
The Dimensional Stability and Bonding Performance of Hybrid CLT Fabricated with Lumber and COSB
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. CLT and HCLT Configurations
2.3. CLT and HCLT Specimen Preparation
2.4. Test Methods
2.4.1. Water Absorption and Thickness Swelling Tests
2.4.2. Block Shear Test
2.4.3. Delamination Test
3. Results and Discussion
3.1. Dimensional Stability
3.1.1. Water Absorption
3.1.2. Thickness Swelling
3.2. Bonding Performance
3.2.1. Block Shear Strength
3.2.2. Rate of Delamination
4. Conclusions
- (1)
- Dimensional stability. The addition of COSB reduced the WA of the HCLT specimen, but increased the TS value. The configuration and adhesive had a significant impact on the dimensional stability of the specimen. The effect of COSB on the dimensional stability of HCLT specimen should be comprehensively considered.
- (2)
- Bonding performance. The BSS and WFP of HCLT specimens at dry and wet conditions were higher than those of SPF CLT specimens, especially for the configuration D. The configuration significantly affected the BSS and WFP of specimen. The values of RD-2 cycle were higher than the values of RD-1 cycle, and the PRF specimen had the lowest RD value in the three adhesives specimens.
- (3)
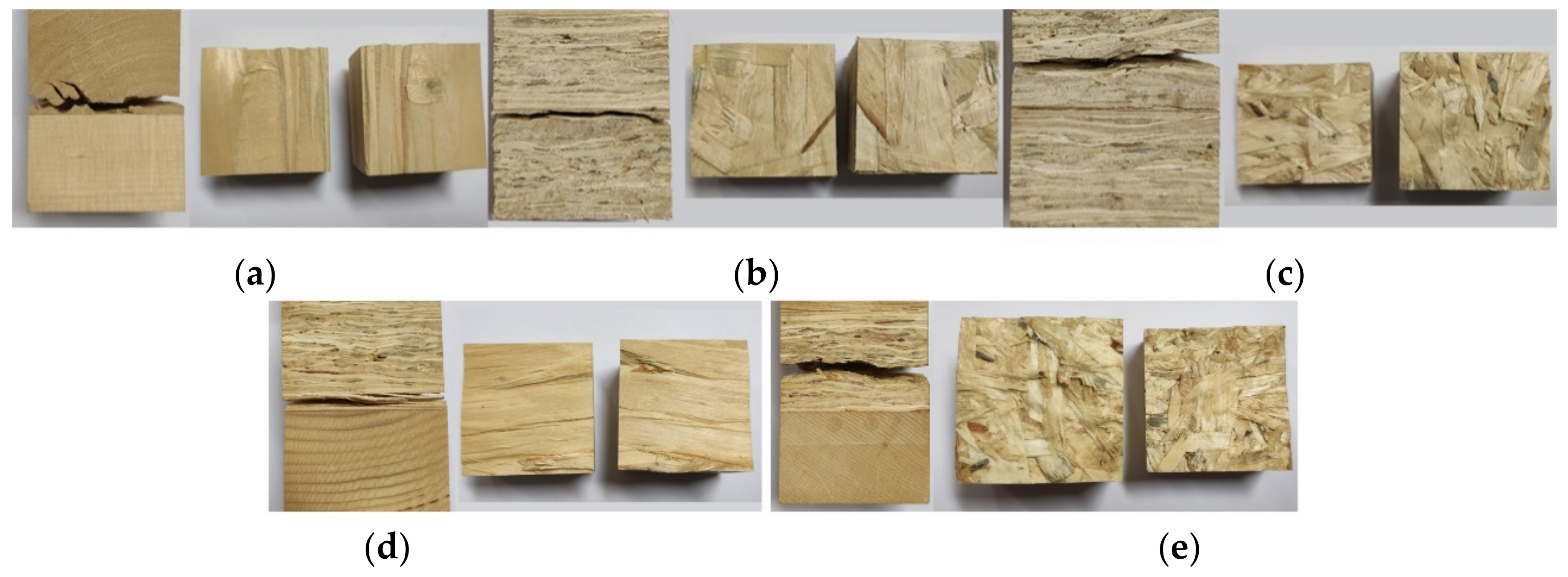
- Failure modes. Due to the density profile of COSB panel, failure was prone to occur in the middle of COSB lamination thickness during the block shear and delamination tests. In addition, the width of the gaps between the SPF dimension lumber at the same lamination became large after delamination tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muszynski, L.; Hansen, E.; Fernando, S.; Schwarzmann, G.; Rainer, J. Insights into the global cross-laminated timber industry. BioProducts Bus. 2017, 2, 77–92. [Google Scholar]
- Pang, S.-J.; Ahn, K.-S.; Kang, S.G.; Oh, J.-K. Prediction of withdrawal resistance for a screw in hybrid cross-laminated timber. J. Wood Sci. 2020, 66, 79–90. [Google Scholar] [CrossRef]
- Davids, W.G.; Willey, N.; Lopez-Anido, R.; Shaler, S.; Gardner, D.; Edgar, R.; Tajvidi, M. Structural performance of hybrid SPFs-LSL cross-laminated timber panels. Constr. Build. Mater. 2017, 149, 156–163. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, H.; Gong, M.; Luo, J.; Dong, W.; Wang, T.; Chui, Y.H. Planar shear and bending properties of hybrid CLT fabricated with lumber and LVL. Constr. Build. Mater. 2017, 151, 172–177. [Google Scholar] [CrossRef]
- Gong, M. Lumber-based mass timber products in construction. In Timber Buildings and Sustainability; IntechOpen: London, UK, 2019. [Google Scholar]
- Yusoh, A.S.; Tahir, P.M.; Uyup, M.K.A.; Lee, S.H.; Husain, H.; Khaidzir, M.O. Effect of wood species, clamping pressure and glue spread rate on the bonding properties of cross-laminated timber (CLT) manufactured from tropical hardwoods. Constr. Build. Mater. 2020, 273, 121721. [Google Scholar] [CrossRef]
- Sikora, K.S.; McPolin, D.O.; Harte, A.M. Effects of the thickness of cross-laminated timber (CLT) panels made from Irish Sitka spruce on mechanical performance in bending and shear. Constr. Build. Mater. 2016, 116, 141–150. [Google Scholar] [CrossRef] [Green Version]
- O’Ceallaigh, C.; Sikora, K.S.; Harte, A.M. The influence of panel lay-up on the characteristic bending and rolling shear strength of CLT. Buildings 2018, 8, 114. [Google Scholar] [CrossRef] [Green Version]
- Sikora, K.S.; McPolin, D.; Harte, A.M. Shear strength and durability testing of adhesive bonds in cross-laminated timber. Adhesion 2016, 92, 758–777. [Google Scholar] [CrossRef] [Green Version]
- Liao, Y.; Tu, D.; Zhou, J.; Zhou, H.; Yun, H.; Gu, J.; Hu, C. Feasibility of manufacturing cross-laminated timber using fast-grown small diameter eucalyptus lumbers. Constr. Build. Mater. 2017, 132, 508–515. [Google Scholar] [CrossRef]
- Yusof, N.M.; Tahir, P.M.; Roseley, A.S.M.; Hua, L.S.; Halip, J.A.; James, R.M.S.; Ashaari, Z. Bond integrity of cross laminated timber from Acacia mangium wood as affected by adhesive types, pressing pressures and loading direction. Int. J. Adhes. Adhes. 2019, 94, 24–28. [Google Scholar] [CrossRef]
- Wetzig, M. Studies on the Optimization of Bonding Hardwoods; Swiss Federal Institute of Technology in Zurich: Zurich, Switzerland; University of Cooperative Education Sachsen: Dresden, Germany, 2009. [Google Scholar]
- Santos, P.; Correia, J.R.; Godinho, L.; Dias, A.M.P.G.; Dias, A. Bonding quality assessment of cross-layered Maritime pine elements glued with one-component polyurethane adhesive. Constr. Build. Mater. 2019, 211, 571–582. [Google Scholar] [CrossRef]
- Knorz, M.; Torno, S.; Kuilen, J.V.D. Bonding quality of industrially produced cross-laminated timber (CLT) as determined in delamination tests. Constr. Build. Mater. 2017, 133, 219–225. [Google Scholar] [CrossRef]
- Song, Y.J.; Hong, S. Evaluation of bonding strength of larch cross-laminated timber. J. Korean Wood Sci. Technol. 2016, 44, 607–615. [Google Scholar] [CrossRef] [Green Version]
- Pang, S.-J.; Jeong, G.Y. Swelling and shrinkage behaviors of cross-laminated timber made of different species with various lamina thickness and combinations. Constr. Build. Mater. 2020, 240, 117924. [Google Scholar] [CrossRef]
- Yusof, N.M.; Tahir, P.; Lee, S.H.; Khan, M.A.; James, R.M.S. Mechanical and physical properties of cross-laminated timber made from Acacia mangium wood as function of adhesive types. J. Wood Sci. 2019, 65, 20. [Google Scholar] [CrossRef] [Green Version]
- Srivaro, S.; Pásztory, Z.; Le Duong, H.A.; Lim, H.; Jantawee, S.; Tomad, J. Physical, mechanical and thermal properties of cross laminated timber made with coconut wood. Eur. J. Wood Wood Prod. 2021, 79, 1519–1529. [Google Scholar] [CrossRef]
- Li, Q.; Wang, Z.; Liang, Z.; Li, L.; Gong, M.; Zhou, J. Shear properties of hybrid CLT fabricated with lumber and OSB. Constr. Build. Mater. 2020, 261, 120504. [Google Scholar] [CrossRef]
- Song, H.; Wang, Z.; Gong, Y.; Li, L.; Zhou, J.; Gong, M. Low-cycle fatigue life and duration-of-load effect for hybrid CLT fabricated from lumber and OSB. J. Build. Eng. 2022, 46, 103832. [Google Scholar] [CrossRef]
- ASTM D1037; Standard Test Methods for Evaluating Properties of Wood Base Fiber and Particle Panel Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2012.
- EN 16351; Timber Structures cross Laminated Timber-Requirements. European Committee for Standardization: Brussels, Belgium, 2015. (In Chinese)
- GB/T 50329; Standard for Test Methods of Timber Structures. Standardization Administration of China: Beijing, China, 2012. (In Chinese)
- GB/T 26899; Structural Glued Laminated Timber. Standardization Administration of China: Beijing, China, 2011. (In Chinese)
- Da Rosa, T.S.; Trianoski, R.; Iwakiri, S.; Bonduelle, G.M.; Guimarães, C.D.C. Optimization of properties of eucalyptus oriented strand boards by specific gravity of panels. Maderay Bosques 2018, 24. [Google Scholar] [CrossRef]
- Papadopoulos, N.; Traboulay, E. Dimensional stability of OSB made from acetylated Fir strands. HolzalsRohund Werkst. 2002, 60, 84–87. [Google Scholar] [CrossRef]
- Konnerth, J.; Harper, D.; Lee, S.-H.; Rials, T.G.; Gindl, W. Adhesive penetration of wood cell walls investigated by scanning thermal microscopy. Holzforschung 2008, 62, 91–98. [Google Scholar] [CrossRef]
- Brandner, R.; Flatscher, G.; Ringhofer, A.; Schickhofer, G.; Thiel, A. Cross laminated timber (CLT): Overview and development. Eur. J. Wood Wood Prod. 2016, 74, 331–351. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, J.; Dong, W.; Yao, Y.; Gong, M. Influence of technical characteristics on the rolling shear properties of cross laminated timber by modified planar shear tests. Maderas Cienc. Tecnol. 2018, 20, 469–478. [Google Scholar] [CrossRef] [Green Version]
- Gui, T.; Cai, S.; Wang, Z.; Zhou, J. Influence of aspect ratio on rolling shear properties of fast-grown small diameter eucalyptus lumber. J. Renew. Mater. 2020, 8, 1053–1066. [Google Scholar] [CrossRef]
- Li, X.; Ashraf, M.; Subhani, M.; Kremer, P.; Kafle, B.; Ghabraie, K. Experimental and numerical study on bending properties of heterogeneous lamella layups in cross laminated timber using Australian Radiata Pine. Constr. Build. Mater. 2020, 247, 118525. [Google Scholar] [CrossRef]
- Brandner, R.; Ringhofer, A.; Grabner, M. Probabilistic models for the withdrawal behavior of single self-tapping screws in the narrow face of cross laminated timber (CLT). Eur. J. Wood Wood Prod. 2018, 76, 13–30. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Configuration Type | Lamination Material | Thickness Ratio of COSB | Lamination Orientation |
|---|---|---|---|
| A | T-T-T | 0 | ∥-⊥-∥ 2 |
| B | T-O-T 1 | 33% | |
| C | O-T-O | 66% | |
| D | O-O-O | 100% |
| Test Type | Dimension (Length × Width × Thickness) mm | Number of Specimens |
|---|---|---|
| Water absorption and thickness swelling | 100 × 100 × 72 | 60 |
| Block shear | 40 × 40 × 72 | 240 |
| Delamination | 100 × 100 × 72 | 240 |
| Specimen | WA (%) | TS (%) | BSS (MPa) | WFP (%) | RD (%) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Dry | Wet | Dry | Wet | Impregnation | Boiling | |||||
| 1 Cycle | 2 Cycles | 1 Cycle | 2 Cycles | |||||||
| PUR-A | 13.07 (4.56) | 2.20 (13.52) | 1.79 (10.90) | 1.54 (6.02) | 83 (13.80) | 58 (45.26) | 5.36 (91.85) | 10.71 (31.20) | 6.91 (81.23) | 13.52 (53.12) |
| PUR-B | 10.23 (10.15) | 2.47 (14.91) | 3.59 (8.08) | 2.79 (15.42) | 97 (8.55) | 95 (9.92) | 2.40 (84.58) | 8.75 (65.08) | 5.63 (96.11) | 11.16 (55.06) |
| PUR-C | 10.06 (6.44) | 2.62 (18.21) | 3.15 (9.70) | 2.05 (15.95) | 95 (6.51) | 72 (23.83) | 2.49 (103.14) | 6.14 (74.71) | 5.90 (57.53) | 12.76 (82.17) |
| PUR-D | 8.02 (13.25) | 3.20 (11.73) | 4.20 (12.78) | 2.94 (8.87) | 100 (0.00) | 100 (0.00) | 2.37 (63.03) | 7.62 (51.41) | 6.94 (72.42) | 8.11 (75.62) |
| EPI-A | 16.72 (12.64) | 2.06 (19.54) | 2.01 (13.00) | 1.74 (8.29) | 77 (21.07) | 56 (40.78) | 5.12 (63.03) | 7.71 (59.92) | 7.40 (106.20) | 13.71 (76.03) |
| EPI-B | 13.50 (5.48) | 2.14 (8.12) | 3.38 (7.91) | 2.77 (6.90) | 91 (11.83) | 84 (16.42) | 4.74 (75.00) | 10.10 (43.51) | 6.33 (77.73) | 15.75 (36.08) |
| EPI-C | 11.06 (7.86) | 2.43 (6.09) | 3.52 (9.93) | 2.70 (10.64) | 91 (5.68) | 86 (16.81) | 3.77 (129.01) | 11.84 (40.88) | 10.16 (60.98) | 17.20 (74.86) |
| EPI-D | 9.35 (14.44) | 3.50 (14.20) | 4.12 (18.09) | 2.91 (12.44) | 98 (3.56) | 96 (6.65) | 3.68 (104.21) | 12.51 (57.66) | 7.46 (31.45) | 16.04 (62.08) |
| PRF-A | 12.99 (11.29) | 1.80 (21.16) | 1.86 (7.32) | 1.62 (6.61) | 66 (14.93) | 69 (17.10) | 3.22 (97.95) | 6.03 (66.17) | 7.97 (65.14) | 9.75 (59.47) |
| PRF-B | 10.18 (13.90) | 2.03 (7.84) | 3.12 (8.04) | 2.33 (6.74) | 82 (10.11) | 73 (14.82) | 1.56 (109.75) | 4.24 (79.71) | 3.70 (147.69) | 6.76 (93.34) |
| PRF-C | 9.39 (10.50) | 2.06 (19.10) | 3.28 (14.23) | 2.66 (6.09) | 87 (10.26) | 75 (14.71) | 2.05 (142.11) | 2.82 (136.71) | 3.77 (111.99) | 7.84 (74.59) |
| PRF-D | 7.84 (12.01) | 2.15 (15.92) | 4.41 (10.44) | 3.65 (4.64) | 100 (0.00) | 100 (0.00) | 1.33 (138.32) | 2.25 (259.90) | 2.73 (147.68) | 5.46 (133.50) |
| Source of Variance | df | Mean Square | Significant Level | |
|---|---|---|---|---|
| Water absorption | configuration | 3 | 64.807 | *** |
| adhesive | 2 | 22.925 | *** | |
| configuration × adhesive | 6 | 5.339 | * | |
| Thickness swelling | configuration | 3 | 2.401 | *** |
| adhesive | 2 | 2.168 | *** | |
| configuration × adhesive | 6 | 0.407 | * |
| Source of Variance | df | Mean Square | Significant Level | |
|---|---|---|---|---|
| BSS at dry condition | configuration | 3 | 24.898 | *** |
| adhesive | 2 | 0.162 | ns | |
| configuration × adhesive | 6 | 0.279 | ns | |
| WPF at dry condition | configuration | 3 | 2616.416 | *** |
| adhesive | 2 | 932.176 | *** | |
| configuration × adhesive | 6 | 143.441 | ns | |
| BSS at wet condition | configuration | 3 | 10.770 | *** |
| adhesive | 2 | 0.538 | *** | |
| configuration × adhesive | 6 | 0.931 | *** | |
| WPF at wet condition | configuration | 3 | 7078.994 | *** |
| adhesive | 2 | 17.502 | ns | |
| configuration × adhesive | 6 | 720.533 | ** |
| Source of Variance | df | Mean Square | Significant Level | |
|---|---|---|---|---|
| Impregnation-1 cycle | configuration | 3 | 8.997 | ns |
| adhesive | 2 | 20.869 | ns | |
| configuration × adhesive | 6 | 3.074 | ns | |
| Impregnation-2 cycle | configuration | 3 | 15.567 | ns |
| adhesive | 2 | 55.118 | *** | |
| configuration × adhesive | 6 | 13.438 | ns | |
| Boiling-1 cycle | configuration | 3 | 15.567 | ns |
| adhesive | 2 | 55.118 | ns | |
| configuration × adhesive | 6 | 13.438 | ns | |
| Boiling-2 cycle | configuration | 3 | 23.152 | ns |
| adhesive | 2 | 338.330 | * | |
| configuration × adhesive | 6 | 16.291 | ns |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Z.; Chen, G.; Wang, Y.; Wang, Z.; Gong, M. The Dimensional Stability and Bonding Performance of Hybrid CLT Fabricated with Lumber and COSB. Buildings 2022, 12, 1669. https://doi.org/10.3390/buildings12101669
Liang Z, Chen G, Wang Y, Wang Z, Gong M. The Dimensional Stability and Bonding Performance of Hybrid CLT Fabricated with Lumber and COSB. Buildings. 2022; 12(10):1669. https://doi.org/10.3390/buildings12101669
Chicago/Turabian StyleLiang, Zhijun, Guojun Chen, Yi Wang, Zhiqiang Wang, and Meng Gong. 2022. "The Dimensional Stability and Bonding Performance of Hybrid CLT Fabricated with Lumber and COSB" Buildings 12, no. 10: 1669. https://doi.org/10.3390/buildings12101669