Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants

 , ,
, ,
Abstract
:1. Introduction
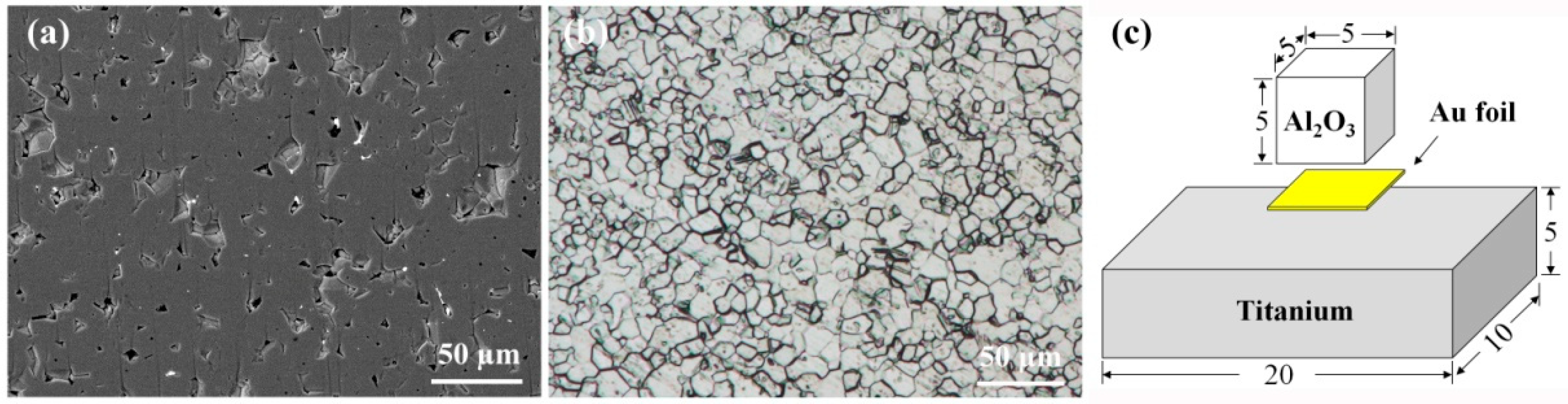
2. Experimental Materials and Methods
3. Results and Discussion
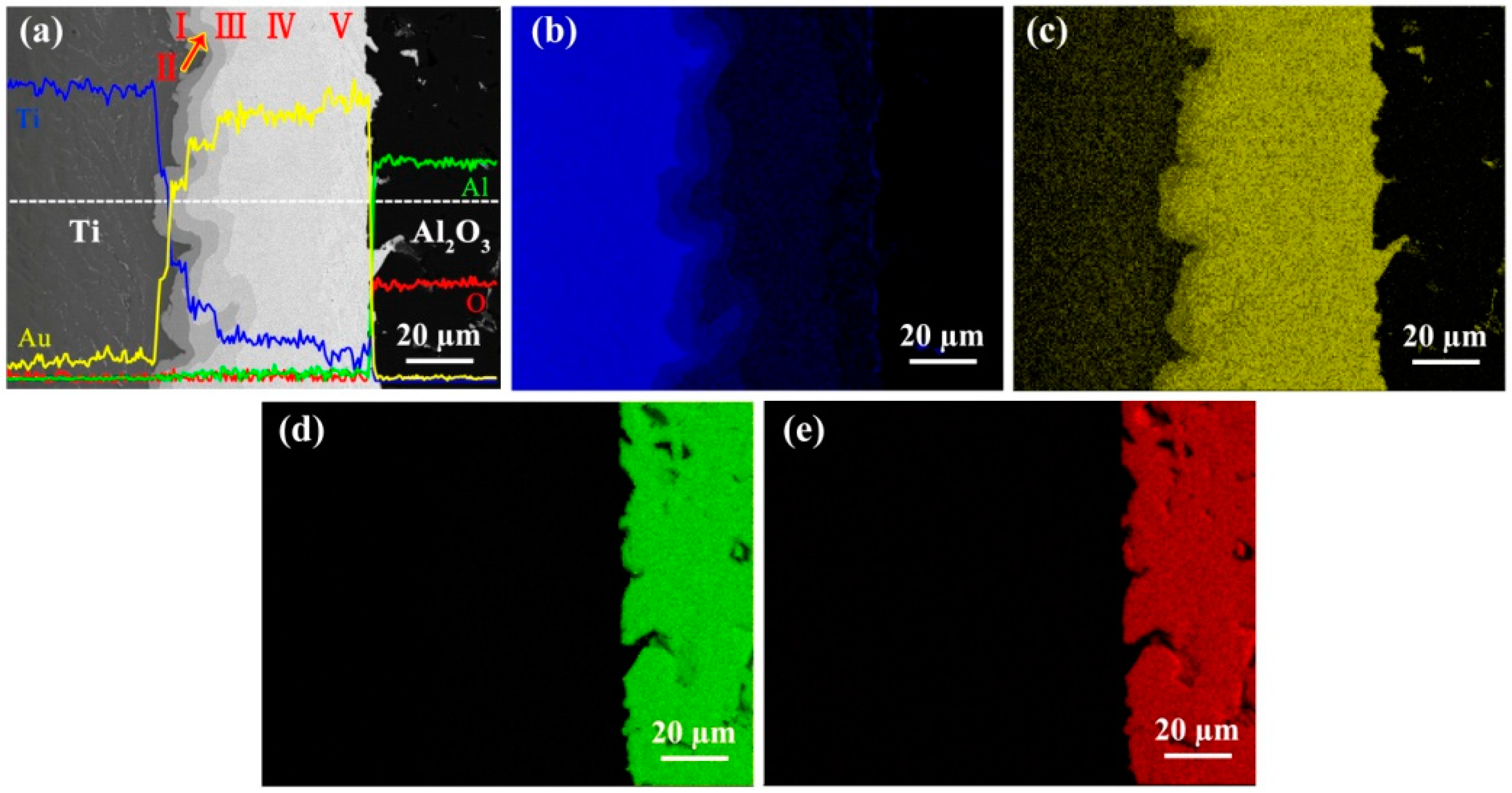
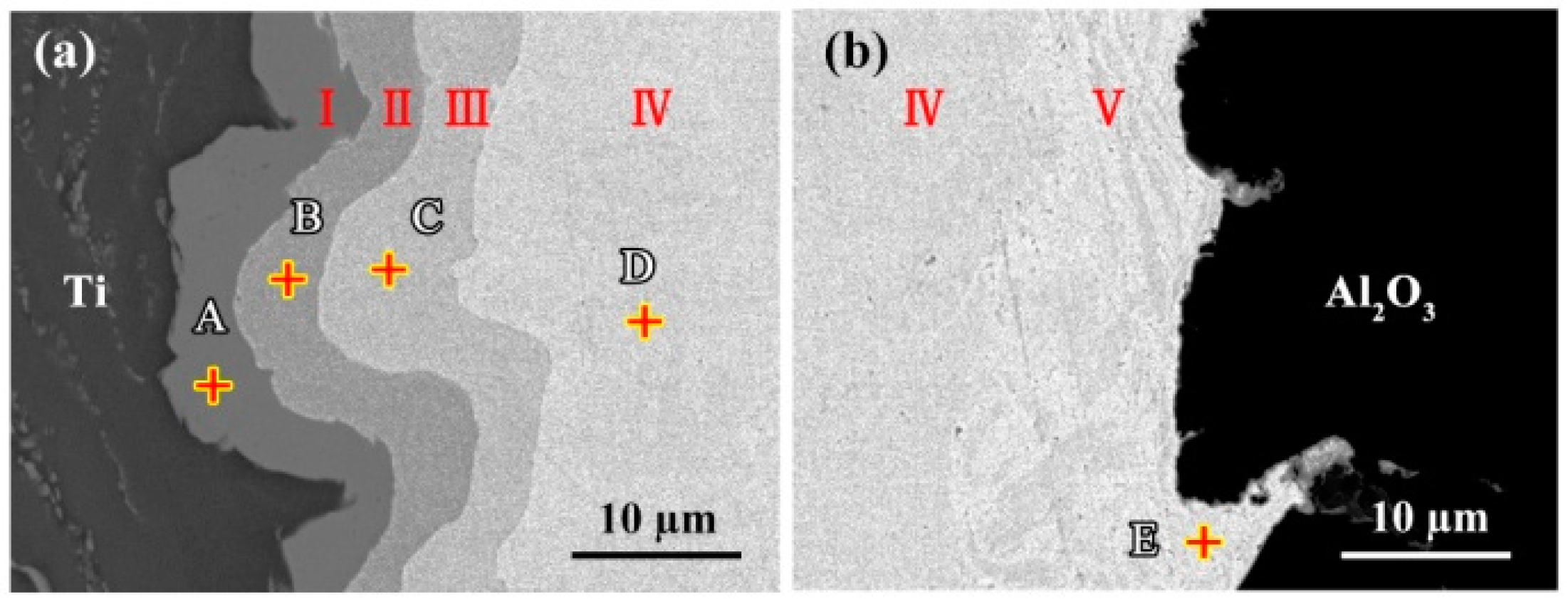
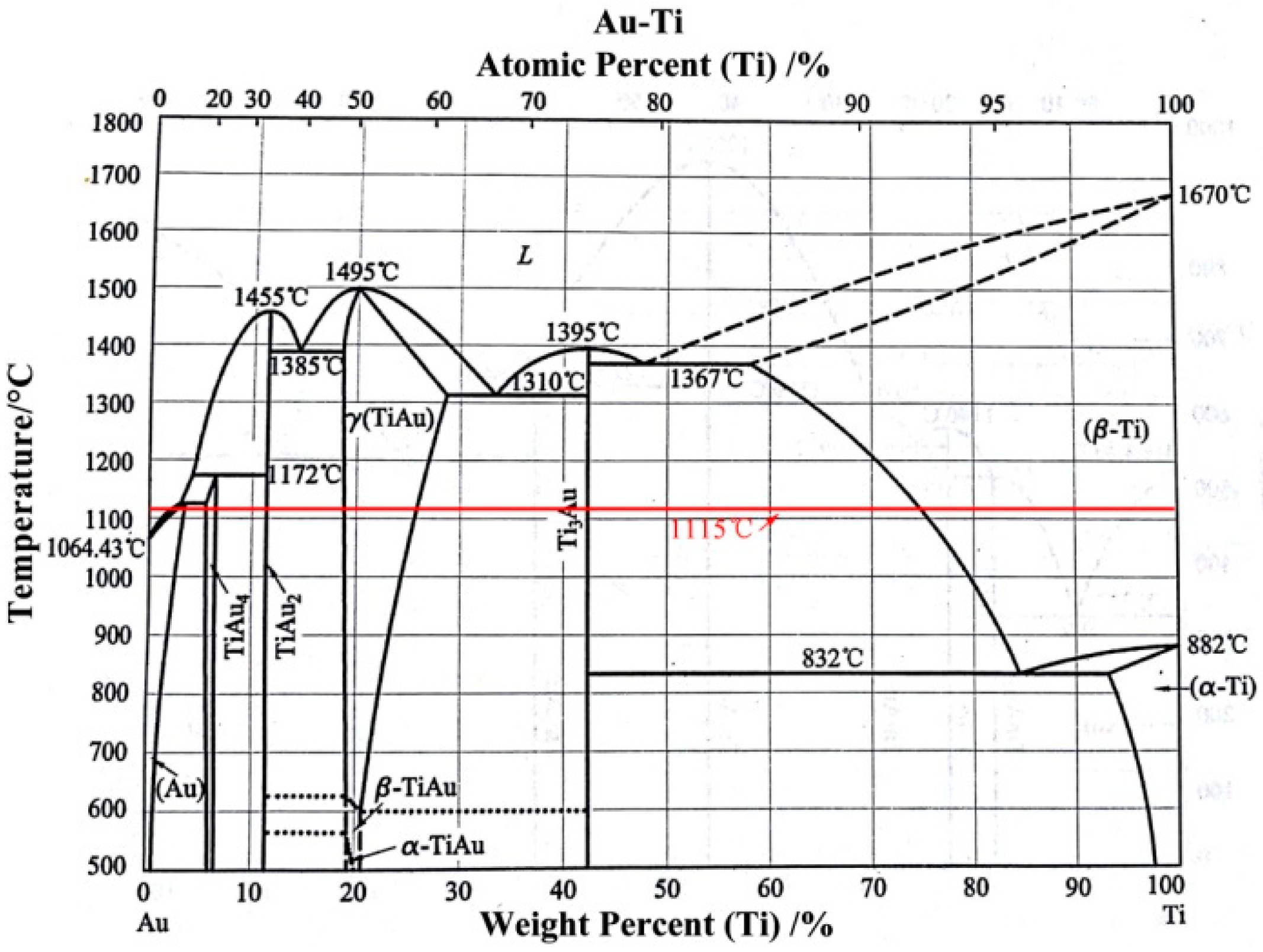
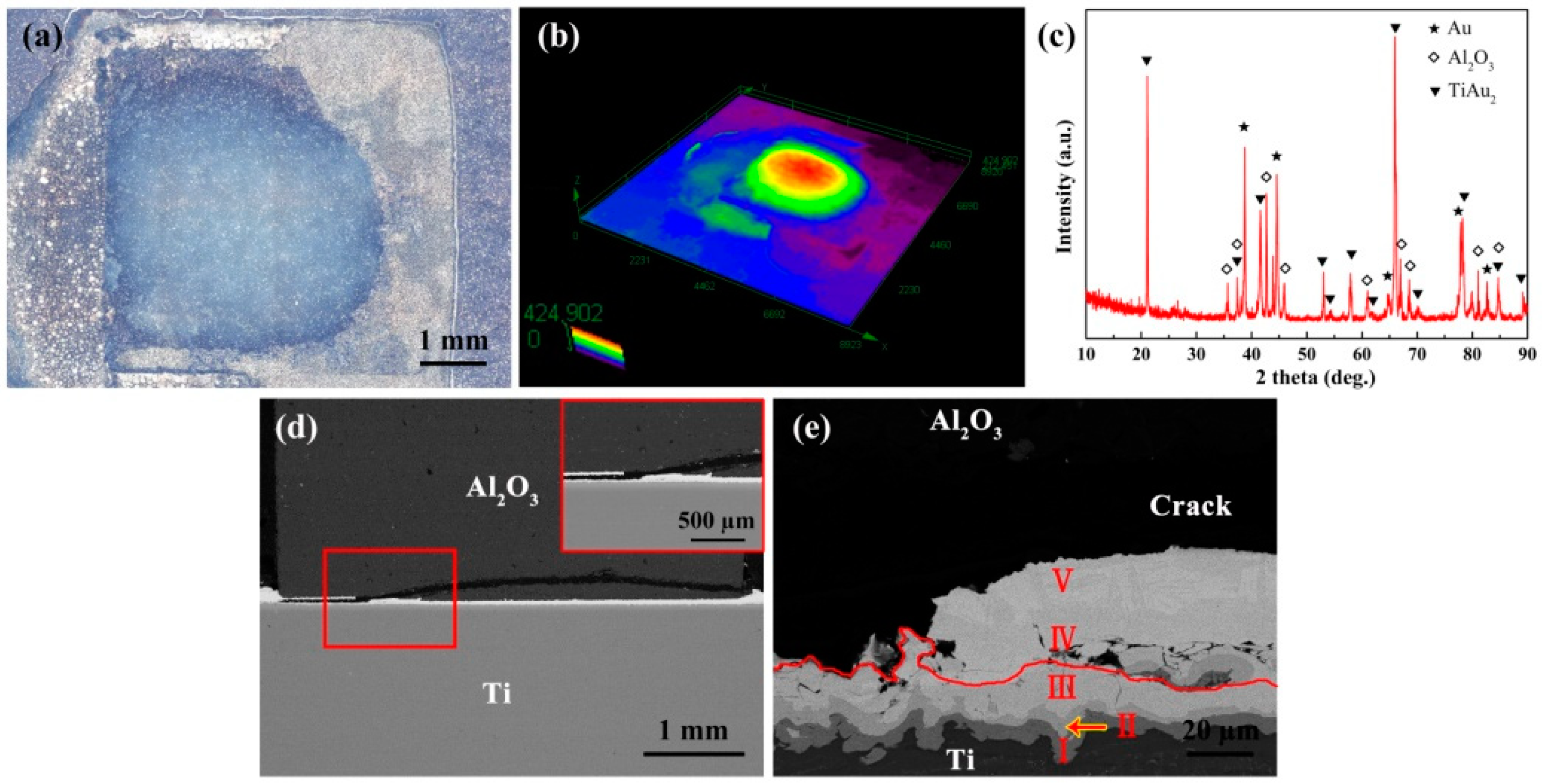
3.1. Typical Interfacial Microstructure of the Titanium/Au/Al2O3 Joint
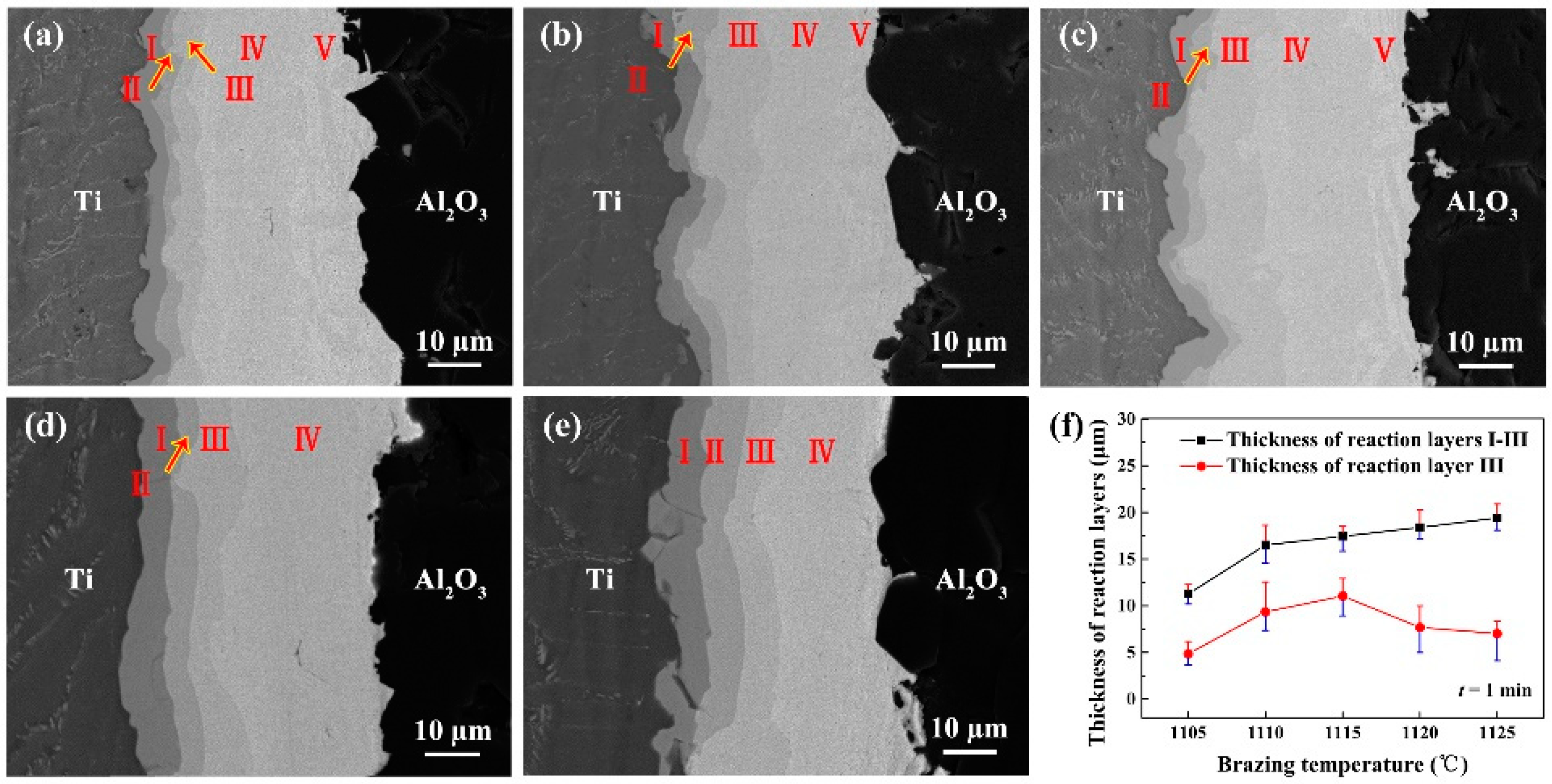
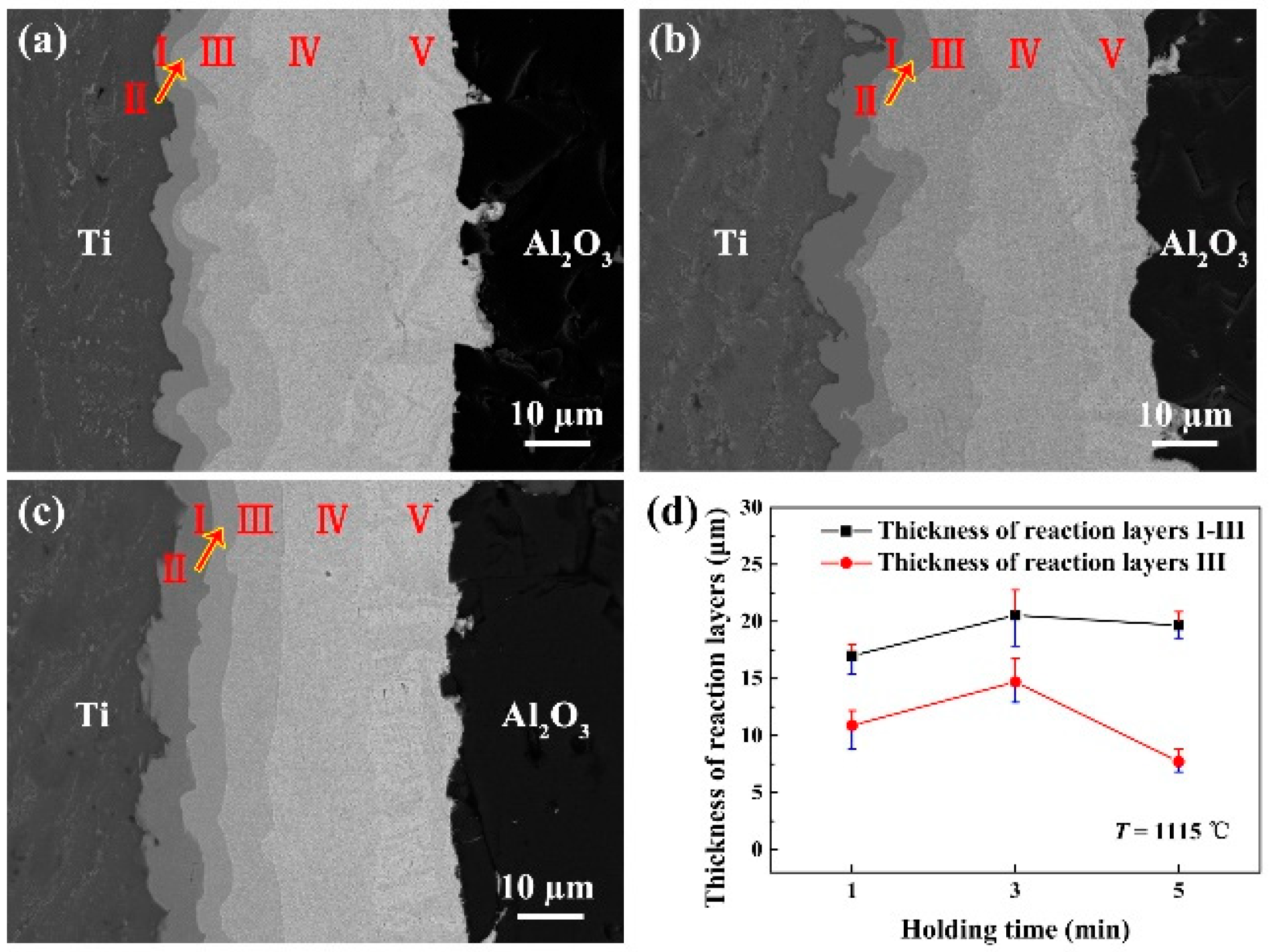
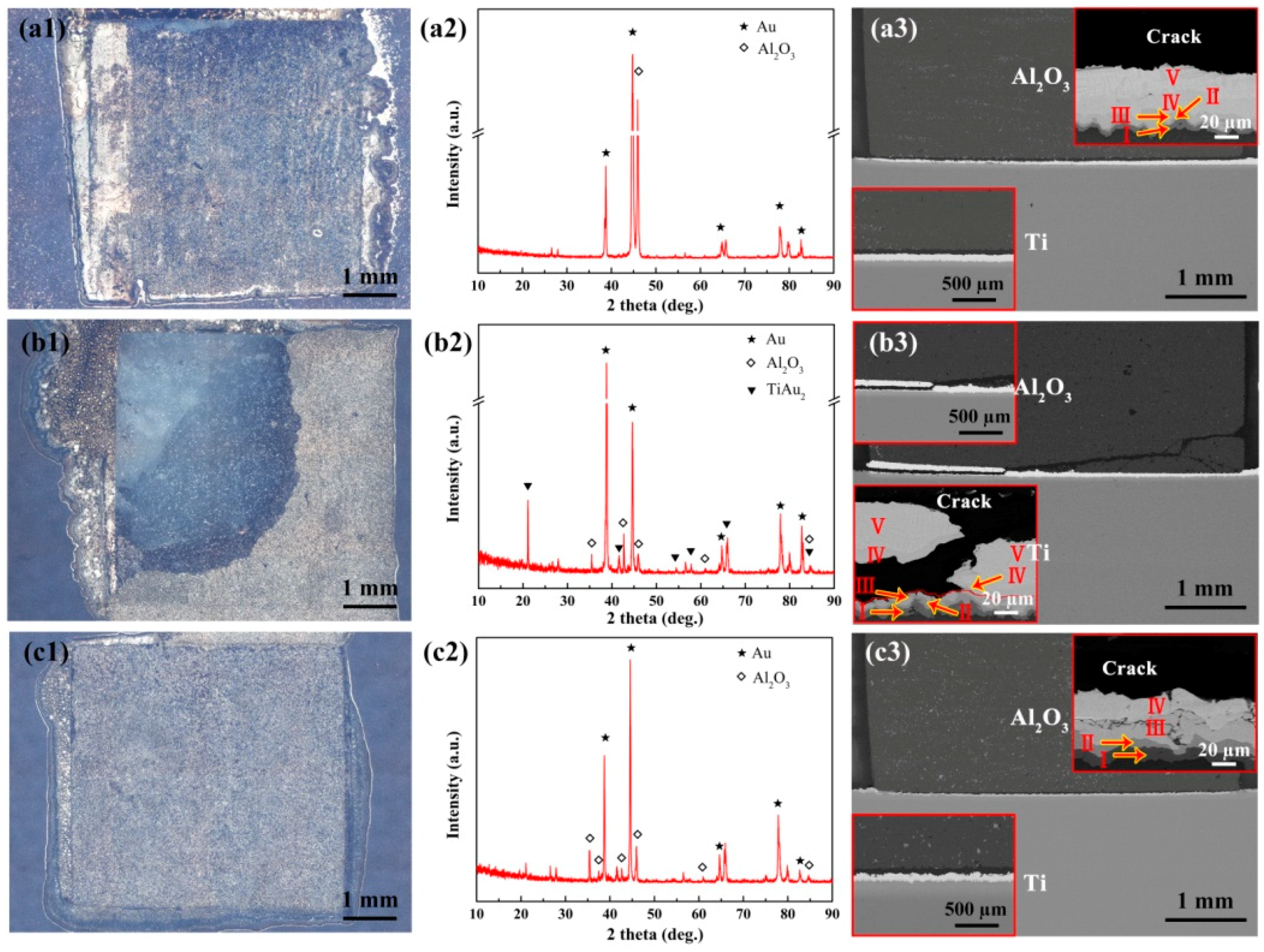
3.2. Effects of Processing Parameters on the Microstructure of the Titanium/Au/Al2O3 Joint
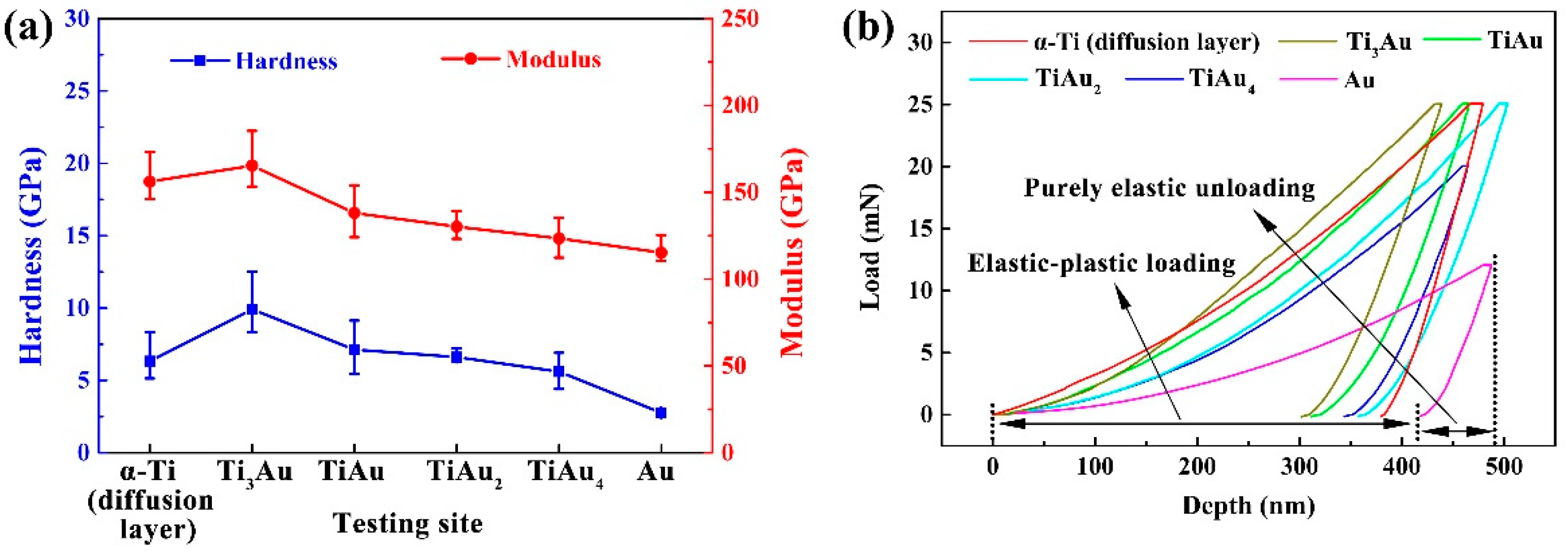
3.3. Mechanical Properties and Fracture Morphology of Titanium/Au/Al2O3 Joints
4. Conclusions
- (1)
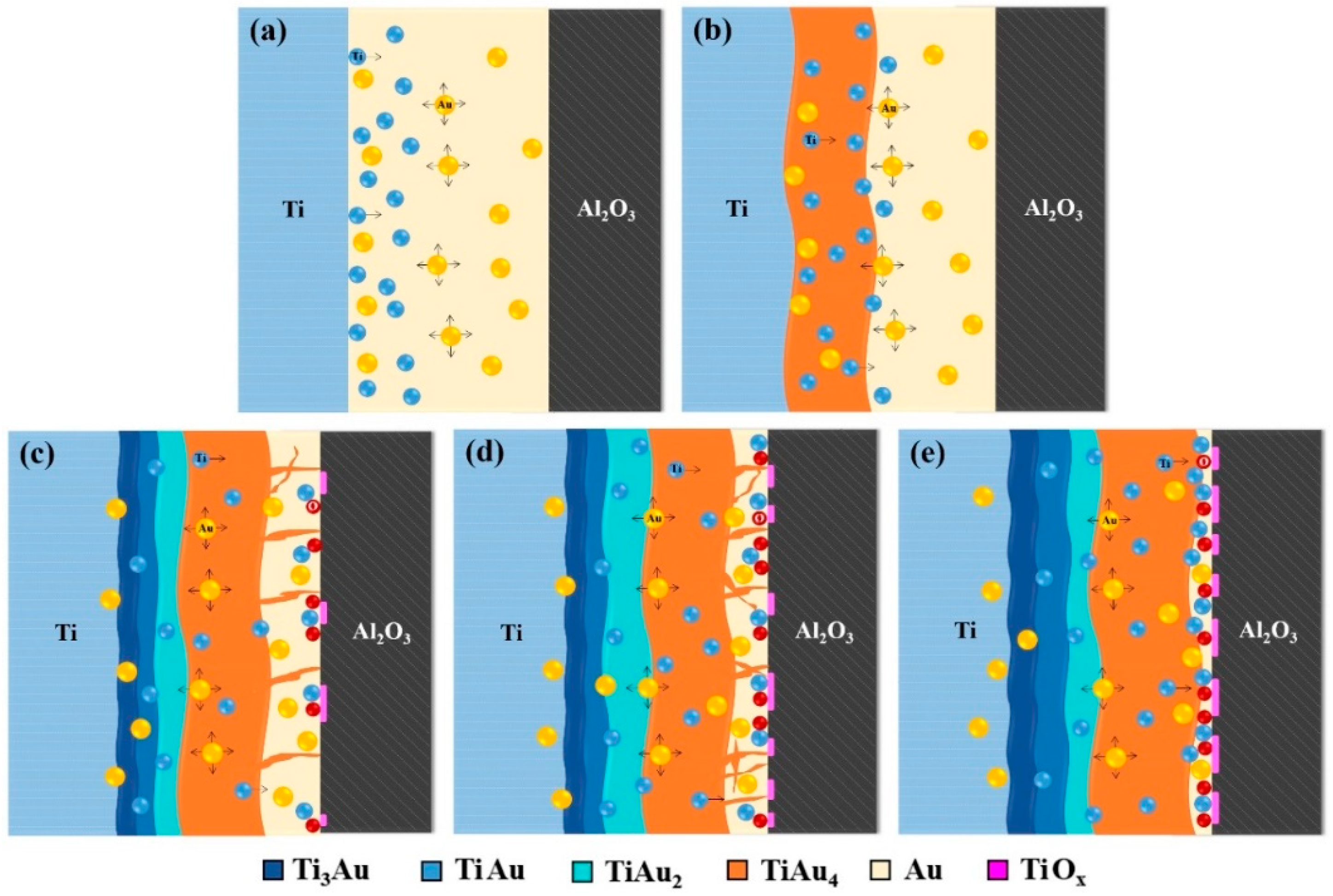
- The typical interfacial microstructure of the titanium/Au/Al2O3 joint was titanium/Ti3Au layer/TiAu layer/TiAu2 layer/TiAu4 layer/Au + granular TiAu4 layer/TiOx phase/Al2O3 ceramic.
- (2)
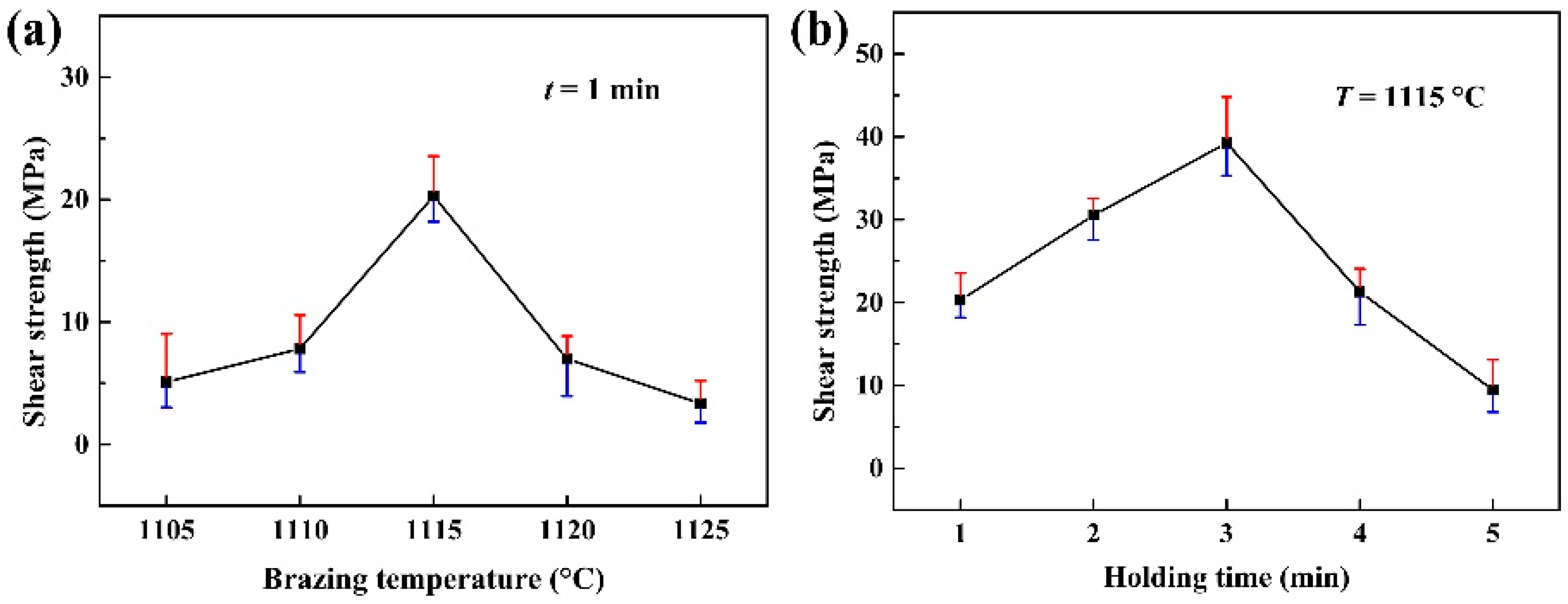
- Brazing temperature displayed significant effects on the microstructure evolution and mechanical properties of brazed joints. With the increase of brazing temperature, the mutual diffusion of Ti and Au was enhanced, and the thickness of Ti3Au + TiAu + TiAu2 layers adjacent to the titanium substrate increased gradually. Meanwhile, the thickness of the Au layer with granular TiAu4 next to Al2O3 ceramic notably decreased. The TiOX phase, which promoted metallurgical bonding between the brazing alloy and Al2O3 ceramic, could increase as more Ti reacts with Al2O3. The shear strength of the joints increased first and then decreased. When the brazing temperature was 1115 °C, a maximum shear strength was obtained as a result of the TiOX layer with a suitable thickness. Similar effects of holding time on microstructure evolution and mechanical properties were also observed, and the maximum shear strength was obtained for a holding time of 3 min.
- (3)
- Shear tests indicated that the joint brazed at 1115 °C for 3 min exhibited the highest shear strength of 39.2 MPa. Typical fracture analysis displayed that the crack started at the Al2O3 ceramic and propagated along the interface of TiAu2 and TiAu4 reaction layers.
Author Contributions
Funding
Conflicts of Interest
References
- Geetha, M.; Singh, A.; Asokamani, R.; Gogia, A. Ti based biomaterials, the ultimate choice for orthopaedic implants–A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Li, L.-H.; Kong, Y.-M.; Kim, H.-W.; Kim, Y.-W.; Kim, H.-E.; Heo, S.-J.; Koak, J.-Y. Improved biological performance of Ti implants due to surface modification by micro-arc oxidation. Biomaterials 2004, 25, 2867–2875. [Google Scholar] [CrossRef] [PubMed]
- Symietz, C.; Lehmann, E.; Gildenhaar, R.; Krüger, J.; Berger, G. Femtosecond laser induced fixation of calcium alkali phosphate ceramics on titanium alloy bone implant material. Acta Biomater. 2010, 6, 3318–3324. [Google Scholar] [CrossRef] [PubMed]
- Shukla, A.; Balasubramaniam, R.; Shukla, A. Effect of surface treatment on electrochemical behavior of CP Ti, Ti–6Al–4V and Ti–13Nb–13Zr alloys in simulated human body fluid. Corros. Sci. 2006, 48, 1696–1720. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Ozdemir, A.; Basim, G. Application of chemical mechanical polishing process on titanium based implants. Mater. Sci. Eng. C 2016, 68, 383–396. [Google Scholar] [CrossRef] [PubMed]
- Revathi, A.; Borrás, A.D.; Muñoz, A.I.; Richard, C.; Manivasagam, G. Degradation mechanisms and future challenges of titanium and its alloys for dental implant applications in oral environment. Mater. Sci. Eng. C 2017, 76, 1354–1368. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Adv. Mater. Sci. Eng. R. Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Hussein, M.A.; Kumar, M.; Drew, R.; Al-Aqeeli, N. Electrochemical corrosion and in vitro bioactivity of nano-grained biomedical Ti-20Nb-13Zr alloy in a simulated body fluid. Materials 2018, 11, 26. [Google Scholar] [CrossRef]
- Weng, Y.; Liu, H.; Ji, S.; Huang, Q.; Wu, H.; Li, Z.; Wu, Z.; Wang, H.; Tong, L.; Fu, R.K.; et al. A promising orthopedic implant material with enhanced osteogenic and antibacterial activity: Al2O3-coated aluminum alloy. Appl. Surf. Sci. 2018, 457, 1025–1034. [Google Scholar] [CrossRef]
- Xin, C.; Liu, W.; Li, N.; Yan, J.; Shi, S.-Q. Metallization of Al2O3 ceramic by magnetron sputtering Ti/Mo bilayer thin films for robust brazing to Kovar alloy. Ceram. Int. 2016, 42, 9599–9604. [Google Scholar] [CrossRef]
- Kar, A.; Mandal, S.; Venkateswarlu, K.; Ray, A.K. Characterization of interface of Al2O3–304 stainless steel braze joint. Mater. Charact. 2007, 58, 555–562. [Google Scholar] [CrossRef]
- Li, J.; Pan, W.; Yuan, Z.; Chen, Y. Titanium metallization of alumina ceramics by molten salt reaction. Appl. Surf. Sci. 2008, 254, 4584–4590. [Google Scholar] [CrossRef]
- Sakka, S.; Bouaziz, J.; Ben Ayed, F. Sintering and mechanical properties of the alumina–tricalcium phosphate–titania composites. Mater. Sci. Eng. C 2014, 40, 92–101. [Google Scholar] [CrossRef] [PubMed]
- Smargiassi, A.; Bertacchini, J.; Checchi, M.; Cavani, F.; Ferretti, M.; Palumbo, C. Biocompatibility Analyses of Al2O3-Treated Titanium Plates Tested with Osteocyte and Fibroblast Cell Lines. Biomedicines 2017, 5, 32. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Pan, N.; Huang, F.; Aldarouish, M.; Wen, Z.; Gao, R.; Zhang, Y.; Hu, H.-M.; Shen, Y.; Wang, L.-X. Vx3-Functionalized Alumina Nanoparticles Assisted Enrichment of Ubiquitinated Proteins from Cancer Cells for Enhanced Cancer Immunotherapy. Bioconjug. Chem. 2018, 29, 786–794. [Google Scholar] [CrossRef] [PubMed]
- Chevalier, J.; Gremillard, L. Ceramics for medical applications: A picture for the next 20 years. J. Eur. Ceram. Soc. 2009, 29, 1245–1255. [Google Scholar] [CrossRef]
- Jiang, G.; Mishler, D.; Davis, R.; Mobley, J.P.; Schulman, J.H. Zirconia to Ti-6Al-4V braze joint for implantable biomedical device. J. Biomed. Mater. Part B Appl. Biomater. 2005, 72, 316–321. [Google Scholar] [CrossRef]
- Peytour, C.; Berthet, P.; Barbier, F.; Revcolevschi, A. Interface microstructure and mechanical behaviour of brazed TA6V/zirconia joints. J. Mater. Sci. Lett. 1990, 9, 1129–1131. [Google Scholar] [CrossRef]
- Park, J.-W.; Mendez, P.F.; Eagar, T.W. Strain energy release in ceramic-to-metal joints by ductile metal interlayers. Scr. Mater. 2005, 53, 857–861. [Google Scholar] [CrossRef]
- Bian, H.; Fu, W.; Lei, Y.; Song, X.; Liu, D.; Cao, J.; Feng, J. Wetting and low temperature bonding of zirconia metallized with Sn0.3Ag0.7Cu-Ti alloys. Ceram. Int. 2018, 44, 11456–11465. [Google Scholar]
- Kozlova, O.; Braccini, M.; Voytovych, R.; Eustathopoulos, N.; Martinetti, P.; Devismes, M.-F. Brazing copper to alumina using reactive CuAgTi alloys. Acta Mater. 2010, 58, 1252–1260. [Google Scholar] [CrossRef]
- Xiong, H.-P.; Chen, B.; Pan, Y.; Zhao, H.-S.; Mao, W.; Cheng, Y.-Y. A Cu-Pd-V System Filler Alloy for Silicon Nitride Ceramic Joining and the Interfacial Reactions. J. Am. Ceram. Soc. 2014, 97, 2447–2454. [Google Scholar] [CrossRef]
- Wang, H.; Cao, J.; Feng, J. Brazing mechanism and infiltration strengthening of CC composites to TiAl alloys joint. Scr. Mater. 2010, 63, 859–862. [Google Scholar] [CrossRef]
- Siegmund, P.; Guhl, C.; Schmidt, E.; Roßberg, A.; Rettenmayr, M. Reactive wetting of alumina by Ti-rich Ni–Ti–Zr alloys. J. Mater. Sci. 2016, 51, 3693–3700. [Google Scholar] [CrossRef]
- Voytovych, R.; Robaut, F.; Eustathopoulos, N. The relation between wetting and interfacial chemistry in the CuAgTi/alumina system. Acta Mater. 2006, 54, 2205–2214. [Google Scholar] [CrossRef]
- Kozlova, O.; Voytovych, R.; Eustathopoulos, N. Initial stages of wetting of alumina by reactive CuAgTi alloys. Scr. Mater. 2011, 65, 13–16. [Google Scholar] [CrossRef]
- Ali, M.; Knowles, K.M.; Mallinson, P.M.; Fernie, J.A. Interfacial reactions between sapphire and Ag–Cu–Ti-based active braze alloys. Acta Mater. 2016, 103, 859–869. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, L.; Sun, Z.; Feng, J. Microstructure and mechanical properties of transparent alumina and TiAl alloy joints brazed using Ag-Cu-Ti filler metal. Vacuum 2018, 151, 80–89. [Google Scholar] [CrossRef]
- Lin, C.-C.; Chen, R.-B.; Shiue, R.-K. A wettability study of Cu/Sn/Ti active braze alloys on alumina. J. Mater. Sci. 2001, 36, 2145–2150. [Google Scholar] [CrossRef]
- Kritsalis, P.; Drevet, B.; Valignat, N.; Eustathopoulos, N. Wetting transitions in reactive metal/oxide systems. Scr. Metall. Mater. 1994, 30, 1127–1132. [Google Scholar] [CrossRef]
- Kang, J.R.; Song, X.G.; Hu, S.P.; Liu, D.; Guo, W.J.; Cao, J.; Fu, W. Wetting and Brazing of Alumina by Sn0.3Ag0.7Cu-Ti Alloy. Met. Mater. Trans. A 2017, 48, 5870–5878. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, J.; Jiang, C.; Hao, C.; Zhang, J. Effects of Ti thickness on microstructure and mechanical properties of alumina–Kovar joints brazed with Ag–Pd/Ti filler. Ceram. Int. 2014, 40, 5699–5705. [Google Scholar] [CrossRef]
- Fu, W.; Song, X.; Hu, S.; Chai, J.; Feng, J.; Wang, G. Brazing copper and alumina metallized with Ti-containing Sn0.3Ag0.7Cu metal powder. Mater. Des. 2015, 87, 579–585. [Google Scholar]
- Cao, Y.; Yan, J.; Li, N.; Zheng, Y.; Xin, C. Effects of brazing temperature on microstructure and mechanical performance of Al2O3/AgCuTi/Fe–Ni–Co brazed joints. J. Alloy. Compd. 2015, 650, 30–36. [Google Scholar] [CrossRef]
- Xin, C.; Yan, J.; Li, N.; Liu, W.; Du, J.; Cao, Y.; Shi, H. Microstructural evolution during the brazing of Al2O3 ceramic to kovar alloy by sputtering Ti/Mo films on the ceramic surface. Ceram. Int. 2016, 42, 12586–12593. [Google Scholar] [CrossRef]
- Niu, G.; Wang, D.; Yang, Z.; Wang, Y. Microstructure and mechanical properties of Al2O3/TiAl joints brazed with B powders reinforced Ag-Cu-Ti based composite fillers. Ceram. Int. 2017, 43, 439–450. [Google Scholar] [CrossRef]
- Valette, C.; Devismes, M.-F.; Voytovych, R.; Eustathopoulos, N. Interfacial reactions in alumina/CuAgTi braze/CuNi system. Scr. Mater. 2005, 52, 1–6. [Google Scholar] [CrossRef]
- Selverian, J.H.; Ohuchi, F.S.; Bortz, M.; Notis, M.R. Interface reactions between titanium thin films and (1¯1 2) sapphire substrates. J. Mater. Sci. 1991, 26, 6300–6308. [Google Scholar] [CrossRef]
- Meir, S.; Kalabukhov, S.; Frage, N.; Hayun, S. Mechanical properties of Al2O3\Ti composites fabricated by spark plasma sintering. Ceram. Int. 2015, 41, 4637–4643. [Google Scholar] [CrossRef]
- Hayun, S.; Meir, S.; Kalabukhov, S.; Frage, N.; Zaretsky, E.; Subhash, G. Phase constitution and dynamic properties of spark plasma-sintered alumina-titanium composites. J. Am. Ceram. Soc. 2019, 99, 573–580. [Google Scholar] [CrossRef]
- Murray, J.L. The Au-Ti (Gold-Titanium) system. Bull. Alloy Phase Diagr. 1983, 4, 278–283. [Google Scholar] [CrossRef]
- Kar, A.; Mandal, S.; Ghosh, R.N.; Ghosh, T.K.; Ray, A.K. Role of Ti diffusion on the formation of phases in the Al2O3–Al2O3 brazed interface. J. Mater. Sci. 2007, 42, 5556–5561. [Google Scholar] [CrossRef]
- Fu, W.; Hu, S.; Song, X.; Jin, C.; Li, J.; Zhao, Y.; Cao, J.; Wang, G. Effect of Ti content on the metallization layer and copper / alumina brazed joint. Ceram. Int. 2017, 43, 13206–13213. [Google Scholar] [CrossRef]
- Lin, K.-L.; Singh, M.; Asthana, R. Characterization of yttria-stabilized-zirconia/stainless steel joint interfaces with gold-based interlayers for solid oxide fuel cell applications. J. Eur. Ceram. Soc. 2014, 34, 355–372. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spot | Ti | Au | Al | O | Possible Phase |
|---|---|---|---|---|---|
| A | 72.64 | 23.63 | 0.02 | 3.71 | Ti3Au |
| B | 48.44 | 45.89 | 0.06 | 5.61 | TiAu |
| C | 32.80 | 63.14 | 0.03 | 4.03 | TiAu2 |
| D | 18.44 | 73.80 | 0.04 | 7.72 | TiAu4 |
| E | 3.38 | 86.15 | 0.56 | 9.91 | Au |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bian, H.; Song, X.; Hu, S.; Lei, Y.; Jiao, Y.; Duan, S.; Feng, J.; Long, W. Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants. Metals 2019, 9, 644. https://doi.org/10.3390/met9060644
Bian H, Song X, Hu S, Lei Y, Jiao Y, Duan S, Feng J, Long W. Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants. Metals. 2019; 9(6):644. https://doi.org/10.3390/met9060644
Chicago/Turabian StyleBian, Hong, Xiaoguo Song, Shengpeng Hu, Yuzhen Lei, Yide Jiao, Shutong Duan, Jicai Feng, and Weimin Long. 2019. "Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants" Metals 9, no. 6: 644. https://doi.org/10.3390/met9060644