
A Review of the Durability-Related Features of Waste Tyre Rubber as a Partial Substitute for Natural Aggregate in Concrete
Abstract
:1. Introduction
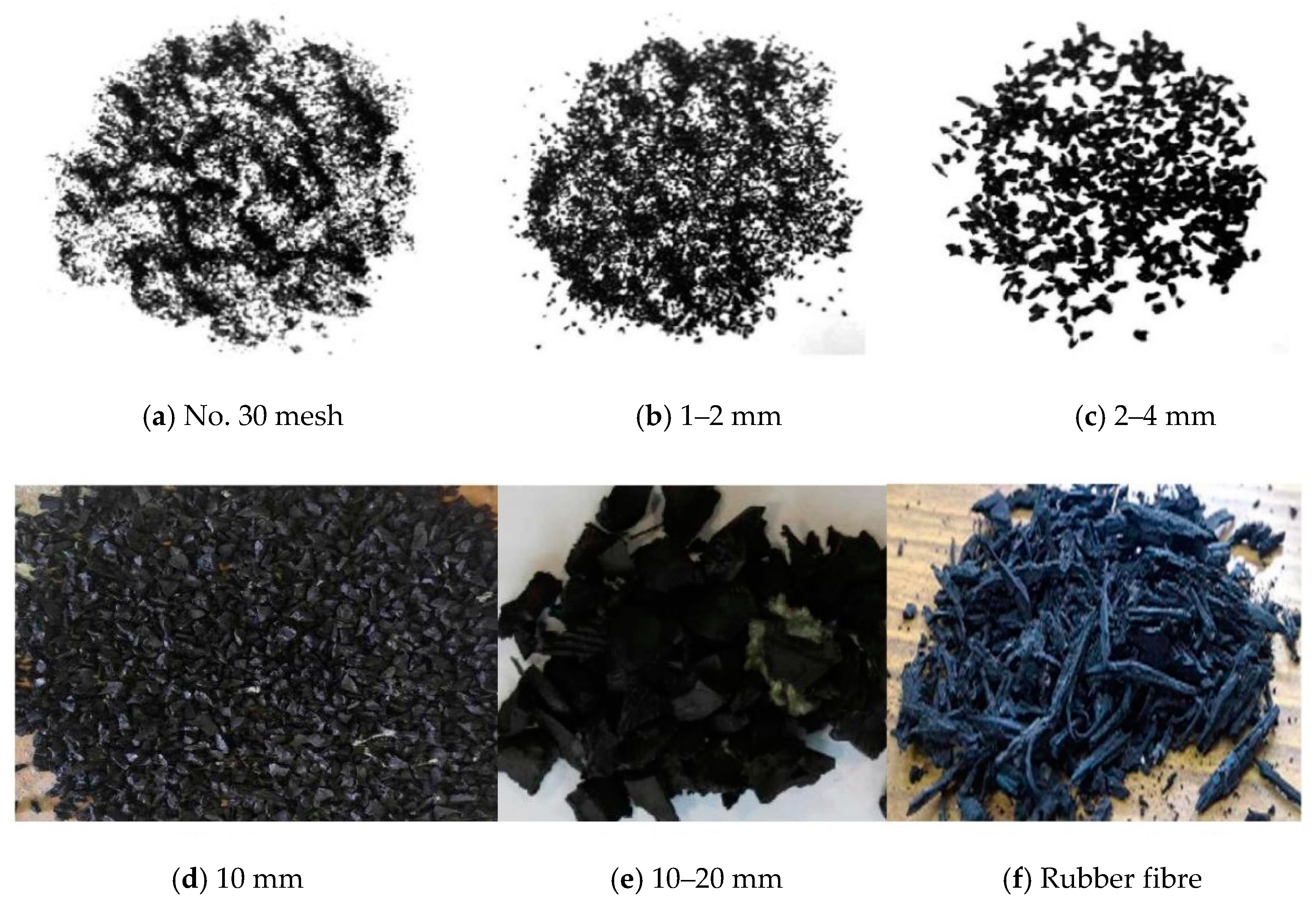
2. Classification of Rubber Particles
3. Abrasion Resistance
4. Water Absorption and Permeability
5. Freeze–Thaw Resistance

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | The Ways of Freezing and Thawing | Freeze–Thaw Resistance | ML a, RDME, SL, DF, FTRG Compared to the Control Type |
|---|---|---|---|---|---|---|---|---|
| Turgut and Yesilata [91] | Untreated | CR: 0.075–4.75 | 10, 20, 30, 40, 50, 60, 70 by volume | FAG | OC | Freezing (−9 °C) and thawing (25 °C) in water | ↑ b | 66.48% ↓, 66.11% ↓, 71.30% ↓, 68.52% ↓, 59.63% ↓, 69.26% ↓, 70.37% ↓ (ML) |
| Gonen [98] | Untreated | CR: 0.125–1 | 0.5, 1, 2, 4 by volume | FAG | OC | Freezing and thawing in 3% NaCl solution freezing | ↑ | 34.55% ↓, 40.91% ↓, 73.64% ↓, 87.27% ↓ (ML) |
| Untreated | CR: 0.25–2 | 0.5, 1, 2, 4 by volume | FAG | OC | Freezing and thawing in 3% NaCl solution freezing | ↑ | 38.18% ↓, 61.82% ↓, 70.91% ↓, 81.82% ↓ (ML) | |
| Al-Akhras and Smadi [99] | Untreated | Rubber ash: 0–0.15 | 5, 10 by weight | FAG | OC | Freezing in air and thawing in water | ↑ | 211.11% ↑, 400.00% ↑ (DF) |
| Topçu and Bilir [100] | Untreated | CR: 0–4 | 3.7, 7.3, 10.98 by weight | FAG | OC | Freezing and thawing in water | ↓ | 37.36% ↑, 114.82% ↑, 170.27% ↑ (SL) |
| Zhu et al. [93] | Untreated | CR: 0.25 | 0.26, 0.5, 1.6 by weight | CAG and FAG | OC | Freezing (−15 °C) and thawing (6 °C) in water | ↑ | 75.00% ↑, 100.00% ↑, 87.50% ↑ (FTRG) |
| Paine [92] | Untreated | CR: 0.5–1.5 | 2, 4, 6 by volume | FAG | OC | Freezing and thawing in water | ↑ | 86.36% ↑, 75.00% ↑, 68.18% ↑ (RDME) |
| Liu et al. [40] | Pre-coating with synthetic resin | CR: 2.0–4.0 | 5 by volume | FAG | OC | Freezing (−16 °C) and thawing (3 °C) in water | ↑ | 1.2% ↓ (SL) |
| Si et al. [101] | Pre-treating with NaOH | CR: 1.44–2.83 | 15, 25, 35, 50 by volume | FAG | OC | Freezing (−18 °C) in air and thawing (4 °C) in water | ↑ | 4.07% ↑, 0.19% ↑, 1.74% ↓, 3.10% ↓ (RDME) |
| Pham et al. [41] | Pre-coating with styrene-butadiene-type copolymer | CR: 0.65–3 | 30 by volume | FAG | mortar | Freezing (−18 °C) and thawing (4 °C) in water | ↑ | 58.33% ↑ (RDME) |
| Wang et al. [102] | Pre-treating with NaOH | CR: 0.6–2.8 | 10, 15 by volume | FAG | OC | Freezing and thawing in water | ↑ | 8.02% ↑, 0.10% ↑ (DF) |
| Zhang et al. [103] | Pre-treating with NaOH and Na2SiO3 | CR: 0.15–4.75 | 5, 10, 15, 20 by volume | FAG | OC | Freezing (−20 °C) and thawing (5 °C) in water | ↑ | 43.48% ↓, 84.78% ↓, 54.35% ↓, 71.74% ↓ (ML) |

6. Acid and Sulphate Resistance
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | HA a, SA, and S Resistance | ML, EX, and ACC Compared to the Control Type |
|---|---|---|---|---|---|---|---|
| Thomas et al. [110] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 5, 10, 15, 20 by volume | FAG | OC | ↑ b(SA) | 2% ↓, 10.47% ↓, 11.41% ↓, 14.82% ↓ (ML) |
| Thomas et al. [113] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 5, 10, 15, 20 by volume | FAG | OC | ↑(SA) | 0.49% ↑, 0.61% ↓, 21.17% ↓, 22.26% ↓ (ML) |
| Azevedo et al. [86] | Untreated | CR: 1–2.4 | 5, 10, 15 by weight | FAG | HPC | ↓(SA) | 7.41% ↑, 33.33% ↑, 50% ↑ (ML) |
| Gupta et al. [107] | Untreated | Rubber powder: 0.15–1.9 | 5, 10, 15, 20 by volume | FAG | OC | ↑(HA) | 1.11% ↓, 3.33% ↓, 4.67% ↓, 5.00% ↓, (ML) |
| Particle size effect | Rubber fibres: width of 2–5, length up to 20, and rubber powder (10%) | 5, 10, 15, 20, 25 by volume | FAG | OC | ↑(HA) | 2.25% ↓, 4.49% ↓, 5.62% ↓, 4.50% ↓, 3.37% ↓ (ML) | |
| Hunag et al. [73] | Untreated | CR: 0–4.7 | 10, 20, 30, 40 by weight | FAG | Low-strength lightweight aggregate concrete | ↑(S) | 7.02% ↓, 3.51% ↓, 1.75% ↓, 22.81% ↓ (ML) |
| Onuaguluchi and Banthia [114] | Untreated | CR: 0.2–2 | 10, 15 by volume | FAG | OC | ↑(S) | 56.84% ↓, 52.63% ↓ (EX) |
| Thomas et al. [115] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 5, 10, 15, 20 by volume | FAG | HSC | ↓(S) | 18.78% ↑, 74.11% ↑, 113.71% ↑, 154.31% ↑ (ML) |
| Liu et al. [40] | Untreated | CR: 0.2–4 | 5, 10, 15, 20 by volume | FAG | OC | ↑(S) | 0.62% ↑, 1.35% ↑, 1.66% ↑, 2.39% ↑ (ACC) |
| Pre-coating with synthetic resin | CR: 2–4 | 5 by volume | FAG | OC | ↑(S) | 1.84% ↑ (ACC) | |
| Li et al. [116] | Pre-treating with NaOH | CR: 0.85–2 | 10 by volume | FAG | OC | ↑(S) | 31.01% ↓ (ML) |
7. Chloride Penetration Resistance
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | Chloride Penetration Resistance | D a, CD, CP, ER Compared to the Control Type |
|---|---|---|---|---|---|---|---|
| Gheni et al. [118] | Untreated | Rubber fibre powder: <0.075 | 5, 10, 15, 20, 25 by volume | Cement | OC | ↑ b | 20% ↓, 40% ↓, 50% ↓, 75% ↓, 200% ↑ (CD) |
| Thomas et al. [110] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by volume | FAG | OC | ↓ | 7.7% ↓, 7.7% ↓, 7.7% ↓, 0 ↑, 7.7% ↑, 23.1% ↑, 23.1% ↑, 30.8% ↑ (D) |
| Al-Akhras and Smadi [99] | Untreated | Rubber ash: 0.15 | 5, 10 by volume | FAG | OC | ↑ | 72.27% ↓, 81.33% ↓ (CP) |
| Fernández-Ruiz et al. [119] | Untreated | Rubber powder: 0.063–0.6 | 2.5, 5, 10 by volume | Cement | OC | ↓ | 5.62% ↑, 9.68% ↑, 21.58% ↑ (CD) |
| Bravo and Brito [69] | Untreated | CR: <11.2 | 5, 10, 15 by volume | FAG | OC | ↑ | 18.67% ↓, 7.33% ↓, 6.67% ↑ (CD) |
| Gupta et al. [107] | Untreated | Rubber powder: 0.15–1.9 | 5, 10, 15, 20 by volume | FAG | OC | ↑ | 7.32% ↓, 8.54% ↓, 14.63% ↓, 24.39% ↓ (CD) |
| Sagawa et al. [110] | Untreated | CR: 1–3 | 10, 15, 20 by volume | FAG | OC | ↑ | 1.61% ↓, 3.46% ↓, 22.35% ↓ (CD) |
| Li et al. [77] | Untreated | CR: 1–2, 0–0.3 | 30 by volume | FAG | OC | ↑ | 21.44% ↓, 12.10% ↓(CP) |
| Thomas et al. [125] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by volume | FAG | HSC | ↓ | 6.25% ↓, 6.25% ↓, 6.25% ↓, 0, 12.5% ↑, 18.75% ↑, 18.75% ↑, 25% ↑ (D) |
| Hall and Najim [85] | Untreated | CR: 2–6 | 44 by volume | FAG and CAG | SCC | ↓ | 152% ↑ (CD) |
| Oikonomou and Mavridou [123] | Untreated | CR: 0.09–1 | 2.5, 5, 7.5, 10, 12.5, 15 by weight | FAG | OC | ↑ | 14.22% ↓, 16.76% ↓, 25.43% ↓, 30.25% ↓, 35.18% ↓, 35.85% ↓ (CP) |
| Gesoğlu and Güneyisi [75] | Untreated | CR: 0.2–3 | 5, 15, 25 by volume | FAG | SCC | ↓ | 9.09% ↑, 13.64% ↑, 40.91% ↑ (CP) |
| Dong et al. [122] | Pre-treating with SCA and pre-coating with cement. | CR: 0.6–4.75 | 15, 30 by volume | FAG | OC | ↑ | 26.9% ↓,13% ↓ (CD) |
| Guo et al. [39] | Pre-treating with NaOH. | CR: 1.5–2.8 | 15, 25, 35, 50 by volume | FAG | OC | ↑ | 35.71 ↑, 50.00 ↑, 55.71 ↑, 51.43 ↑ (ER) |
| Pre-treating with SCA and pre-coating with cement. | CR: 1.5–2.8 | 15 by volume | FAG | OC | ↑ | 57.41 ↑ (ER) | |
| Pre-treating with NaOH then pre-coating with cement. | CR: 1.5–2.8 | 15 by volume | FAG | OC | ↑ | 50.00 ↑ (ER) | |
| Pre-treating with NaOH then pre-coating with SF and cement. | CR: 1.5–2.8 | 15 by volume | FAG | OC | ↑ | 71.43 ↑ (ER) | |
| Pre-treating with NaOH then pre-coating with Na2SiO3 and cement. | CR: 1.5–2.8 | 15 by volume | FAG | OC | ↑ | 52.86 ↑ (ER) | |
| Li et al. [33] | Pre-treating with SCA and CSBR. | Rubber powder: <0.6 | 5, 10, 15, 20, 30 by volume | FAG | OC | ↑ | 35.84% ↓, 34.09% ↓, 9.15% ↓, 2.83% ↑, 16.34% ↑ (CD) |
8. Carbonation Resistance
9. Alkali–Silica Reaction Damage Resistance
10. Conclusions
- Pre-treating and pre-coating of rubber can reduce the internal porosity of RC, the occurrence and development of cracks at ITZ of RC, and thus enhance the durability of RC. When selecting treatment materials, comprehensive consideration should be given to the effect of improving durability, the feasibility of operating procedures, cost consumption, and environmental impact. The pretreating and precoating processes have a promoting significance for the application of rubber to concrete structures.
- Rubber particles reduce the abrasion resistance of concrete. There are two main reasons for reducing RC abrasion resistance, one is high porosity and the other is weak adhesion on the RA surface, and a rubber content of 5–10% has a slightly negative effect on abrasion resistance. By contrast, adding SCMs or pre-treatment of rubber can effectively improve the abrasion resistance. In addition, well-graded rubber particles contribute to improved abrasion resistance.
- The non-hydrophilic nature properties of RA leading the poor binding ability, which make it easy to form pores and water seepage channel in RC, these interconnected channels help to increase the water absorption and permeability. Well-graded rubber particles can make RC denser than a single particle size. When the rubber content is less than 10%, the increase in water absorption is small or even decreases. When the rubber content is too large (greater than 15%), the water absorption increases significantly. Rubber with a small particle size (0–1 mm) can effectively fill the pores and water seepage channels, which can effectively reduce the water absorption and enhance the RC impermeability. Pre-treatment of rubber particles can effectively reduce water absorption and impermeability of RC.
- The pores created by the rubber incorporated into the concrete can play a role in stress absorption, thereby enhancing the freeze–thaw resistance of concrete. The best freeze–thaw resistance is achieved when the rubber content is 25–30%. RC with small-sized rubber particles (0–1 mm) has high freeze–thaw resistance. Pretreating rubber with NaOH and precoating it with synthetic resin and styrene–butadiene-type copolymer can significantly enhance the RC freeze–thaw resistance. The rubber replaces partial natural aggregate in concrete can enhance the freeze–thaw resistance but negatively affect the concrete strength. RC is suitable for areas without high-strength requirements but with high freeze–thaw resistance requirements.
- Using rubber particles in ordinary concrete can enhance the acid resistance, and the effect of well-graded rubber particles and fibre is significant. Rubber particles decrease concrete strength, 5–15% rubber content can meet the requirements of use strength and has high resistance to acid attack. Rubber can effectively improve the resistance to sulphate attack. Compared with concrete without RA, the RC has better deformation ability. Rubber can relieve internal expansion stress caused by sulphate attack. The best sulphate attack resistance is obtained when the rubber content is 5–10%. Synthetic resin is a good modifier for precoated rubber particles considering compressive strength change, resistance to sulphury acid, and freeze–thaw.
- The water absorption resistance and impermeability have a closely relation with the chloride penetration resistance. The addition of an appropriate amount of rubber (5–20%) to concrete can effectively improve the resistance to chloride permeability. The effect of RA replaces fine aggregate is better than that of coarse aggregate. Rubber fibre and fine rubber particles have a better effect on enhancing resistance to chloride attack. Rubber particle size should not be larger than 3 mm. Pre-treating rubber particles with NaOH or SCA and pre-coating rubber with CSBR latex, Na2SiO3-mixed cement paste, or SF-mixed cement can effectively enhance the resistance to chloride ion penetration.
- The addition of rubber particles to concrete increases carbonation depth. The principle of enhancing the carbonation resistance of RC is similar to that of reducing water absorption. Pre-treatment increases the adhesion of the rubber and increases the density of the RC, thereby inhibiting CO2 penetration and effectively reducing the depth of carbonation.
- Rubber particles replace partial nature aggregate can alleviate the internal structure damage, caused by ASR. RA do not react in an alkaline environment and have good deformation ability; ASR gel expansion stress happening in concrete internal structure can be alleviated by flexible RA, which can prevent cracks from developing and dissipate the energy that caused cracks. Pretreating rubber with NaOH can enhance the resistance of RC to ASR damage. However, excessive rubber content (greater than 25%) leads to the deformation of RC, which is unbeneficial to structural services.
- Through the analysis of the rubber particle size, replacement ratio, and replacement pattern, the recommended as follows: the replacement pattern FAG is preferred, followed by cement material and CAG, and the rubber particle size and replacement ratio are 0–3 mm and 5–20%, respectively. If auxiliary cementitious materials are added, the replacement ratio of rubber can be appropriately increased by 5–10%.
11. Further Research Needs
- The treatment methods of rubber particles should be further studied, especially the related research of physical-chemical coupling treatment, so as to increase the bonding between rubber and cement-based, and then improve the durability.
- More research on the improvement of concrete durability by rubber fiber can be carried out.
- Combined with microstructure analysis, more research can be carried out on the durability of RC, especially the long-term durability.
- Further research is needed on RC ductility and energy absorption.
- The insulation, sound insulation, thermal resistance, and corrosion resistance of RC need to be further studied.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Danish, A.; Mosaberpanah, M.A. A review on recycled concrete aggregates (RCA) characteristics to promote RCA utilization in developing sustainable recycled aggregate concrete (RAC). Eur. J. Environ. Civ. Eng. 2021, 26, 6505–6539. [Google Scholar] [CrossRef]
- Mohammed, Z.M.; Abdulhameed, A.A.; Kazim, H.K. Effect of Alkali-Activated Natural Pozzolan on Mechanical Properties of Geopolymer Concrete. Civ. Environ. Eng. 2022, 18, 312–320. [Google Scholar] [CrossRef]
- Xiao, Z.; Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S. Material recovery and recycling of waste tyres—A review. Clean. Mater. 2022, 5, 100115. [Google Scholar] [CrossRef]
- Qaidi, S.; Najm, H.M.; Abed, S.M.; Özkılıç, Y.O.; Al Dughaishi, H.; Alosta, M.; Sabri, M.M.S.; Alkhatib, F.; Milad, A. Concrete Containing Waste Glass as an Environmentally Friendly Aggregate: A Review on Fresh and Mechanical Characteristics. Materials 2022, 15, 6222. [Google Scholar] [CrossRef] [PubMed]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Abdulhameed, A.A.; Al-Zuhairi, A.H.; Al Zaidee, S.R.; Hanoon, A.N.; Al Zand, A.W.; Hason, M.M.; Abdulhameed, H.A. The Behavior of Hybrid Fiber-Reinforced Concrete Elements: A New Stress-Strain Model Using an Evolutionary Approach. Appl. Sci. 2022, 12, 2245. [Google Scholar] [CrossRef]
- Aksoylu, C.; Özkılıç, Y.O.; Hadzima-Nyarko, M.; Isık, E.; Arslan, M.H. Investigation on Improvement in Shear Performance of Reinforced-Concrete Beams Produced with Recycled Steel Wires from Waste Tires. Sustainability 2022, 14, 13360. [Google Scholar] [CrossRef]
- Çelik, A.I.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Assaggaf, R.; Maslehuddin, M.; Al-Osta, M.A.; Al-Dulaijan, S.U.; Ahmad, S. Properties and sustainability of treated crumb rubber concrete. J. Build. Eng. 2022, 51, 104250. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Li, X.; Ling, T.; Mo, K.H. Functions and impacts of plastic/rubber wastes as eco-friendly aggregate in concrete-A review. Constr. Build. Mater. 2020, 240, 117869. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Li, D.; Chen, Y.; Xiang, Z. Enhancement of dynamic damping in eco-friendly railway concrete sleepers using waste-tyre crumb rubber. Materials 2018, 11, 1169. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ince, C.; Shehata, B.M.H.; Derogar, S.; Ball, R.J. Towards the development of sustainable concrete incorporating waste tyre rubbers: A long-term study of physical, mechanical & durability properties and environmental impact. J. Clean. Prod. 2022, 334, 130223. [Google Scholar]
- Alyousef, R.; Ahmad, W.; Ahmad, A.; Aslam, F.; Joyklad, P.; Alabduliabbar, H. Potential use of recycled plastic and rubber aggregate in cementitious materials for sustainable construction: A review. J. Clean. Prod. 2021, 329, 129736. [Google Scholar] [CrossRef]
- Medina, N.F.; Medina, D.F.; Hernández-Olivares, F.; Navacerrada, M.A. Mechanical and thermal properties of concrete incorporating rubber and fibres from tyre recycling. Constr. Build. Mater. 2017, 144, 563–573. [Google Scholar] [CrossRef]
- Amiri, M.; Hatami, F.; Golafshani, E.M. Evaluating the synergic effect of waste rubber powder and recycled concrete aggregate on mechanical properties and durability of concrete. Case Stud. Constr. Mater. 2021, 15, 00639. [Google Scholar] [CrossRef]
- Dhivya, K.; Priyadharshini, K. Experimental study on strength properties of concrete with partial replacement of coarse aggregate by rubber tyre waste. Mater. Today Proc. 2021, 11, 578. [Google Scholar] [CrossRef]
- Samarakoon, S.S.M.; Ruben, P.; Pedersen, J.W.; Evangelista, L. Mechanical performance of concrete made of steel fibers from tire waste. Case Stus. Constr. Mater. 2019, 11, e00259. [Google Scholar] [CrossRef]
- Chen, M.; Si, H.; Fan, X.; Xuan, Y.; Zhang, M. Dynamic compressive behaviour of recycled tyre steel fibre reinforced concrete. Constr. Build. Mater. 2022, 316, 125896. [Google Scholar] [CrossRef]
- Abdulhameed, A.A.; Hanoon, A.N.; Abdulhameed, H.A.; Banyhussan, Q.S.; Mansi, A.S. Push-out test of steel-concrete-steel composite sections with various core materials: Behavioural study. Arch. Civ. Mech. Eng. 2021, 21, 17. [Google Scholar] [CrossRef]
- Siddika, A.; Mamun, M.A.A.; Alyousef, R.; Amran, Y.H.M.; Aslani, F.; Alabduljabbar, H. Properties and utilizations of waste tire rubber in concrete: A review. Constr. Build. Mater. 2019, 224, 711–731. [Google Scholar] [CrossRef]
- Xu, J.; Yao, Z.; Yang, G.; Han, Q. Research on crumb rubber concrete: From a multi-scale review. Constr. Build. Mater. 2020, 232, 117282. [Google Scholar] [CrossRef]
- Ramarad, S.; Khalid, M.; Ratnam, C.T.; Chuah, A.L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- Qaidi, S.M.A.; Dinkha, Y.Z.; Haido, J.H.; Ali, M.H.; Tayeh, B.A. Engineering properties of sustainable green concrete incorporating eco-friendly aggregate of crumb rubber: A review. J. Clean. Prod. 2021, 324, 129251. [Google Scholar] [CrossRef]
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
- Assaggaf, R.A.; Al-Dulaijan, S.U.; Maslehuddin, M.; Al-Amoudi, O.S.B.; Ahmad, S.; Ibrahim, M. Effect of different treatments of crumb rubber on the durability characteristics of rubberized concrete. Constr. Build. Mater. 2022, 318, 126030. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- He, L.; Ma, Y.; Liu, Q.; Mu, Y. Surface modification of crumb rubber and its influence on the mechanical properties of rubber-cement concrete. Constr. Build. Mater. 2016, 120, 403–407. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pre-treatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]
- Huang, B.; Shu, X.; Cao, J. A two-staged surface treatment to improve properties of rubber modified cement composites. Constr. Build. Mater. 2013, 40, 270–274. [Google Scholar] [CrossRef]
- Haibo, Z.; Mifeng, G.; Liu, X.; Xuemao, G. Effect of rubber particle modification on properties of rubberized concrete. J. Wuhan Univ. Technol. 2014, 29, 763–768. [Google Scholar]
- Rivas-Vázquez, L.P.; Suárez-Orduña, R.; Hernández-Torres, J.; Aquino-Bolaños, E. Effect of the surface treatment of recycled rubber on the mechanical strength of composite concrete/rubber. Mater. Struct. 2014, 48, 2809–2814. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Leung, C.K.Y.; Tang, S.; Pan, J.; Huang, W.; Chen, E. Properties of rubberized concrete modified by using silane coupling agent and carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E.; Skinner, W.; Ma, X.; Zhuge, Y.; Roychand, R.; Gravina, R. Influence of mixing procedures, rubber treatment, and fibre additives on rubcrete performance. J. Compos. Sci. 2019, 3, 41. [Google Scholar] [CrossRef] [Green Version]
- Abdulla, A.I.; Ahmed, S.H. Effect of rubber treated by acidic solution on some mechanical properties of rubberize cement mortar. Eng. Technol. J. 2011, 29, 2793–2806. [Google Scholar]
- Leung, C.K.; Grasley, Z.C. Effect of micrometric and nanometric viscoelastic inclusions on mechanical damping behavior of cementitious composites. Constr. Build. Mater. 2012, 35, 444–451. [Google Scholar] [CrossRef]
- Chou, L.H.; Lin, C.N.; Lu, C.K.; Lee, C.H.; Lee, M.T. Improving rubber concrete by waste organic sulfur compounds. Waste Manag. Res. 2010, 28, 29–35. [Google Scholar] [CrossRef] [PubMed]
- Onuaguluchi, O. Effects of surface pre-coating and silica fume on crumb rubber-cement matrix interface and cement mortar properties. J. Clean. Prod. 2015, 104, 339–345. [Google Scholar] [CrossRef]
- Guo, S.; Dai, Q.; Si, R.; Sun, X.; Lu, C. Evaluation of properties and performance of rubber-modified concrete for recycling of waste scrap tire. J. Clean. Prod. 2017, 148, 681–689. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Jiao, Y.; Sha, T. Experimental investigation of the mechanical and durability properties of crumb rubber concrete. Materials 2016, 9, 172. [Google Scholar] [CrossRef] [Green Version]
- Pham, N.P.; Toumi, A.; Turatsinze, A. Effect of an enhanced rubber-cement matrix interface on freeze-thaw resistance of the cement-based composite. Constr. Build. Mater. 2019, 207, 528–534. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Flores, M.N.; Flores-Medina, D.; Hernández-Olivares, F. Influence of fibers partially coated with rubber from tire recycling as aggregate on the acoustical properties of rubberized concrete. Constr. Build. Mater. 2016, 129, 25–36. [Google Scholar] [CrossRef]
- Meddah, A.; Bensaci, H.; Beddar, M. Study of the effects of mechanical and chemical treatment of rubber on the performance of rubberized roller-compacted concrete pavement. Innov. Infrastruct. Solut. 2017, 2, 17–22. [Google Scholar] [CrossRef] [Green Version]
- Pham, N.P.; Toumi, A.; Turatsinze, A. Rubber aggregate-cement matrix bond enhancement: Microstructural analysis, effect on transfer properties and on mechanical behaviours of the composite. Cem. Concr. Compos. 2018, 94, 1–12. [Google Scholar] [CrossRef]
- Angelin, A.F.; Miranda, E.J.P.; Dos Santos, J.M.C.; Lintz, R.C.C.; Gachet-Barbosa, L.A. Rubberized mortar: The influence of aggregate granulometry in mechanical resistances and acoustic behavior. Constr. Build. Mater. 2019, 200, 248–254. [Google Scholar] [CrossRef]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Mechanical and durability properties of waste rubber fiber concrete with and without silica fume. J. Clean. Prod. 2016, 112, 702–711. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, S.; Wang, R.; Dang, F. Potential use of waste tire rubber as aggregate in cement concrete—A comprehensive review. Constr. Build. Mater. 2019, 225, 1183–1201. [Google Scholar] [CrossRef]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Assessment of mechanical and durability properties of concrete containing waste rubber tire as fine aggregate. Constr. Build. Mater. 2014, 73, 562–574. [Google Scholar] [CrossRef]
- Gencel, O.; Gok, M.S.; Brostow, W. Effect of metallic aggregate and cement content on abrasion resistance behaviour of concrete. Mater. Res. Innov. 2015, 15, 116–123. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, B.; Guangyu, L.I. The abrasion-resistance investigation of rubberized concrete. J. Wuhan Univ. Technol. 2012, 27, 1144–1148. [Google Scholar] [CrossRef]
- ASTM C1138; Standard Test Method For Abrasion Resistance of Concrete (Underwater Method). American Society for Testing and Materials: West Conshohocken, PA, USA, 2012.
- SL 352; Test Code for Hydraulic Concrete. The Ministry of Water Resources of the People’ s Republic of China: Beijing, China, 2006.
- Bisht, K.; Ramana, P.V. Evaluation of mechanical and durability properties of crumb rubber concrete. Constr. Build. Mater. 2017, 155, 811–817. [Google Scholar] [CrossRef]
- Turki, M.; Bretagne, E.; Rouis, M.J.; Quéneudec, M. Microstructure, physical and mechanical properties of mortar–rubber aggregates mixtures. Constr. Build. Mater. 2009, 23, 2715–2722. [Google Scholar] [CrossRef]
- Ridgley, K.E.; Abouhussien, A.A.; Hassan, A.; Colbourne, B. Evaluation of abrasion resistance of self-consolidating rubberized concrete by acousticemission analysis. J. Mater. Civ. Eng. 2018, 30, 04018196. [Google Scholar] [CrossRef]
- Thomas, B.S.; Chandra Gupta, R. Properties of high strength concrete containing scrap tire rubber. J. Clean. Prod. 2016, 113, 86–92. [Google Scholar] [CrossRef]
- Ozbay, E.; Lachemi, M.; Sevim, U. Compressive strength, abrasion resistance and energy absorption capacity of rubberized concretes with and without slag. Mater. Struct. 2010, 44, 1297–1307. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Adamu, M. Mechanical performance of roller compacted concrete pavement containing crumb rubber and nano silica. Constr. Build. Mater. 2018, 159, 234–251. [Google Scholar] [CrossRef]
- Shen, W.; Shan, L.; Zhang, T.; Ma, H.; Cai, Z.; Shi, H. Investigation on polymer–rubber aggregate modified porous concrete. Constr. Build. Mater. 2013, 38, 667–674. [Google Scholar] [CrossRef]
- Silva, F.M.D.; Gachet Barbosa, L.A.; Lintz, R.C.C.; Jacintho, A.E.P. Investigation on the properties of concrete tactile paving blocks made with recycled tire rubber. Constr. Build. Mater. 2015, 91, 71–79. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Abrasion and freezing–thawing resistance of pervious concretes containing waste rubbers. Constr. Build. Mater. 2014, 73, 19–24. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Kalla, P.; Cseteneyi, L. Strength, abrasion and permeation characteristics of cement concrete containing discarded rubber fine aggregates. Constr. Build. Mater. 2014, 59, 204–212. [Google Scholar] [CrossRef]
- Sukontasukkul, P.; Chaikaew, C. Properties of concrete pedestrian block mixed with crumb rubber. Constr. Build. Mater. 2006, 20, 450–457. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- Valadares, F.; Bravo, M.; Jorge, D.B. Concrete with used tire rubber aggregates: Mechanical performance. ACI Mater. J. 2012, 109, 283–292. [Google Scholar]
- Mohammed, B.S.; Anwar Hossain, K.M.; Eng Swee, J.T.; Wong, G.; Abdullahi, M. Properties of crumb rubber hollow concrete block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened properties of concrete mixtures containing pre-coated crumb rubber and silica fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Bravo, M.; de Brito, J. Concrete made with used tyre aggregate: Durability-related performance. J. Clean. Prod. 2012, 25, 42–50. [Google Scholar] [CrossRef]
- Alsaif, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Durability of steel fibre reinforced rubberised concrete exposed to chlorides. Constr. Build. Mater. 2018, 188, 130–142. [Google Scholar] [CrossRef]
- Girskas, G.; Nagrockienė, D. Crushed rubber waste impact of concrete basic properties. Constr. Build. Mater. 2017, 140, 36–42. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E. Mechanical performance of FRP-confined and unconfined crumb rubber concrete containing high rubber content. J. Build. Eng. 2017, 11, 115–126. [Google Scholar] [CrossRef]
- Hunag, L.; Wang, H.; Wu, Y. Properties of the mechanical in controlled low-strength rubber lightweight aggregate concrete (CLSRLC). Constr. Build. Mater. 2016, 112, 1054–1058. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Langlet, T.; Mezreb, K.; Roucoult, J.M.; Quéneudec, M. Physico-mechanical properties and water absorption of cement composite containing shredded rubber wastes. Cem. Concr. Compos. 2007, 29, 732–740. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E. Permeability properties of self-compacting rubberized concretes. Constr. Build. Mater. 2011, 25, 3319–3326. [Google Scholar] [CrossRef]
- Sukontasukkul, P.; Tiamlom, K. Expansion under water and drying shrinkage of rubberized concrete mixed with crumb rubber with different size. Constr. Build. Mater. 2012, 29, 520–526. [Google Scholar] [CrossRef]
- Li, N.; Long, G.; Ma, C.; Fu, Q.; Zeng, X.; Ma, K.; Xie, Y.; Luo, B. Properties of self-compacting concrete (SCC) with recycled tire rubber aggregate: A comprehensive study. J. Clean. Prod. 2019, 236, 117707. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Mendis, P.; Black, J.R.; Hajimohammadi, A. A sustainable application of recycled tyre crumbs as insulator in lightweight cellular concrete. J. Clean. Prod. 2017, 149, 925–935. [Google Scholar] [CrossRef]
- Meddah, A.; Beddar, M.; Bali, A. Use of shredded rubber tire aggregates for roller compacted concrete pavement. J. Clean. Prod. 2014, 72, 187–192. [Google Scholar] [CrossRef]
- Rezaifar, O.; Hasanzadeh, M.; Gholhaki, M. Concrete made with hybrid blends of crumb rubber and metakaolin: Optimization using response surface method. Constr. Build. Mater. 2016, 123, 59–68. [Google Scholar] [CrossRef]
- Wang, R.; Gao, P.; Tian, M.; Dai, Y. Experimental study on mechanical and waterproof performance of lightweight foamed concrete mixed with crumb rubber. Constr. Build. Mater. 2019, 209, 655–664. [Google Scholar] [CrossRef]
- Yilmaz, A.; Degirmenci, N. Possibility of using waste tire rubber and fly ash with Portland cement as construction materials. Waste Manag. 2009, 29, 1541–1546. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Veiga, R. Mortars made with fine granulate from shredded tires. J. Mater. Civ. Eng. 2013, 25, 519–529. [Google Scholar] [CrossRef]
- Ling, T.-C. Effects of compaction method and rubber content on the properties of concrete paving blocks. Constr. Build. Mater. 2012, 28, 164–175. [Google Scholar] [CrossRef]
- Hall, M.R.; Najim, K.B. Structural behaviour and durability of steel-reinforced structural plain/self-compacting rubberised concrete (PRC/SCRC). Constr. Build. Mater. 2014, 73, 490–497. [Google Scholar] [CrossRef]
- Azevedo, F.; Pacheco-Torgal, F.; Jesus, C.; Barroso de Aguiar, J.L.; Camões, A.F. Properties and durability of HPC with tyre rubber wastes. Constr. Build. Mater. 2012, 34, 186–191. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Investigating properties of pervious concretes containing waste tire rubbers. Constr. Build. Mater. 2014, 63, 206–213. [Google Scholar] [CrossRef]
- Si, R.; Wang, J.; Guo, S.; Dai, Q.; Han, S. Evaluation of laboratory performance of self-consolidating concrete with recycled tire rubber. J. Clean. Prod. 2018, 180, 823–831. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of elevated temperature and cooling regimes on mechanical and durability properties of concrete containing waste rubber fiber. Constr. Build. Mater. 2017, 137, 35–45. [Google Scholar] [CrossRef]
- Turgut, P.; Yesilata, B. Physico-mechanical and thermal performances of newly developed rubber-added bricks. Energ. Build. 2008, 40, 679–688. [Google Scholar] [CrossRef]
- Paine, K.A.; Dhir, R.K. Research on new applications for granulated rubber in concrete. Proc. Inst. Civ. Eng. Constr. Mater. 2010, 163, 7–17. [Google Scholar] [CrossRef] [Green Version]
- Zhu, X.; Miao, C.; Liu, J.; Hong, J. Influence of crumb rubber on frost resistance of concrete and effect mechanism. Procedia Eng. 2012, 27, 206–213. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zhou, Y.; Wang, R.; Li, Y.; Wu, X.; Si, Z. Experimental investigation on the properties of the interface between RCC layers subjected to early-age frost damage. Cem. Concr. Compos. 2022, 134, 104745. [Google Scholar] [CrossRef]
- Nehdi, M.L.; Najjar, M.F.; Soliman, A.M.; Azabi, T.M. Novel eco-efficient two-stage concrete incorporating high volume recycled content for sustainable pavement construction. Constr. Build. Mater. 2017, 146, 9–14. [Google Scholar] [CrossRef]
- Baricevic, A.; Pezer, M.; Jelcic Rukavina, M.; Serdar, M.; Stirmer, N. Effect of polymer fibers recycled from waste tires on properties of wet-sprayed concrete. Constr. Build. Mater. 2018, 176, 135–144. [Google Scholar] [CrossRef]
- Alsaif, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Freeze-thaw resistance of steel fibre reinforced rubberised concrete. Constr. Build. Mater. 2019, 195, 450–458. [Google Scholar] [CrossRef]
- Gonen, T. Freezing-thawing and impact resistance of concretes containing waste crumb rubbers. Constr. Build. Mater. 2018, 177, 436–442. [Google Scholar] [CrossRef]
- Al-Akhras, N.M.; Smadi, M.M. Properties of tire rubber ash mortar. Cem. Concr. Compos. 2004, 26, 821–826. [Google Scholar] [CrossRef]
- Topçu, İ.B.; Bilir, T. Experimental investigation of some fresh and hardened properties of rubberized self-compacting concrete. Mater. Des. 2009, 30, 3056–3065. [Google Scholar] [CrossRef]
- Si, R.; Guo, S.; Dai, Q. Durability performance of rubberized mortar and concrete with NaOH-solution treated rubber particles. Constr. Build. Mater. 2017, 153, 496–505. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Mechanical, durability, and microstructural properties of macro synthetic polypropylene (PP) fiber-reinforced rubber concrete. J. Clean. Prod. 2019, 234, 1351–1364. [Google Scholar] [CrossRef]
- Zhang, B.; Feng, Y.; Xie, J.; Lai, D.; Yu, T.; Huang, D. Rubberized geopolymer concrete: Dependence of mechanical properties and freeze-thaw resistance on replacement ratio of crumb rubber. Constr. Build. Mater. 2021, 310, 125248. [Google Scholar] [CrossRef]
- Richardson, A.E.; Coventry, K.A.; Ward, G. Freeze/thaw protection of concrete with optimum rubber crumb content. J. Clean. Prod. 2012, 23, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Hu, Z.; Li, Y.; Wang, K.; Zhang, H. Review on the deterioration and approaches to enhance the durability of concrete in the freeze–thaw environment. Constr. Build. Mater. 2022, 321, 126371. [Google Scholar] [CrossRef]
- Topçu, İ.B.K.; Demir, A. Durability of rubberized mortar and concrete. J. Mater. Civ. Eng. 2007, 19, 173–178. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Behaviour of waste rubber powder and hybrid rubber concrete in aggressive environment. Constr. Build. Mater. 2019, 217, 283–291. [Google Scholar] [CrossRef]
- Bisht, K.; Ramana, P.V. Waste to resource conversion of crumb rubber for production of sulphuric acid resistant concrete. Constr. Build. Mater. 2019, 194, 276–286. [Google Scholar] [CrossRef]
- Sofi, A. Effect of waste tyre rubber on mechanical and durability properties of concrete—A review. Ain Shams Eng. J. 2018, 9, 2691–2700. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Rahimi, R.S.; Nikbin, I.M.; Allahyari, H.; Habibi, T.S. Sustainable approach for recycling waste tire rubber and polyethylene terephthalate (PET) to produce green concrete with resistance against sulfuric acid attack. J. Clean. Prod. 2016, 126, 166–177. [Google Scholar] [CrossRef]
- Bassuoni, M.T.; Nehdi, M.L. Resistance of self-consolidating concrete to sulfuric acid attack with consecutive pH reduction. Cem. Concr. Res. 2007, 37, 1070–1084. [Google Scholar] [CrossRef]
- Pham, T.M.; Elchalakani, M.; Hao, H.; Lai, J.; Ameduri, S.; Tran, T.M. Durability characteristics of lightweight rubberized concrete. Constr. Build. Mater. 2019, 224, 584–599. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Long-term sulfate resistance of cementitious composites containing fine crumb rubber. Cem. Concr. Compos. 2019, 104, 103354. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Experimental and modelling studies on high strength concrete containing waste tire rubber. Sustain. Cities Soc. 2015, 19, 68–73. [Google Scholar] [CrossRef]
- Li, Y.; Yang, X.; Lou, P.; Wang, R.; Li, Y.; Si, Z. Sulfate attack resistance of recycled aggregate concrete with NaOH-solution-treated crumb rubber. Constr. Build. Mater. 2021, 287, 123044. [Google Scholar] [CrossRef]
- Yung, W.H.; Yung, L.C.; Hua, L.H. A study of the durability properties of waste tire rubber applied to self-compacting concrete. Constr. Build. Mater. 2013, 41, 665–672. [Google Scholar] [CrossRef]
- Gheni, A.A.; Alghazali, H.H.; ElGawady, M.A.; Myers, J.J.; Feys, D. Durability properties of cleaner cement mortar with by-products of tire recycling. J. Clean. Prod. 2019, 213, 1135–1146. [Google Scholar] [CrossRef]
- Fernández-Ruiz, M.A.; Gil-Martín, L.M.; Carbonell-Márquez, J.F.; Hernández-Montes, E. Epoxy resin and ground tyre rubber replacement for cement in concrete: Compressive behaviour and durability properties. Constr. Build. Mater. 2018, 173, 49–57. [Google Scholar] [CrossRef]
- Noor, N.M.; Hamada, H.; Sagawa, Y.; Yamamoto, D. Effect of crumb rubber on concrete strength and chloride ion penetration resistance. J. Teknol. 2015, 77, 171–178. [Google Scholar]
- Gueneyisi, E. Strength development and chloride penetration in rubberized concretes with and without silica fume. Mater. Struct. 2007, 40, 953–964. [Google Scholar]
- Dong, Q.; Huang, B.; Shu, X. Rubber modified concrete improved by chemically active coating and silane coupling agent. Constr. Build. Mater. 2013, 48, 116–123. [Google Scholar] [CrossRef]
- Oikonomou, N.; Mavridou, S. Improvement of chloride ion penetration resistance in cement mortars modified with rubber from worn automobile tires. Cem. Concr. Compos. 2009, 31, 403–407. [Google Scholar] [CrossRef]
- Zhu, H.; Liang, J.; Xu, J.; Bo, M.; Li, J.; Tang, B. Research on anti-chloride ion penetration property of crumb rubber concrete at different ambient temperatures. Constr. Build. Mater. 2018, 189, 42–53. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Mehra, P.; Kumar, S. Performance of high strength rubberized concrete in aggressive environment. Constr. Build. Mater. 2015, 83, 320–326. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C. Long term behaviour of cement concrete containing discarded tire rubber. J. Clean. Prod. 2015, 102, 78–87. [Google Scholar] [CrossRef]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, Q.; Li, Y. Deterioration of concrete under the coupling effects of freeze–thaw cycles and other actions: A review. Constr. Build. Mater. 2022, 319, 126045. [Google Scholar] [CrossRef]
- Afshinnia, K.; Poursaee, A. The influence of waste crumb rubber in reducing the alkali–silica reaction in mortar bars. J. Build. Eng. 2015, 4, 231–236. [Google Scholar] [CrossRef]
- Ho, A.C.; Turatsinze, A.; Hameed, R.; Vu, D.C. Effects of rubber aggregates from grinded used tyres on the concrete resistance to cracking. J. Clean. Prod. 2012, 23, 209–215. [Google Scholar] [CrossRef]
- ASTM C1260; Standard Test Method for Potential Alkali-Reactivity of Aggregates Mortar Bar Method. American Society for Testing and Materials: West Conshohocken, PA, USA, 2003.












| Treatment Method | Mechanism | Advantages | Disadvantages |
|---|---|---|---|
| Pre-treating with NaOH solution [27] | Remove zinc stearate from rubber particle surface, make rubber surface hydrophilic. | High efficiency, widely used, and synergy with other methods. | The compressive strength is not improved, even slightly reduced. |
| Pre-treating with KMnO4 [28] | Oxidize rubber surface to make the surface hydrophilic. | High efficiency, cheap, and alternative chlorinated oxidizer. | Complicated operation and time consuming. |
| Pre-treating with NaHSO3 [28] | Sulphonate rubber surface to make the surface hydrophilic. | High efficiency and cheap. | Complicated operation and time consuming. |
| Pre-coating with LP [38] | Make the rubber surface hydrophilic and rough. | Cheap and easy access to raw materials. | The void content and water absorption increase. |
| Pre-coating with ethoxyline resin [40] | Make the rubber surface hydrophilic and sticky. | High efficiency. | The freeze–thaw resistance decreases. |
| Pre-coating with emulsion [40] | Increase the rubber elastic modulus of and make the rubber hydrophilic. | High efficiency and simple operation. | The compressive strength and axial compressive strength decrease. |
| Pre-coating with styrene-butadiene-type copolymer [41] | Make the rubber hydrophilic and rough. | High efficiency. | The freeze–thaw resistance decreases slightly. |
| Pre-treating with SCA [30,33,39] | Facilitate the chemical bonding between rubber and cement. | High efficiency and easy to combine other methods. | The dynamic elastic modulus decreases slightly. |
| Pre-coating with cement [30,39] | Make the rubber hydrophilic and strengthen the elastic modulus. | High efficiency and easy access to raw materials. | Excessive cement coating is not conducive to the increase of density. |
| Pre-coating with Na2SiO3 [39] | Promoting the generation of calcium silicate hydrate gel in ITZ. | High efficiency and environment friendly. | The air content increases. |
| Pre-treating with acetone [32] | Facilitate the bonding between rubber and cement. | High efficiency and simple operation procedure. | The workability decreases. |
| References | Workability | Density | Compressive Strength | Splitting Tensile Strength | Flexural Strength | Modulus of Elasticity |
| [10] | √ | √ | √ | √ | √ | √ |
| [21] | √ | √ | √ | √ | √ | √ |
| [22] | - | - | √ | √ | √ | √ |
| [24] | √ | √ | √ | √ | √ | √ |
| References | Abrasion Resistance | Water Absorption | Permeability | Freeze–Thaw Resistance | Acid Resistance | Sulphate Resistance |
| [10] | √ | - | - | - | - | - |
| [21] | √ | √ | √ | √ | - | - |
| [22] | - | - | √ | √ | √ | √ |
| [24] | √ | - | - | - | - | - |
| References | Chloride Penetration Resistance | Carbonation Resistance | Alkali–Silica Reaction Damage Resistance | Shrinkage | Microstructure | Long-Term Behavior |
| [10] | - | - | - | - | - | - |
| [21] | √ | √ | - | √ | - | - |
| [22] | - | - | - | √ | √ | - |
| [24] | - | - | - | - | √ | - |
| Materials | In USA | In European Union | ||
|---|---|---|---|---|
| Truck Tyre | Car Tyre | Truck Tyre | Car Tyre | |
| Natural rubber (%) | 27 | 14 | 30 | 22 |
| Synthetic rubber (%) | 14 | 27 | 15 | 23 |
| Carbon black (%) | 28 | 28 | 20 | 28 |
| Steel (%) | 14–15 | 14–15 | 25 | 13 |
| Others (textile, fillers, curatives, stabilizers, antioxidants, and antiozonants) (%) | 16–17 | 16–17 | 10 | 14 |
| Term Name | Particle Size Range | Replacement Type |
|---|---|---|
| Shredded tyre | 100–230 mm in width, 300–460 mm in length | Coarse aggregate |
| Chipped tyre | 13–76 mm | Coarse aggregate |
| Fibre rubber | 2–5 mm in width, 10–22 mm in length | Fine aggregate |
| Granulated crumb rubber | 0.5–9.5 mm | Coarse aggregate or Fine aggregate |
| Crumb rubber | 0.425–4.75 mm | Fine aggregate or cement |
| Rubber powder/Rubber ash | ≤0.425 mm | Cement |
| Reference | Treatment Method | RA a Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | Variation in Abrasion Resistance | D, ML, CL, ARS Compare to the Control Type (%) |
|---|---|---|---|---|---|---|---|
| Bisht and Ramana [54] | Untreated | CR: 0.6 | 4, 4.5, 5, 5.5 by weight | FAG | OC | ↓ b | 1.27% ↑, 7.59% ↑, 11.39% ↑, 17.72% ↑ (D) |
| Ridgley et al. [56] | Untreated | CR: 0–4.5 | 40 by volume | FAG | OC | ↓ | 55.71% ↑ (ML) |
| Thomas and Gupta [57] | Untreated | Rubber powder: 0.6 (40%) and CR: 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | HSC | ↑ | 7.04% ↓, 19.72% ↓, 21.13% ↓, 19.72% ↓, 20.42% ↓, 27.46% ↓, 28.17% ↓, 32.39% ↓ (D) |
| Mohammed et al. [59] | Untreated | Rubber powder: 0.6 (40%) and CR: 1–3 (40%) + 3–5 (20%) | 10, 20, 30 by volume | FAG | RCC | ↓ | 10% ↓, 10% ↑, 12.5% ↑ (CL) |
| Shen et al. [60] | Untreated | CR: 1.18–4.75 | 18 by volume | CAG | Polymer modified porous concrete | ↑ | 13% ↓ (D) |
| Silva et al. [61] | Untreated | CR: 1.18–2.36 | 10, 20, 30, 40, 50 by weight | FAG | Paving block concrete | ↑ | 1.37% ↑, 8.22% ↓, 16.44% ↓, 12.33% ↓, 17.81% ↓ (ML) |
| Gesoğlu et al. [62] | Untreated | CR: 0.1–1 | 10, 20 by volume | CAG | Pervious RC | ↑ | 57.78% ↓, 80% ↓ (D) |
| Thomas et al. [63] | Untreated | Rubber powder 0.6 (40%) and CR 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | OC | ↑ | 8.51% ↓, 12.77% ↓, 2.13% ↓, 12.06% ↓, 13.48% ↓, 15.60% ↓, 16.31% ↓, 15.60% ↓ (D) |
| Sukontasukkul and Chaikaew [64] | Untreated | CR: 1.2–5 | 10, 20 by weight | FAG and CAG | Pedestrian block concrete | ↓ | 303.3% ↑, 1376.7% ↑ (ML) |
| Untreated | CR: 0.16–1.2 | 10, 20 by weight | FAG and CAG | Pedestrian block concrete | ↓ | 223.3% ↑, 973.3% ↑ (ML) | |
| Untreated | CR: 0.16–5 | 10, 20 by weight | FAG and CAG | Pedestrian block concrete | ↓ | 186.7% ↑, 756.7% ↑ (ML) | |
| Gupta et al. [49] | Untreated | Rubber ash: 0.15–1.0 | 5, 10, 15, 20 by volume | FAG | OC | ↓ | 5.04% ↑, 8.4% ↑, 16.8% ↑, 19.3% ↑ (D) |
| He et al. [28] | Pre-treating with KMnO4 and NaHSO3 | Rubber powder: 0.425 | 2, 4, 6 by weight | FAG | OC | ↑ | 5.1% ↑, 17.9% ↑, 41.1% ↑ (ARS) |
| Onuaguluchi [38] | Pre-coating with LP | CR: 0.9–3 | 5, 10, 15 by volume | FAG | OC | ↑ | 8% ↓, 19.9% ↓, 11.7% ↓ (ML) |
| Segre [27] | Pre-treating with NaOH | Rubber powder: 0–0.5 | 10 by weight | FAG | OC | ↑ | 57.3% ↓ (ML) |
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | Variation in Water Absorption | Water Absorption Compared to the Control Type |
|---|---|---|---|---|---|---|---|
| Youssf et al. [72] | Untreated | CR: 1.18 and 2.36 | 10, 20, 30, 40, 50 by volume | FAG | OC | ↑ a | 3.23% ↓, 12.90% ↑, 29.03% ↑, 32.26% ↑, 45.16% ↑ |
| Bisht and Ramana [54] | Untreated | CR: 0.6 | 4, 4.5, 5, 5.5 by weight | FAG | OC | ↑ | 12.57% ↑, 26.18% ↑, 41.88% ↑, 68.06% ↑ |
| Hunag et al. [73] | Untreated | CR: 0–4.75 | 10, 20, 30, 40 by volume | FAG | lightweight aggregate concrete | ↑ | 1.43% ↑, 14.29% ↑, 28.57% ↑, 35.71% ↑ |
| Thomas et al. [63] | Untreated | Rubber powder 0.6 (40%) and CR: 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | OC | ↑ | 16.67% ↑, 16.67% ↑, 33.33% ↑, 66.67% ↑, 66.67% ↑, 83.33% ↑, 100.00% ↑, 133.33% ↑ |
| Onuaguluchi and Panesar [68] | Untreated | CR: 0–2.3 | 5, 10, 15 by volume | FAG | OC | ↑ | 12.73% ↑, 14.55% ↑, 27.27% ↑ |
| Benazzouk et al. [74] | Untreated | CR: 0–1.0 | 10, 20, 30, 40, 50 by volume | Cement | OC | ↓ | 52.33% ↓, 68.39% ↓, 74.61% ↓, 77.20% ↓, 80.83% ↓ |
| Mohammed et al. [67] | Untreated | CR: 0.1–0.5 | 10, 25, 50 by volume | FAG | OC | ↑ | 5% ↑, 20% ↑, 45% ↑ |
| Gesoğlu and Güneyisi [75] | Untreated | CR: 0.15–2.0 | 5, 15, 25 by volume | FAG | OC | ↓ | 2.4% ↓, 6.2% ↓, 1.8% ↓ |
| Mohammed and Adamu [59] | Untreated | CR: 0.6 (40%), 1–3 (40%), 3–5 (20%) | 10, 20, 30 by volume | FAG | OC | ↓ | 22.5% ↓, 13.4% ↓, 5.8% ↓ |
| Girskas and Nagrockienė [71] | Particle size effect | CR: 2–4 | 5, 10, 20 by weight | FAG | OC | ↑ | 14.04% ↑, 30.66% ↑, 41.83% ↑ |
| Thomas and Gupta [57] | Particle size effect | Rubber powder: 0.6 (40%) and CR: 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | OC | ↑ | 1.52% ↓, 4.55% ↓, 4.55% ↓, 3.03% ↓, 0%, 3.03% ↑, 7.58% ↑, 12.12% ↑ |
| Sukontasukkul and Tiamlom [76] | Particle size effect | CR: 0.5–3.35 | 10, 20, 30 by volume | FAG | OC | ↑ | 15.38% ↑, 19.23% ↑, 42.31% ↑ |
| Ganjian et al. [42] | Particle size effect | Chipped rubber: 2.5–11.0 | 5, 7.5, 10 by weight | CAG | OC | ↑ | 2.38% ↑, 45.24% ↑, 64.29% ↑ |
| Benazzouk et al. [74] | Particle size effect | Rubber powder: 0–1.0 | 10, 20, 30, 40, 50 by volume | Cement | OC | ↓ | 52.33% ↓, 68.39% ↓, 74.61% ↓, 77.20% ↓, 80.83% ↓ |
| Li et al. [77] | Particle size effect | Rubber powder: 0–0.3, 1–2 | 30 by volume | FAG | SCC | ↓ | 10.9% ↓, 24.4% ↓ |
| Kashani et al. [78] | Pre-treating with NaOH, | CR: 0.9–2.5 | 10, 20, 30 by weight | Total solid mass | Light weight cellular concrete | ↓ | 14.29% ↓, 60.71% ↓, 66.07% ↓ |
| Meddah et al. [79] | Pre-treating with NaOH, followed pre-coating with resin | Granulated CR: 2.5–5 | 5, 10, 15, 20, 25, 30 by volume | CAG | RCC | ↓ | 16.46% ↓, 41.77% ↓, 49.37% ↓, 60.76% ↓, 63.29% ↓, 70.89% ↓ |
| Onuaguluchi [38] | Pre-coating with LP | CR: 0.9–3 | 5, 10, 15 by volume | FAG | OC | ↓ | 23.2% ↓, 43.4% ↓, 49.9% ↓ |
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Concrete Type | Variation in Water Permeability | Permeability Compared to the Control Type |
|---|---|---|---|---|---|---|---|
| Thomas et al. [63] | Untreated | Rubber powder: 0.6 (40%) and CR: 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | OC | ↑ a | 18.42% ↑, 13.16% ↑, 60.53% ↑, 105.26% ↑, 115.79% ↑, 115.79% ↑, 163.16% ↑, 163.16% ↑ |
| Hunag et al. [73] | Untreated | CR: 0–4.75 | 10, 20, 30 by volume | FAG | OC | ↑ | 16.67% ↑, 50.00% ↑, 66.67% ↑ |
| Bisht and Ramana [54] | Untreated | CR: 0.6 | 4, 4.5, 5, 5.5 by weight | FAG | OC | ↑ | 2.56% ↑, 7.69% ↑, 8.97% ↑, 19.23% ↑ |
| Thomas and Gupta [57] | Untreated | Rubber powder: 0.6 (40%) and CR: 0.8–2 (35%) + 2–4 (25%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by weight | FAG | OC | ↑ | 0, 25% ↑, 75% ↑, 75% ↑, 100% ↑, 150% ↑, 150% ↑, 225% ↑ |
| Wang et al. [89] | Pre-treating with NaOH | CR: 1.44–2.83 | 15, 25 by volume | FAG | SCC | ↓ | 52.04% ↓, 54.08% ↓ |
| Reference | Treatment Method | RA Type and Size (mm) | RA Replacement Ratio (%) | Replacement Pattern | Carbonation Resistance | Carbonation Depth Compared to the Control Type |
|---|---|---|---|---|---|---|
| Gheni et al. [118] | Untreated | Rubber powder: <0.075 | 5, 10, 15, 20, 25 by volume | Cement | ↓ a | 50% ↑, 75% ↑, 150% ↑, 50% ↑, 250% ↑ |
| Thomas et al. [125] | Untreated | CR: 2–4 (25%) + 0.8–2 (35%) and rubber powder: 0.6 (40%) | 2.5, 5, 7.5, 10, 12.5, 15, 17.5, 20 by volume | FAG | ↓ | 0, 9.09% ↓, 9.09% ↓, 9.09% ↓, 0, 9.09% ↑, 18.18% ↑, 27.27% ↑ |
| Gupta et al. [49] | Untreated | Rubber fibres: 2–3 width and 20 in length | 5, 10, 15, 20, 25 by volume | FAG | ↓ | 2.68% ↑, 11.61% ↑, 15.18% ↑, 20.54% ↑, 25.00% ↑ |
| Bravo and Brito [69] | Untreated | CR: 1 | 5, 10, 15 by volume | FAG | ↓ | 14.29% ↑, 21.43% ↑, 42.86% ↑ |
| Pham et al. [113] | Pre-treating with NaOH | CR: 1–7 | 15, 30 by volume | FAG and CAG | ↑ | 28.2% ↓, 16.7% ↓ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Chai, J.; Wang, R.; Zhou, Y.; Tong, X. A Review of the Durability-Related Features of Waste Tyre Rubber as a Partial Substitute for Natural Aggregate in Concrete. Buildings 2022, 12, 1975. https://doi.org/10.3390/buildings12111975
Li Y, Chai J, Wang R, Zhou Y, Tong X. A Review of the Durability-Related Features of Waste Tyre Rubber as a Partial Substitute for Natural Aggregate in Concrete. Buildings. 2022; 12(11):1975. https://doi.org/10.3390/buildings12111975
Chicago/Turabian StyleLi, Yang, Jiaqi Chai, Ruijun Wang, Yu Zhou, and Xiaogen Tong. 2022. "A Review of the Durability-Related Features of Waste Tyre Rubber as a Partial Substitute for Natural Aggregate in Concrete" Buildings 12, no. 11: 1975. https://doi.org/10.3390/buildings12111975