
Development of Side Mold Control Equipment for Producing Free-Form Concrete Panels


Abstract
:1. Introduction
- Establishing the concept of FCP automatic production technology;
- Analyzing the requirements of side mold control equipment and developing this equipment;
- Manufacturing of FCPs using side mold control equipment; and
- Analyzing the errors in the designed and manufactured FCP.
2. Literature Review
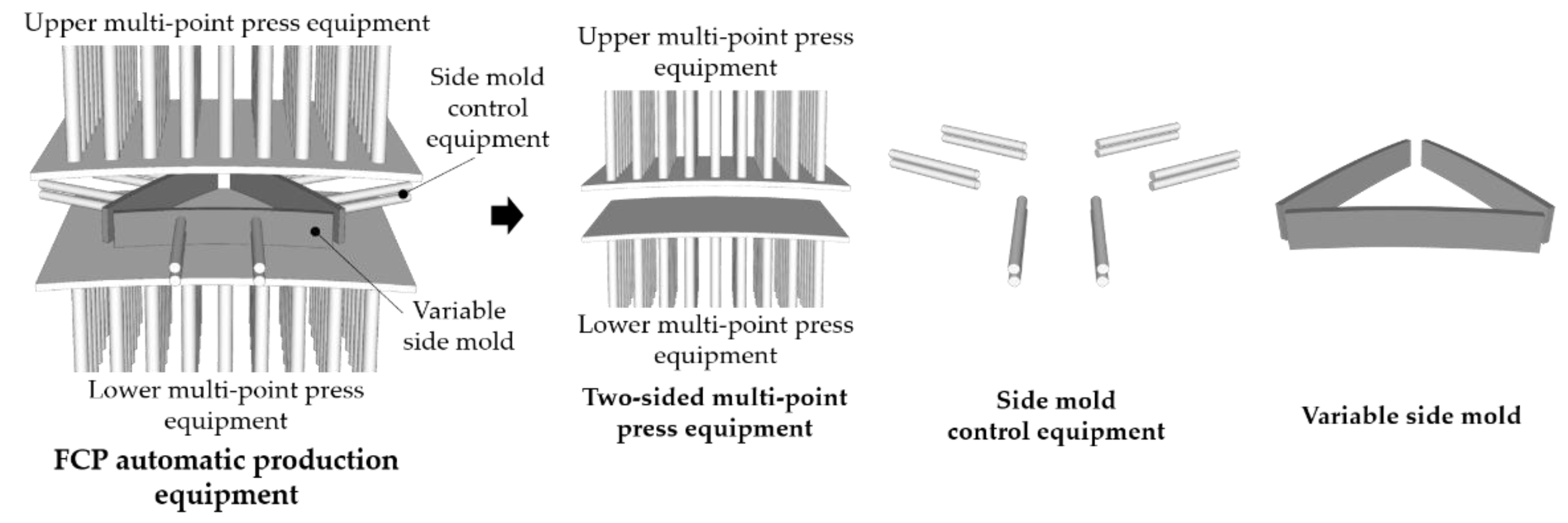
3. Concept of FCP Automatic Production Technology
4. Development of Side Mold Control Equipment
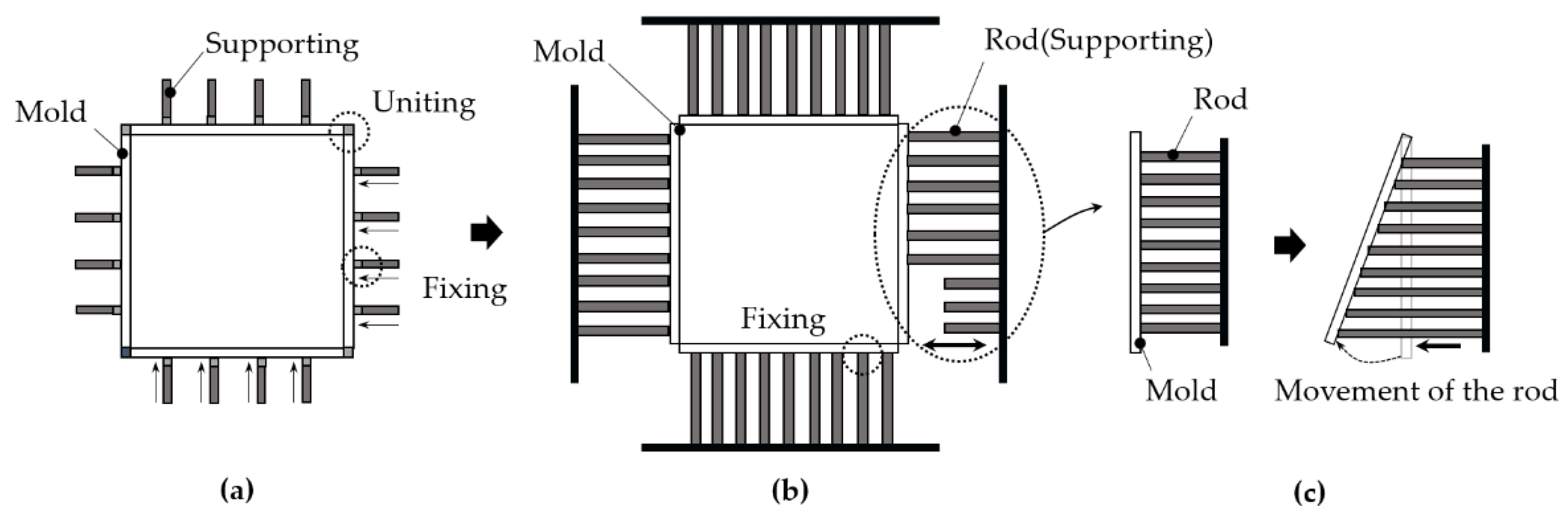
4.1. Requirements Analysis
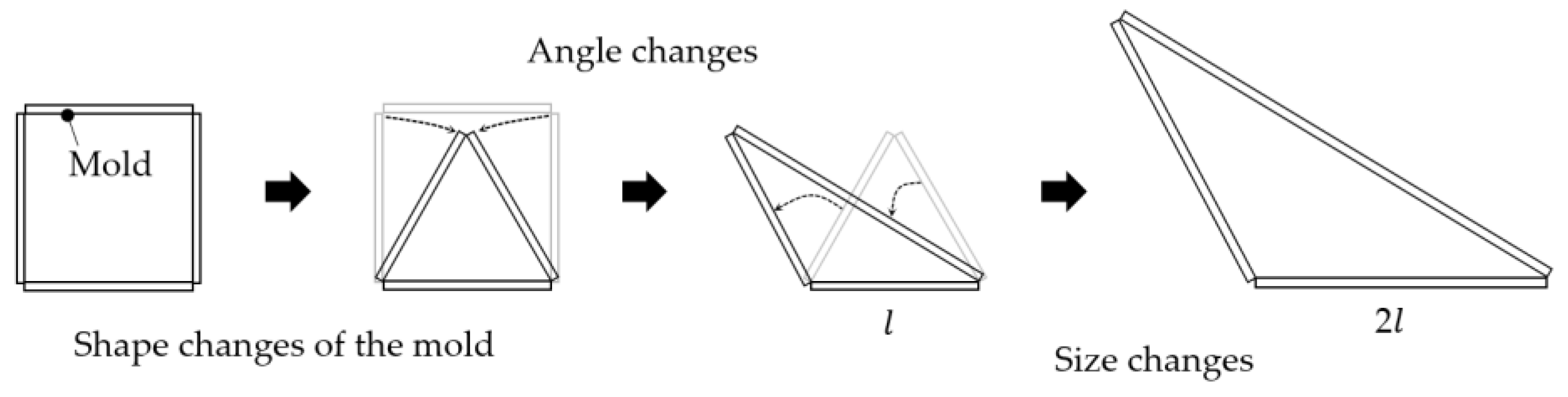
4.2. Equipment Design
4.3. Side Mold Control Equipment
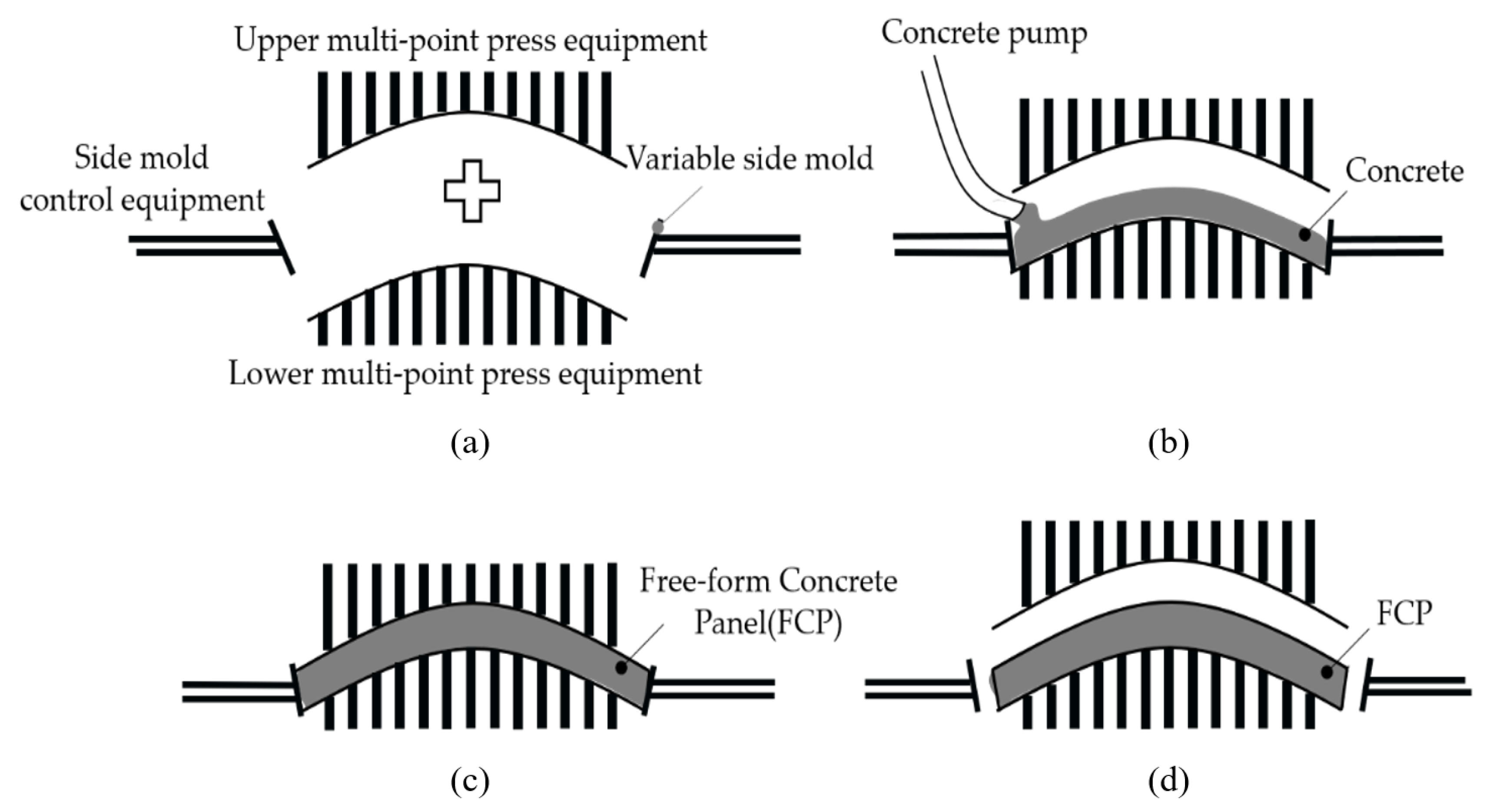
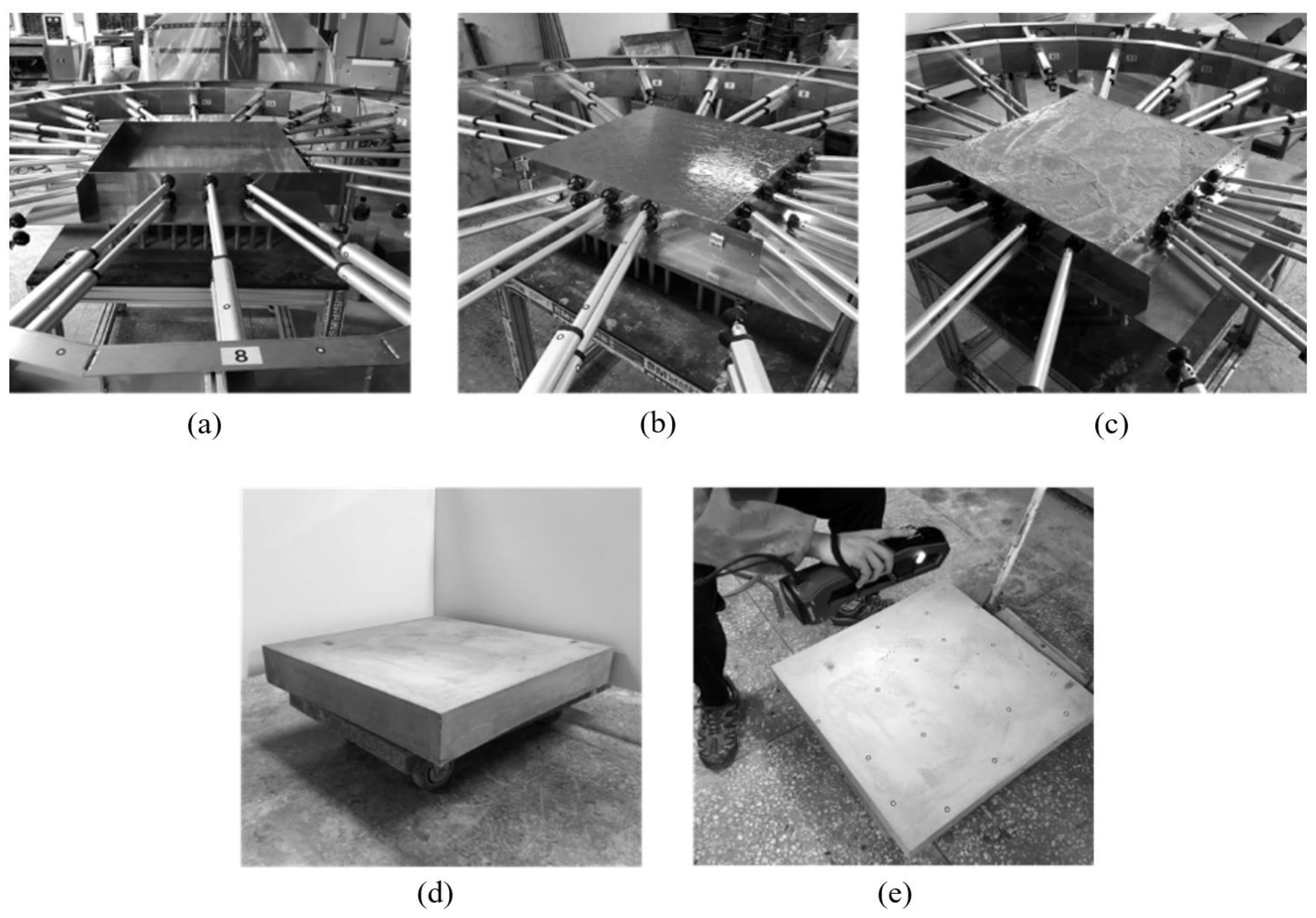
5. FCP Manufacturing Experiment
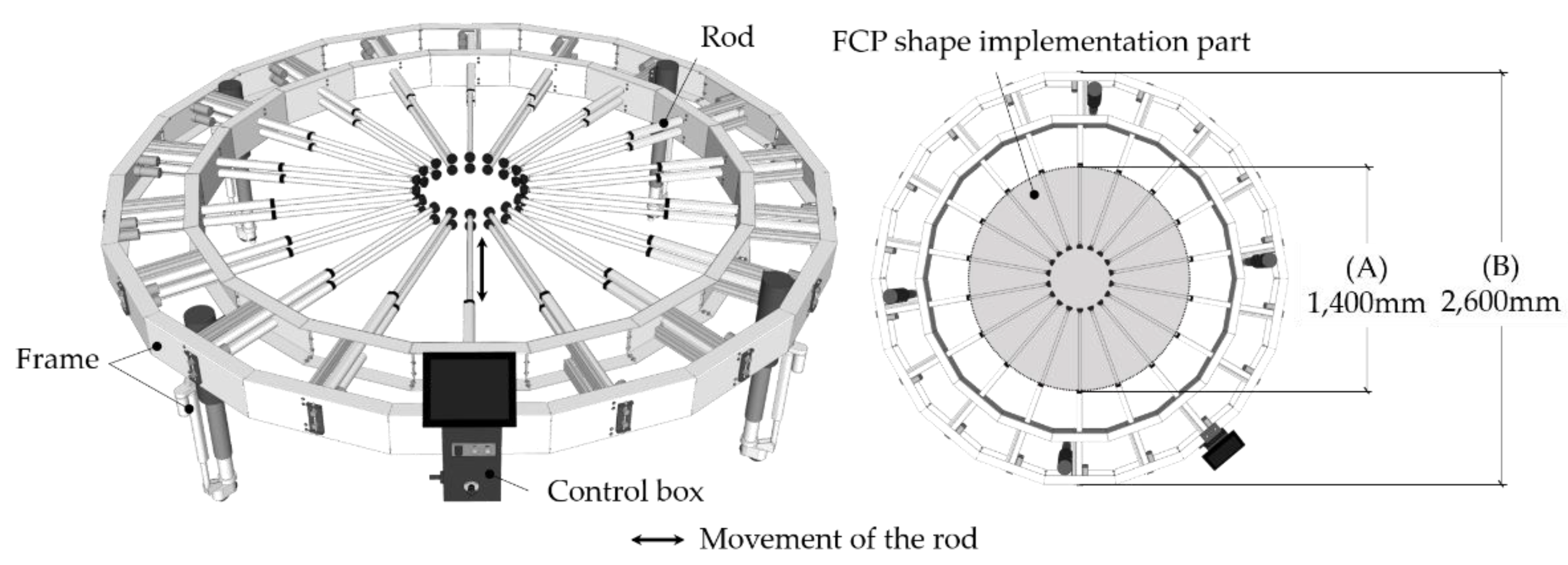
5.1. Equipment and Panel Specifications
5.2. Lateral Pressure on the Formwork
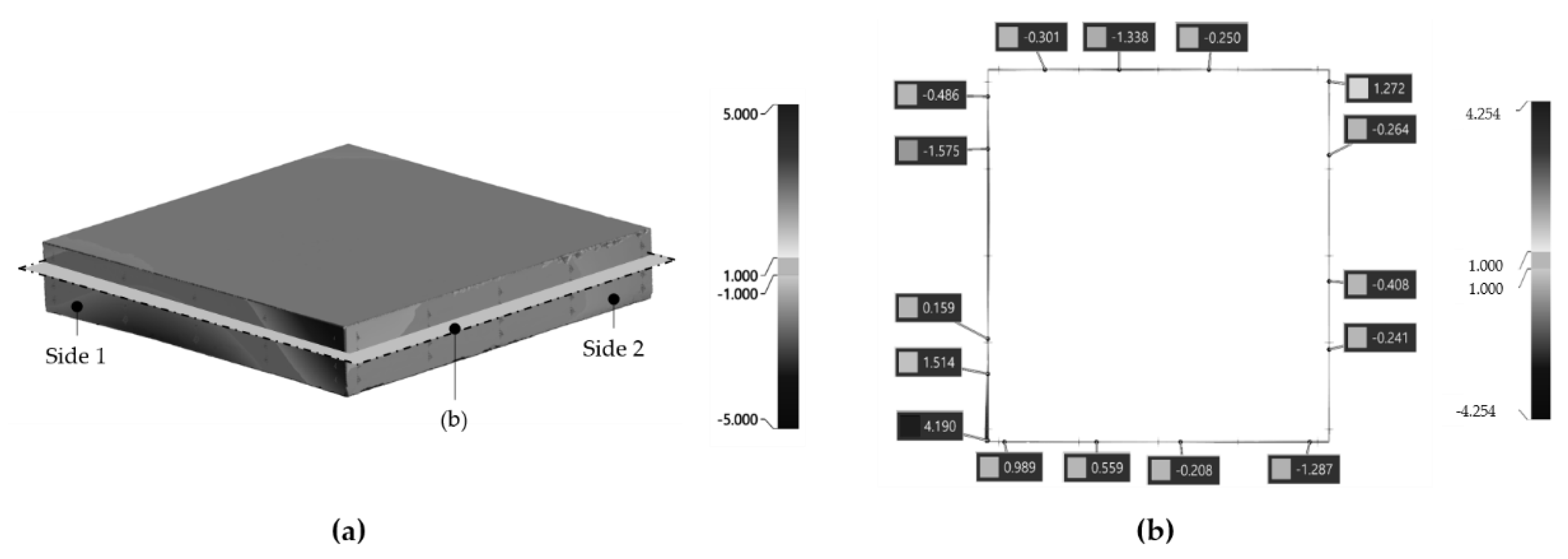
6. FCP Shape Error Analysis
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, S. Classification and Optimization of Irregular Shaped Building Panels by Fabrication Methods-Focused on Dongdaemun Design Plaza and Park. Master’s thesis, Yonsei University, Seoul, Korea, 2009. [Google Scholar]
- Lim, J.; Ock, J. A Study on the Optimization of the Free-Form Buildings Façade Panels. Korean J. Comput. Des. Eng. 2014, 19, 91–102. [Google Scholar] [CrossRef]
- Ryu, J.; Moon, J. A Study on Classification of the Panelizing for Architectural Freeform Surfaces and the Optimization of Panelizing. J. Korea Acad. Ind. Coop. Soc. 2013, 14, 4616–4626. [Google Scholar] [CrossRef] [Green Version]
- Desert Rose Made of Concrete-National Museum of Qatar. Available online: https://www.bft-international.com/en/artikel/bft_Desert_rose_made_of_concrete_-_National_Museum_of_Qatar_3478877.html (accessed on 1 March 2020).
- Architectural Details: Jean Nouvel’s National Museum of Qatar. Available online: https://architizer.com/blog/practice/details/national-museum-of-qatar/ (accessed on 1 January 2020).
- All about the National Museum of Qatar: Museum with a Heart. Available online: https://www.designcommunication.net/architecture/all-about-the-national-museum-of-qatar-museum-with-a-heart (accessed on 1 March 2020).
- Lee, D.; Jang, D.; Kim, S. Production Technology of Free-form Concrete Segments using Phase Change Material. Int. J. Adv. Comput. Sci. Appl. 2014, 4, 202–205. [Google Scholar]
- Lee, D.; Lee, S.-G.; Kim, S. Composite Phase-Change Material Mold for Cost-Effective Production of Free-Form Concrete Panels. J. Constr. Eng. Manag. 2017, 143, 4017012. [Google Scholar] [CrossRef]
- Mandle, P.; Winter, P.; Schmid, V. Free Forms in Composite Constructions, The New House of Music and Music Theatre in Graz; ECCS European Convention for Constructural Steelwork: Brussels, Belgium, 2008; pp. 1209–1214. [Google Scholar]
- Lindsey, B.; Gehry, F. Digital Gehry. Englische Ausgabe. Material Resistance Digital Construction; Springer Science Business Media: Berlin, Germany, 2001. [Google Scholar]
- Toyo Ito & Associates. Meiso no Mori Crematorium Gifu; SCRIBD: San Francisco, CA, USA, 2006; pp. 1–11. [Google Scholar]
- Schipper, H.; Janssen, B. Manufacturing double-curved elements in precast concrete using a flexible mould: First experimental results. In Proceedings of the FIB Symposium, Concrete Engineering for Excellence and Efficiency, Prague, Czech Republic, 8–10 June 2011. [Google Scholar]
- Verhaegh, R. Free Forms in Concrete Fabric. Master’s thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2010. [Google Scholar]
- Oesterle, S.; Vansteenkiste, A.; Mirjan, A. Zero Waste Free-Form Formwork. In Proceedings of the Second International Conference on Flexible Formwork, Bath, UK, 27–29 June 2012. [Google Scholar]
- Seo, J.; Hong, D. 3D Cutting Machine of EPS Foam for Manufacturing Free-Formed Concrete Mold. J. Korean Soc. Precis. Eng. 2017, 34, 35–39. [Google Scholar] [CrossRef]
- Sim, J.; Kim, H.; Park, K.; Kim, C.; Hong, D. Manufacturing Automation System of Freeform Concrete Formwork Using S-LOM Method. J. Korean Soc. Precis. Eng. 2020, 37, 43–50. [Google Scholar] [CrossRef]
- Jeong, K.; Yun, J.; Kim, K.; Lee, D. Development of Operation Technology and Two-Sided Multi-Point Press Equipment for Improving Accuracy of FCP. Test Eng. Manag. 2020, 83, 59–64. [Google Scholar]
- Kim, S.; Son, S.; Lee, D. Development of Sustainable Production Technology of Free-Form Concrete Panels Using a Multi-Point Press CNC Machine. Sustainability 2021, 13, 1990. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
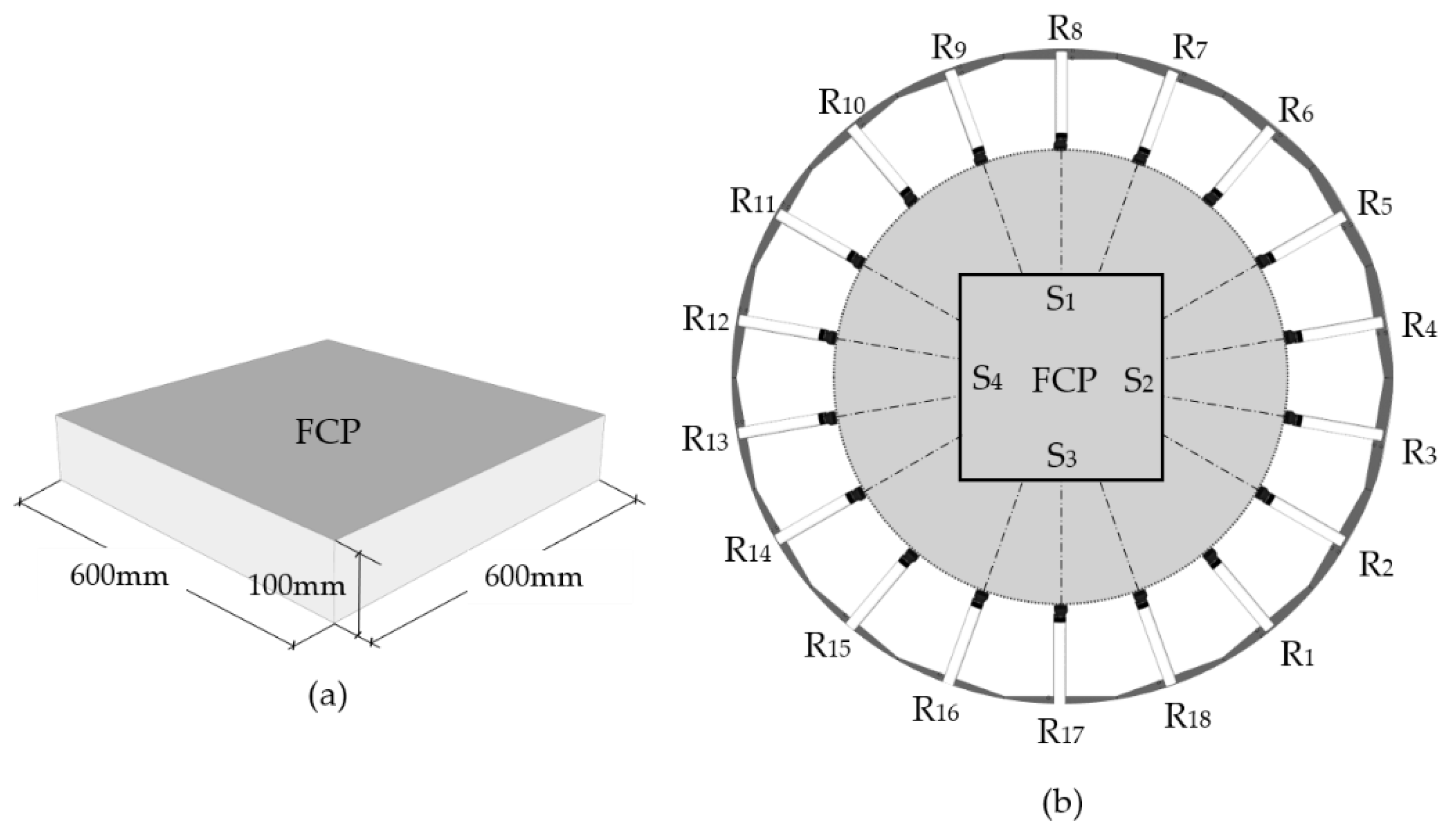
| R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 |
| 0.0 | 353.6 | 395.4 | 395.4 | 353.6 | 0.0 | 380.7 | 400 | 380.7 |
| R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R18 |
| 0.0 | 353.6 | 395.4 | 395.4 | 353.6 | 0.0 | 380.7 | 400 | 380.7 |
| Side 1 | Side 2 | Side 3 | Side 4 | |
|---|---|---|---|---|
| ∠XY plane | 0.004 | 0.003 | 0.001 | 0.001 |
| ∠XZ plane | 0.001 | 0.005 | 0.021 | 0.000 |
| ∠YZ plane | 0.010 | 0.001 | 0.000 | 0.037 |
| All | 0.010 | 0.003 | 0.021 | 0.037 |
| Side 1 | Side 2 | Side 3 | Side 4 | All | Side Error Excluding Particular Section | |
|---|---|---|---|---|---|---|
| Min. | −2.471 | −1.367 | −0.797 | −1.429 | −2.471 | −2.471 |
| Max. | 4.957 | 1.135 | 1.278 | 1.472 | 4.957 | 1.472 |
| Mean. | 0.342 | −0.086 | 0.143 | 0.095 | 0.123 | −0.084 |
| S.D. | 2.218 | 0.917 | 0.766 | 0.921 | 1.313 | 0.964 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yun, J.; Jeong, K.; Youn, J.; Lee, D. Development of Side Mold Control Equipment for Producing Free-Form Concrete Panels. Buildings 2021, 11, 175. https://doi.org/10.3390/buildings11040175
Yun J, Jeong K, Youn J, Lee D. Development of Side Mold Control Equipment for Producing Free-Form Concrete Panels. Buildings. 2021; 11(4):175. https://doi.org/10.3390/buildings11040175
Chicago/Turabian StyleYun, Jiyeong, Kyeongtae Jeong, Jongyoung Youn, and Donghoon Lee. 2021. "Development of Side Mold Control Equipment for Producing Free-Form Concrete Panels" Buildings 11, no. 4: 175. https://doi.org/10.3390/buildings11040175