacing fossil-based resins. The cost of the raw materials used—namely, adhesive and wood chips—make up the most significant part of the cost of the finished chipboard. Total material costs account for 40–60% of total production costs; according to various authors in the scientific literature, material costs account for approximately 66% of total production costs. Consequently, replacing wood chips with alternative raw materials other than high-quality wood could lead to significant cost savings [
29].
This study explores a new approach to the production of 100% bio-based chipboard, perhaps for a completely new use class. Our proposed hypothesis is that conifer bark will improve the strength of bio-based chipboards from logging residues. This hypothesis is based on the unique properties of conifer bark. Such natural binders could revolutionize the particleboard manufacturing process, leading the wood-based panel industry’s Green Transition to completely bio-based industries. By particle size separation using multiple methods, we aim to uncover the potential of renewable resources and pave the way for bio-based chipboard materials, potentially contributing to the sustainability of the bio-based materials industry.
2. Materials and Methods
Logging biomass was sourced from Latvian State Forest logging sites, and the collection took place within two months following the conclusion of logging operations. The biomass was systematically gathered in polyethene bags, ranging from 50 to 100 L in capacity. These bags contained wood chips obtained from forest areas where branches, complete with needles, had undergone chipping. The biomass comprised logging residues primarily derived from Picea abies and Pinus sylvestris, including small branches and needles. It is important to note that the composition of wood chips varied based on factors such as the specific location, the environmental conditions during the chipping process, and the relative proportions of wood biomass.
Upon visual inspection, the assessment indicated that the wood chips predominantly consisted of heartwood and sapwood, bark, needles, fresh and decomposed biomass particles, and mineral particles.
The following equipment and materials were used for board preparation: (1) Analog pressure gauge (Hansa Flex—600 bar, ±50 bar), (2) Digital manometer (Hansa Flex—1000 bar, ±1 bar), (3) Custom-made hot press, consisting of Cylindrical heating elements (alternating currents); Temperature sensors; Heating metal blocks/surfaces; a Plate drying stand; Metal frames: one frame without perforations for biomass retention and another with perforations for steam discharge; Metal lining for steam removal; and Teflon fabric.
Xanthan powder acquired by glucose fermentation was produced by Fluid Science Ltd., Liverpool, UK and added to the biomass in the form of powder or solution during its preparation.
2.1. Biomass Moisture Content Determination
Chips delivered from forest fellings contained varying but significant amounts of moisture. The different amounts of moisture in the wood chips were observed under different weather conditions during the chipping and delivery of logging residues. Therefore, first, the wood chips were removed from polyethene bags and placed indoors for drying to an air-dry moisture content of approximately 8% to 10%. The average time for biomass drying was one calendar week, but this depended on the initial moisture content. The moisture content of the wood chips before and after drying was determined with a Greisinger GMH 3830 probe by inserting it into the wood chips and reading the moisture content value from the device interface.
2.2. Size Separation
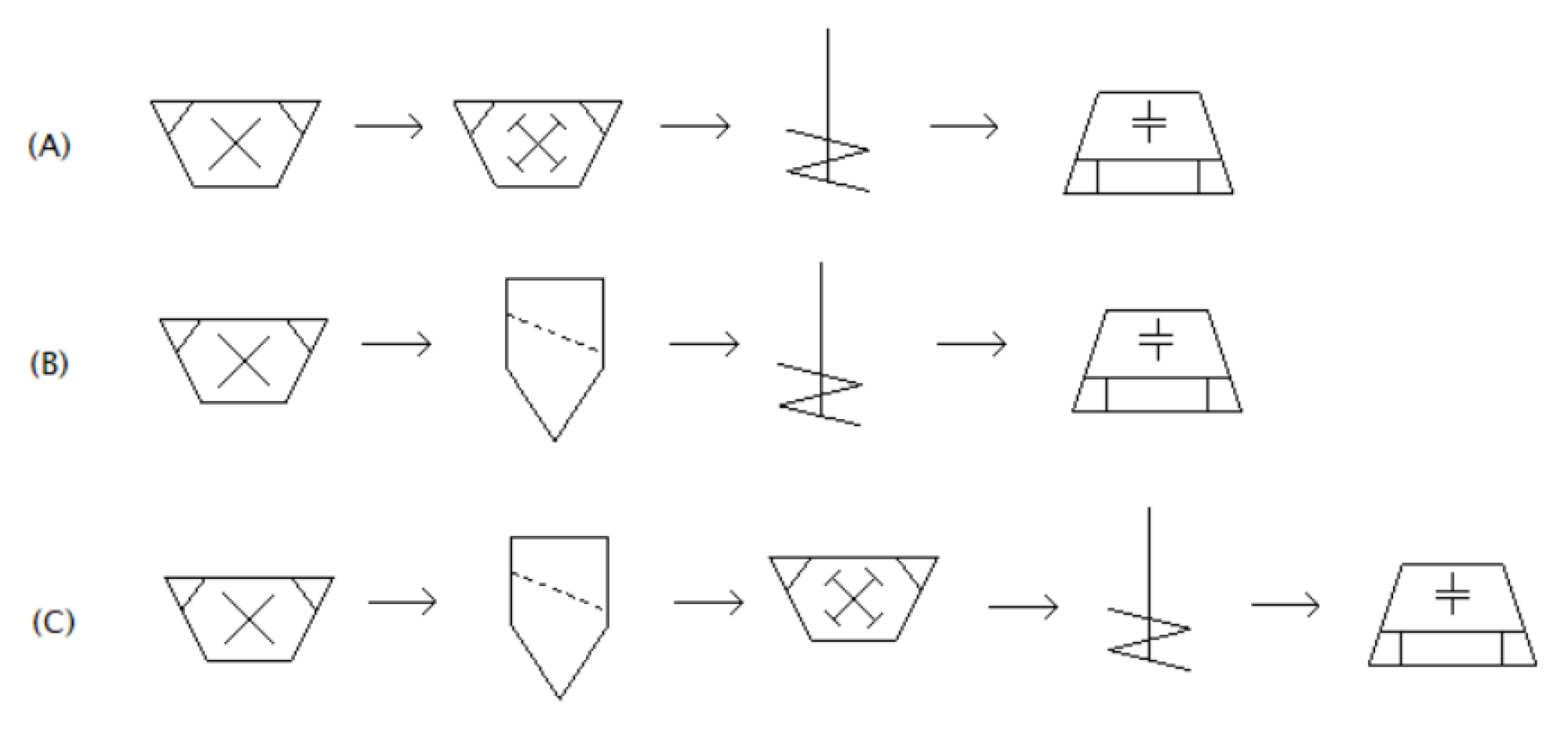
Two methods were used to obtain the desired particle size; the workflow is depicted in
Figure 1. After the chips were crushed in the custom-made horizontal axis chipper, the chips were placed in a “Vibrotehnik PM-120” laboratory-size hammer mill with an integrated metal screen. (2) Sieving of the crushed particles was performed using a Retsch AS-400 sieve shaker and metal sieves with different mesh opening sizes.
The separation approach allowed us to assess the bark and other fine particle impact on the board strength. Particle fractions of <2.8 mm, 2.8–8 mm, and 8.0–10.0 were used to determine the fine-logging residue particle impact on the boards’ mechanical properties.
2.3. Mixing
Depending on the type of adhesive used in the plate pressing experiment group, it was either added to the biomass in the form of a ready-made powder, or the powder was first dissolved in water to obtain the adhesive in a viscous form according to the established production protocol, before being added to the biomass. In both variants, the binder was added to the logging residue particles no longer than 48 h prior to biomass-pressing to prevent mould formation, moisture changes, and other aspects that would potentially cause unwanted additional effects on the investigated parameters.
2.4. Board Preparation
The production of the boards was carried out using previously prepared logging residue biomass with the required particle size (mm) and moisture mass fraction (%). The board formation process was carried out in the following stages: (1) The digital pressure gauge was turned on and reset. In the case of using an analogue pressure gauge, no power-up or reset was done. (2) The required temperature was set using the heating element control controller. (3) When the temperature shown by the temperature sensors indicated that the set temperature of 140 °C or 160 °C (±5 °C) had been reached, a metal frame was placed on the lower heating surface, and the Teflon cloth was inserted into it. After this, the prepared biomass was formed into the frame by hand, and a metal screen for steam discharge and a Teflon fabric was laid on top. (4) Pressing was performed by squeezing the hand pump until the required pressure (
Table 1) was displayed on the manometer (±10 bar for the digital manometer and ±50 bar for the analogue manometer). (5) The countdown was started, and the pressure was controlled with the hand pump during pressing. (6) After the desired time, the pressure was released evenly by carefully turning the pressure release valve on the hand pump. (7) Finally, the produced board was removed from the press and placed in the drying rack overnight.
2.5. Density Determination
The density of the wooden boards was calculated according to the European standard EN 323:1996 [
30] guidelines. The density was determined by dividing the mass of each sample by its volume. The dimensions of the boards were measured using a calliper with an accuracy of ±1 mm. Mass determination was conducted using laboratory scales with an accuracy of ±0.01 g.
2.6. Mechanical Properties Testing
For determining the bending strength of the wooden boards, the standard EN 310:1993 [
31] was used. This standard defines a method for testing the modulus of rupture (MoR) and bending strength of horizontally placed boards in the bending of timber boards with a nominal thickness of ≥3 mm. The MoR were determined by applying a load to the centre of the test specimen supported at two external points. The bending strength of each sample is calculated by determining the strength of the maximum bending load F
max of the full cross-section of the sample until the mechanical collapse of the sample.
The following steps were taken to determine the strength of plates according to the EN 310:1993 standard [
31]: (1) Sawing lines of the sheets were marked on the prepared boards according to the dimensions determined in the methodology so that the midpoint of the marked sheets was as close as possible to the midpoint of the board; (2) Sheets from the prepared board were cut out using a stationary circular saw; (3) Placement of the distance of the outer support points of the stand was carried out for determining the resistance according to the approach determined in the standard methodology; (4) The plates were placed symmetrically on the support points of the strength test stand; (5) The loading tube on the plate was placed at its longitudinal midpoint, perpendicular to the longitudinal direction of the sheet; (6) A predetermined load was applied to the sheet in certain time intervals (kg/min), depending on the deformation of the sheet at the initially applied load.
2.7. Data Analysis
Each composition and parameter were replicated at least two times and produced boards sawn in three equal parts for MoR testing and density calculations, resulting in at least six repetitions. Calculated standard deviations are depicted in graphs; a confidence value of 95% (p-Value < 0.05) was used in the analysis.
Two-factor analysis of variance (ANOVA) with replications was employed to investigate the effects of two independent variables on the observed outcomes. Particle size, temperature, and pressure were manipulated as independent variables to evaluate both their individual impacts and potential interactions [
32,
33]. An ANOVA was performed on the dataset, which comprised a total of 102 data points. These data points were obtained from 17 unique factor combinations, each of which was repeated six times to ensure statistical robustness. Each of the six repetitions involved the creation of two distinct samples. To ensure data accuracy and reliability, each of these two samples was further divided into three equal parts. Subsequently, each of these six sub-samples underwent a destructive measuring method to acquire individual data points. Data preparation involved structuring the collected data into columns for each combination of factor levels, with rows representing replications. This data organization facilitated an effective assessment of the independent variables’ effects. To conduct the two-factor ANOVA, Microsoft Excel’s “Data Analysis” tool was used.
The ANOVA allowed for the testing of three simultaneous hypotheses: H1: there is no significant difference in 1st variable results, H2: there is no significant difference in 2nd variable results, and H3: there are no significant interactions between both factors.
The Post Hoc test
t-test was chosen for the pairwise comparison of the disproven null hypothesis. Calculated standard deviations are depicted in graphs; a
p value of 5% was used in the analysis [
34].
3. Results
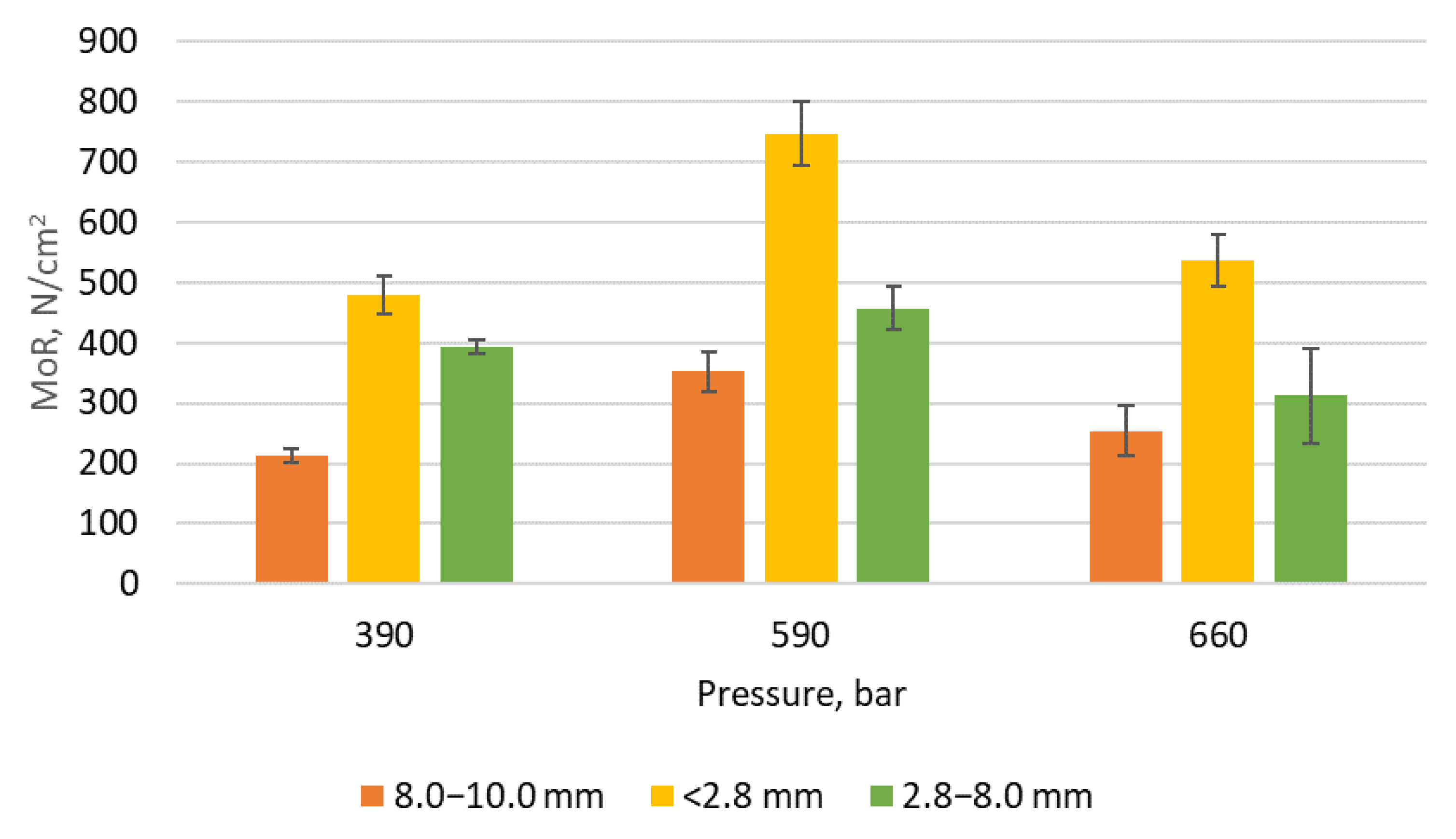
Analysing the strength results of the boards whose wood particles were obtained using the two-horizontally rotating axis chipper, no strong relationship between the particle size and the obtained strength result was observed. In addition, there was a significant standard deviation in the strength results for the same manufacturing parameters. Initial strength results for the three particle-size boards are depicted in
Figure 2. The highest strength was obtained for plates with a particle size of 2.8 mm, and the highest inconsistency was detected under high-pressure board preparation for medium particle size boards. Boards prepared from the 8.0–10.0 size fraction were generally less durable than the rest, but as seen from the statistical analysis, the difference between the MoR of the 2.8–8.0 and 8.0–10.0 particle size boards under 660 bar pressure was not significant (
p = 0.27).
There was no significant impact of the chosen pressure extremes on board strength (
p = 0.43) for the <2.8 mm particle boards. The boards produced by applying 590 bar pressure showed significantly higher strength compared to 390 bar (
p = 0.002) and 660 bar (
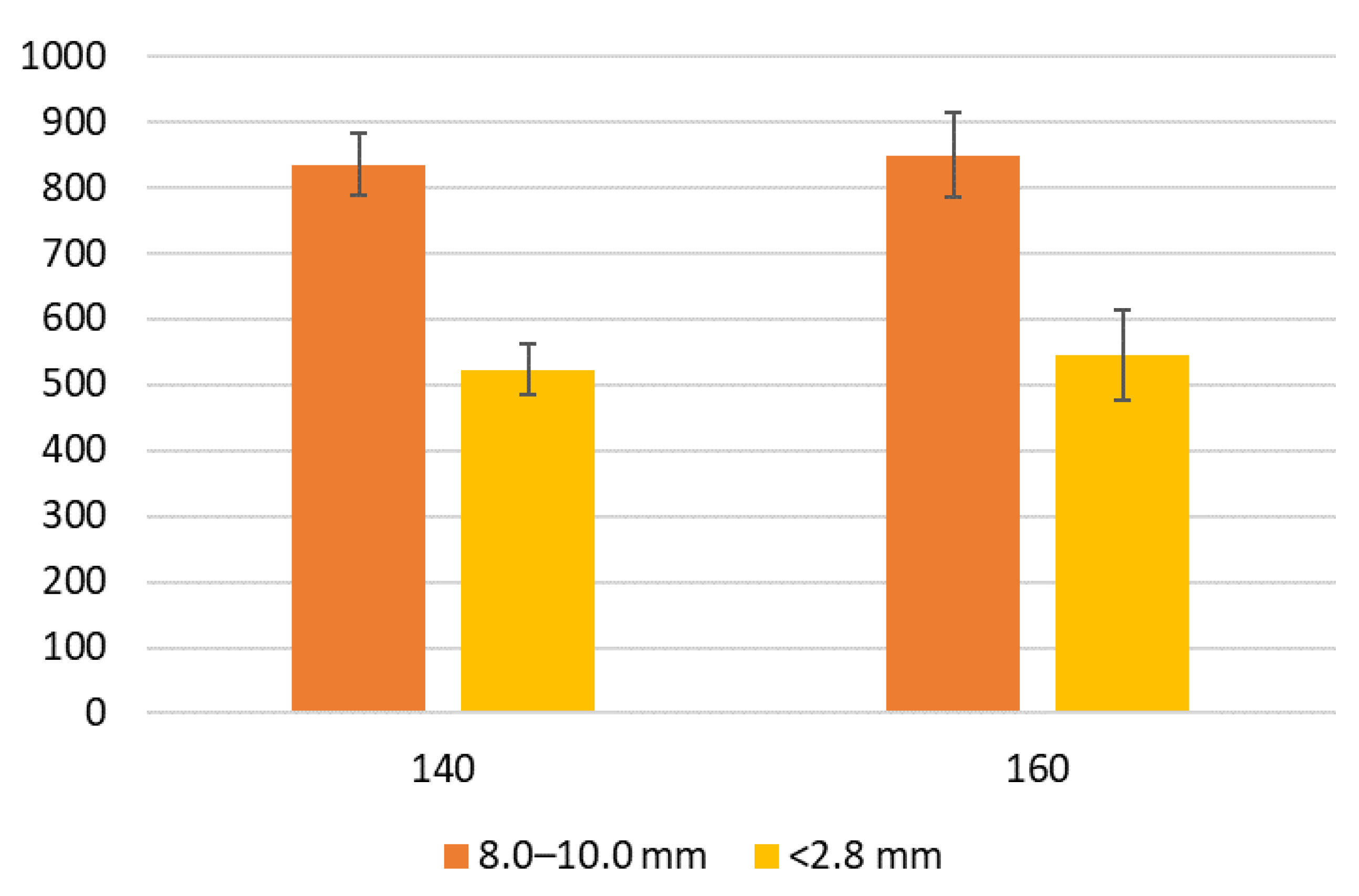
p = 0.01) pressures. For the further tests, a 600-bar setting was chosen. According to biomass tests conducted in the external laboratory, some supplied biomass had a high sand content in the ash (ashing at 550 °C), showing up to 26% and an around 2% sand content in the raw biomass. Therefore, further tests were carried out by using the hammer mill approach by milling the previously chipped and sieved > 1 mm fractions. Larger particles were combined to prepare boards in the range of a 2.8 mm to 10 mm particle size, as initial tests did not show a significant difference between these two fractions in the chosen pressure range. Boards were prepared using 140 °C and 160 °C temperature regimes to assess the impact of temperature and particle size on the board’s mechanical properties. Initial temperature tests were performed before this study, elucidating the 140 °C and 160 °C temperature range as the most suitable for further testing, as lower-range temperatures produced boards that were not truly bonded and higher temperatures produced burnt boards. Results from the 140 °C and 160 °C temperature tests are depicted in
Figure 3.
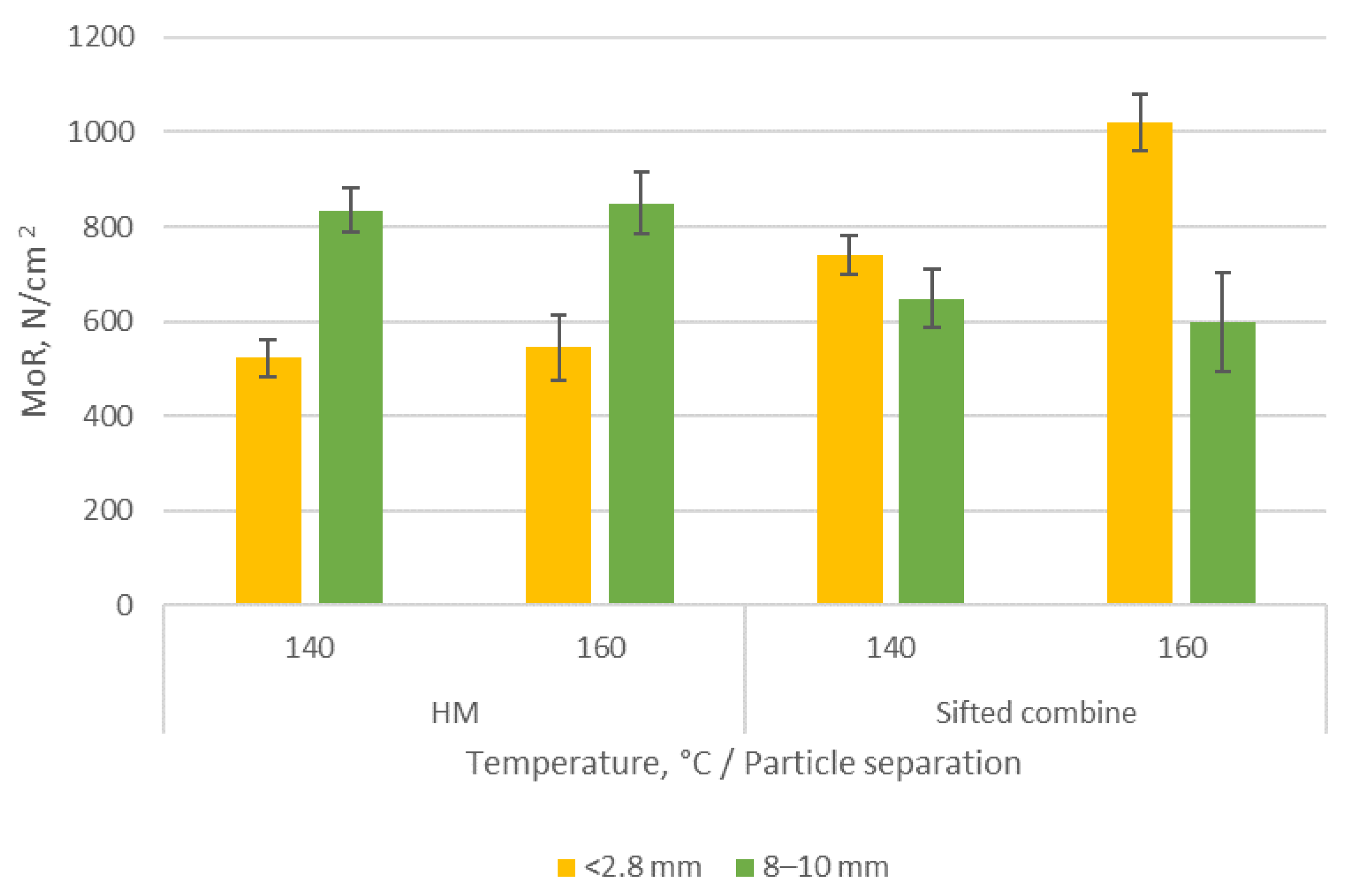
The results from combining the 2.8–8.0 and 8.0–10.0 fractions showed a great increase in board strength, showing better results than obtained prior. Nevertheless, smaller fraction boards showed a decrease in strength; this might be explained by bark removal from the biomass. By separating sand from the biomass, other smaller particles were removed from the raw material—including finer bark and needle particles. Temperatures were further tested by combining the hammer-milled biomass with chipped and sieved particles. The results depicted in
Figure 4 show that although the larger particle size boards showed roughly the same results as the standard deviations in the same areas on the graph, smaller particle size boards show increased values, with one outlier even reaching the minimum MoR threshold determined by the European standard for wood chip materials EN 312-2:1997 [
35].
The ANOVA results elucidated significant interactions between temperature and particle size in samples where the finest particles were present.
Smaller particles pressed together to make the final product denser, resulting in the lower desirability of such woodchip boards. Nevertheless, there was no correlation between overall density increase and increased strength when boards from all particle sizes were compared. The density and mechanical strength of the prepared samples are depicted in
Table 1.
4. Discussion
Although other research groups have been testing logging residue and pine bark applications for chipboard production, the possibility of completely excluding fossil-based adhesives has not been investigated [
16,
17]. With today’s climate objectives, it is crucial to completely rethink construction and housing approaches by completely excluding fossil carbon from the market [
1]. Therefore, the scientific community and industries need to find working alternatives. This research provided insights on the logging residue potential of 100% bio-based chipboard production and provides a few useful takeaways confirming previous work on logging residue potential applications in chipboard production without the use of fossil-based adhesives or highly modified bio-based adhesives. The hypothesis that samples with a bark fraction will show higher strength was confirmed, showing the potential of further bark research in the context of bio-based chipboards. Although recyclability was not tested during this work, due to the nature of the used binder and potential lignin repolymerization, we speculate that recycling could be easier as there is no resin particle formation.
Assuming that the residues are derived from sustainable forestry practices, these residues represent a renewable resource that contributes to waste reduction while potentially aiding in carbon storage [
36].
Bio-based carbohydrate adhesive was used in this research, as in previous tests without any adhesive, materials showed low strength and other unwanted effects such as bulging and burning of the material; adding the adhesive allowed for the reduction of these flaws and the production of materials for strength tests. However, moving forward with the technological development of such bio-based chipboard, comprehensive sustainability assessments need to be conducted—particularly concerning xanthan gum, as this component is not available on the Life Cycle Assessment database [
37]. Despite the fact that xanthan is a biodegradable polysaccharide and its production methods are renewable [
38], the absence of xanthan gum in existing life cycle assessment databases necessitates dedicated research to evaluate its complete environmental impact throughout its life cycle—particularly in the context of chipboard manufacturing.
In essence, while our study presents a significant step towards exploring 100% bio-based alternatives for chipboard production, the quest for a bio-based fossil raw material replacement remains an essential avenue for further research, facilitating the advancement of sustainable practices in the field of composite materials. Particle combinations allowed us to pinpoint the interaction of particle size and temperature using ANOVA. Interestingly, pressure and particle size did not show any significant interactions. Interactions between temperature and particle size could be further analysed by testing not only board strength, but also internal bonds.
This laboratory-scale research was carried out using particle size separation using sieves; it might be useful to consider gravimetric separation by cyclones, as this would result in more even particle dimensions [
19] and, therefore, lead to more consistent results. It was shown that the smallest conifer logging residue particle size might have a positive impact on 100% bio-based chipboard strength, and that methods for mineral separation from bark material could be explored, perhaps by using flotation. Conversely to board rigidity, density increased with particle size reduction. This is a well-known correlation [
10]; therefore, the next steps for this research would be to pinpoint the exact fraction mix that would lead to better mechanical properties and a lower density. There already is research on creating adhesives from bark extractables along with other bio-based adhesives [
18], and this research confirms the potential of a chipboard transition away from fossil resources and towards completely bio-based materials. However, it is important to recognise the downsides of using logging residues, as they come from the logging sites—the inconsistency in their production means that automation is impossible or more challenging; therefore, the mass, energy, and resource balance should be assessed together.
5. Conclusions
This study demonstrates the feasibility of creating bio-based chipboards using logging residues and bio-based adhesives. The chosen adhesive showed promising results, but the search for a more efficient adhesive is still open. A previously performed literature review on adhesives elucidated multiple bio-based options—even potential adhesives from other industry residues. Successful research in this direction could potentially result in chipboard made from mostly residue-based raw materials—biomass and adhesive—leading to more sustainable products and contributions to the EU Green Deal. The early-stage nature of the research limited extensive testing, primarily focusing on showcasing possibilities only.
The examination of particle size, temperature, and pressure revealed their potential impacts on completely bio-based chipboard properties, suggesting avenues for further exploration and optimization. Future research directions might explore gravimetric separation methods, mineral separation approaches, and adhesive research to enhance chipboard properties while emphasizing sustainability and industry applicability. The transition towards predominantly residue-based chipboards holds promise for sustainable product development, aligning with EU Green Deal objectives.







{kind=link}
{kind=link}
{kind=link}
{kind=link}