
A Continuously Derivable Uniaxial Tensile Stress-Strain Model of Cold-Formed Circular Steels

Abstract
:1. Introduction
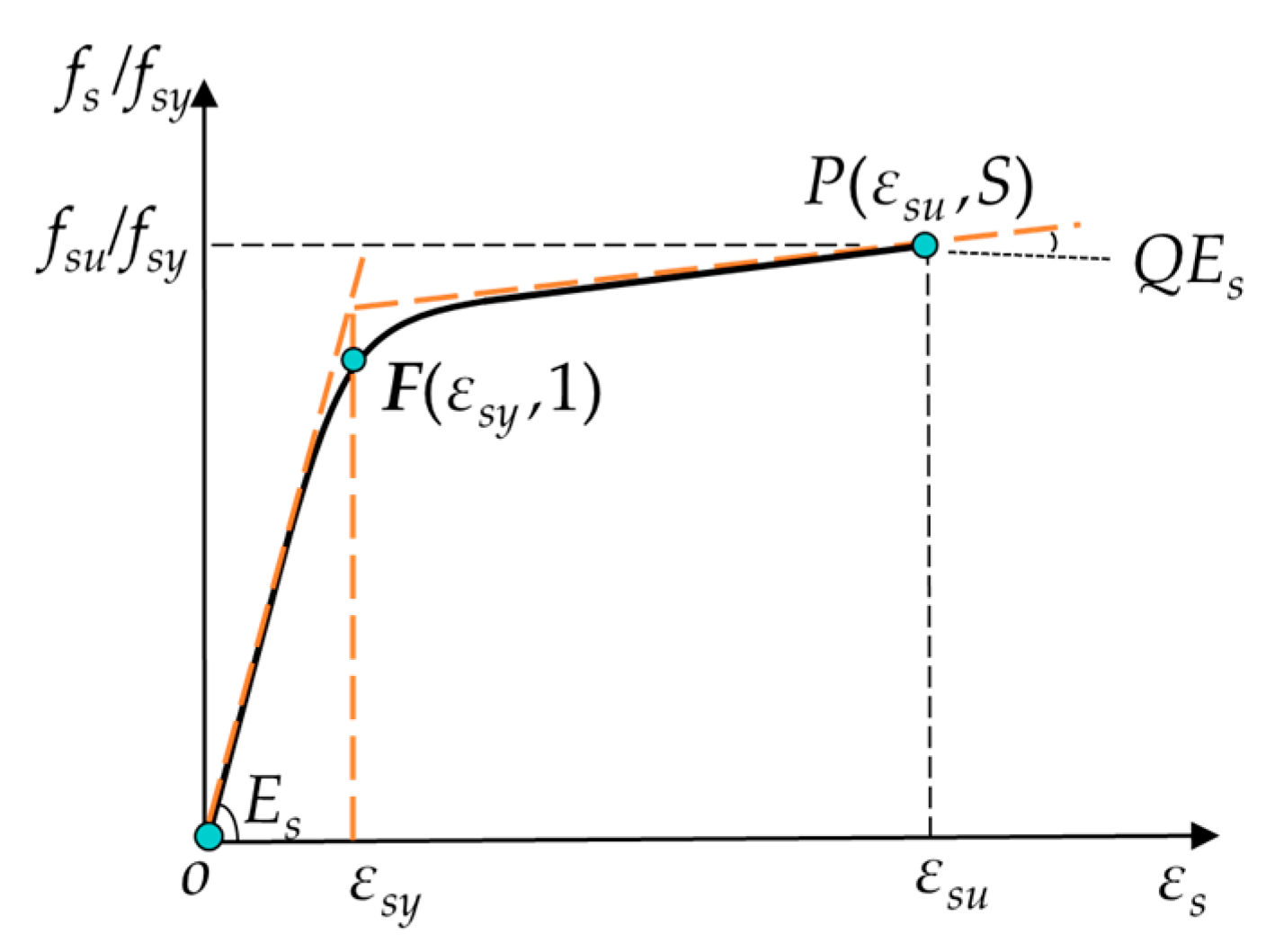
2. Uniaxial Tensile Stress-Strain Model Based on the Menegotto-Pinto Model
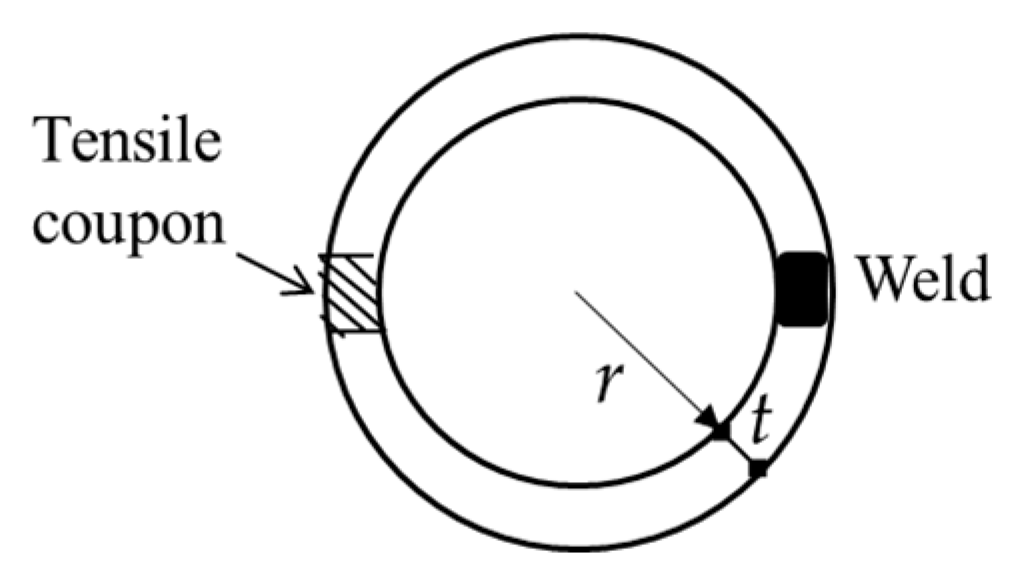
3. Tensile Coupon Details of Cold-Formed CHS Steels
4. Analysis of Results and Recommendations
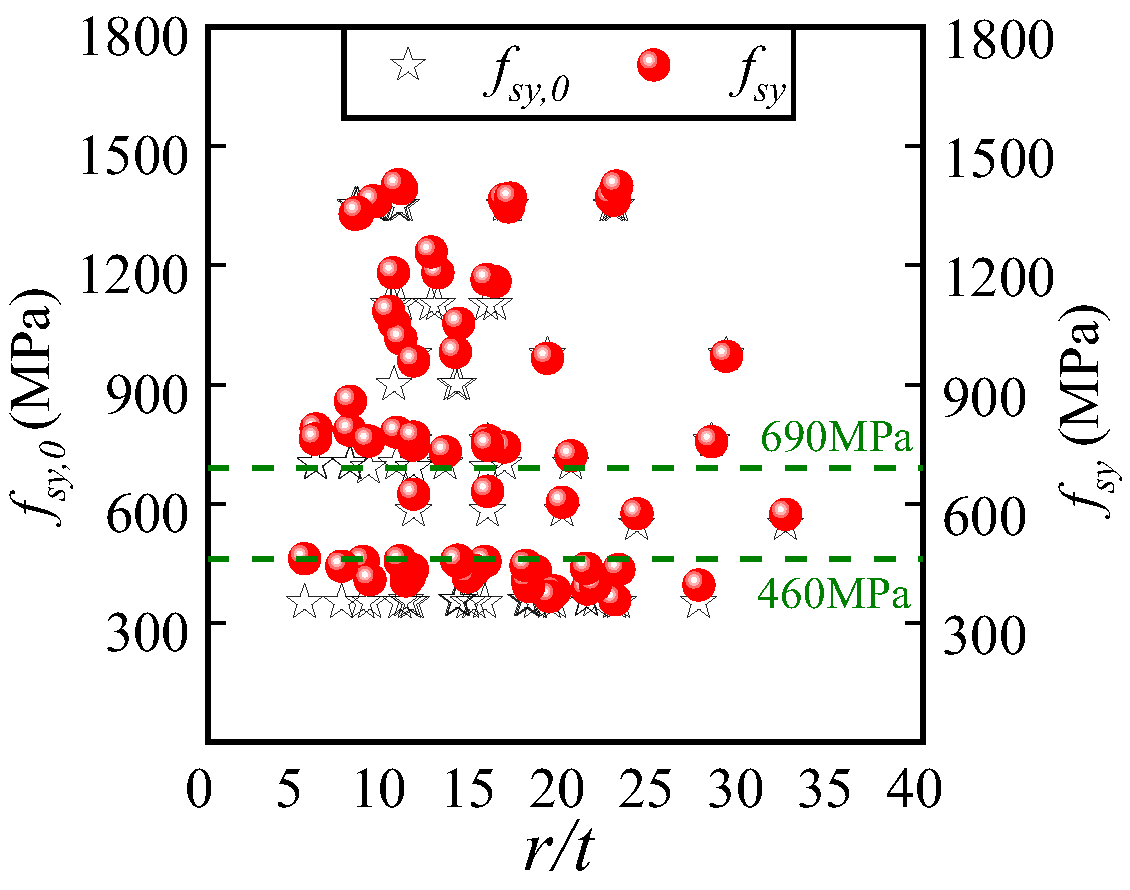
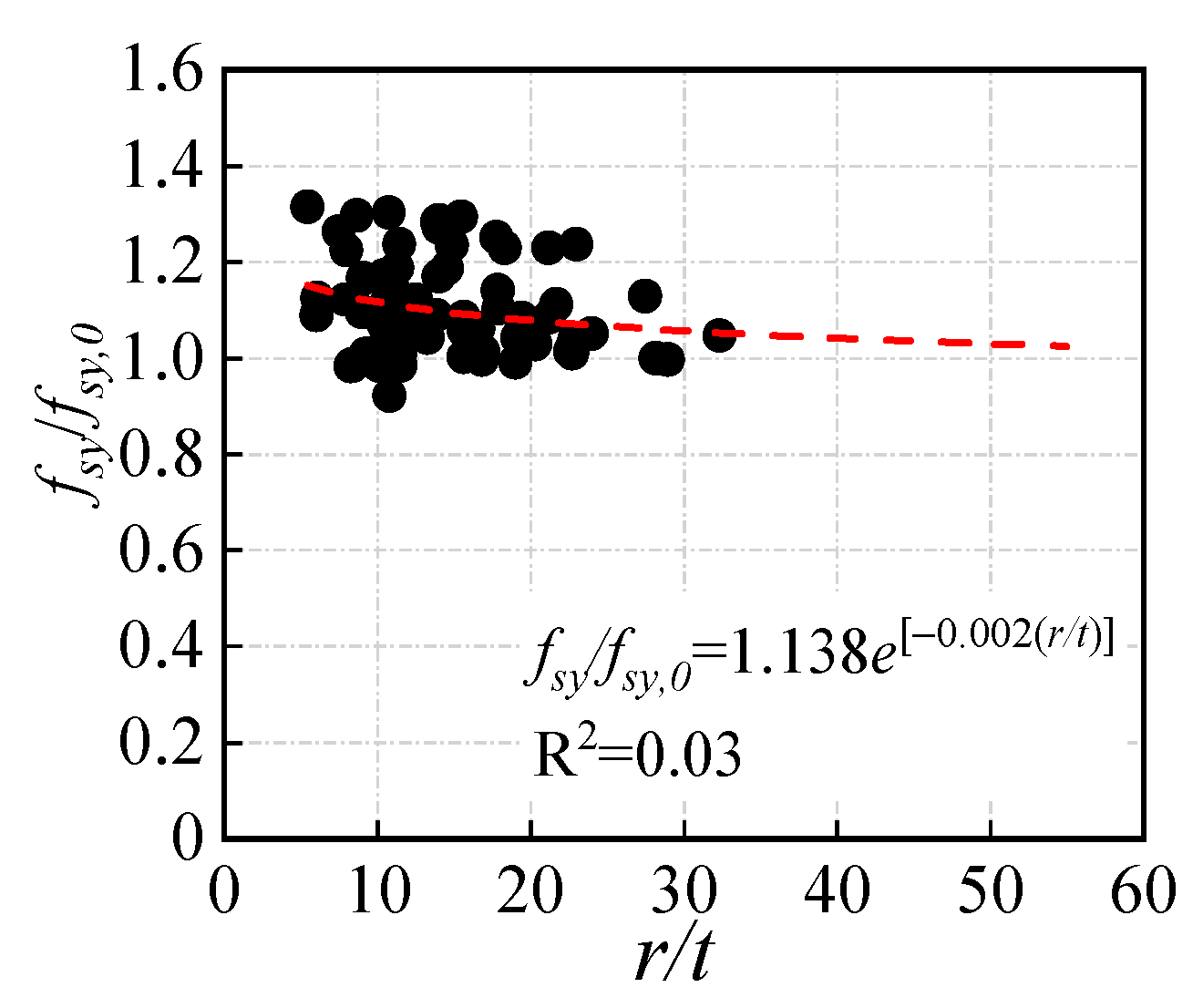
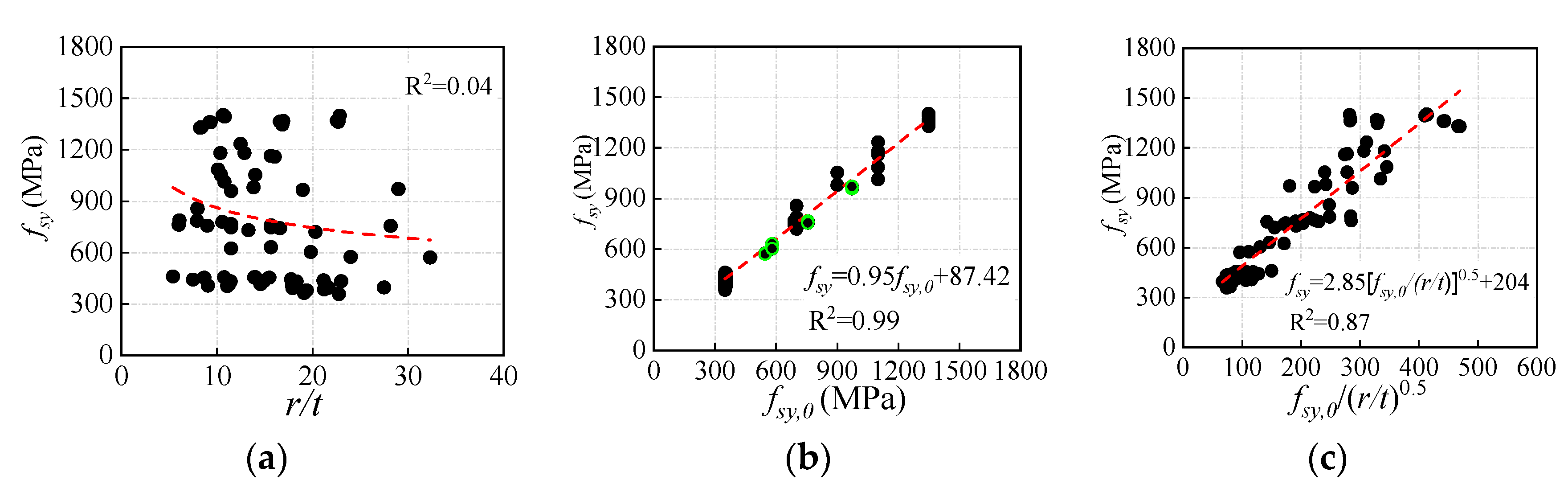
4.1. Yield Strength fsy of Cold-Formed CHSs
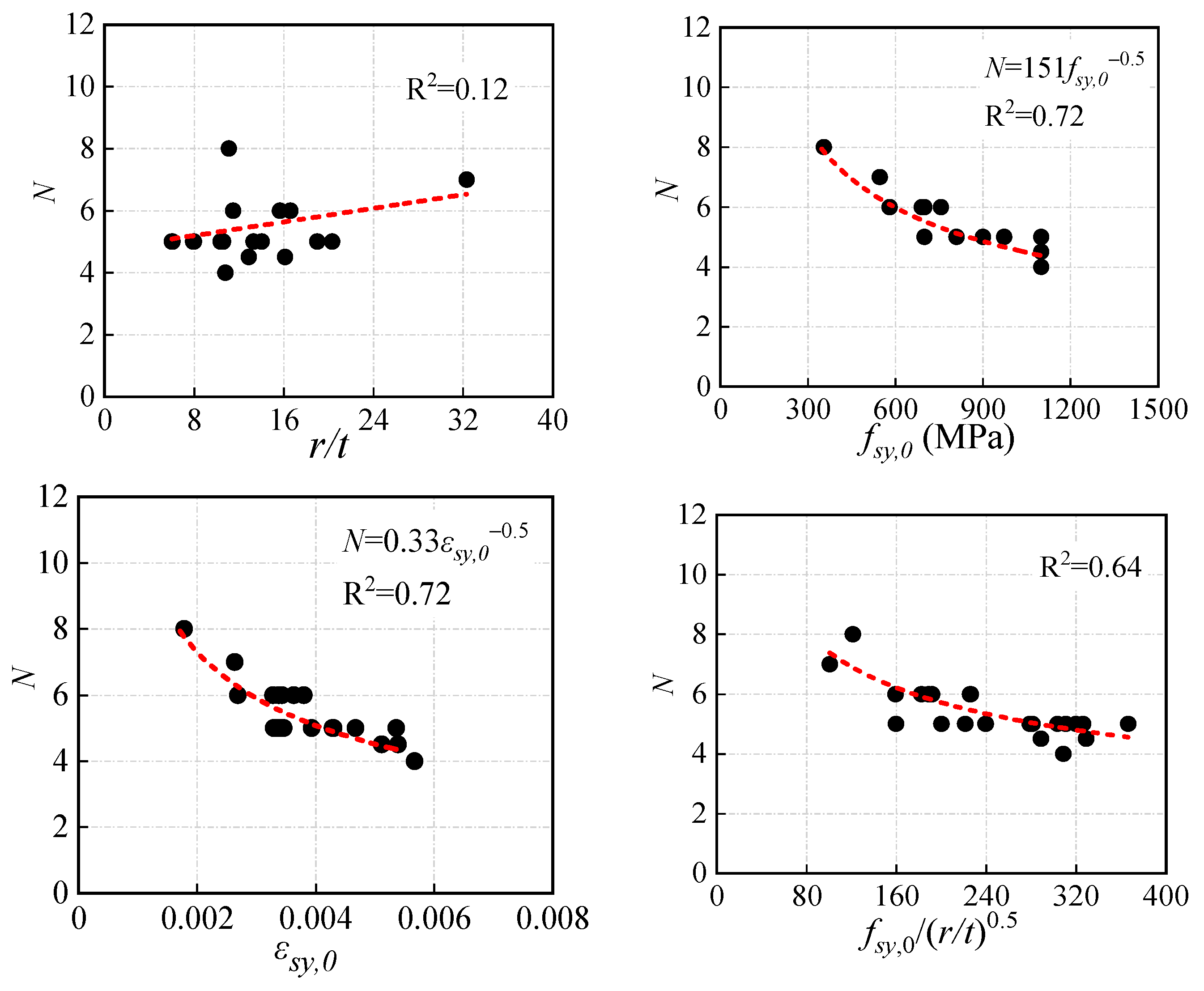
4.2. Curvature Coefficient N
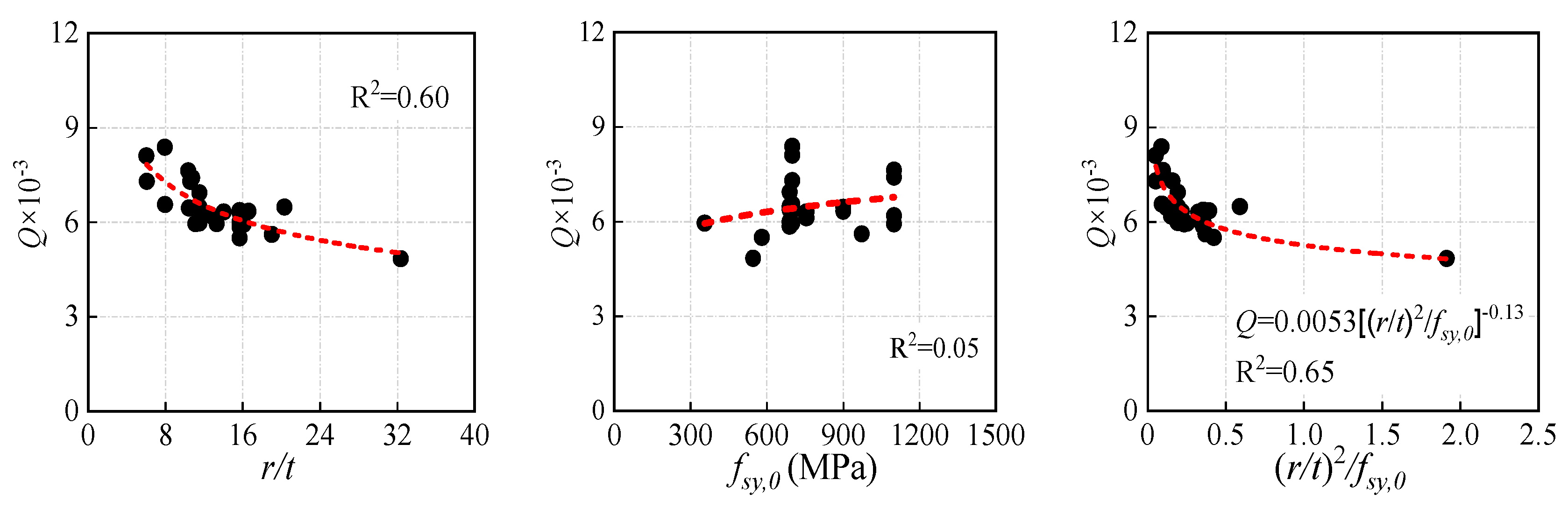
4.3. Strain-Hardening Exponent Q
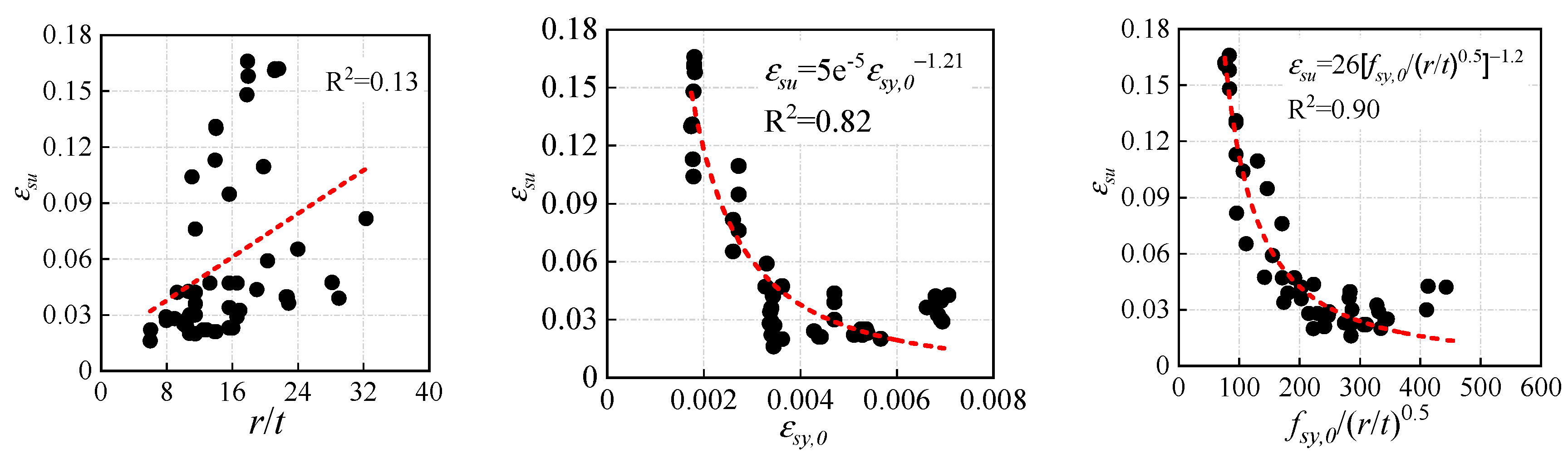
4.4. Ultimate Strain εsu
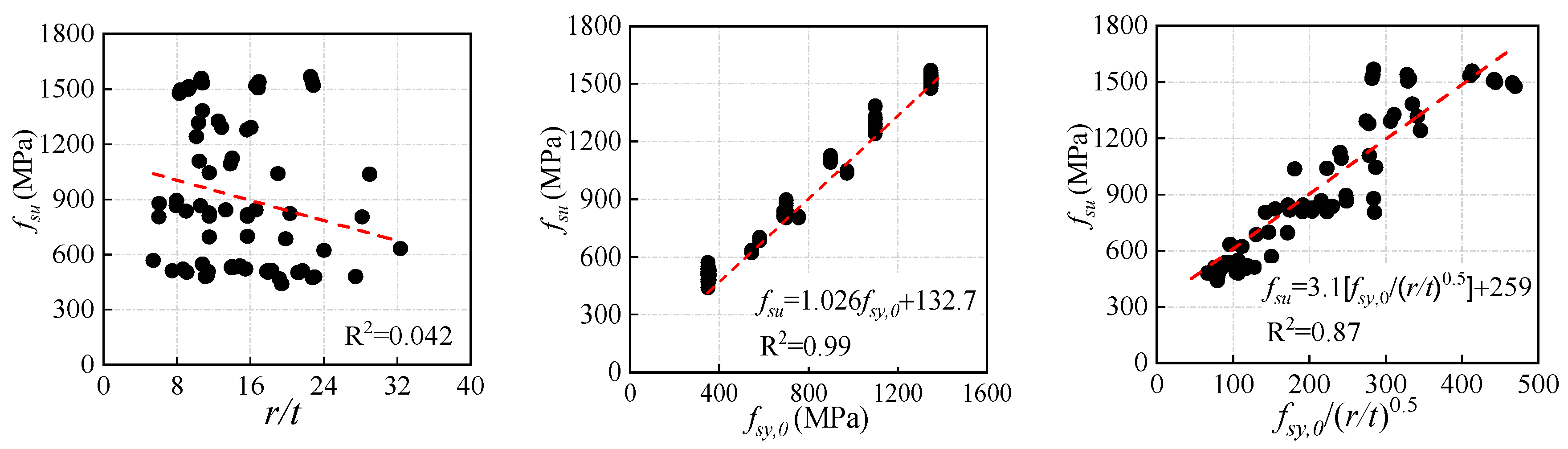
4.5. Ultimate Strength fsu
5. Verification of the Proposed Model
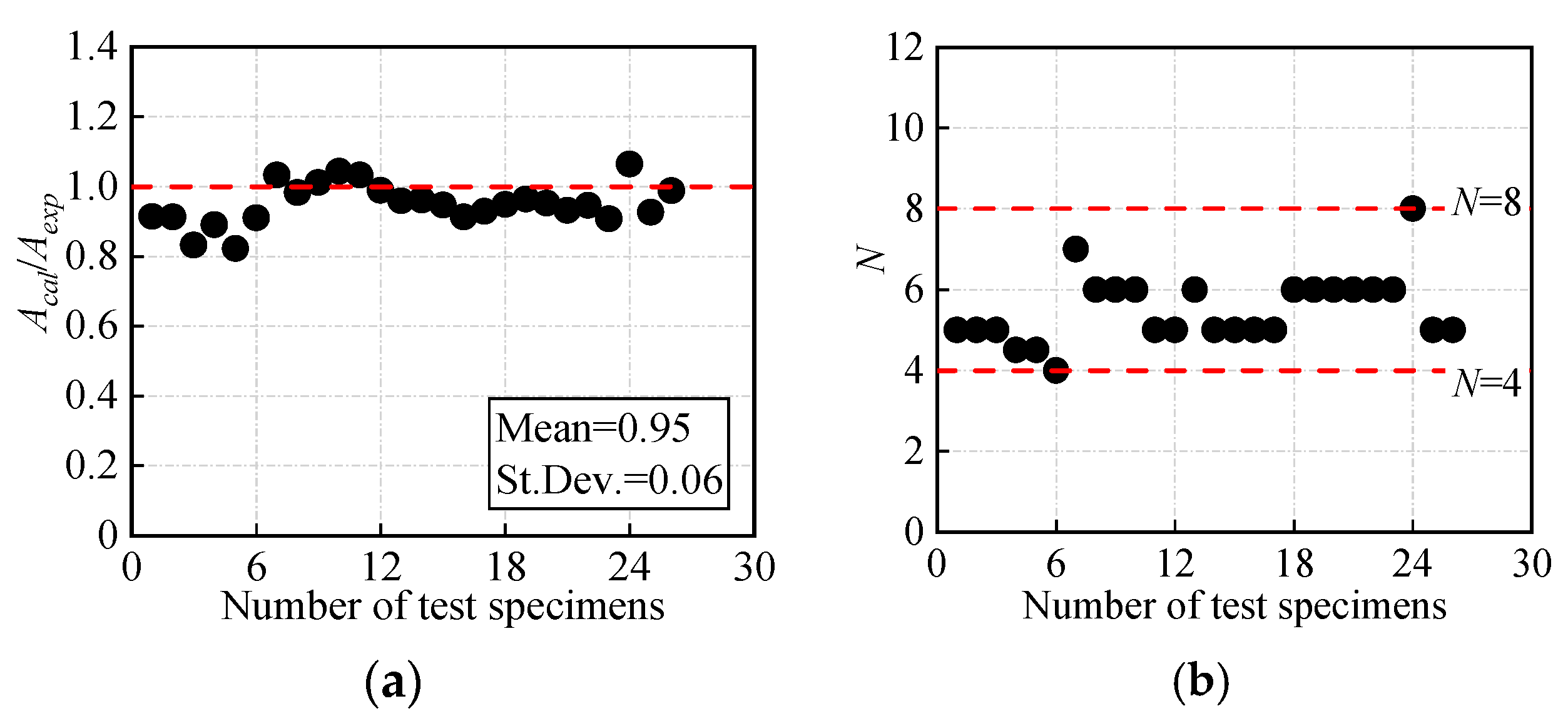
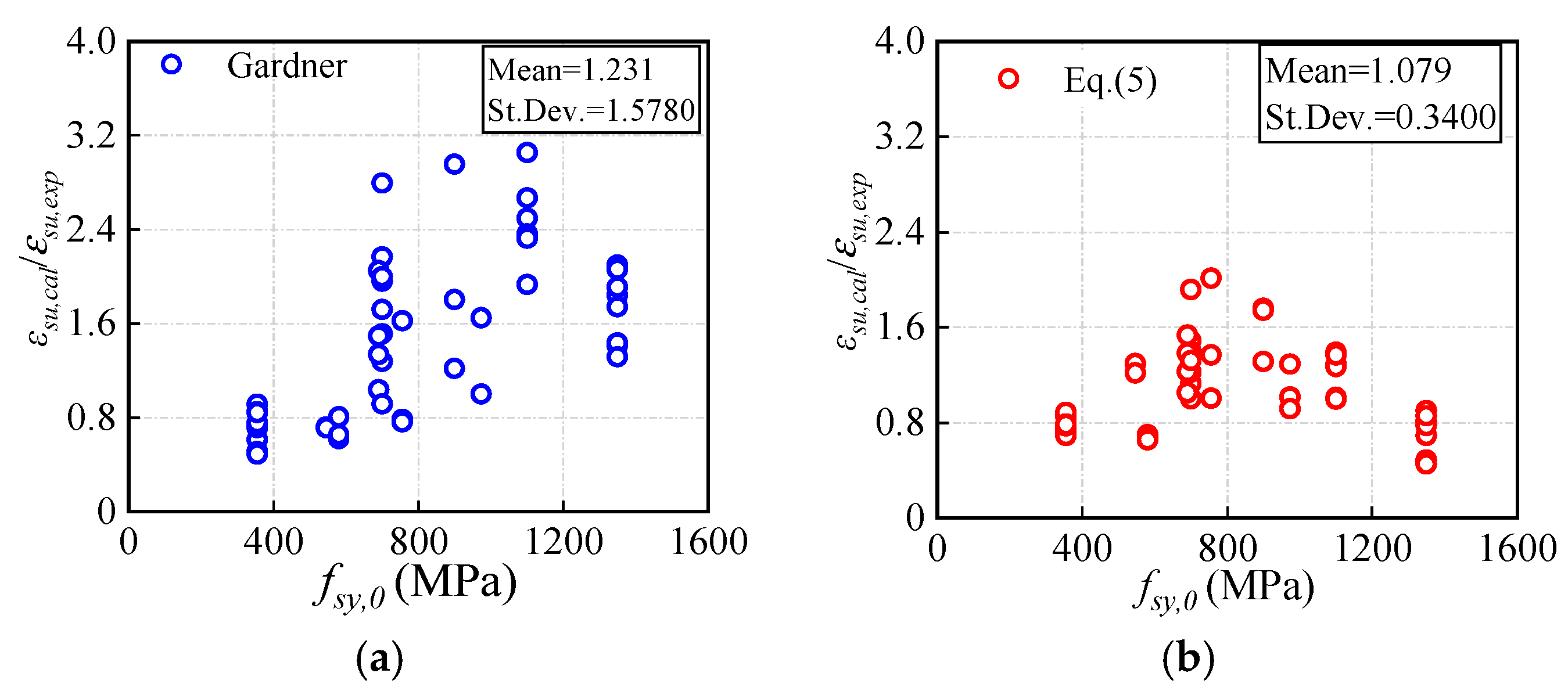
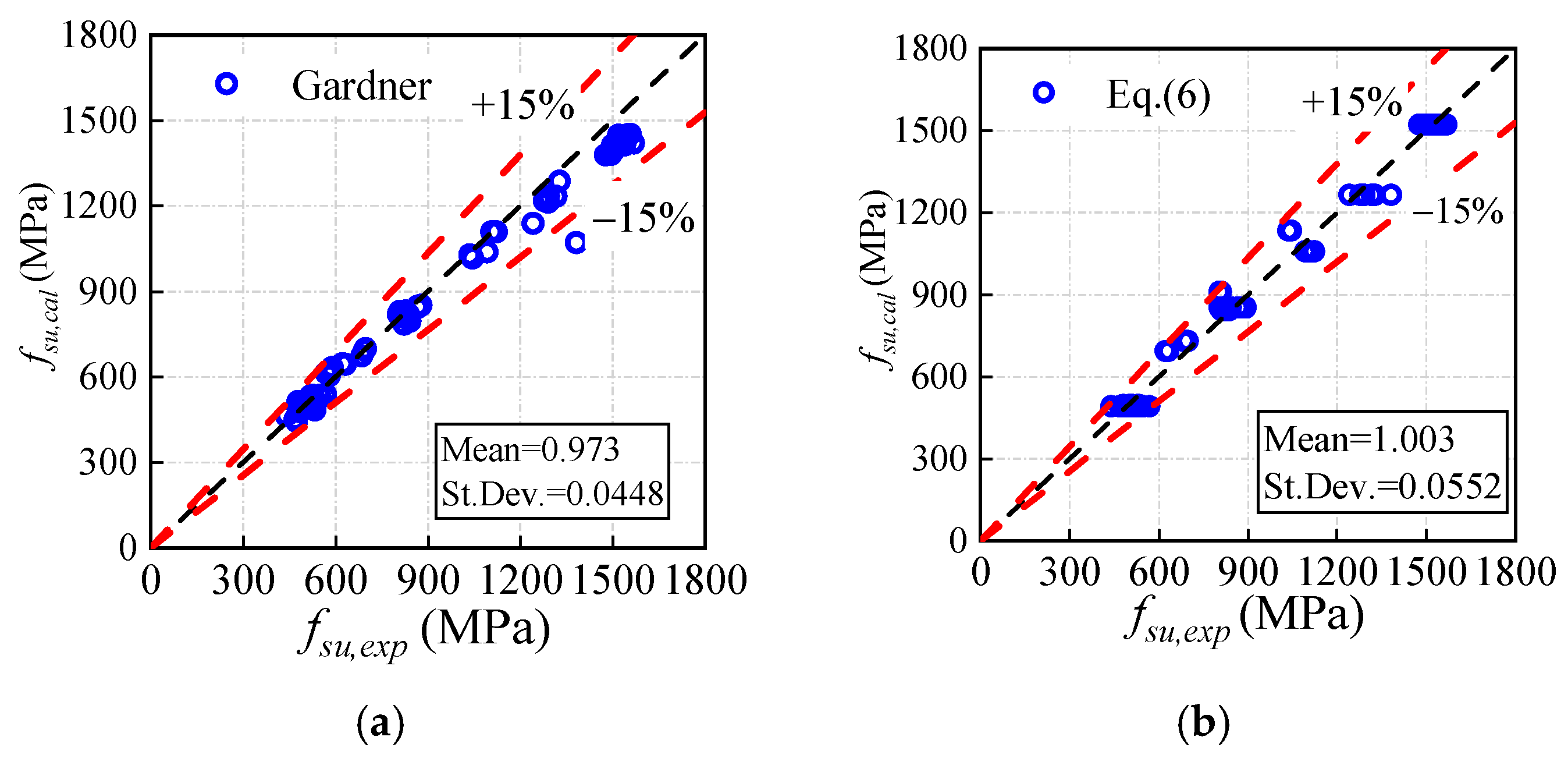
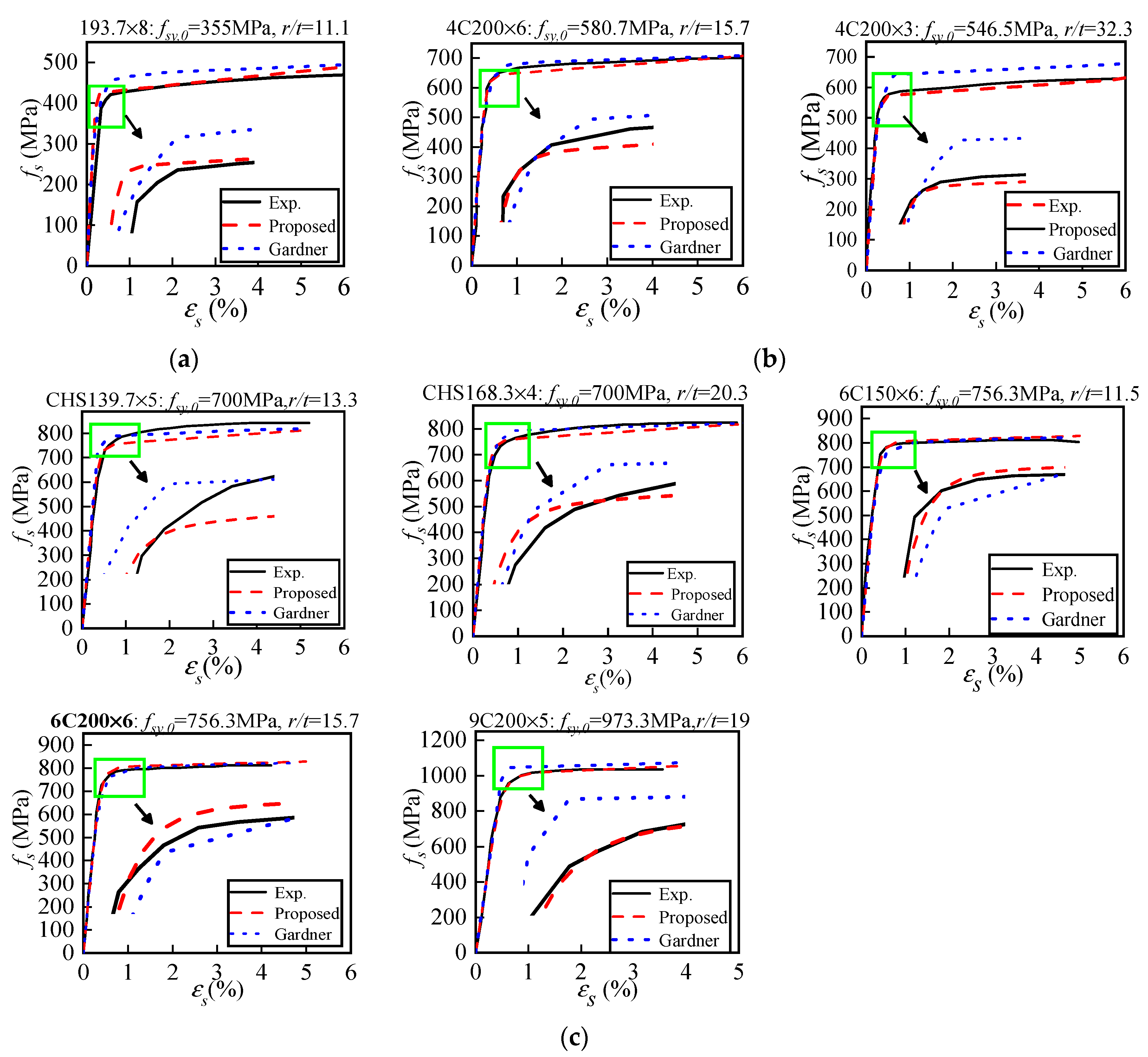
5.1. Comparison of the Calculated Results and Measured Results
5.2. Case Application Analysis
6. Conclusions
- (1)
- The proposed model can predict the complete uniaxial tensile stress-strain behavior of cold-formed circular steels with high accuracy. Considering the wide varying range of the collected experimental variables such as fsy,0 (400~1400 MPa), and r/t (5.4~32.3), the good agreement observed between the predictive and measured stress-strain curves indicates that the improved Menegotto-Pinto model proposed in this paper has a wide application scope.
- (2)
- The ultimate tensile strain εsu of cold-formed circular steels can be predicted by Equation (5) with more improved accuracy than the model proposed by Gardner, due to the comprehensive consideration of the influence of fsy,0 and r/t.
- (3)
- The cold-rolling effect that causes strength enhancement will weaken with fsy,0 and r/t increasing and seems to be neglected when fsy,0 reaches 1748 MPa or the r/t ratio is approximately 60.
- (4)
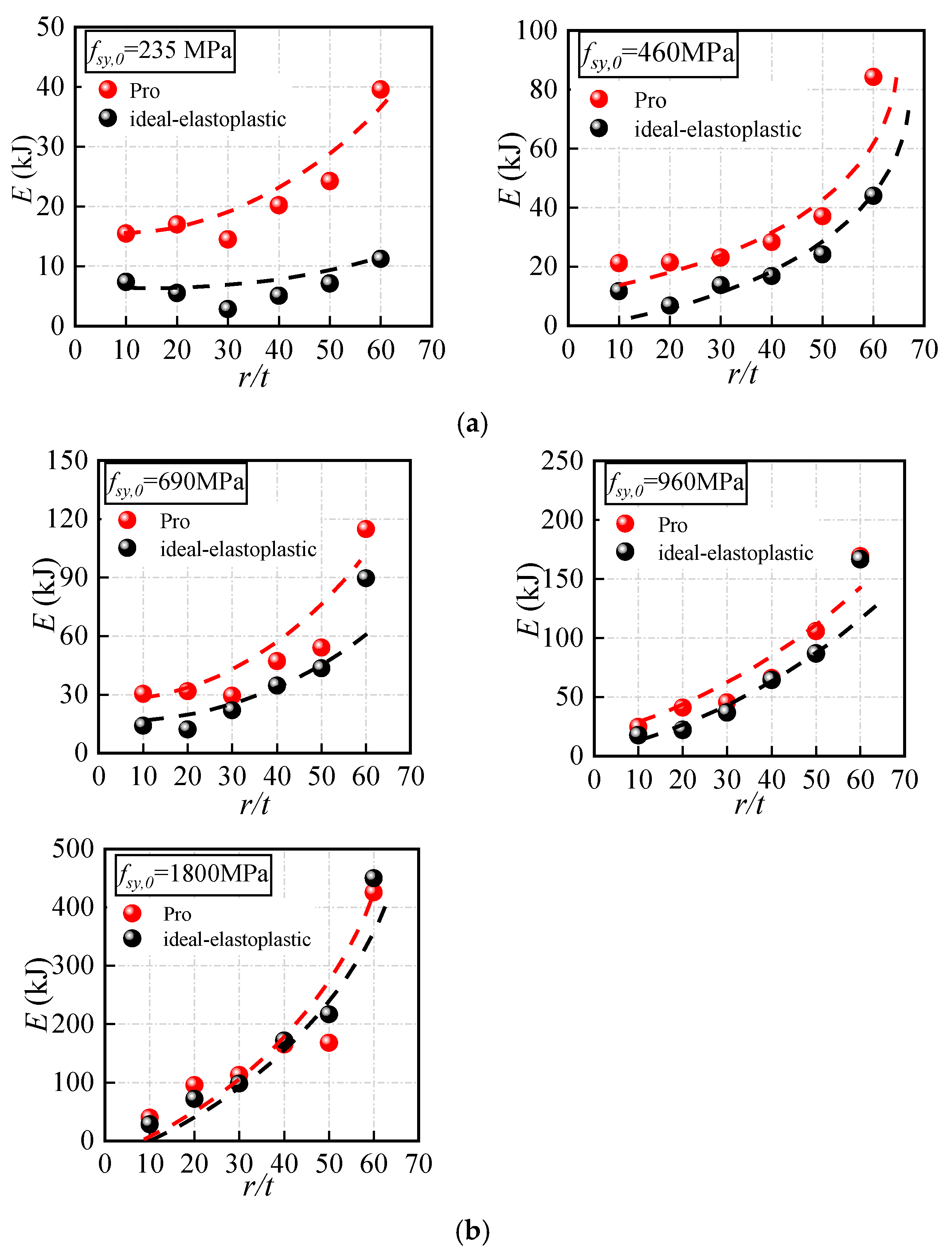
- Compared with the ideal elastoplastic model, the proposed model can more accurately estimate the load-bearing capacity of the components under extreme loads, which reduces the economic burden of engineering.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Guiding Opinions of the General Office of the State Council on Vigorously Developing Prefabricated Buildings; State Council Bulletin of the People’s Republic of China; The State Council: Beijing, China, 2016; pp. 24–26. (In Chinese)
- GB/T 51232-2016; Prefabricated Steel Structure Building Technical Standards. China Construction Industry Press: Beijing, China, 2016. (In Chinese)
- Li, Q.W.; Yue, Q.R.; Feng, P.; Xie, N.; Liu, Y. Development Status and Prospect of Steel Structure Industry Based on Carbon Peak and Carbon Neutrality Target. Prog. Steel Build. Struct. 2022, 24, 1–6+23. (In Chinese) [Google Scholar]
- GB 50017-2017; Standard for Design of Steel Structures. Ministry of Housing Urban-Rural Construction of the People’s Republic of China: Beijing, China, 2017.
- AISI S100-16; North American Specification for the Design of Cold-Formed Steel Structural Members. American Iron and Steel Institute: Washington, DC, USA, 2016.
- EN 1993-1-12; Eurocode 3: Design of Steel Structures-Part 1-12: Additional Rules for the Extension of EN 1993 up to Steel Grades S 700. European Committee for Standardization (CEN): Brussels, Belgium, 2007.
- Li, C.L.; Yuan, H.; Hong, H.P. Predicting yield strength of cold-formed carbon steel: A review and new approaches. J. Constr. Steel. Res. 2023, 206, 107926. [Google Scholar] [CrossRef]
- Liu, H.X.; Chen, J.; Chan, T.M. Predictive methods for material properties of cold-formed conventional steels in the corner region. Thin-Walled Struct. 2023, 187, 110740. [Google Scholar] [CrossRef]
- Kalani, M.; Bakhshi, A. Investigation of cold work effect, Karren (AISI) and ECCS (Euro Code3) equations validity and tension failure modes in thick plate cold-formed steel angle sections. Structures 2023, 57, 105092. [Google Scholar] [CrossRef]
- Pham, C.H.; Trinh, H.N.; Proust, G. Effect of manufacturing process on microstructures and mechanical properties, and design of cold-formed G450 steel channels. Thin-Walled Struct. 2021, 162, 107620. [Google Scholar] [CrossRef]
- Chen, J.B.; Chan, T.M. Material properties and residual stresses of cold-formed high-strength-steel circular hollow sections. J. Constr. Steel Res. 2020, 170, 106099. [Google Scholar] [CrossRef]
- Meng, X.; Gardner, L. Cross-sectional behaviour of cold-formed high strength steel circular hollow sections. Thin. Wall. Struct. 2020, 156, 106822. [Google Scholar] [CrossRef]
- Javidan, F.; Heidarpour, A.; Zhao, X.L.; Minkkinen, J. Application of high strength and ultra-high strength steel tubes in long hybrid compressive members: Experimental and numerical investigation. Thin-Walled Struct. 2016, 102, 273–285. [Google Scholar] [CrossRef]
- Liu, J.Z.; Fang, H.; Chan, T.M. Experimental investigations on material properties and stub column behavior of high strength steel irregular hexagonal hollow sections. J. Constr. Steel Res. 2022, 196, 107343. [Google Scholar] [CrossRef]
- Yao, Y.; Quach, W.M.; Young, B. Finite element-based method for residual stresses and plastic strains in cold-formed steel hollow sections. Eng. Struct. 2019, 188, 24–42. [Google Scholar] [CrossRef]
- Rossi, B.; Afshan, S.; Gardner, L. Strength enhancements in cold-formed structural sections—Part II: Predictive models. J. Construct. Steel Res. 2013, 83, 189–196. [Google Scholar] [CrossRef]
- Gardner, L.; Yun, X. Description of stress-strain curves for cold-formed steels. Constr. Build. Mater. 2018, 189, 527–538. [Google Scholar] [CrossRef]
- Ramberg, W.; Osgood, W.R. Description of Stress-Strain Curves by Three Parameters; National Advisory Committee for Aeronautics: Washington, DC, USA, 1943. [Google Scholar]
- Quach, W.; Huang, J. Stress-strain models for light gauge steels. Procedia Eng. 2011, 14, 288–296. [Google Scholar] [CrossRef]
- Li, G.W.; Wu, Z.X.; Wen, D.H.; Shao, J.F.; Hu, C.X. Experimental investigation on the cold-forming effect of high strength cold-formed steel sections. Structures 2023, 58, 105615. [Google Scholar] [CrossRef]
- Chajes, A.; Britvec, S.; Winter, G. Effects of cold-straining on structural sheet steels. J. Struct. Div. 1963, 89, 1–32. [Google Scholar] [CrossRef]
- Bui, Q.; Ponthot, J. Numerical simulation of cold roll-forming processes. J. Mater. Process. Technol. 2008, 202, 275–282. [Google Scholar] [CrossRef]
- Menegotto, M.; Pinto, R.E. Method of analysis for cyclically loaded RC plane frames including changes in geometry and non-elastic behavior of elements under combined normal force and bending. In IABSE Symposium on Resistance and Ultimate Deformability of Structures Acted on by Well Defined Repeated Loads; IABSE: Zurich, Switzerland, 1973; Volume 13, pp. 15–22. [Google Scholar]
- Yang, C.; Zhao, H.; Sun, Y.P.; Zhao, S.C. Compressive stress-strain model of cold-formed circular hollow section stub columns considering local buckling. Thin-Walled Struct. 2017, 120, 495–505. [Google Scholar] [CrossRef]
- Ban, H.Y.; Shi, G.; Shi, Y.J.; Wang, Y.Q. Research progress on the mechanical property of high strength structural steels. Adv. Mater. Res. 2011, 250, 640–648. [Google Scholar] [CrossRef]
- Su, M.; Cai, Y.; Chen, X.; Young, B. Behaviour of concrete-filled cold-formed high strength steel circular stub columns. Thin-Walled Struct. 2020, 157, 107078. [Google Scholar] [CrossRef]
- Ma, J.L.; Chan, T.M.; Young, B. Material properties and residual stresses of cold-formed high strength steel hollow sections. J. Constr. Steel Res. 2015, 109, 152–165. [Google Scholar] [CrossRef]
- Hu, Y.F.; Xiao, M.; Chung, K.; Ban, H.; Nethercot, D.A. Experimental investigation into high strength S690 cold-formed circular hollow sections under compression. J. Constr. Steel Res. 2022, 194, 107306. [Google Scholar] [CrossRef]
- McCann, F.; Gardner, L.; Kirk, S. Elevated temperature material properties of cold-formed steel hollow sections. Thin-Walled Struct. 2015, 90, 84–94. [Google Scholar] [CrossRef]
- Elchalakani, M.; Zhao, X.L.; Grzebieta, R. Tests on concrete filled double-skin (CHS outer and SHS inner) composite short columns under axial compression. Thin-Walled Struct. 2002, 40, 415–441. [Google Scholar] [CrossRef]
- Elchalakani, M.; Zhao, X.L.; Grzebieta, R.H. Concrete-filled circular steel tubes subjected to pure bending. J. Constr. Steel Res. 2001, 57, 1141–1168. [Google Scholar] [CrossRef]
- Jiao, H.; Zhao, X.L. Material ductility of very high strength (VHS) circular steel tubes in tension. Thin-Walled Struct. 2001, 39, 887–906. [Google Scholar] [CrossRef]
- Sadowski, A.J.; Wong, W.J.; Li, S.C.S.; Málaga-Chuquitaype, C.; Pachakis, D. Critical buckling strains in thick cold-formed circular-hollow sections under cyclic loading. J. Struct. Eng. 2020, 146, 04020179. [Google Scholar] [CrossRef]
- Zhong, Y.; Zhao, O. Experimental and numerical studies on post-fire behaviour of S700 high strength steel circular hollow sections under combined compression and bending. Thin-Walled Struct. 2022, 181, 110004. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Specimens | r/t | Es (Gpa) | fsy,0 (MPa) | fsy (MPa) | fsu (MPa) |
|---|---|---|---|---|---|---|
| [11] | 4C200 × 3 | 32.3 | 207.4 | 546.5 | 571.7 | 632.8 |
| 4C150 × 3 | 24 | 205.4 | 546.5 | 574.4 | 623.2 | |
| 4C150 × 6 | 11.5 | 217.2 | 580.7 | 623.9 | 694.8 | |
| 4C200 × 6 | 15.7 | 216 | 580.7 | 630.3 | 698.5 | |
| 4C250 × 6 | 19.8 | 217.8 | 580.7 | 603.5 | 685.2 | |
| 6C150 × 6 | 11.5 | 198.8 | 756.3 | 765.1 | 808.6 | |
| 6C200 × 6 | 15.7 | 208 | 756.3 | 758.3 | 808 | |
| 6C350 × 6 | 28.2 | 207.7 | 756.3 | 755.6 | 804.1 | |
| 9C150 × 6 | 11.5 | 205.6 | 973.3 | 959 | 1045.2 | |
| 9C200 × 6 | 19 | 208.3 | 973.3 | 964.7 | 1040.5 | |
| 9C300 × 6 | 29 | 207.7 | 973.3 | 969.9 | 1037.1 | |
| [12] | CHS139.7 × 4 | 16.6 | 213.3 | 700 | 742.4 | 842.3 |
| CHS168.3 × 4 | 20.3 | 211.7 | 700 | 720 | 823.4 | |
| CHS139.7 × 5 | 13.3 | 212.5 | 700 | 729.7 | 843.3 | |
| CHS139.7 × 6 | 10.6 | 207.9 | 700 | 779 | 866.7 | |
| CHS139.7 × 8 | 7.9 | 205.7 | 700 | 784.8 | 866.8 | |
| CHS139.7 × 10 | 6.1 | 205.6 | 700 | 787.6 | 877.5 | |
| [26] | 89 × 4 | 10.1 | 209 | 1100 | 1084 | 1242 |
| 108 × 4 | 12.5 | 208 | 1100 | 1233 | 1327 | |
| 133 × 4 | 15.6 | 210 | 1100 | 1164 | 1278 | |
| 89 × 3 | 13.8 | 203 | 900 | 980 | 1093 | |
| [27] | V89 × 4 | 10.4 | 210 | 900 | 1054 | 1108 |
| S89 × 4 | 10.4 | 205 | 1100 | 1180 | 1317 | |
| S108 × 4 | 12.9 | 215 | 1100 | 1180 | 1292 | |
| S133 × 4 | 16.1 | 204 | 1100 | 1159 | 1291 | |
| S139 × 6 | 10.8 | 194 | 1100 | 1014 | 1382 | |
| V89 × 3 | 14.03 | 209 | 900 | 1053 | 1124 | |
| Total | 21 coupons | 6.1~32.3 | 198.8~217.8 | 546.5~1100 | 571.7~1233 | 623.2~1382 |
| [28] | CHS01 | 11.5 | 203 | 690 | 746 | 811 |
| CHS02 | 15.7 | 204 | 690 | 747 | 816 | |
| CHS03 | 9 | 202 | 690 | 757 | 837 | |
| CHS04 | 11.5 | 201 | 690 | 767 | 827 | |
| [29] | 193.7 × 8 | 11.1 | 198.6 | 355 | 404 | 480 |
| [30] | C1 | 8.7 | 191 | 350 | 454 | 520 |
| C2 | 11.3 | 220 | 350 | 416 | 484 | |
| C3 | 15.5 | 204 | 350 | 453 | 521 | |
| C4 | 18.3 | 200 | 350 | 430 | 514 | |
| C5 | 19.4 | 204 | 350 | 379 | 440 | |
| C6 | 22.8 | 207 | 350 | 357 | 474 | |
| C7 | 23 | 193 | 350 | 433 | 479 | |
| C8 | 27.5 | 206 | 350 | 395 | 481 | |
| [31] | CBC1 | 19.1 | 200 | 350 | 365 | 469 |
| CBC2 | 14.9 | 210 | 350 | 432 | 538 | |
| CBC3 | 14.6 | 218 | 350 | 415 | 534 | |
| CBC4 | 11.4 | 211 | 350 | 433 | 508 | |
| CBC5 | 10.8 | 205 | 350 | 456 | 548 | |
| CBC6 | 9.1 | 204 | 350 | 408 | 503 | |
| CBC7 | 7.1 | 207 | 350 | 442 | 511 | |
| CBC8 | 5.4 | 209 | 350 | 460 | 568 | |
| [32] | TS1A | 10.7 | 190.9 | 1350 | 1402 | 1558 |
| TS1B | 10.8 | 195.1 | 1350 | 1392 | 1533 | |
| TS1C | 10.6 | 190.7 | 1350 | 1400 | 1550 | |
| TS2A | 9.3 | 198.3 | 1350 | 1361 | 1513 | |
| TS2B | 9.4 | 204.4 | 1350 | 1360 | 1507 | |
| TS2C | 9.2 | 197.6 | 1350 | 1362 | 1499 | |
| TS3A | 8.3 | 195.6 | 1350 | 1328 | 1477 | |
| TS3B | 8.4 | 197.1 | 1350 | 1329 | 1495 | |
| TS3C | 8.3 | 200.2 | 1350 | 1332 | 1487 | |
| TS4A | 16.8 | 203 | 1350 | 1346 | 1506 | |
| TS4B | 16.6 | 194.2 | 1350 | 1365 | 1519 | |
| TS4C | 16.9 | 197 | 1350 | 1368 | 1540 | |
| TA5A | 16.9 | 195.2 | 1350 | 1363 | 1540 | |
| TS5B | 16.9 | 196.7 | 1350 | 1370 | 1568 | |
| TS5C | 22.7 | 203.7 | 1350 | 1399 | 1520 | |
| [33] | 1 | 22.6 | 201.6 | 355 | 456.8 | 527 |
| 2 | 22.9 | 203.6 | 355 | 451.7 | 534.2 | |
| 3 | 14 | 200.2 | 355 | 455.6 | 529.2 | |
| 4 | 14 | 195.4 | 355 | 392 | 503.7 | |
| 5 | 17.9 | 196.6 | 355 | 405.2 | 511.8 | |
| 6 | 17.9 | 198.5 | 355 | 443.9 | 508.1 | |
| 7 | 21.2 | 196.7 | 355 | 385 | 500 | |
| 8 | 21.2 | 197.3 | 355 | 397.4 | 511.1 | |
| 9 | 21.2 | 196.7 | 355 | 436.4 | 502.1 | |
| [34] | CHS139.7 × 8 | 8 | 202.2 | 700 | 856.8 | 893.7 |
| CHS139.7 × 10 | 6 | 203.1 | 700 | 762 | 804.9 | |
| Total | 53 coupons | 5.4~27.5 | 190.7~220 | 350~1350 | 357~1402 | 440~1568 |
| Notation | 193.7 × 8 | 4C200 × 3 | 4C200 × 6 | CHS168.3 × 4 | CHS139.7 × 5 | 6C200 × 6 | 6C150 × 6 | 9C200 × 5 |
|---|---|---|---|---|---|---|---|---|
| fsy,0 (MPa) | 355 | 546.5 | 580 | 700 | 700 | 756.3 | 756.3 | 973 |
| r/t | 11.1 | 32.2 | 15.7 | 20.3 | 13.3 | 15.7 | 15.7 | 15 |
| Ref. | [29] | [11] | [12] | [11] | ||||
| Sets | fsy,0 (MPa) | t (mm) | r/t | L (mm) |
|---|---|---|---|---|
| 1 | 235, 460, 690, 960, 1800 | 3 | 10 | 198 |
| 2 | 235, 460, 690, 960, 1800 | 3 | 20 | 378 |
| 3 | 235, 460, 690, 960, 1800 | 3 | 30 | 558 |
| 4 | 235, 460, 690, 960, 1800 | 3 | 40 | 738 |
| 5 | 235, 460, 690, 960, 1800 | 3 | 50 | 918 |
| 6 | 235, 460, 690, 960, 1800 | 3 | 60 | 1098 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.; Ying, L.; Wang, B.; Li, Q. A Continuously Derivable Uniaxial Tensile Stress-Strain Model of Cold-Formed Circular Steels. Buildings 2024, 14, 36. https://doi.org/10.3390/buildings14010036
Yang C, Ying L, Wang B, Li Q. A Continuously Derivable Uniaxial Tensile Stress-Strain Model of Cold-Formed Circular Steels. Buildings. 2024; 14(1):36. https://doi.org/10.3390/buildings14010036
Chicago/Turabian StyleYang, Chang, Ling Ying, Binbin Wang, and Qi Li. 2024. "A Continuously Derivable Uniaxial Tensile Stress-Strain Model of Cold-Formed Circular Steels" Buildings 14, no. 1: 36. https://doi.org/10.3390/buildings14010036