
Modeling and Optimizing the Effect of Palm Oil Fuel Ash on the Properties of Engineered Cementitious Composite

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. RSM Variables and Mix Proportions
2.3. Mixing and Sample Preparation
2.4. Testing
2.4.1. Compressive Strength Test
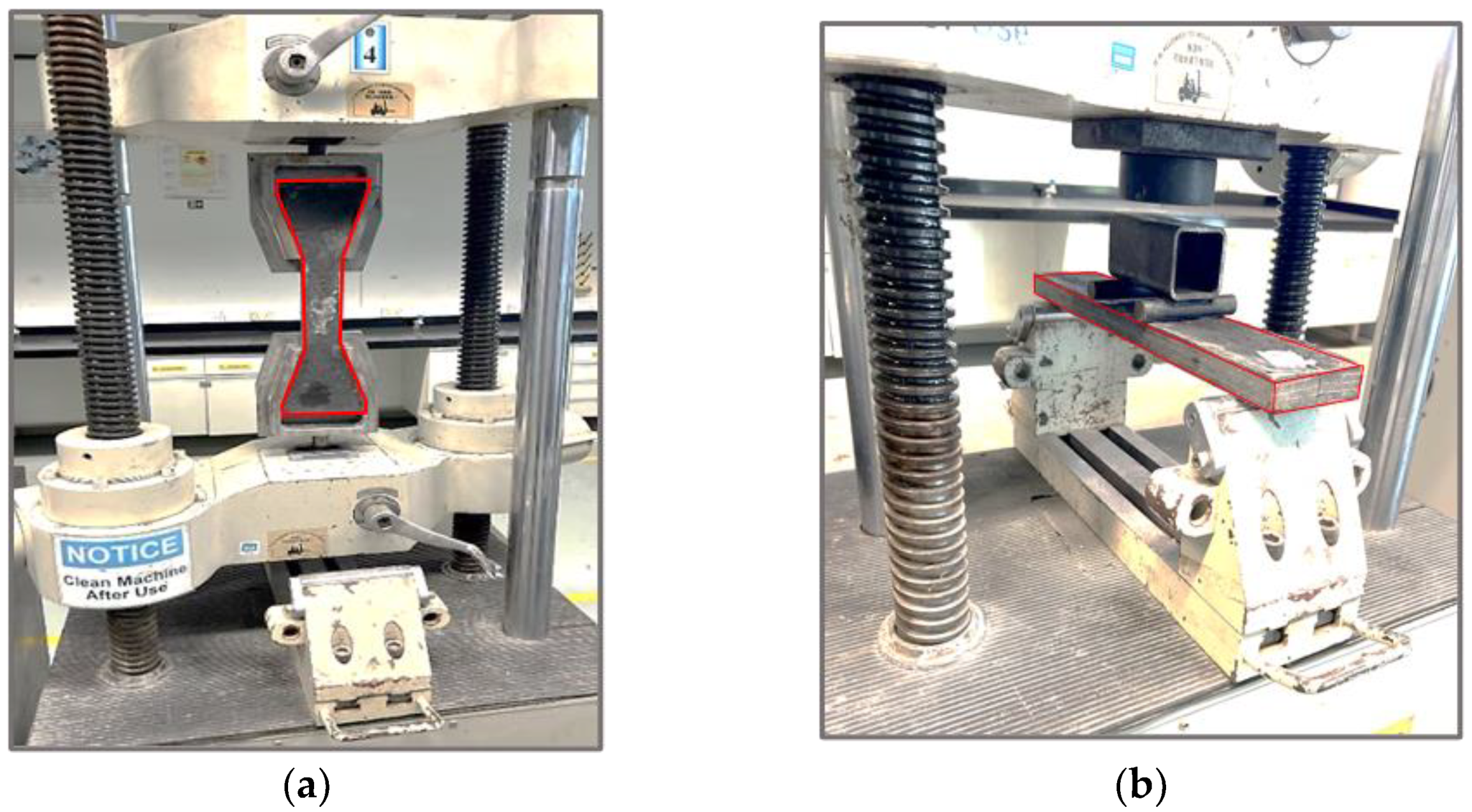
2.4.2. Direct Tensile Test
2.4.3. Flexural Properties Test
2.4.4. Microstructural Properties Tests
2.5. Environmental Impact Evaluation of the Use of POFA
3. Results and Discussion
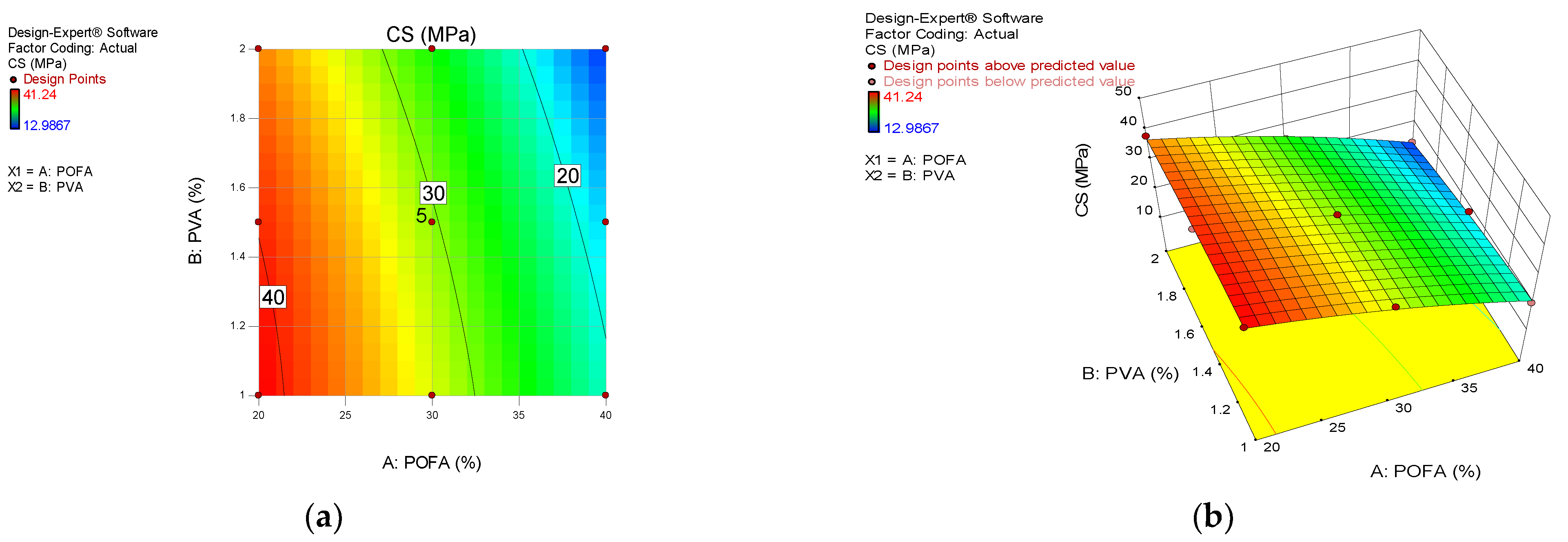
3.1. Compressive Strength of POFA-ECC
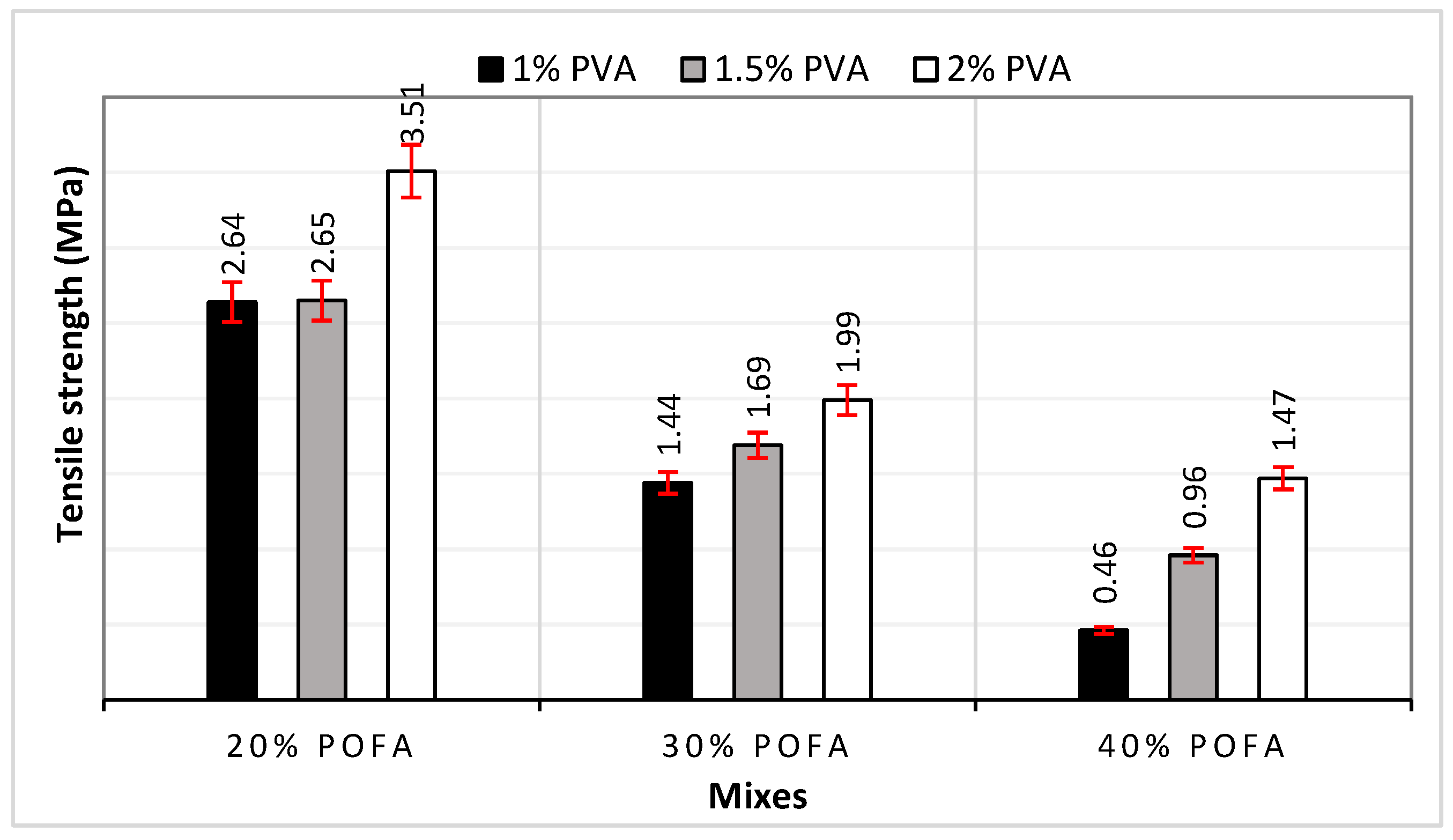
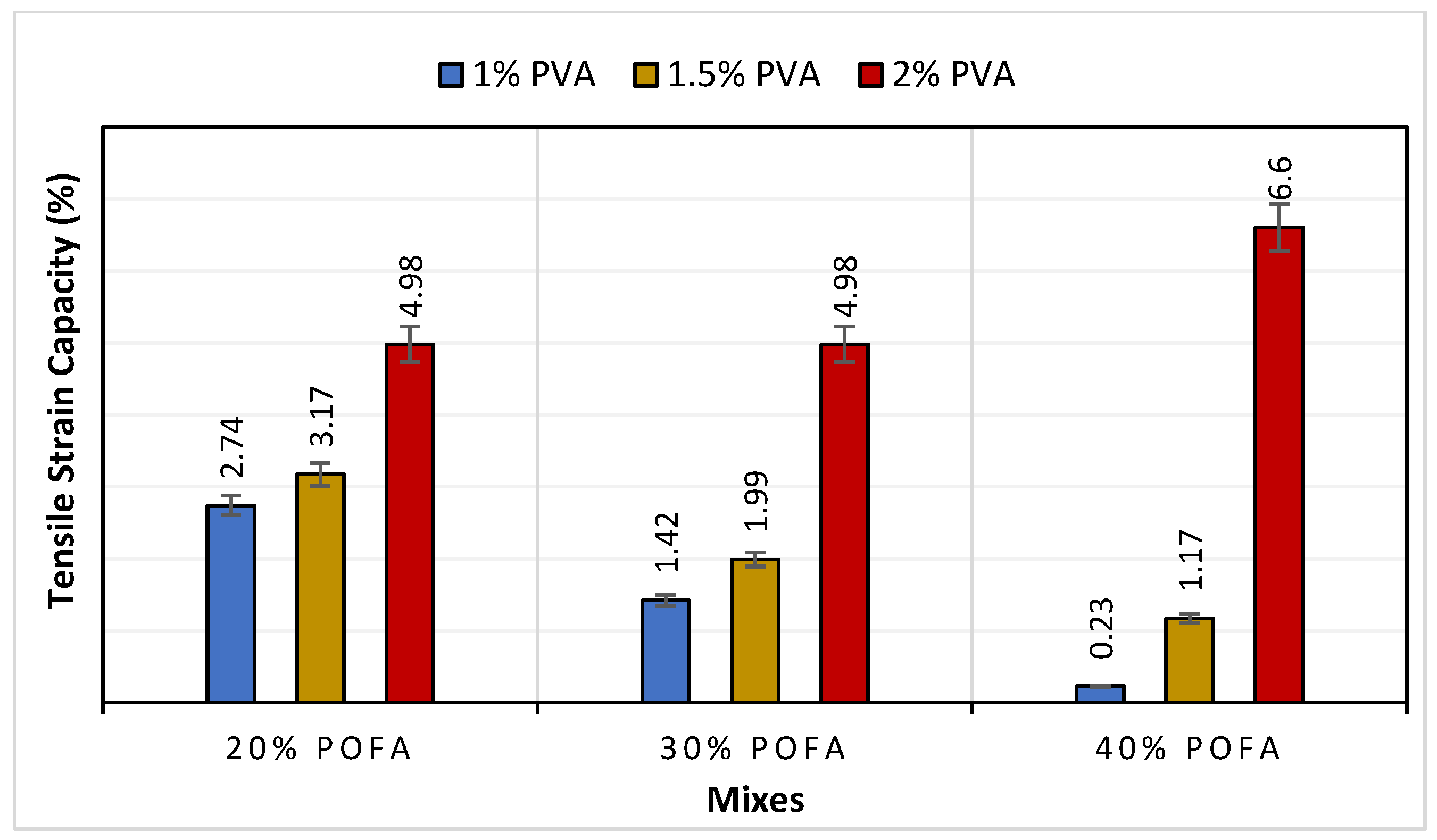
3.2. Tensile Properties of POFA-ECC
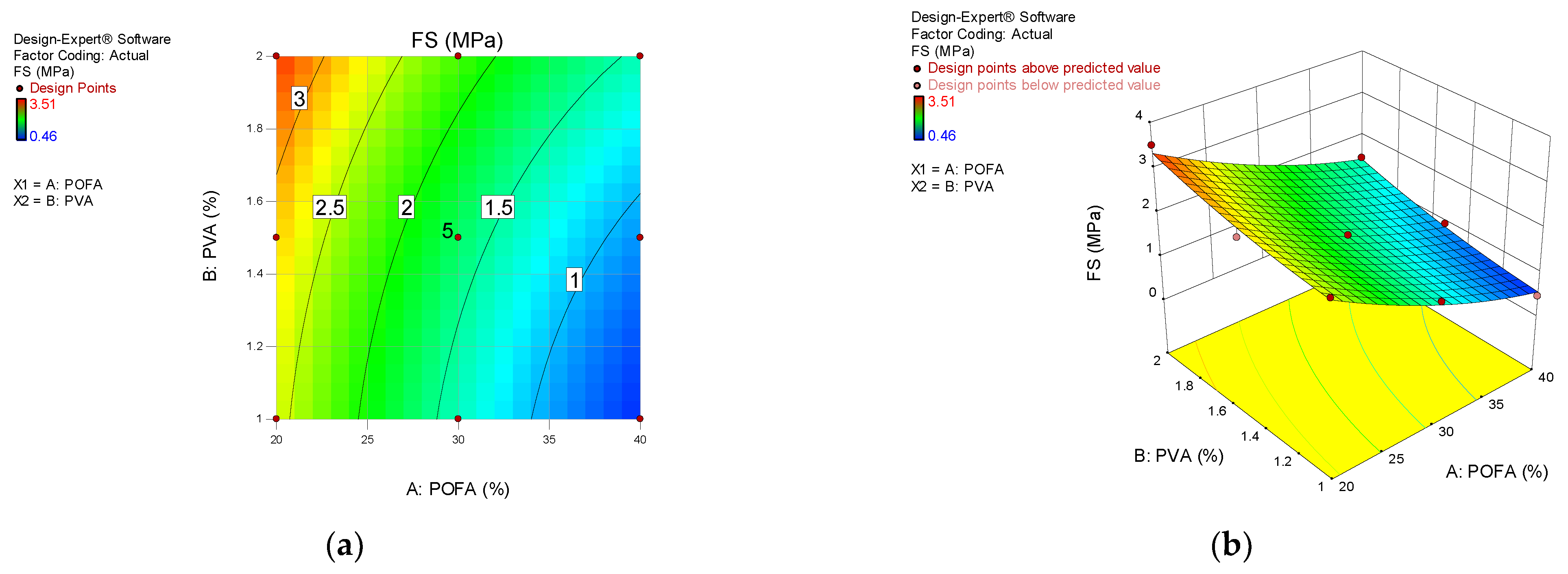
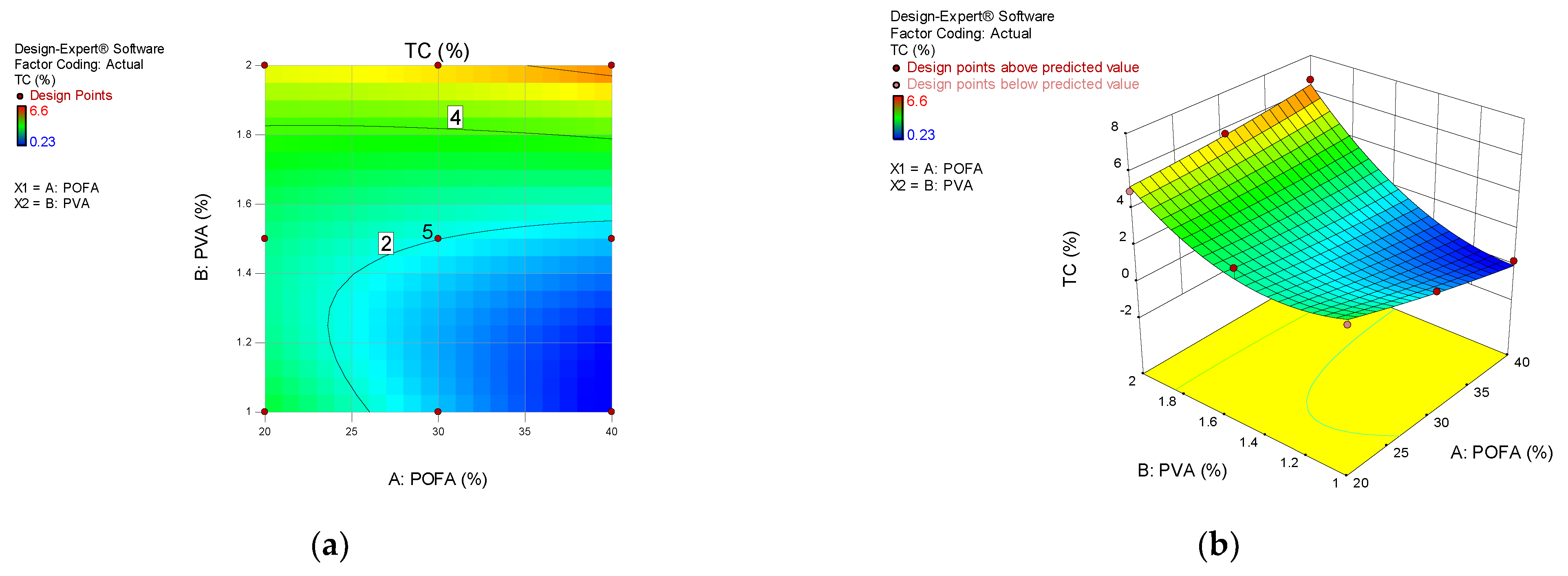
3.3. Flexural Behavior of POFA-ECC
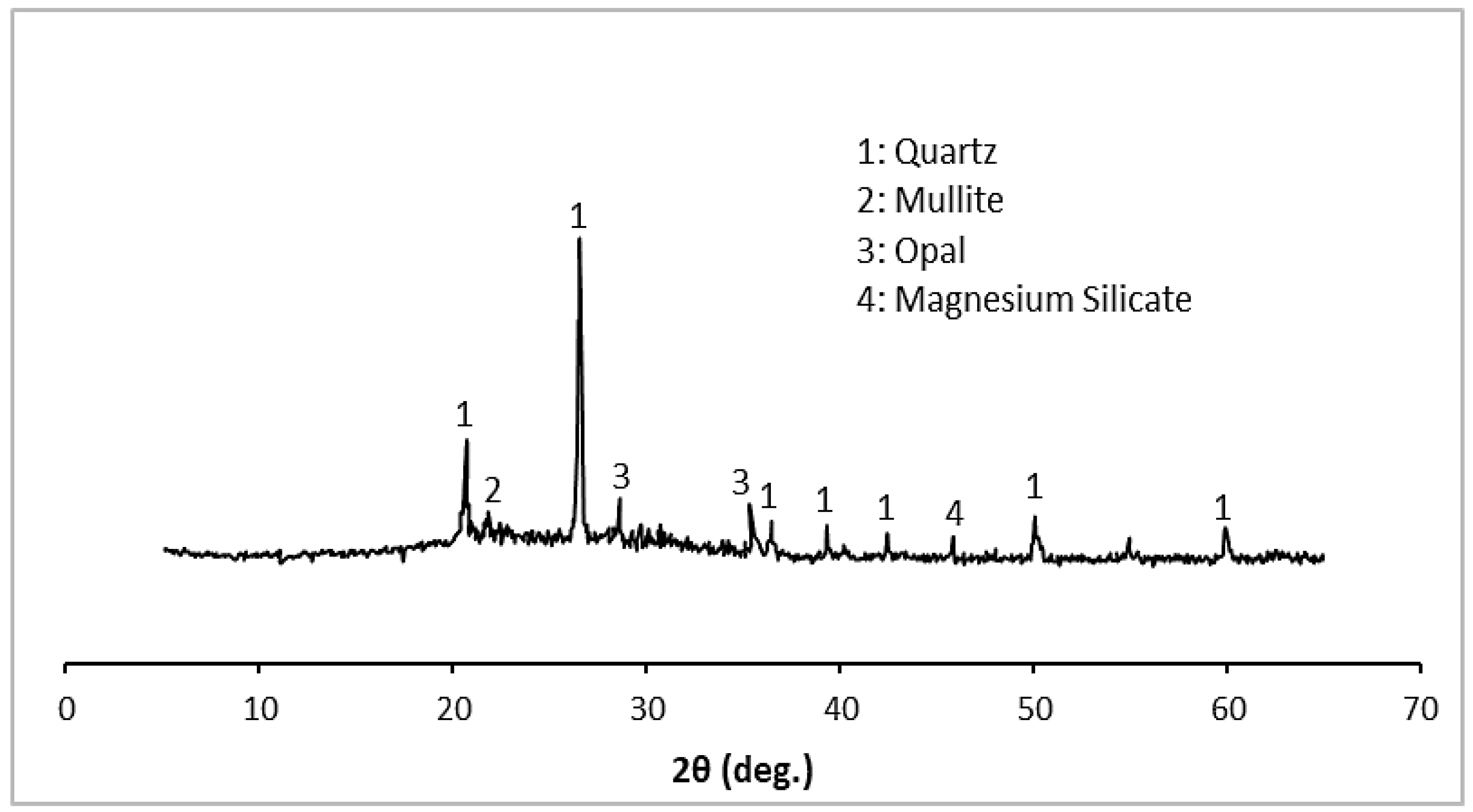
3.4. Microstructural Properties of POFA-ECC
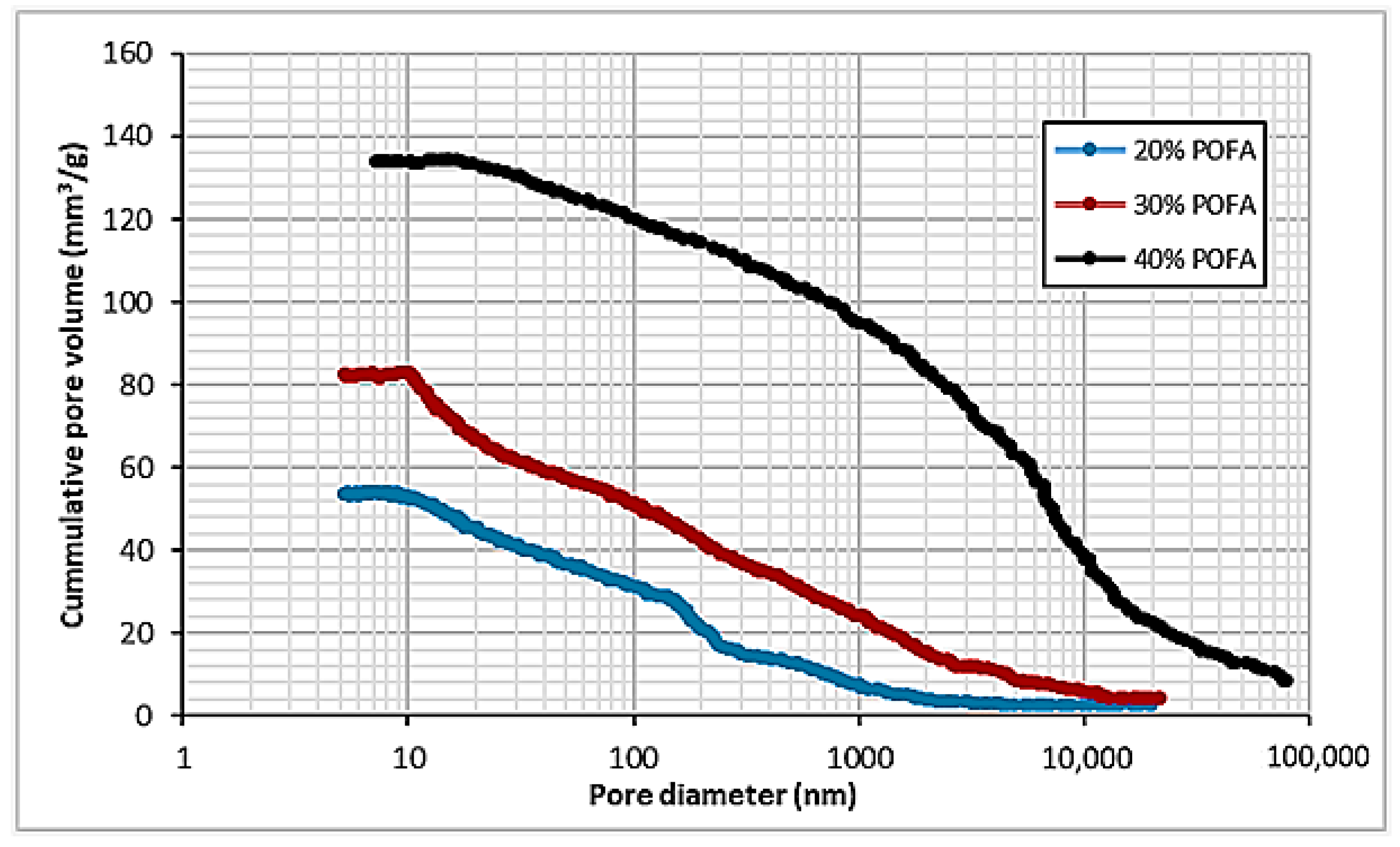
3.5. Mercury Intrusion Porosimetry (MIP)
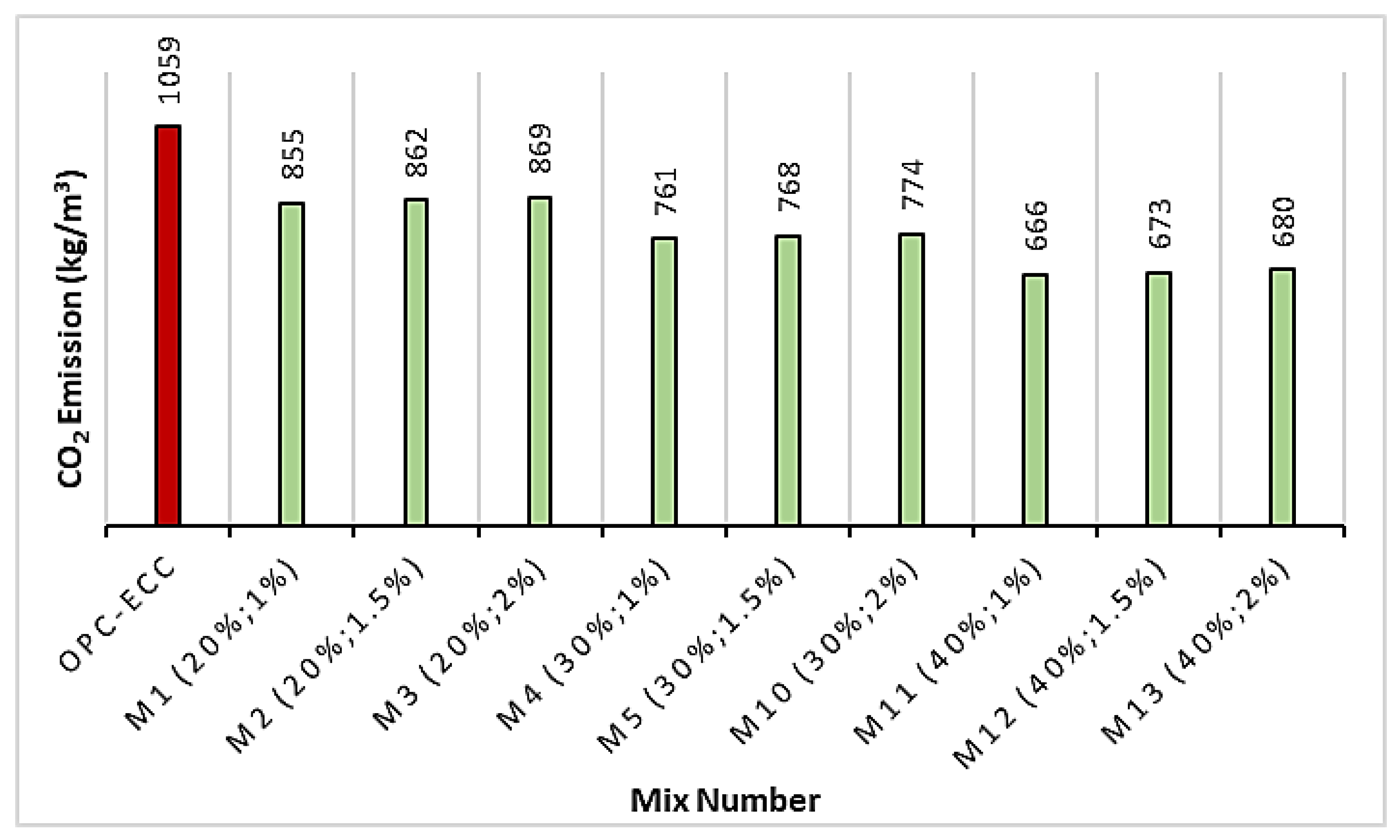
3.6. Environmental Assessment
4. Response Surface Models and Optimization
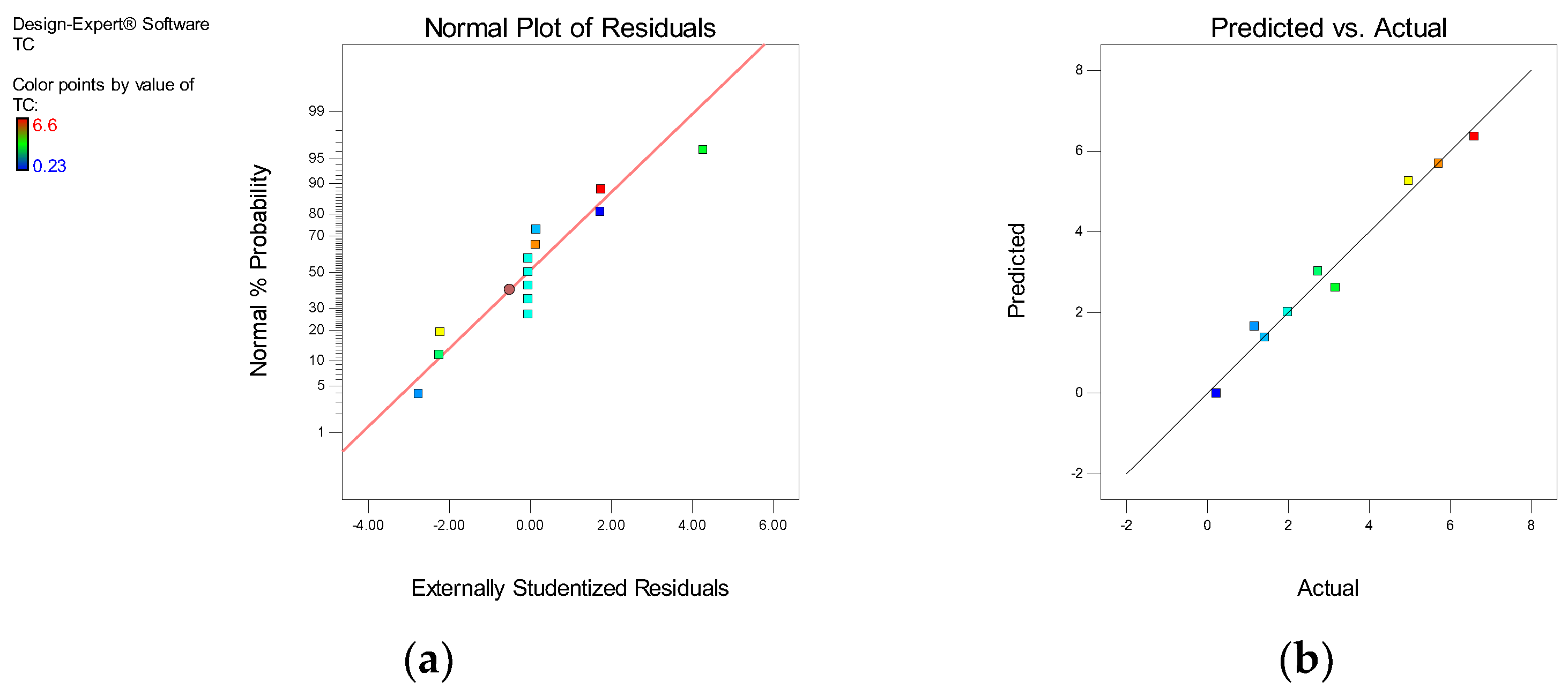
4.1. Model Development and ANOVA
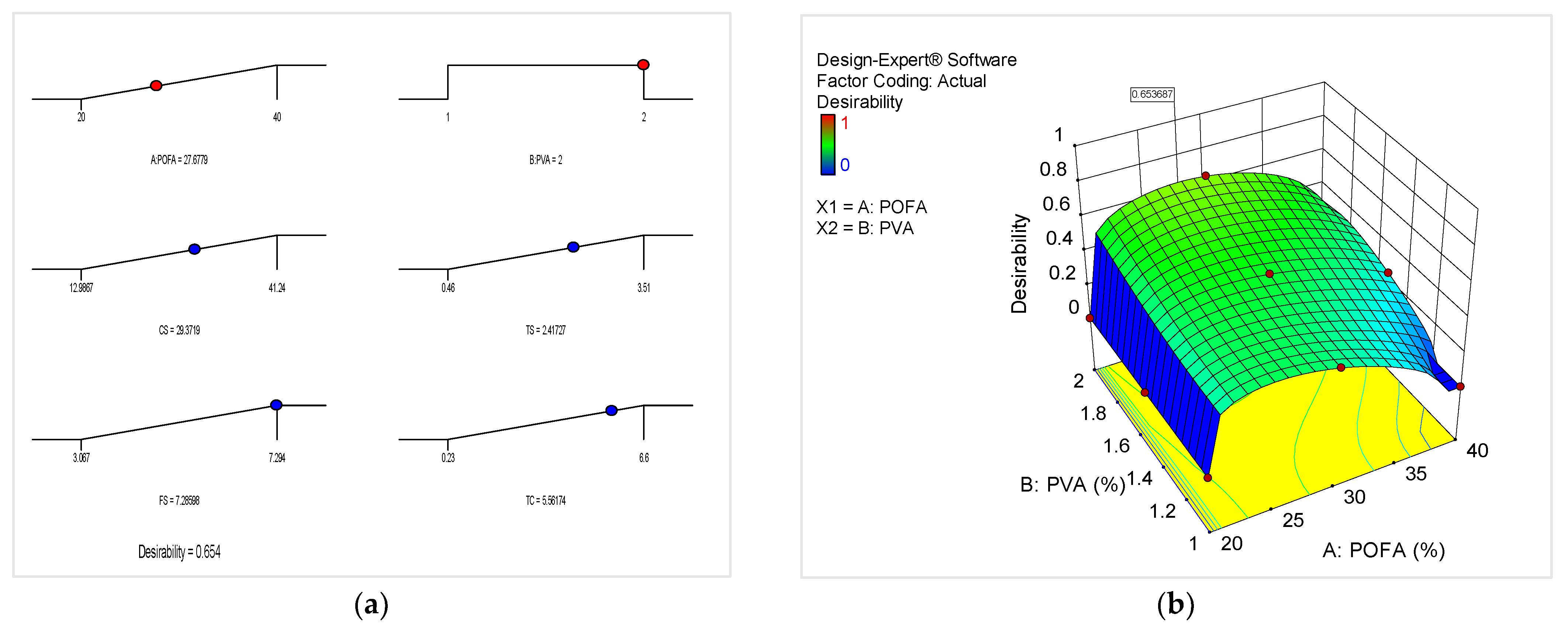
4.2. Multi-Objective Optimization
4.3. Experimental Validation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Umar, H.; Sulaiman, S.; Said, M.M.; Gungor, A.; Shahbaz, M.; Inayat, M.; Inayat, M.; Ahmad, R. Assessing the implementation levels of oil palm waste conversion methods in Malaysia and the challenges of commercialisation: Towards sustainable energy production. Biomass Bioenergy 2021, 151, 106179. [Google Scholar] [CrossRef]
- Bashar, I.I.; Alengaram, U.J.; Jumaat, M.Z.; Islam, A. The Effect of Variation of Molarity of Alkali Activator and Fine Aggregate Content on the Compressive Strength of the Fly Ash: Palm Oil Fuel Ash Based Geopolymer Mortar. Adv. Mater. Sci. Eng. 2014, 2014, 245473. [Google Scholar] [CrossRef] [Green Version]
- Abdullah, N.; Sulaiman, F. The oil palm wastes in Malaysia. In Biomass Now-Sustainable Growth and Use; Matovic, M.D., Ed.; Intech: Rijeka, Crotia, 2013; pp. 75–93. Available online: http://bitly.ws/zkN5 (accessed on 7 January 2023).
- Altwair, N.M.; Kabir, S.; Brameshuber, W. Palm oil fuel ash (POFA): An environmentally-friendly sup-plemental cementitious material for concrete production. In Proceedings of the International Conference on Material Science and 64th RILEM Annual Week, Aachen, Germany, 6–10 September 2010; pp. 234–247. [Google Scholar]
- Amran, M.; Lee, Y.H.; Fediuk, R.; Murali, G.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Lee, Y.Y.; Vatin, N.; Klyuev, S.; Karelia, M. Palm Oil Fuel Ash-Based Eco-Friendly Concrete Composite: A Critical Review of the Long-Term Properties. Materials 2021, 14, 7074. [Google Scholar] [CrossRef] [PubMed]
- Aldahdooh, M.; Bunnori, N.M.; Johari, M.M. Influence of palm oil fuel ash on ultimate flexural and uniaxial tensile strength of green ultra-high performance fiber reinforced cementitious composites. Mater. Des. 2014, 54, 694–701. [Google Scholar] [CrossRef]
- Salami, B.A.; Johari, M.A.M.; Ahmad, Z.A.; Maslehuddin, M. Durability performance of Palm Oil Fuel Ash-based Engineered Alkaline-activated Cementitious Composite (POFA-EACC) mortar in sulfate environment. Constr. Build. Mater. 2017, 131, 229–244. [Google Scholar] [CrossRef]
- Qaidi, S.M.; Atrushi, D.S.; Mohammed, A.S.; Ahmed, H.U.; Faraj, R.H.; Emad, W.; Tayeh, B.A.; Najm, H.M. Ultra-high-performance geopolymer concrete: A review. Constr. Build. Mater. 2022, 346, 128495. [Google Scholar] [CrossRef]
- Qaidi, S.M.; Mohammed, A.S.; Ahmed, H.U.; Faraj, R.H.; Emad, W.; Tayeh, B.A.; Althoey, F.; Zaid, O.; Sor, N.H. Rubberized geopolymer composites: A comprehensive review. Ceram. Int. 2022, 48, 24234–24259. [Google Scholar] [CrossRef]
- Gupta, S.; Kashani, A.; Mahmood, A.H. Carbon sequestration in engineered lightweight foamed mortar—Effect on rheology, mechanical and durability properties. Constr. Build. Mater. 2022, 322, 126383. [Google Scholar] [CrossRef]
- Matsimbe, J.; Dinka, M.; Olukanni, D.; Musonda, I. Geopolymer: A Systematic Review of Methodologies. Materials 2022, 15, 6852. [Google Scholar] [CrossRef]
- Xu, S.; Yuan, P.; Liu, J.; Pan, Z.; Liu, Z.; Su, Y.; Li, J.; Wu, C. Development and preliminary mix design of ultra-high-performance concrete based on geopolymer. Constr. Build. Mater. 2021, 308, 125110. [Google Scholar] [CrossRef]
- Kathirvel, P.; Sreekumaran, S. Sustainable development of ultra high performance concrete using geopolymer technology. J. Build. Eng. 2021, 39, 102267. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Q. Matrix tailoring of Engineered Cementitious Composites (ECC) with non-oil-coated, low tensile strength PVA fiber. Constr. Build. Mater. 2018, 161, 420–431. [Google Scholar] [CrossRef]
- Li, V.C. On Engineered Cementitious Composites (ECC): Areview of the Material and its applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Loganathan, R.; Mohammed, B. Properties of Rubberized Engineered Cementitious Composites Containing Nano-Silica. Materials 2021, 14, 3765. [Google Scholar] [CrossRef] [PubMed]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.; Wahab, M. Modelling and optimization of the mechanical properties of engineered cementitious composite containing crumb rubber pretreated with graphene oxide using response surface methodology. Constr. Build. Mater. 2021, 310, 125259. [Google Scholar] [CrossRef]
- Abdulkadir, I.; Mohammed, B.S.; Liew, M.; Wahab, M. Modelling and multi-objective optimization of the fresh and mechanical properties of self-compacting high volume fly ash ECC (HVFA-ECC) using response surface methodology (RSM). Case Stud. Constr. Mater. 2021, 14, e00525. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuvaraj, A.; Di, J.; Qian, S. Matrix design of light weight, high strength, high ductility ECC. Constr. Build. Mater. 2019, 210, 188–197. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Yu, J.; Xiao, J.; Xu, Q. Using Green Supplementary Materials to Achieve More Ductile ECC. Materials 2019, 12, 858. [Google Scholar] [CrossRef] [Green Version]
- Abdulkadir, I.; Mohammed, B.S.; Ali, M.O.A.; Liew, M.S. Effects of Graphene Oxide and Crumb Rubber on the Fresh Properties of Self-Compacting Engineered Cementitious Composite Using Response Surface Methodology. Materials 2022, 15, 2519. [Google Scholar] [CrossRef]
- Lye, H.L.; Mohammed, B.S.; Liew, M.; Wahab, M.; Al-Fakih, A. Bond behaviour of CFRP-strengthened ECC using Response Surface Methodology (RSM). Case Stud. Constr. Mater. 2020, 12, e00327. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Khed, V.C.; Liew, M.S. Optimization of hybrid fibres in engineered cementitious composites. Constr. Build. Mater. 2018, 190, 24–37. [Google Scholar] [CrossRef]
- Sabapathy, L.; Mohammed, B.S.; Al-Fakih, A.; A Wahab, M.M.; Liew, M.S.; Amran, Y.H.M. Acid and Sulphate Attacks on a Rubberized Engineered Cementitious Composite Containing Graphene Oxide. Materials 2020, 13, 3125. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, B.S.; Yen, L.Y.; Haruna, S.; Huat, M.L.S.; Abdulkadir, I.; Al-Fakih, A.; Liew, M.S.; Zawawi, N.A.W.A. Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite. Materials 2020, 13, 3516. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Li, V.C. Engineered Cementitious Composites with High-Volume Fly Ash. ACI Mater. J. 2007, 104, 233–268. [Google Scholar]
- Zahid, M. Development and Mix Design Optimization of Fly Ash Based High Strength Engineered Geopolymer Composite; Universiti Teknologi PETRONAS: Seri Iskandar, Malaysia, 2019. [Google Scholar]
- Abdulkadir, I.; Mohammed, B.S. RSM Study and Analysis on the 6 months Compressive Strength Development and Shrinkage Behavior of High Volume Fly Ash ECC (HVFA-ECC). Int. J. Adv. Res. Eng. Technol. 2020, 11, 965–980. Available online: https://ssrn.com/abstract=3711364 (accessed on 13 September 2022).
- Turk, K.; Nehdi, M.L. Coupled effects of limestone powder and high-volume fly ash on mechanical properties of ECC. Constr. Build. Mater. 2018, 164, 185–192. [Google Scholar] [CrossRef]
- Altwair, N.M.; Johari, M.A.M.; Hashim, S.F.S. Influence of treated palm oil fuel ash on compressive properties and chloride resistance of engineered cementitious composites. Mater. Struct. 2014, 47, 667–682. [Google Scholar] [CrossRef]
- Altwair, N.M.; Ganaw, A. Effect of water-binder ratio and Treated Palm Oil Ash (TPOFA) on Alkali-Silica Reaction Resistance of Engineered Cementitious Composites (ECC). In Proceedings of the 2nd International Conference on Science & Technology, Kuala Lumpur, Malaysia, 17 June 2014. [Google Scholar]
- Johari, M.A.M.; Altwair, N.M.; Hashim, S.F.S. Fracture and tensile characteristics of engineered cementitious composites containing POFA. Adv. Cem. Res. 2013, 25, 189–199. [Google Scholar] [CrossRef]
- Altwair, N.M.; Johari, M.M.; Hashim, S.F.S. Shrinkage Characteristics of Green Engineered Cementitious Composites with Varying Palm Oil Fuel Ash Contents and Water-Binder Ratios. Adv. Mater. Res. 2013, 626, 245–249. [Google Scholar] [CrossRef]
- Altwair, N.M.; Johari, M.M.; Hashim, S.S. Flexural performance of green engineered cementitious composites containing high volume of palm oil fuel ash. Constr. Build. Mater. 2012, 37, 518–525. [Google Scholar] [CrossRef]
- Altwair, N. A novel design for green engineered cementitious composite (green-ecc) concrete using palm oil fuel ash (POFA) for sustainable development. In Proceedings of the 17th Annual International Sustainable Development Research Conference, New York, NY, USA, 8–10 May 2011. [Google Scholar]
- Chindaprasirt, P.; Rukzon, S.; Sirivivatnanon, V. Resistance to chloride penetration of blended Portland cement mortar containing palm oil fuel ash, rice husk ash and fly ash. Constr. Build. Mater. 2008, 22, 932–938. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology; Balding, D.J., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2016; p. 855. [Google Scholar]
- Ghafari, E.; Costa, H.; Júlio, E. RSM-based model to predict the performance of self-compacting UHPC reinforced with hybrid steel micro-fibers. Constr. Build. Mater. 2014, 66, 375–383. [Google Scholar] [CrossRef]
- MS EN 197-1:2014; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. Department of Standards Malaysia: Selangor, Malaysia, 2014.
- ASTM C618-17a; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2017.
- Yu, J.; Chen, Y.; Leung, C.K. Micromechanical modeling of crack-bridging relations of hybrid-fiber Strain-Hardening Cementitious Composites considering interaction between different fibers. Constr. Build. Mater. 2018, 182, 629–636. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Investigation of properties and performances of Polyvinyl Alcohol (PVA) fiber-reinforced rubber concrete. Constr. Build. Mater. 2018, 193, 631–642. [Google Scholar] [CrossRef]
- Shahrul, S.; Mohammed, B.S.; Wahab, M.M.A.; Liew, M.S. Mechanical Properties of Crumb Rubber Mortar Containing Nano-Silica Using Response Surface Methodology. Materials 2021, 14, 5496. [Google Scholar] [CrossRef]
- Shanmugasundaram, N.; Praveenkumar, S. Influence of supplementary cementitious materials, curing conditions and mixing ratios on fresh and mechanical properties of engineered cementitious composites—A review. Constr. Build. Mater. 2021, 309, 125038. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, D.; Wang, T.; Wu, H.; Li, V.C. Mechanical and self-healing behavior of low carbon engineered cementitious composites reinforced with PP-fibers. Constr. Build. Mater. 2020, 259, 119805. [Google Scholar] [CrossRef]
- ASTM C 109/C 109M—02; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2002.
- Hiroshi Yokota, K.R.; Sakata, N. JSCE, Recommendations for Design and Contruction of High Performance Fibre Reinforced Cement Composites with Multiple Fine Cracks. In High Performance Fiber Reinforced Cement Composites; Springer: Tokyo, Japan, 2007. [Google Scholar]
- ASTM D 4284—03; Standard Test Method for Determining Pore Volume Distribution of Catalysts by Mercury Intrusion Porosimetry. ASTM International: West Conshohocken, PA, USA, 2003.
- Huynh, T.-P.; Ho, L.S.; Van Ho, Q. Experimental investigation on the performance of concrete incorporating fine dune sand and ground granulated blast-furnace slag. Constr. Build. Mater. 2022, 347, 128512. [Google Scholar] [CrossRef]
- Ho, L.S.; Huynh, T.-P. Recycled waste medical glass as a fine aggregate replacement in low environmental impact concrete: Effects on long-term strength and durability performance. J. Clean. Prod. 2022, 368, 133144. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C. Discontinuous micro-fibers as intrinsic reinforcement for ductile Engineered Cementitious Composites (ECC). Compos. Part B Eng. 2020, 184, 107741. [Google Scholar] [CrossRef]
- Zheng, H. (Ed.) Concrete for sustainability. In Proceedings of the SCCT Annual Concrete Seminars Standing Committee on Concrete Technology (SCCT), Hong Kong, China, 27 February 2009. [Google Scholar]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Abutaha, F.; Alqedra, M.A.; Nayaka, R.R. Assessment on engineering properties and CO2 emissions of recycled aggregate concrete incorporating waste products as supplements to Portland cement. J. Clean. Prod. 2018, 203, 822–835. [Google Scholar] [CrossRef]
- Choo, J.; Mohammed, B.S.; Chen, P.-S.; Abdulkadir, I.; Yan, X. Modeling and Optimizing the Effect of 3D Printed Origami Bubble Aggregate on the Mechanical and Deformation Properties of Rubberized ECC. Buildings 2022, 12, 2201. [Google Scholar] [CrossRef]
- Tkaczewska, E. Mechanical Properties of Cement Mortar Containing Fine-Grained Fraction of Fly Ashes. Open J. Civ. Eng. 2013, 3, 33216. [Google Scholar] [CrossRef] [Green Version]
- Tangchirapat, W.; Saeting, T.; Jaturapitakkul, C.; Kiattikomol, K.; Siripanichgorn, A. Use of waste ash from palm oil industry in concrete. Waste Manag. 2007, 27, 81–88. [Google Scholar] [CrossRef]
- Rajak, M.A.A.; Majid, Z.A.; Ismail, M. The Effects of Nanosized-Palm Oil Fuel Ash on Early Age Hydration of Hardened Cement Paste: The Microstructure Studies. J. Adv. Res. Fluid Mech. Therm. Sci. 2021, 82, 87–95. [Google Scholar] [CrossRef]
- Lin, J.-X.; Song, Y.; Xie, Z.-H.; Guo, Y.-C.; Yuan, B.; Zeng, J.-J.; Wei, X. Static and dynamic mechanical behavior of engineered cementitious composites with PP and PVA fibers. J. Build. Eng. 2020, 29, 101097. [Google Scholar] [CrossRef]
- Altwair, N.M.; Johari, M.M.; Hashim, S.F.S.; Zeyad, A. Mechanical Properties of Engineered Cementitious Composite with Palm Oil Fuel Ash as a Supplementary Binder. Adv. Mater. Res. 2013, 626, 121–125. [Google Scholar] [CrossRef]
- Abdulkadir, I. Development of High-Performance Engineered Cementitious Composite with Enhanced Resistance to Elevated Temperatures Using Crumb Rubber and Graphene Oxide. Ph.D. Thesis, Civil and Environmental Engineering Department, Universiti Teknologi PETRONAS, Seri Iskandar, Malaysia, 2022. [Google Scholar]
- Li, V.C. Engineered cementitious composites (ECC) material, structural, and durability performance. In Concrete Construction Engineering Handbook; Edward, G.N., Ed.; Taylor and Francis: Boca Raton, FL, USA, 2008. [Google Scholar]
- Kamal, A.; Kunieda, M.; Ueda, N.; Nakamura, H. Evaluation of crack opening performance of a repair material with strain hardening behavior. Cem. Concr. Compos. 2008, 30, 863–871. [Google Scholar] [CrossRef]
- Saffuan, W.A.; Muthusamy, K.; Salleh, N.A.M.; Nordin, N. Properties of concrete containing ground palm oil fuel ash as fine aggregate replacement. IOP Conf. Ser. Mater. Sci. Eng. 2017, 264, 012008. [Google Scholar] [CrossRef]
- Kamal, M.; Khan, S.W.; Shahzada, K.; Alam, M. Experimental investigation of the mechanical properties of Engineered Ce-mentitious Composites (ECC). Int. J. Adv. Struct. Geotech. Eng. 2016, 5, 40–45. [Google Scholar]
- Lu, C.; Lu, Z.; Li, Z.; Leung, C.K. Effect of graphene oxide on the mechanical behavior of strain hardening cementitious composites. Constr. Build. Mater. 2016, 120, 457–464. [Google Scholar] [CrossRef]
- Khed, V.C.M.; Bashar, S.M.; Liew, M.S.; Alaloul, W.S.; Adamu, M. Hybrid Fiber Rubberized ECC Optimization for Modulus of Elasticity. Int. J. Civ. Eng. Technol. 2018, 9, 918–928. [Google Scholar]
- Şahmaran, M.; Özbay, E.; Yücel, H.E.; Lachemi, M.; Li, V.C. Effect of Fly Ash and PVA Fiber on Microstructural Damage and Residual Properties of Engineered Cementitious Composites Exposed to High Temperatures. J. Mater. Civ. Eng. 2011, 23, 1735–1745. [Google Scholar] [CrossRef]
- Ding, C.; Guo, L.; Chen, B. An optimum polyvinyl alcohol fiber length for reinforced high ductility cementitious composites based on theoretical and experimental analyses. Constr. Build. Mater. 2020, 259, 119824. [Google Scholar] [CrossRef]
- Zhou, Y.; Zheng, S.; Huang, X.; Xi, B.; Huang, Z.; Guo, M. Performance enhancement of green high-ductility engineered cementitious composites by nano-silica incorporation. Constr. Build. Mater. 2021, 281, 122618. [Google Scholar] [CrossRef]
- Jhatial, A.A.; Goh, W.I.; Mastoi, A.K.; Rahman, A.F.; Kamaruddin, S. Thermo-mechanical properties and sustainability analysis of newly developed eco-friendly structural foamed concrete by reusing palm oil fuel ash and eggshell powder as supplementary cementitious materials. Environ. Sci. Pollut. Res. 2021, 28, 38947–38968. [Google Scholar] [CrossRef] [PubMed]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | OPC (%) | POFA (%) |
|---|---|---|
| SiO2 | 21.28 | 63.21 |
| K2O | 1.68 | 7.73 |
| Fe2O3 | 3.36 | 6.78 |
| CO | 64.64 | 5.82 |
| Al2O3 | 5.60 | 3.52 |
| MgO | 2.06 | 2.11 |
| Loss on ignition (LOI) | 0.64 | 9.0 |
| Specific gravity | 3.15 | 2.5 |
| (SiO2 + Al2O3 + Fe2O3) | 73.51 |
| Run | Input Factors (%) | Quantities of Ingredients (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| POFA | PVA | PVA | POFA | Cement | Sand | Water | |
| 1 | 20 | 1 | 8 | 158 | 630 | 286 | 196 |
| 2 | 20 | 1.5 | 12 | 158 | 630 | 286 | 196 |
| 3 | 20 | 2 | 16 | 158 | 630 | 286 | 196 |
| 4 | 30 | 1 | 8 | 237 | 551 | 286 | 196 |
| 5 | 30 | 1.5 | 12 | 237 | 551 | 286 | 196 |
| 6 | 30 | 1.5 | 12 | 237 | 551 | 286 | 196 |
| 7 | 30 | 1.5 | 12 | 237 | 551 | 286 | 196 |
| 8 | 30 | 1.5 | 12 | 237 | 551 | 286 | 196 |
| 9 | 30 | 1.5 | 12 | 237 | 551 | 286 | 196 |
| 10 | 30 | 2 | 16 | 237 | 551 | 286 | 196 |
| 11 | 40 | 1 | 8 | 315 | 472 | 286 | 196 |
| 12 | 40 | 1.5 | 12 | 315 | 472 | 286 | 196 |
| 13 | 40 | 2 | 16 | 315 | 472 | 286 | 196 |
| Material | CO2 Emission (kg) | Energy Consumption (MJ/kg) |
|---|---|---|
| Cement a,b | 1.3 | 11.8 |
| POFAc | 0.100619 | 0.63 |
| PVA fiber d | 1.71 | 101 |
| Sand a,b | 0.024 | 0.34 |
| water a,b | 0.00013 | 0.017 |
| SP a,b | 0.6 | 11.7 |
| Mixtures | Average Pore Diameter (nm) | Total Surface Area (m2/g) | Total Pore Volume (mm3/g) | Apparent Density (g/cm3) | Accessible Porosity (%) |
|---|---|---|---|---|---|
| M1 (20% POFA, 1% PVA Fibers) | 14.46 | 6.646 | 53.31 | 2.2094 | 10.54 |
| M3 (20% POFA, 2% PVA Fibers) | 9.38 | 6.819 | 41.36 | 0.0710 | 0.29 |
| M5 (30% POFA, 1.5% PVA Fibers) | 16.34 | 5.544 | 82.12 | 0.0000 | −0.59 |
| M10 (30% POFA, 2% PVA Fibers) | 12.93 | 5.771 | 65.68 | 2.2195 | 12.72 |
| M13 (40% POFA, 2% PVA Fibers) | 16.39 | 4.305 | 133.23 | 2.3133 | 23.56 |
| Response | Source | Sum of Squares | df | Mean Square | F-Value | p-Value > F | Significant |
|---|---|---|---|---|---|---|---|
| CS (MPa) | Model | 801.37 | 5 | 160.27 | 201.22 | <0.0001 | Yes |
| A-POFA | 731.95 | 1 | 731.95 | 918.96 | <0.0001 | Yes | |
| B-PVA | 52.23 | 1 | 52.23 | 65.58 | <0.0001 | Yes | |
| AB | 3.63 | 1 | 3.63 | 4.56 | 0.0702 | No | |
| A2 | 7.25 | 1 | 7.25 | 9.10 | 0.0195 | Yes | |
| B2 | 1.68 | 1 | 1.68 | 2.11 | 0.1897 | No | |
| Residual | 5.58 | 7 | 0.80 | ||||
| Lack of Fit | 5.58 | 3 | 1.86 | ||||
| Pure Error | 0.000 | 4 | 0.000 | ||||
| Cor Total | 806.94 | 12 | |||||
| TS (MPa) | Model | 7.05 | 5 | 1.41 | 73.46 | <0.0001 | Yes |
| A-POFA | 5.82 | 1 | 5.82 | 303.20 | <0.0001 | Yes | |
| B-PVA | 0.98 | 1 | 0.98 | 51.26 | 0.0002 | Yes | |
| AB | 4.900 × 10−3 | 1 | 4.900 × 10−3 | 0.26 | 0.6289 | No | |
| A2 | 0.12 | 1 | 0.12 | 6.15 | 0.0422 | Yes | |
| B2 | 0.038 | 1 | 0.038 | 1.96 | 0.2042 | No | |
| Residual | 0.13 | 7 | 0.019 | ||||
| Lack of Fit | 0.13 | 3 | 0.045 | ||||
| Pure Error | 0.000 | 4 | 0.000 | ||||
| Cor Total | 7.19 | 12 | |||||
| FS (MPa) | Model | 17.51 | 5 | 3.50 | 125.55 | <0.0001 | Yes |
| A-POFA | 5.52 | 1 | 5.52 | 198.05 | <0.0001 | Yes | |
| B-PVA | 9.21 | 1 | 9.21 | 330.33 | <0.0001 | Yes | |
| AB | 0.17 | 1 | 0.17 | 6.25 | 0.0410 | Yes | |
| A2 | 2.40 | 1 | 2.40 | 86.20 | <0.0001 | Yes | |
| B2 | 0.034 | 1 | 0.034 | 1.22 | 0.3059 | No | |
| Residual | 0.20 | 7 | 0.028 | ||||
| Lack of Fit | 0.20 | 3 | 0.065 | ||||
| Pure Error | 0.000 | 4 | 0.000 | ||||
| Cor Total | 17.70 | 12 | |||||
| TSC (%) | Model | 41.48 | 5 | 8.30 | 71.27 | <0.0001 | Yes |
| A-POFA | 1.39 | 1 | 1.39 | 11.96 | 0.0106 | Yes | |
| B-PVA | 27.78 | 1 | 27.78 | 238.66 | <0.0001 | Yes | |
| AB | 4.26 | 1 | 4.26 | 36.64 | 0.0005 | Yes | |
| A2 | 0.044 | 1 | 0.044 | 0.37 | 0.5597 | No | |
| B2 | 6.43 | 1 | 6.43 | 55.24 | 0.0001 | Yes | |
| Residual | 0.81 | 7 | 0.12 | ||||
| Lack of Fit | 0.81 | 3 | 0.27 | ||||
| Pure Error | 0.000 | 4 | 0.000 | ||||
| Cor Total | 42.29 | 12 |
| Model Validation Parameters | CS (MPa) | TS (MPa) | FS (MPa) | TSC (%) |
|---|---|---|---|---|
| Std. Dev. | 0.89 | 0.14 | 0.17 | 0.34 |
| Mean | 29.30 | 1.81 | 5.34 | 2.77 |
| CV % | 3.05 | 7.64 | 3.13 | 12.33 |
| PRESS | 56.47 | 1.28 | 1.50 | 8.27 |
| -2 Log Likelihood | 25.89 | −22.54 | −17.69 | 0.88 |
| R2 | 0.9931 | 0.9813 | 0.9890 | 0.9807 |
| Adj. R2 | 0.9882 | 0.9679 | 0.9811 | 0.9670 |
| Pred. R2 | 0.9300 | 0.8212 | 0.9152 | 0.8046 |
| Adeq. Precision | 46.166 | 29.532 | 38.757 | 27.476 |
| BIC | 41.28 | −7.15 | −2.30 | 16.27 |
| AICc | 51.89 | 3.46 | 8.31 | 26.88 |
| Factors | Input Factors | Responses (Output Factors) | |||||
|---|---|---|---|---|---|---|---|
| POFA (%) | PVA Fibers (%) | CS (MPa) | TS (MPa) | FS (MPa) | TC (MPa) | ||
| Value | Minimum | 20 | 1 | 12.99 | 0.46 | 3.067 | 0.23 |
| Maximum | 40 | 2 | 41.24 | 3.51 | 7.294 | 6.6 | |
| Goal | Maximize | In range | Maximize | Maximize | Maximize | Maximize | |
| Optimization Result | 27.68 | 2 | 29.37 | 2.41 | 7.28 | 5.56 | |
| Desirability | 0.65 (65%) | ||||||
| Response | Experimental Result (RE) | Predicted Result (RP) | Percentage Error (δ) (%) |
|---|---|---|---|
| CS (MPa) | 32.12 | 29.37 | 9.3 |
| TS (MPa) | 2.20 | 2.41 | 8.7 |
| FS (MPa) | 6.88 | 7.28 | 5.5 |
| TC (%) | 6.01 | 5.56 | 8.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, W.C.; Mohammed, B.S.; Abdulkadir, I.; Liew, M.S. Modeling and Optimizing the Effect of Palm Oil Fuel Ash on the Properties of Engineered Cementitious Composite. Buildings 2023, 13, 628. https://doi.org/10.3390/buildings13030628
Hong WC, Mohammed BS, Abdulkadir I, Liew MS. Modeling and Optimizing the Effect of Palm Oil Fuel Ash on the Properties of Engineered Cementitious Composite. Buildings. 2023; 13(3):628. https://doi.org/10.3390/buildings13030628
Chicago/Turabian StyleHong, Wong Chi, Bashar S. Mohammed, Isyaka Abdulkadir, and M. S. Liew. 2023. "Modeling and Optimizing the Effect of Palm Oil Fuel Ash on the Properties of Engineered Cementitious Composite" Buildings 13, no. 3: 628. https://doi.org/10.3390/buildings13030628