
Vacuum-Assisted Die Casting Method for the Production of Filigree Textile-Reinforced Concrete Structures

Abstract
:1. Introduction
- Are there visible differences in the quality of TRC elements produced by normal and by vacuum-assisted casting?
- Is there any influence of the production method on the mechanical properties and the material behaviour of standard and shell-shaped specimens?
2. Die Casting Method for Filigree Textile-Reinforced Concrete Elements
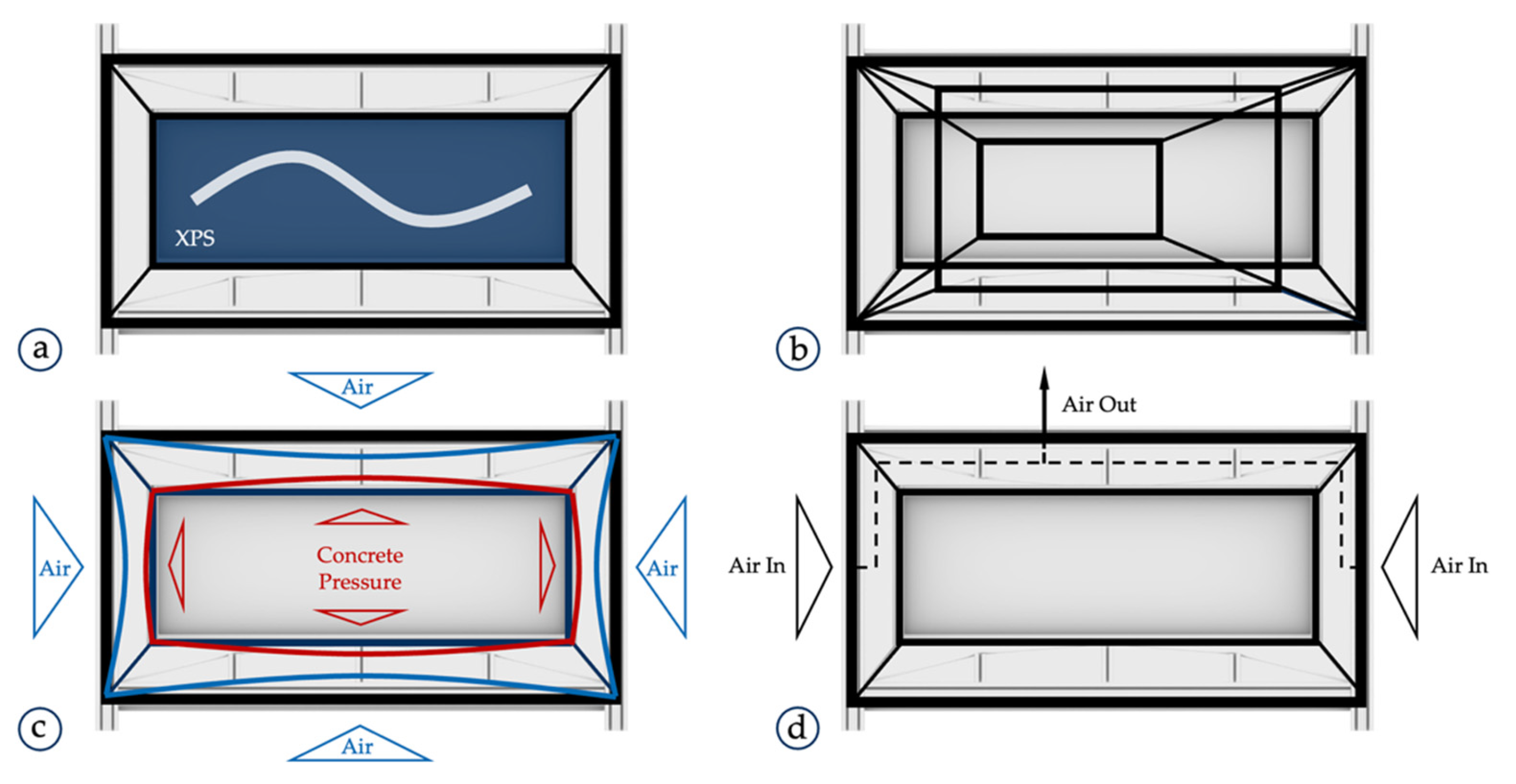
2.1. Working Principles
2.2. Vacuum Assistance
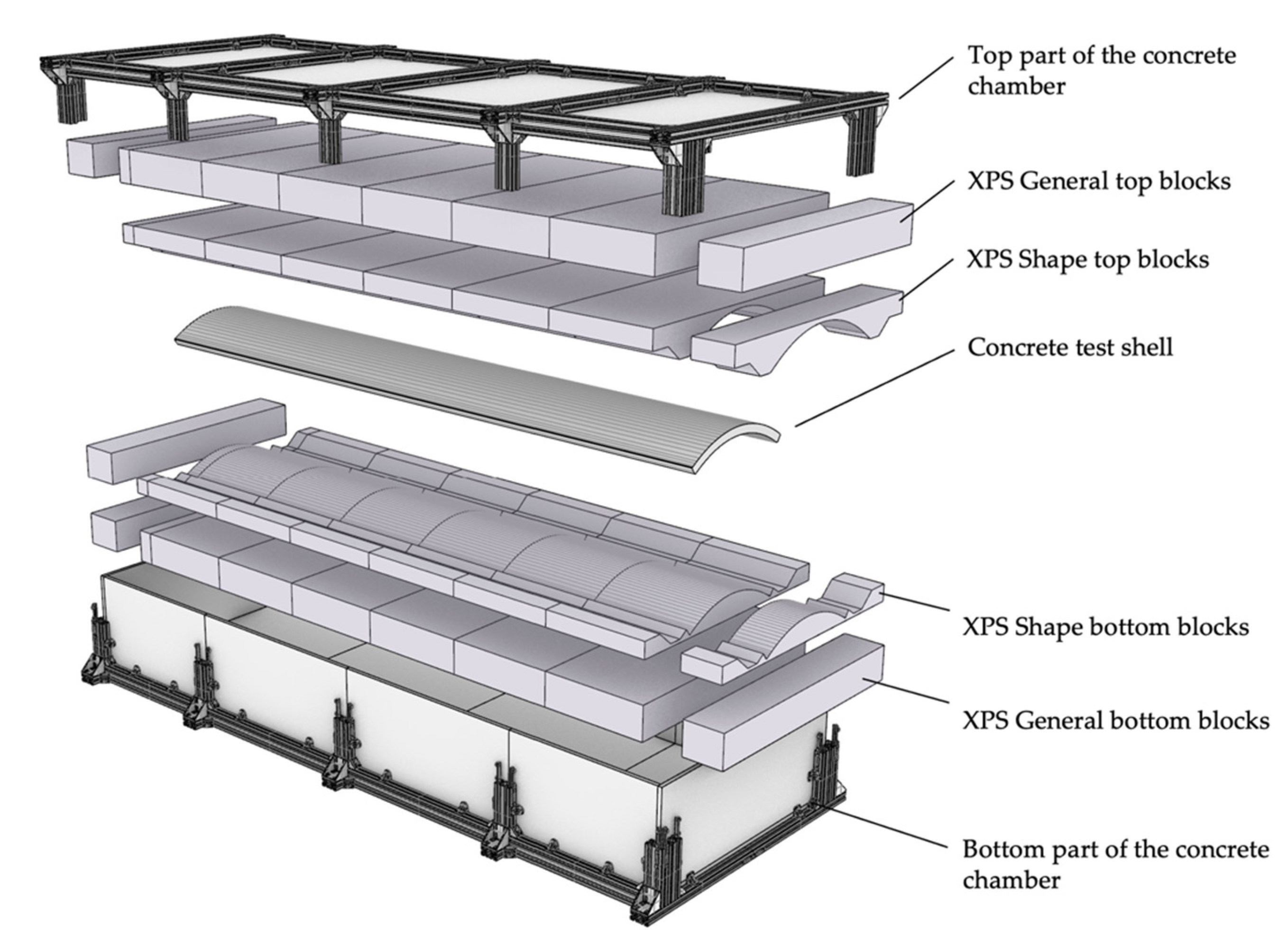
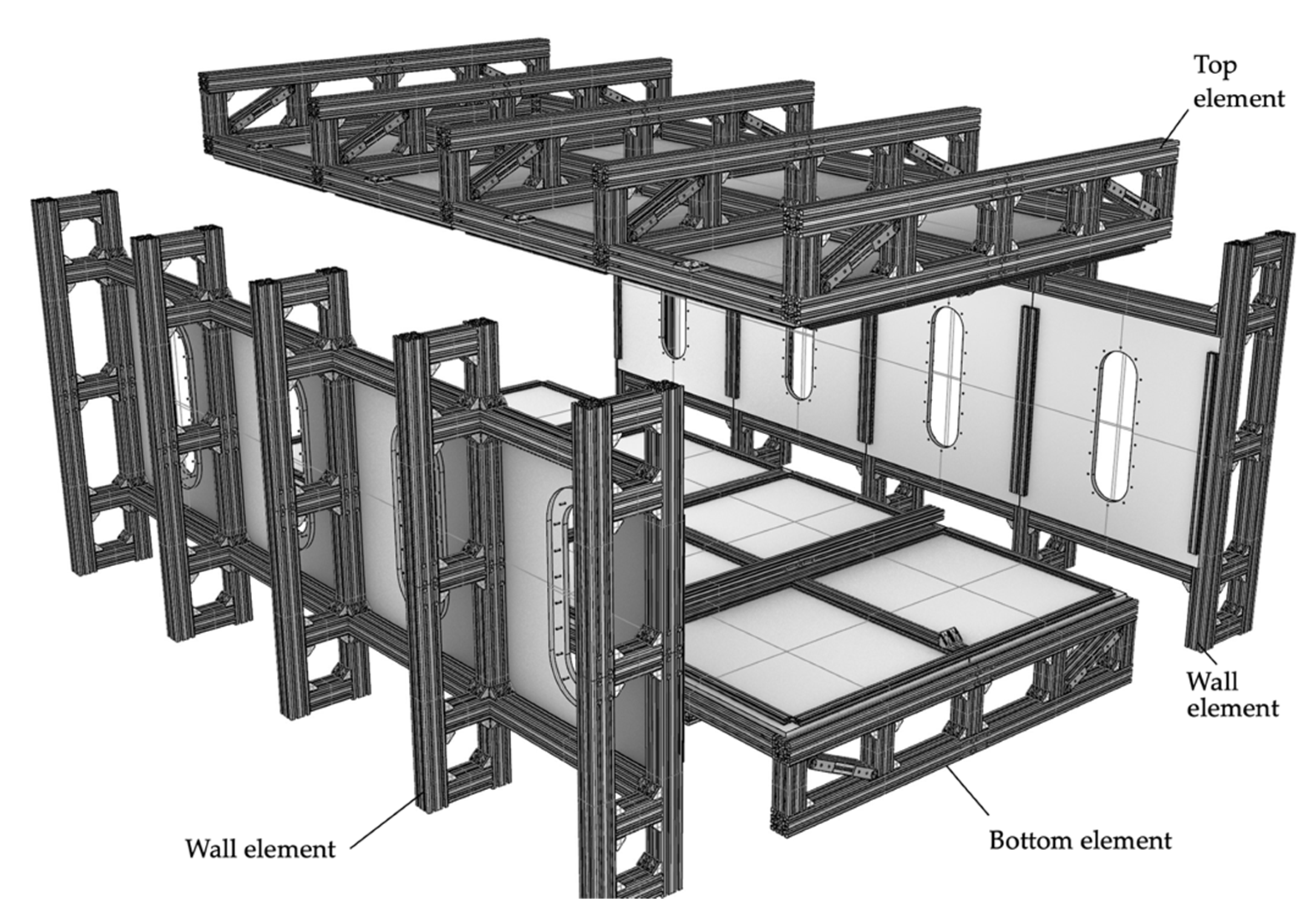
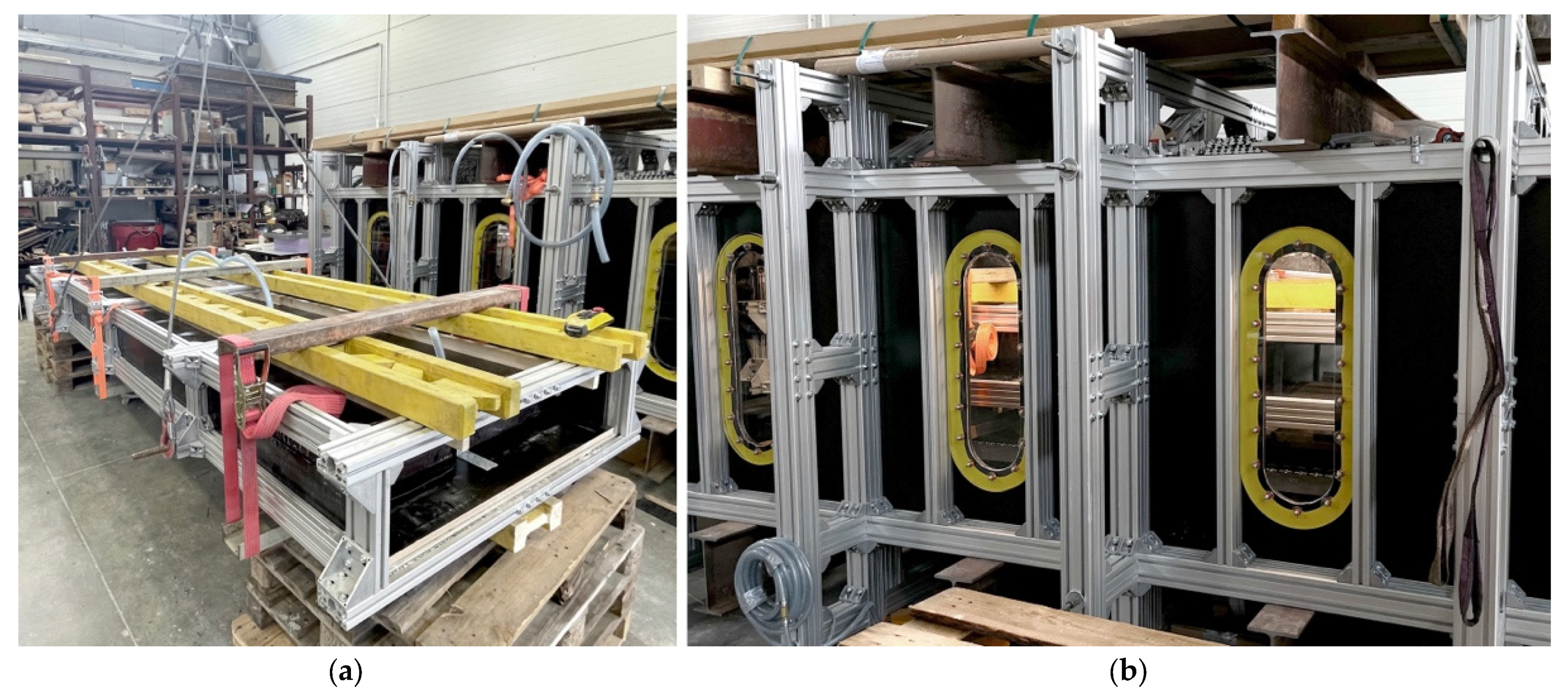
2.3. Construction of the Casting Chamber
2.4. Test Program and Materials
2.5. Manufacturing of Specimens
2.5.1. Samples for Standard Tests—Normal Conditions
2.5.2. Samples for Standard Tests—Negative APC
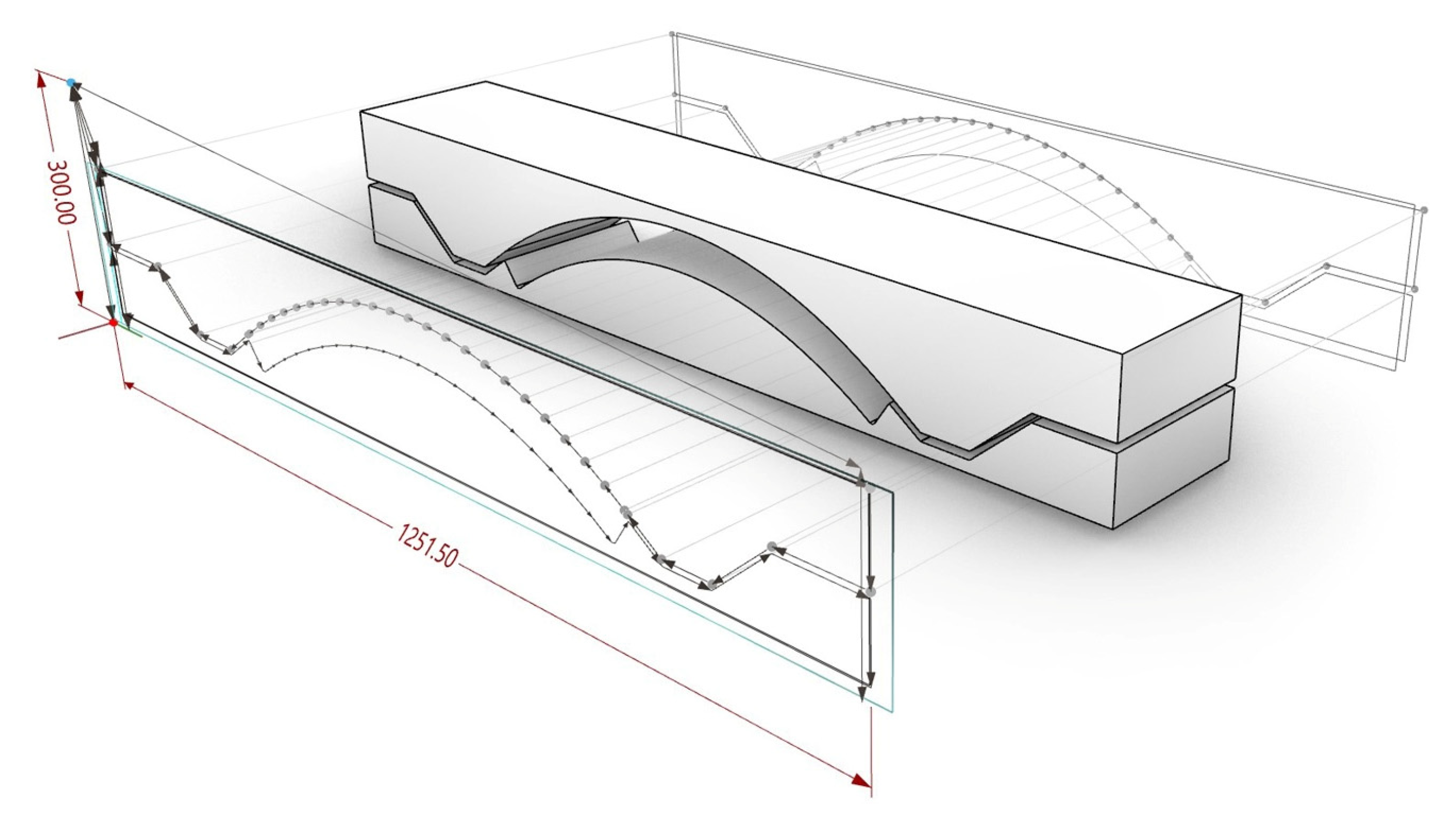
2.5.3. Preparation of Formwork and Other Components for the Shell Elements
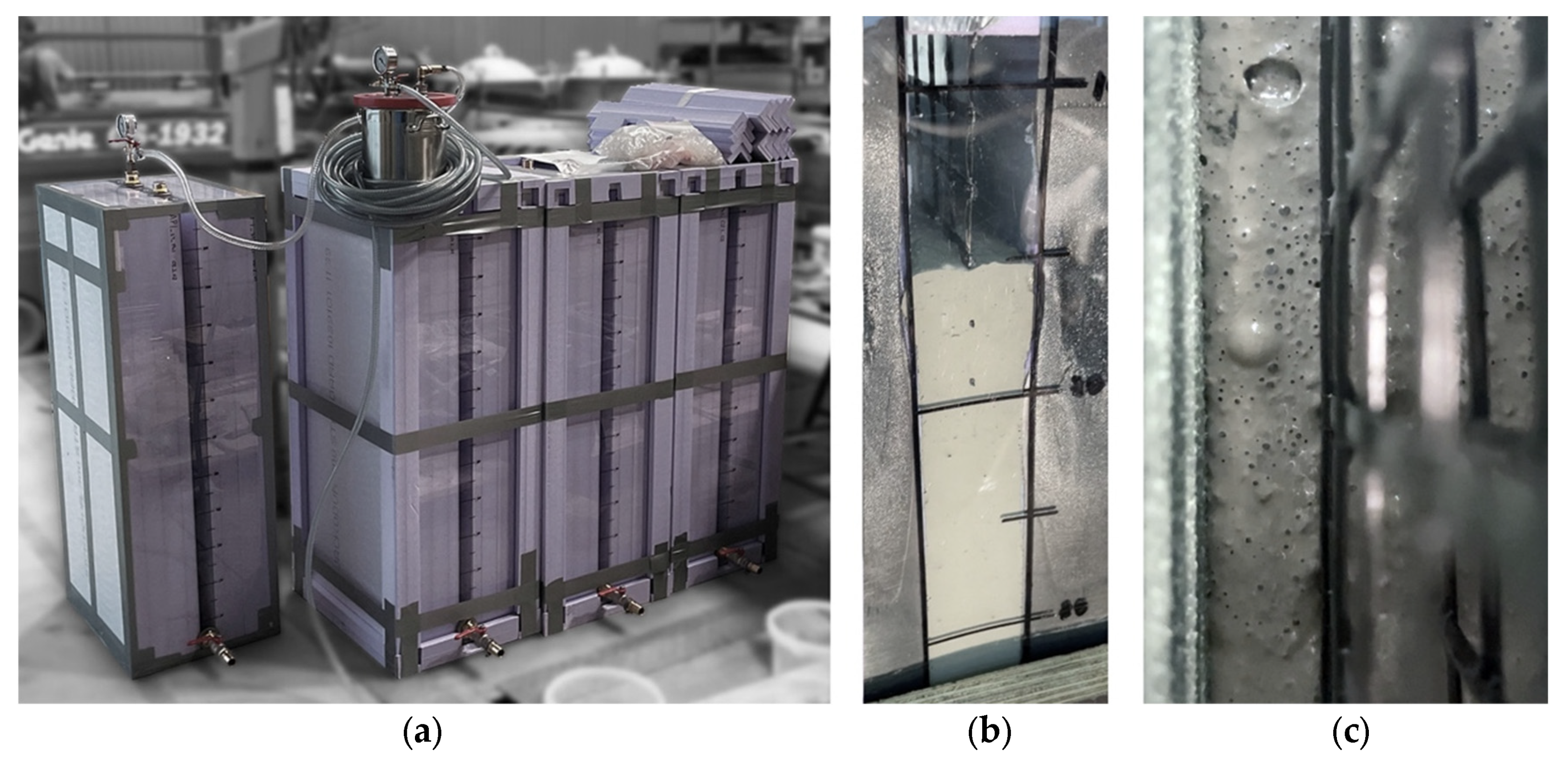
2.5.4. Concreting of the Shells
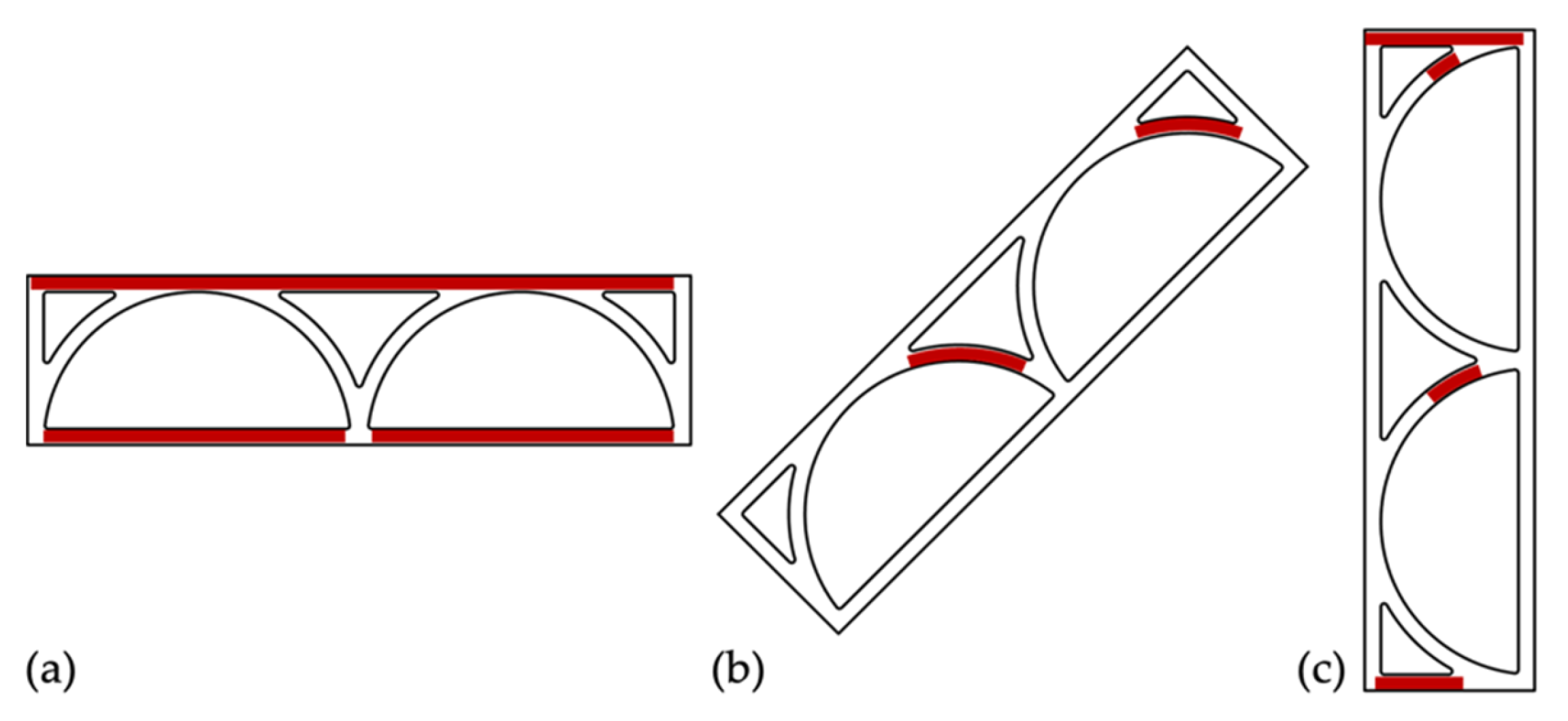
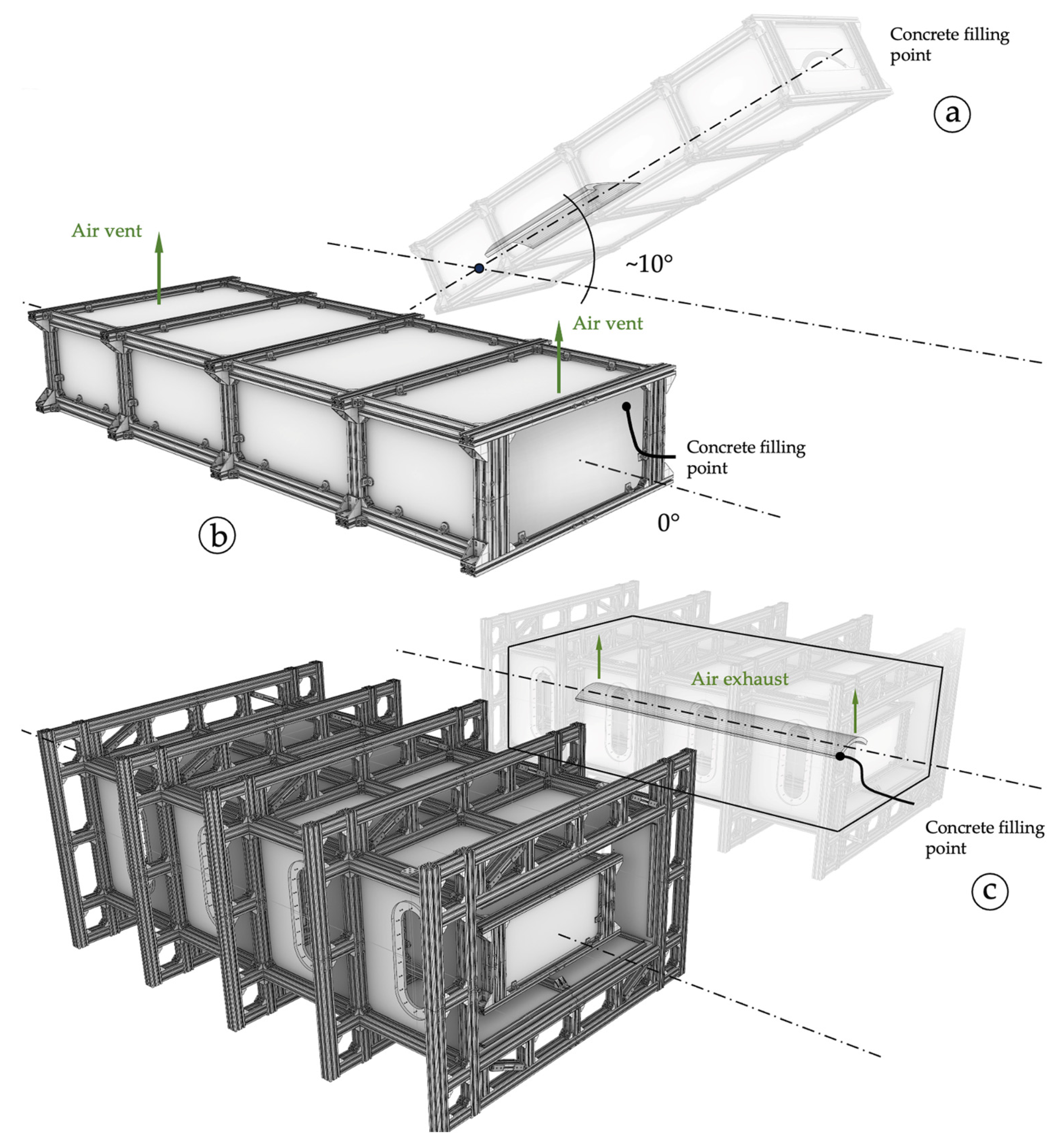
- Inclined position of the concrete chamber with circa 10° in normal APC;
- Horizontal position of the concrete chamber in normal APC;
- Horizontal concrete chamber assisted with negative APC.
3. Test Conduction and Experimental Results
3.1. Small-Scale Tests on Plain Concrete
3.1.1. Bending Tensile and Compressive Strength on Prisms
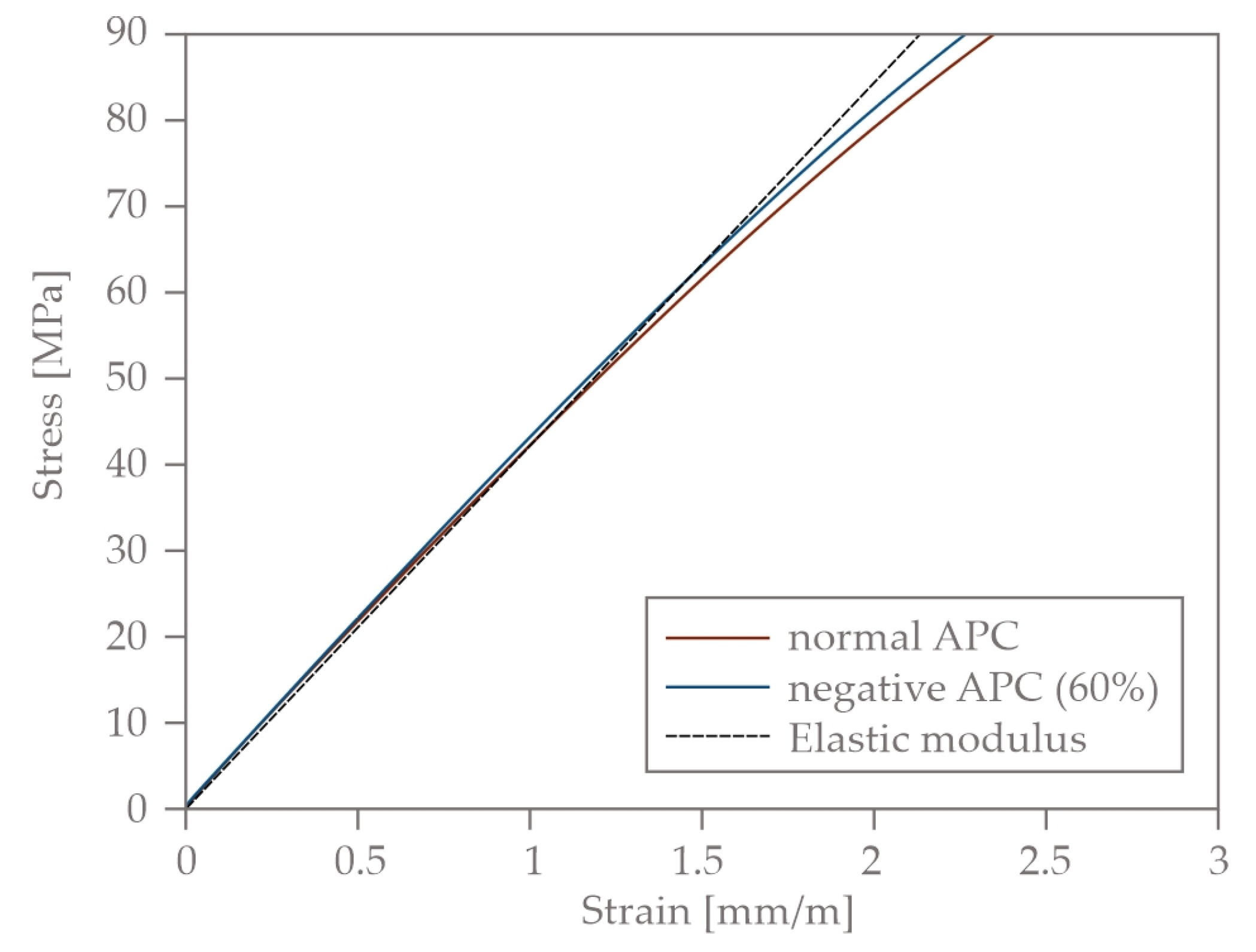
3.1.2. Compression Tests on Cylinders
3.2. Small-Scale Tests on TRC
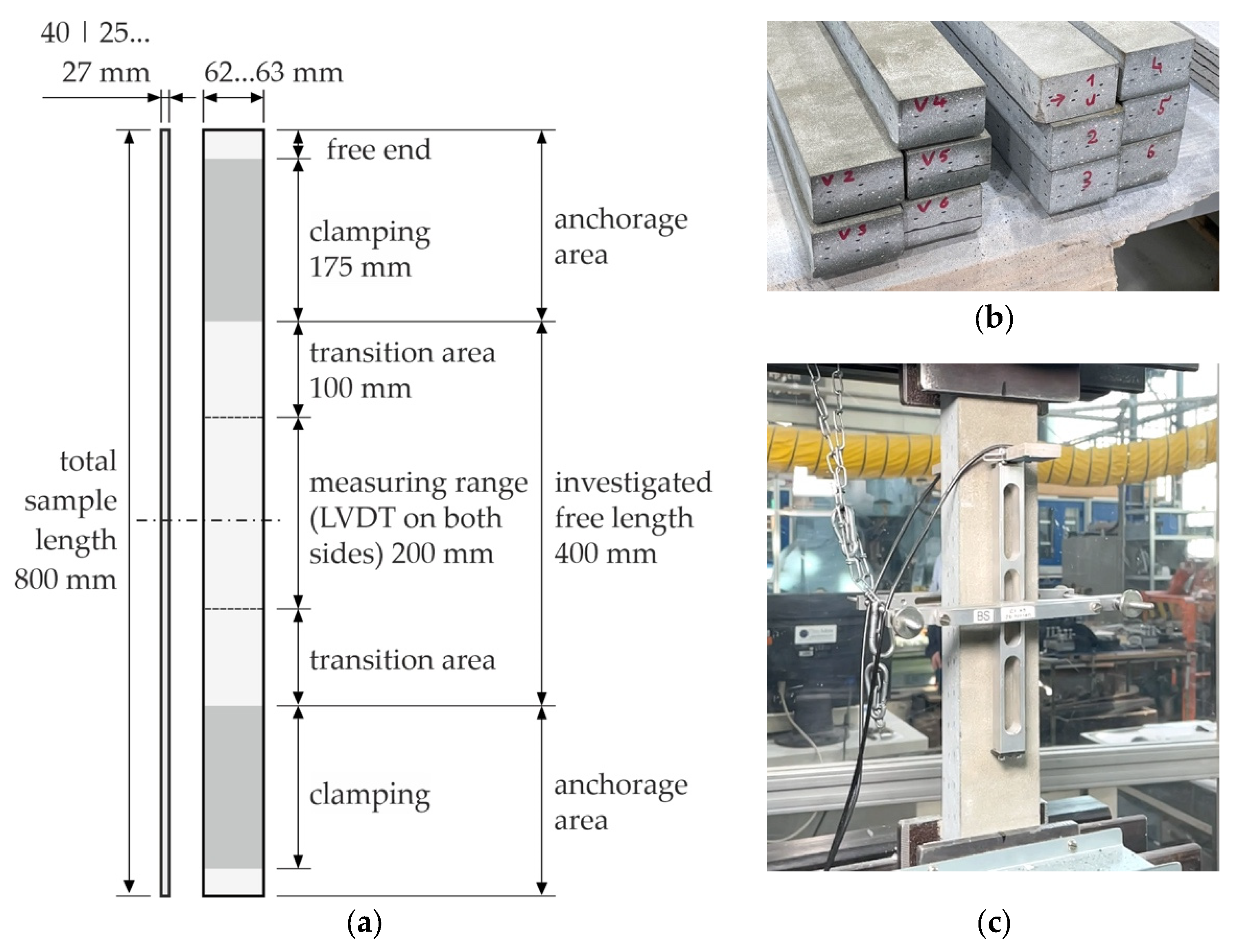
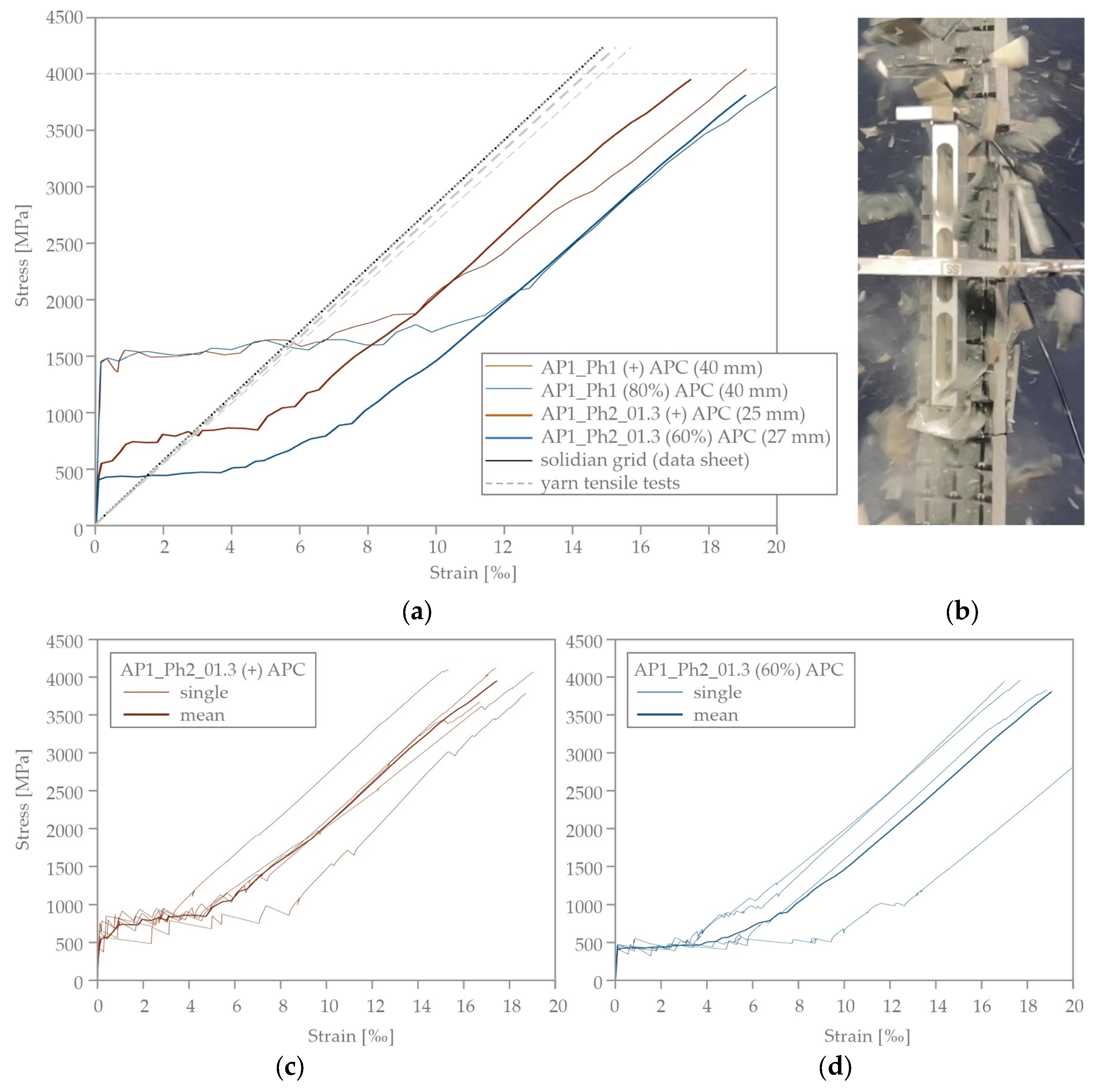
3.2.1. Tensile Strength of TRC
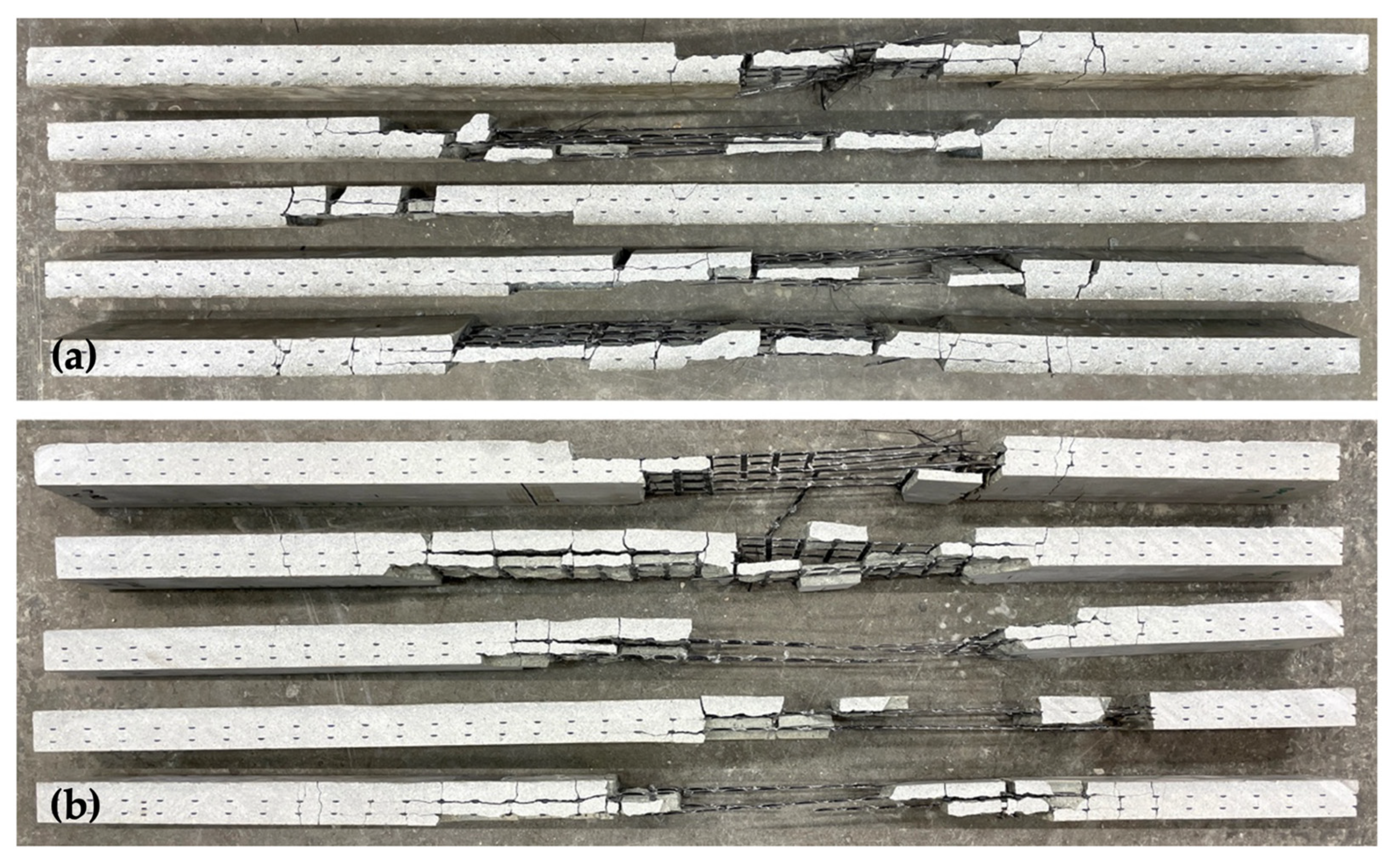
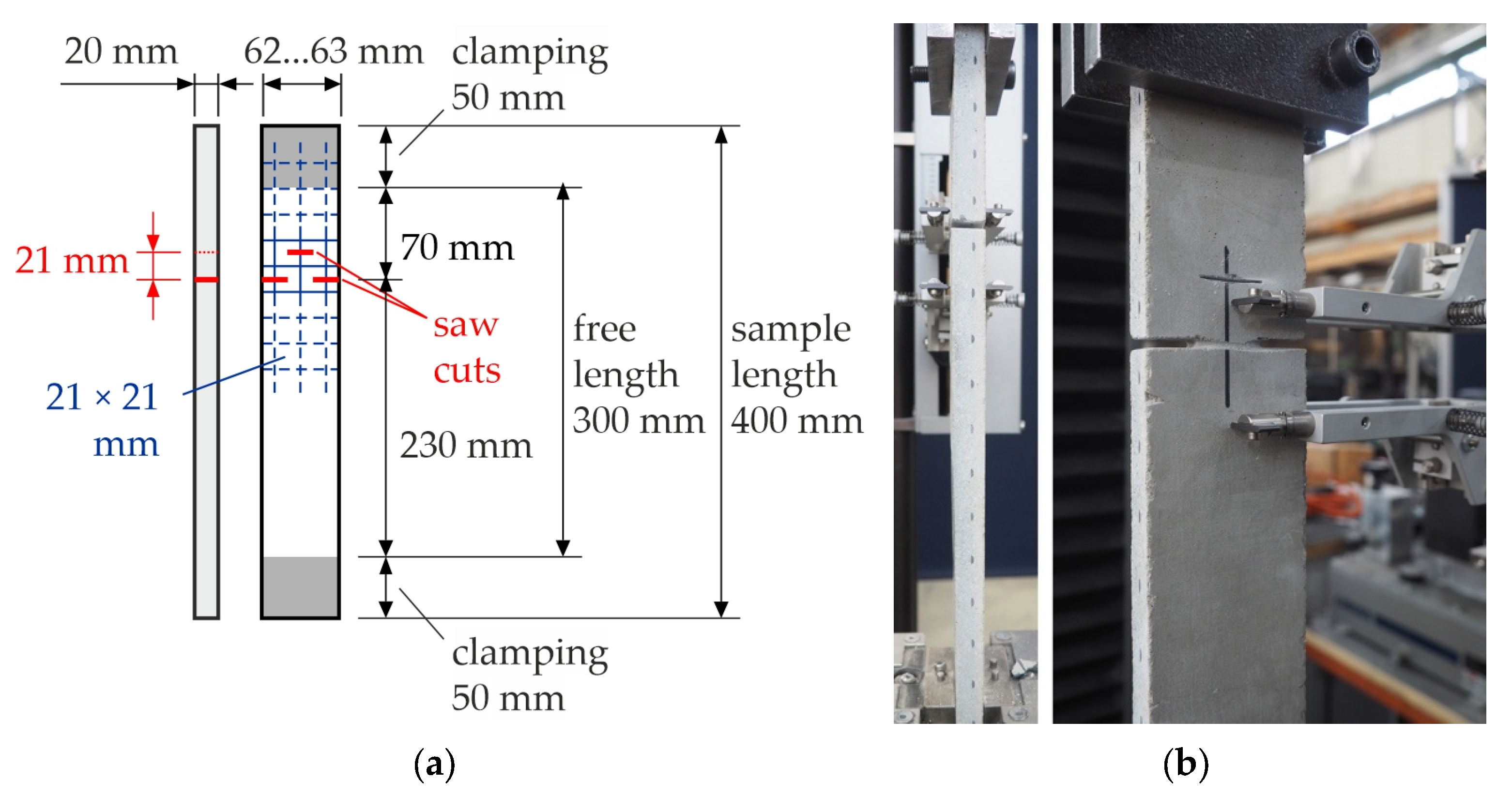
3.2.2. Bond Characteristics
3.3. Shell Tests
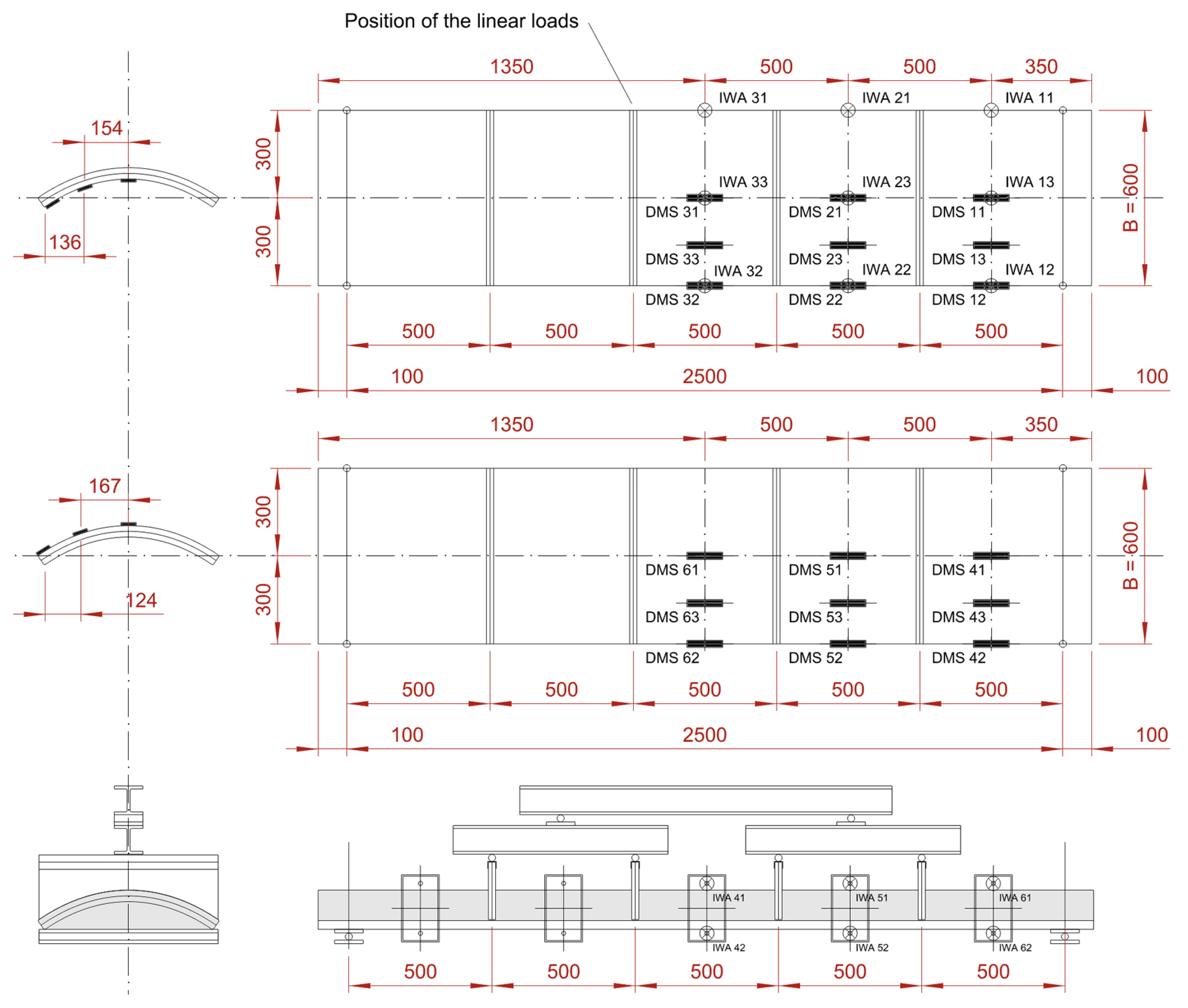
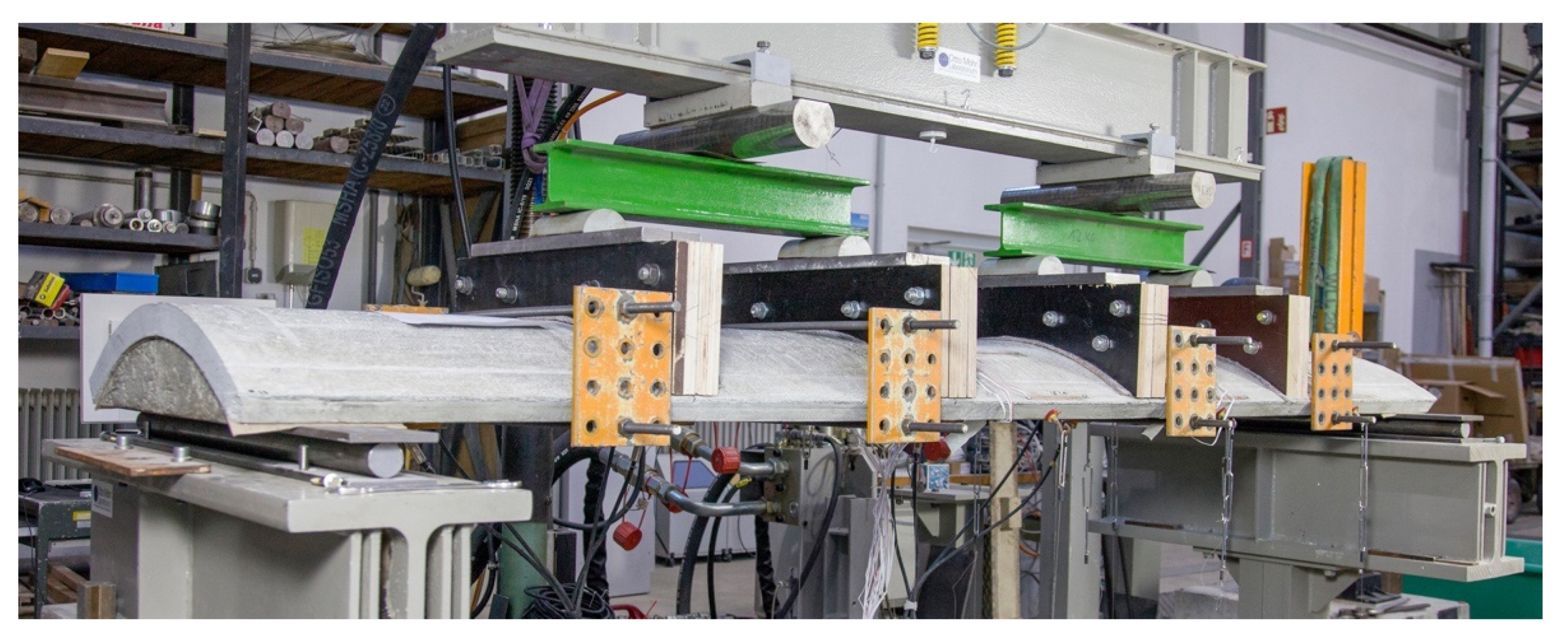
3.3.1. Test Set-Up and Conduction
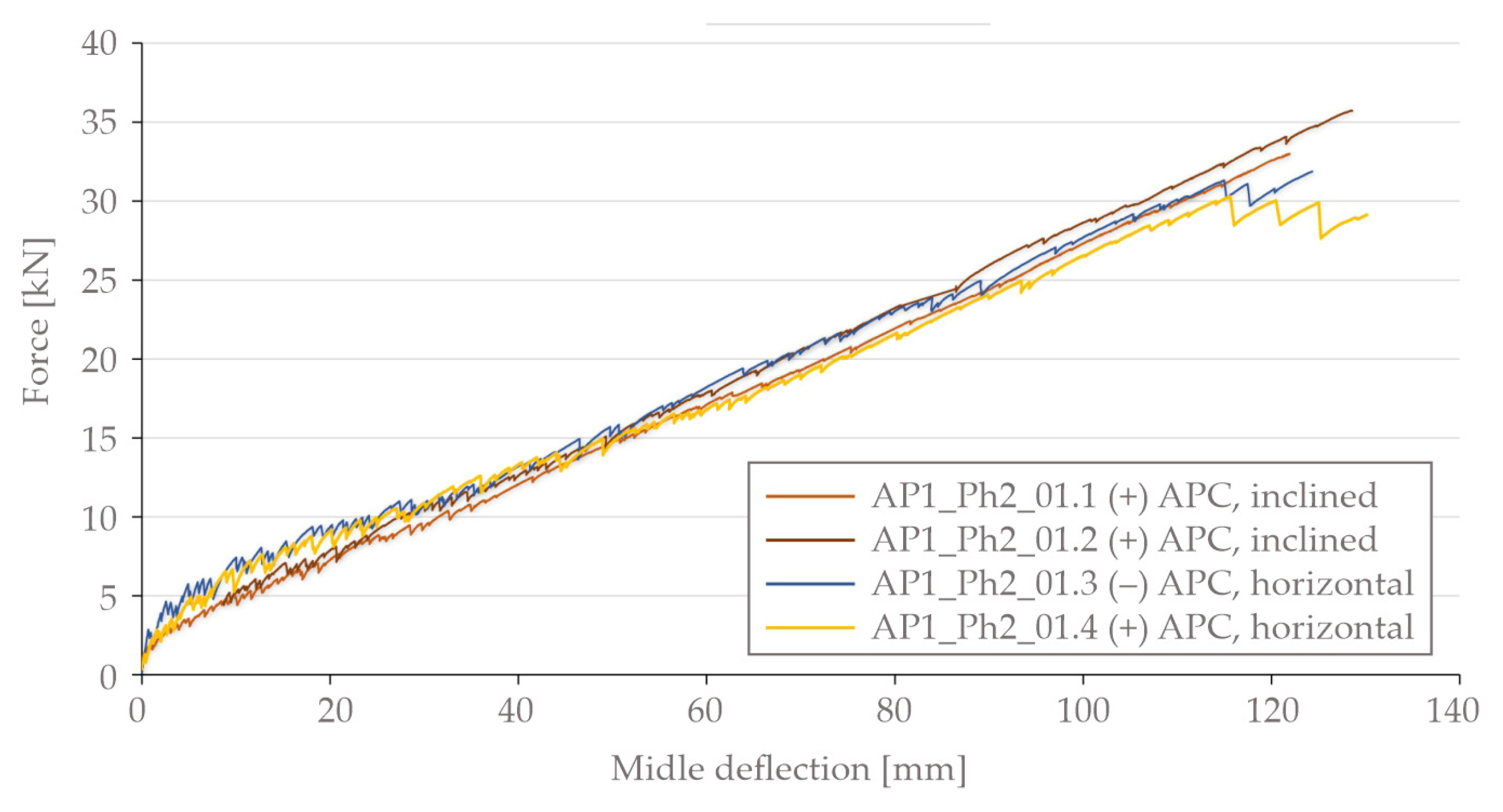
3.3.2. Force-Deflection Behavior
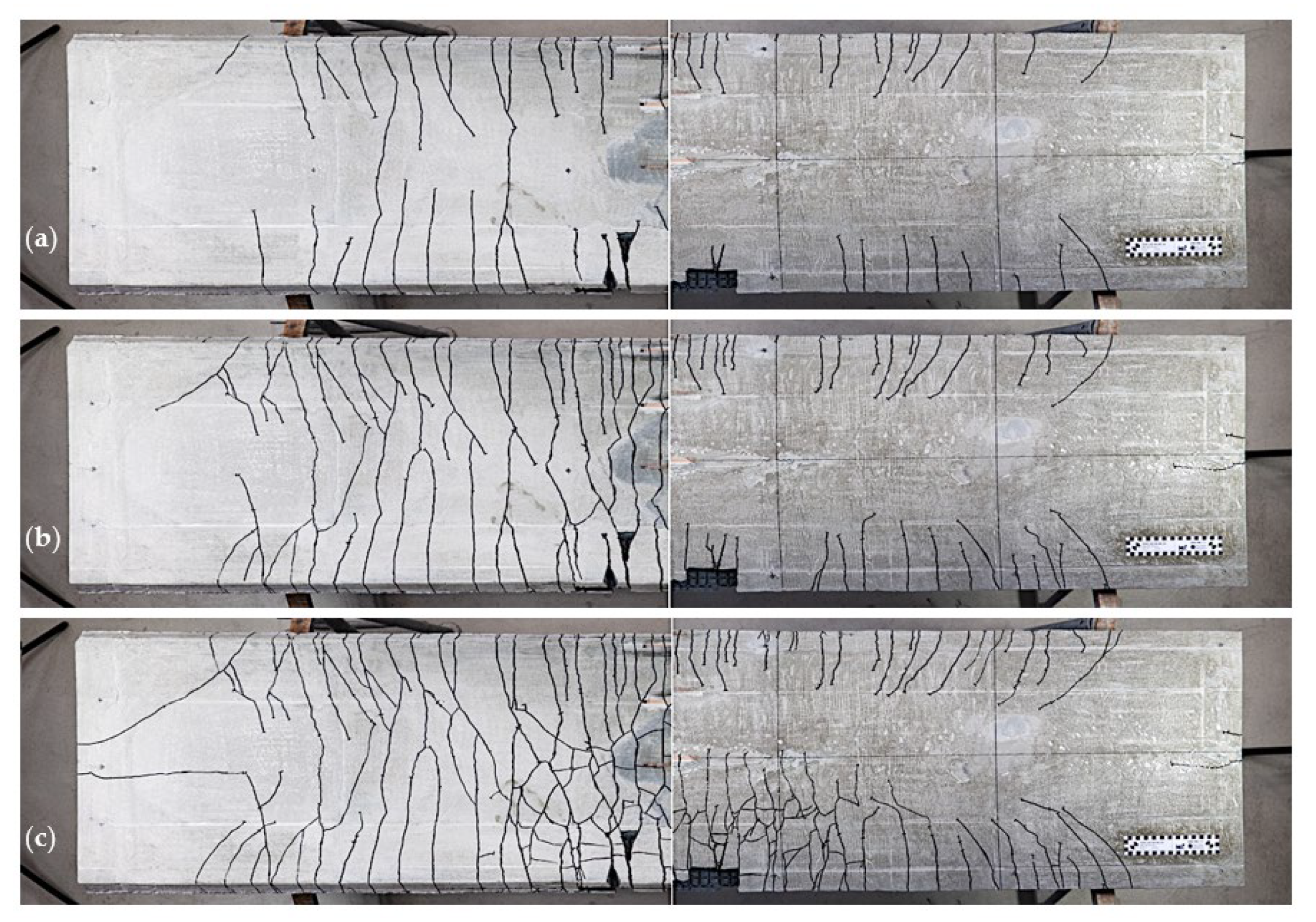
3.3.3. Crack Patterns
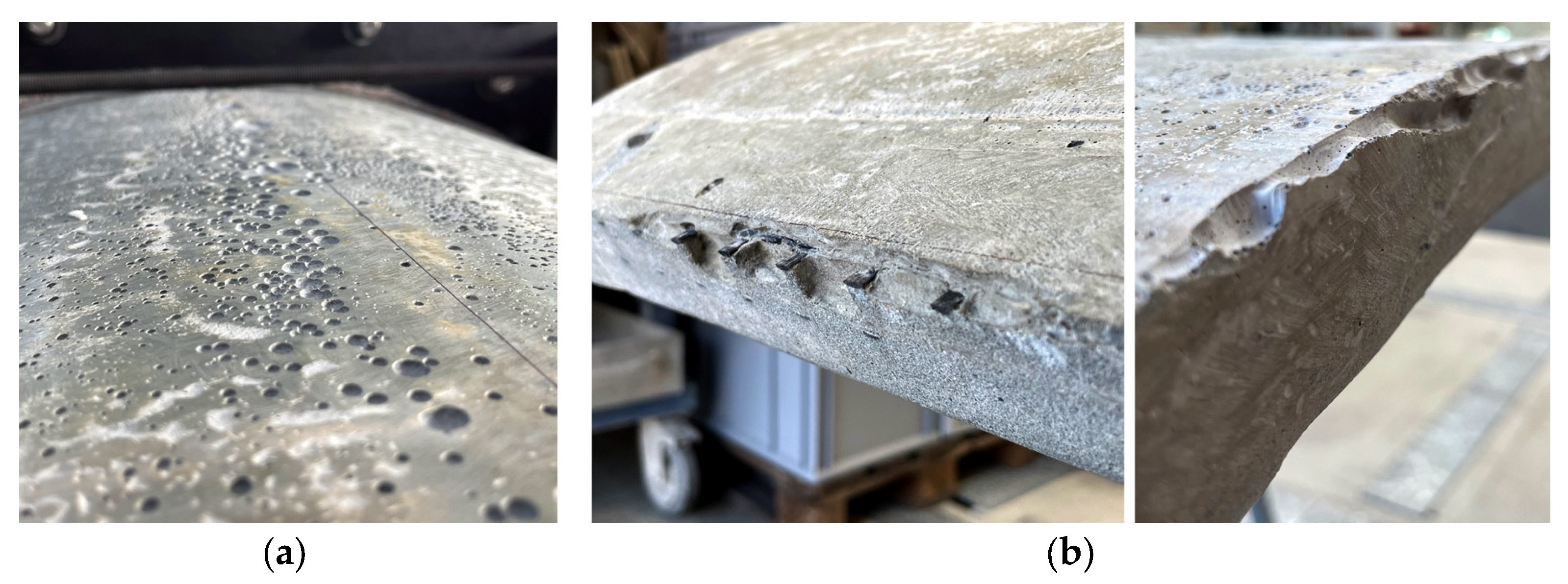
3.3.4. Observed Defects
4. Discussion
4.1. Rating of the Vacuum Die Casting Method—Technical Aspects and Workflow
4.2. Material Behavior of Samples Produced under Different APC
- Plain concrete tests. Considering the initial research results presented in reference [14], the detected reduced porosity in the samples casted under 80% negative APC promotes an increased compressive and bending tensile strength. In contrast, the samples concreted under 60% negative APC showed the opposite behavior. Taking into account the usual scatter when testing concrete, such diversity is not supposed to be a result of the different levels of the ambient pressure. Currently, we are preparing CT scans on small samples drilled from the tested specimen to obtain more information about the material’s structure and porosity. The scans will be performed at the Institute of Photogrammetry and Remote Sensing of TU Dresden as part of the fruitful collaboration within the TRR 280 project.
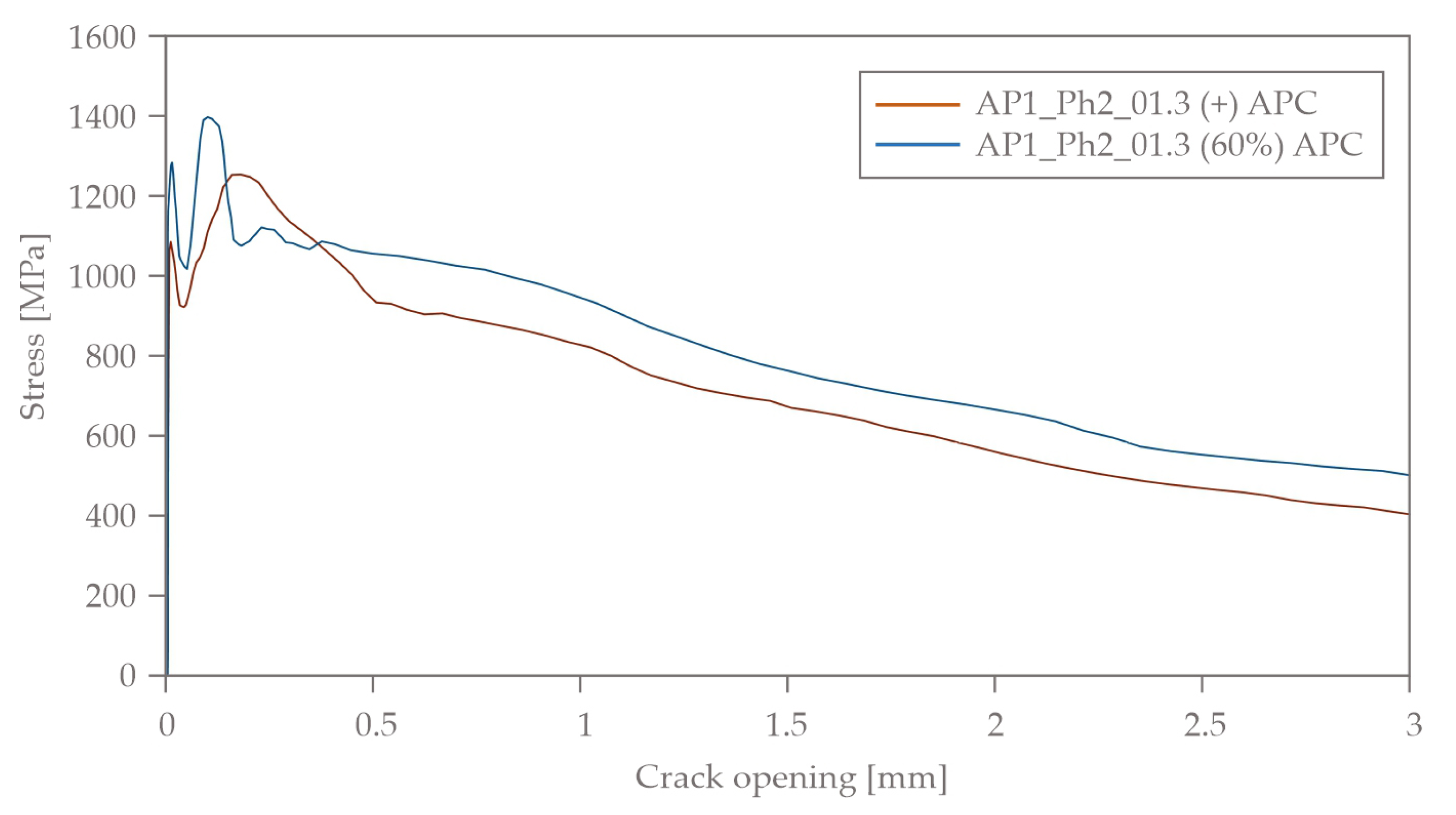
- In the tensile tests on TRC, on the one hand, we achieved a comparable failure strength independent of the casting parameters. On the other hand, we observed different elongations in state IIa during crack development, visible in the horizontal shift of the mean value curves. Based on the available small amount of test results, no clear conclusion can be drawn. It seems that concreting under negative APC results in higher strains until the end of state IIa; the curve increase in state IIb is similar and parallel to the stress–strain behavior of a pure grid or yarn. The point is that such a shift indicates lower stiffness for the samples casted under negative APC, though it counteracts the results derived in the SPO tests that indicate a higher bond between the reinforcement and concrete matrix. Regarding this topic, additional systematic investigations are planned, varying the sample thickness and grade of APC in several steps.
- SPO tests. The bond characteristics determined in the SPO tests also show some differences between the negative and normal APC, though the observed scatter makes it difficult to compare the results reliably. To determine the anchorage lengths, overlap or single yarn pull-out tests should be carried out.
- Large-scale shell elements. All the four trials on the TRC shell elements show similar results regarding mechanical behavior. Therefore, the proof of concept of the proposed vacuum-assisted die casting method for the production of textile-reinforced concrete elements was successful.
5. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Triantafillou, T.C. (Ed.) Textile Fibre Composites in Civil Engineering; Woodhead Publishing: Duxford, UK; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Peled, A.; Bentur, A.; Mobasher, B. Textile Reinforced Concrete; Series: Modern Concrete Technology No 19; CRC Press: Boca Raton, FL, USA, 2017; Available online: https://www.taylorfrancis.com/books/mono/10.1201/9781315119151/textile-reinforced-concrete-alva-peled-barzin-mobasher-arnon-bentur (accessed on 10 August 2022).
- Pellegrino, C.; Sena-Cruz, J. (Eds.) Design Procedures for the Use of Composites in Strengthening of Reinforced Concrete Structures; State-of-the-Art Report of the RILEM TC 234-DUC 2016; Springer: Dordrecht, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Koutas, L.N.; Tetta, Z.; Bournas, D.A.; Triantafillou, T.C. Strengthening of Concrete Structures with Textile Reinforced Mortars: State-of-the-Art Review. J. Compos. Constr. 2019, 23, 03118001-1–03118001-20. [Google Scholar] [CrossRef]
- Reichenbach, S.; Preinstorfer, P.; Hammerl, M.; Kromoser, B. A review on embedded fibre-reinforced polymer reinforcement in structural concrete in Europe. Constr. Build. Mater. 2021, 307, 124946. [Google Scholar] [CrossRef]
- JSCE. Recommendation for Design and Construction of Concrete Structures Using Continuous Fiber Reinforcing Material; Japan Society of Civil Engineers, Research Committee on Continous Fiber Reinforcing Materials: Tokyo, Japan, 1997. [Google Scholar]
- Dalalbashi, A.; Ghiassi, B.; Oliveira, D.V. Textile-to-mortar bond behavior: An analytical study. Constr. Build. Mater. 2021, 282, 122639. [Google Scholar] [CrossRef]
- Collaborative Research Centre/Transregio 280 (CRC/TRR 280) [Homepage]. Available online: https://www.sfbtrr280.de/en/ (accessed on 1 September 2023).
- Vakaliuk, I.; Frenzel, M.; Curbach, M. C3 Technology Demonstration House—CUBE—“From Digital Model to Realization”. In Inspiring the Next Generation—Proceedings of the IASS Annual Symposium 2020/21 and the 7th International Conference on Spatial Structures, Guildford, UK, 23–27 August 2022; Behnejad, S.A., Parke, G.A.R., Samavati, O.A., Eds.; Spatial Structures Research Centre of the University of Surrey: Guildford, UK, 2021; pp. 1827–1837. [Google Scholar]
- Beton- und Stahlbetonbau 2023, 118, S2—CUBE Das Carbonbetongebäude, 1–143. Available online: https://onlinelibrary.wiley.com/doi/10.1002/best.202390001 (accessed on 10 September 2023).
- Koschemann, M.; Vakaliuk, I.; Curbach, M. An Ultra-Light Carbon Concrete Bridge: From Design to Realisation. In Concrete Innovation for Sustainability—Proceedings of the 6th fib Congress, Oslo, Norway, 12–16 June 2022; Stokkeland, S., Braarud, H.C., Eds.; fib: Lausanne, Switzerland, 2022; pp. 2358–2367. [Google Scholar]
- Vakaliuk, I.; Scheerer, S.; Curbach, M. Numerical Analysis of the TRC Shells. Basic Principles. Struct. Concr. 2023. [Google Scholar]
- Brameshuber, W. Manufacturing Methods for Textile-Reinforced Concrete. In Textile Fibre Composites in Civil Engineering; Triantafillou, T., Ed.; Woodhead Publishing: Duxford, UK; Elsevier: Amsterdam, The Netherlands, 2016; pp. 45–59. [Google Scholar] [CrossRef]
- Vakaliuk, I.; Scheerer, S.; Curbach, M. Initial Laboratory Test of Load-Bearing Shell-Shaped TRC Structures. In Concrete Innovation for Sustainability—Proceedings of the 6th fib Congress, Oslo, Norway, 12–16 June 2022; Stokkeland, S., Braarud, H.C., Eds.; fib: Lausanne, Switzerland, 2022; pp. 675–684. [Google Scholar]
- Govignon, Q.; Bickerton, S.; Piaras, K. Liquid Composite Molding Processes. In Advanced Fiber-Reinforced Polymer (FRP) Composites for Structural Applications, 2nd ed.; Series in Civil and Structural Engineering; Bai, J., Ed.; Woodhead Publishing: Kidlington, UK, 2023; pp. 101–136. [Google Scholar] [CrossRef]
- Stefanescu, D.M. Casting, Metals Handbook, 9th ed.; ASM International: Kinsman Road Materials Park, OH, USA, 1988; Volume 15. [Google Scholar]
- Weisstein, E.W. “Invariant.” from MathWorld—A Wolfram Web Resource. Available online: https://Mathworld.Wolfram.Com/Invariant.html (accessed on 1 September 2023).
- Phaal, R.; Farrukh, C.J.P.; Probert, D.R. Technology Roadmapping—A Planning Framework for Evolution and Revolution. Technol. Forecast. Soc. Chang. 2004, 71, 5–26. [Google Scholar] [CrossRef]
- Butt, J. A Strategic Roadmap for the Manufacturing Industry to Implement Industry 4.0. Designs 2020, 4, 11. [Google Scholar] [CrossRef]
- ASM International. Casting—Design and Performance; ASM International: Kinsman Road Materials Park, OH, USA, 2009. [Google Scholar]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Techniques and Design; Elsevier Ltd.: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Chul, K.J.; Chang, H.J.; Chung, G.K. Vacuum Die Casting Process and Simulation for Manufacturing 0.8 mm-Thick Aluminum Plate with Four Maze Shapes. Metals 2015, 5, 192–205. [Google Scholar] [CrossRef]
- Carbon Concrete Composite e.V. Matrix-Datenblatt: C3-B2-HF-2-145-5; Carbon Concrete Composite e.V.: Dresden, Germany, 2016. [Google Scholar]
- Schneider, K.; Butler, M.; Mechtcherine, V. Carbon Concrete Composites C3—Nachhaltige Bindemittel und Betone für die Zukunft. Beton- und Stahlbetonbau 2017, 112, 784–794. [Google Scholar] [CrossRef]
- Dyckerhoff. C3 Carbon Concrete Composite—Binder for High Strength Carbon Concrete. 2017. Available online: https://www.dyckerhoff.com/documents/209745/0/424C3Bindemittel_GB.pdf/03fe968e-1139-e1ad-b06e-5c84f1bd221a (accessed on 1 September 2023).
- Solidian GmbH. Technical Product Data Sheet Solidian GRID Q85-CCE-21-E5 [Datasheet]; Solidian GmbH: Albstadt, Germany, 2023. [Google Scholar]
- DIN EN 196-1:2016-11; Prüfverfahren für Zement-Teil 1: Bestimmung der Festigkeit. Beuth: Berlin, Germany, 2016.
- Schütze, E.; Bielak, J.; Scheerer, S.; Hegger, J.; Curbach, M. Einaxialer Zugversuch für Carbonbeton mit textiler Bewehrung|Uniaxial Tensile Test for Carbon Reinforced Concrete with Textile Reinforcement. Beton- und Stahlbetonbau 2018, 113, 33–47. [Google Scholar] [CrossRef]
- Bielak, J.; Spelter, A.; Will, N.; Classen, M. Verankerungsverhalten textiler Bewehrungen in dünnen Betonbauteilen. Beton- und Stahlbetonbau 2018, 113, 543–550. [Google Scholar] [CrossRef]
- Hatzfeld, T.; Jana, G.B.; Christoph, S.; Edeltraud, G.; Marzia, T. Environmental Assessment of Carbon Reinforced Concrete Recycling Options. In Concrete Innovation for Sustainability—Proceedings of the 6th fib Congress, Oslo, Norway, 12–16 June 2022; Stokkeland, S., Braarud, H.C., Eds.; fib: Lausanne, Switzerland, 2022; pp. 891–900. [Google Scholar]
- Ecoratio Betonpro Wax G [Datasheet]. Available online: https://ecoratio.com/ (accessed on 1 September 2023).
- DIN EN 12390-13:2021-09; Prüfung von Festbeton—Teil 13: Bestimmung des Elastizitätsmoduls unter Druckbelastung (Sekantenmodul); Deutsche Fassung EN 12390-13:2021. Beuth-Verlag: Berlin, Germany, 2021.
- Stoiber, N.; Hammerl, M.; Kromoser, B. Cradle-to-gate life cycle assessment of CFRP reinforcement for concrete structures: Calculation basis and exemplary application. J. Clean. Prod. 2020, 280, 124300. [Google Scholar] [CrossRef]
- Backes, J.G.; Del Rosario, P.; Petrosa, D.; Traverso, M.; Hatzfeld, T.; Günther, E. Building Sector Issues in About 100 Years: End-of-Life Scenarios of Carbon-Reinforced Concrete Presented in the Context of a Life Cycle Assessment, Focusing the Carbon Footprint. Processes 2022, 10, 1791. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Kind of Test | APC Condition (a) | AP1_Ph1 (c) | AP1_Ph2 _01.1 (c) | AP1_Ph2 _01.2 (c) | AP2_ST _02 (c) | AP1_Ph2 _01.3 (c) | AP1_Ph2 _01.4 (c) |
|---|---|---|---|---|---|---|---|
| Plain concrete | |||||||
| Bending tensile and compressive strength (prism) | (+) APC | 3 (b) (28) | 3 (b) (29) | 3 (b) (29) | 3 (b) (28) | 3 (b) (28) | 3 (b) (28) |
| (−) APC | - | - | - | 3 (b) (28; 80%) | 3 (b) (28; 60%) | - | |
| E-modulus (cylinder) | (+) APC | - | - | - | 3 (31) | - | - |
| (−) APC | - | - | - | 3 (31; 80%) | - | - | |
| Compressive strength and σ-ε relation (cylinder) | (+) APC | - | - | - | - | 3 (29) | - |
| (−) APC | - | - | - | - | 2 (29; 60%) | - | |
| TRC | |||||||
| Uniaxial tensile strength | (+) APC | 6 (28) | - | - | - | 5 (28) | - |
| (−) APC | 6 (28; 80%) | - | - | - | 5 (28; 60%) | - | |
| Bond characteristics (SPO) | (+) APC | - | - | - | - | 5 (28) | - |
| (−) APC | - | - | - | - | 5 (28; 60%) | - | |
| TRC shell | - | - | - | - | - | - | |
| 6-point bending test | (+) APC | - | 1 (29) | 1 (29) | - | - | 1 (28) |
| (−) APC | - | - | - | - | 1 (28; 60%) | - | |
| Concreting position | - | inclined | inclined | - | horizontal | horizontal |
| Raw Materials | Quantity [kg/m3] |
|---|---|
| Binder compound (a) | 815 |
| Quartz sand 0.06/0.2 | 340 |
| Sand 0/2 | 965 |
| Superplasticizer (b) | 17 |
| Water | 190 |
| Property | Longitudinal | Transversal |
|---|---|---|
| Fibre cross-sectional area of fibre strand [mm2] | 1.81 | 1.81 |
| Fibre cross-sectional area of mat [mm2] | 85.4 | 85.6 |
| Roving axis distance (grid with) [mm] | 21 | 21 |
| Mean tensile strength (a), (b) [MPa] | ≥3950 | ≥4250 |
| Characteristic tensile strength (a), (b) [MPa] | ≥3050 | ≥3250 |
| Average Young’s modulus (b) [MPa] | ≥251,500 | ≥254,000 |
| Properties | AP2_ST_02 | AP1_Ph2_01.3 | ||
|---|---|---|---|---|
| APC | (+) | (−) 80% | (+) | (−) 60% |
| Mean density [kg/m3] | 2320 | 2330 | 2330 | 2330 |
| Mean bending tensile strength (single values) [MPa] | 11.6 (10.3, 11.9, 12.6) | 12.1 (13.2, 11.4, 11.8) | 14.9 (13.4, 15.6, 15.5) | 13.2 (13.8, 12.7, 13.1) |
| Mean compressive strength (single values) [MPa] | 95.0 (101.0, 95.1, 89.3, 95.1, 99.2, 90.4) | 98.0 (91.8, 105.3, 92.9, 97.1, 100.6, 100.2) | 108.1 (112.2, 113.3, 111.1, 107.5, 105.6, 98.9) | 101.1 (100.5, 110.3, 96.1, 104.3, 101.2, 94.6) |
| Properties | AP2_ST_02 | AP1_Ph2_01.3 | ||
|---|---|---|---|---|
| APC | (+) | (−) 80% | (+) | (−) 60% |
| Mean density [kg/m3] | 2350 | 2347 | 2357 | 2315 |
| Mean compressive strength (single values) [MPa] | 121.1 (119.9; 123.6; 119.8) | 124.1 (122.3, 124.8, 125.3) | 106.6 (110.0, 103.4, 103.3) | 113.3 (113.5, 113.0) |
| Mean elastic modulus (single values) [MPa] | 42,100 (41,900, 42,600, 41,800) | 42,600 (43,500, 42,000, 42,300) | 42,350 (a) | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vakaliuk, I.; Scheerer, S.; Curbach, M. Vacuum-Assisted Die Casting Method for the Production of Filigree Textile-Reinforced Concrete Structures. Buildings 2023, 13, 2641. https://doi.org/10.3390/buildings13102641
Vakaliuk I, Scheerer S, Curbach M. Vacuum-Assisted Die Casting Method for the Production of Filigree Textile-Reinforced Concrete Structures. Buildings. 2023; 13(10):2641. https://doi.org/10.3390/buildings13102641
Chicago/Turabian StyleVakaliuk, Iurii, Silke Scheerer, and Manfred Curbach. 2023. "Vacuum-Assisted Die Casting Method for the Production of Filigree Textile-Reinforced Concrete Structures" Buildings 13, no. 10: 2641. https://doi.org/10.3390/buildings13102641