Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Mold Geometry
2.2. Mathematical Formulation and Assumptions
2.2.1. Continuity Equation
2.2.2. Momentum Equation
2.2.3. Turbulence Equations
2.3. Boundary Conditions
2.4. Processing
3. Results and Discussion
3.1. Validation of the Model
3.2. Velocity Field
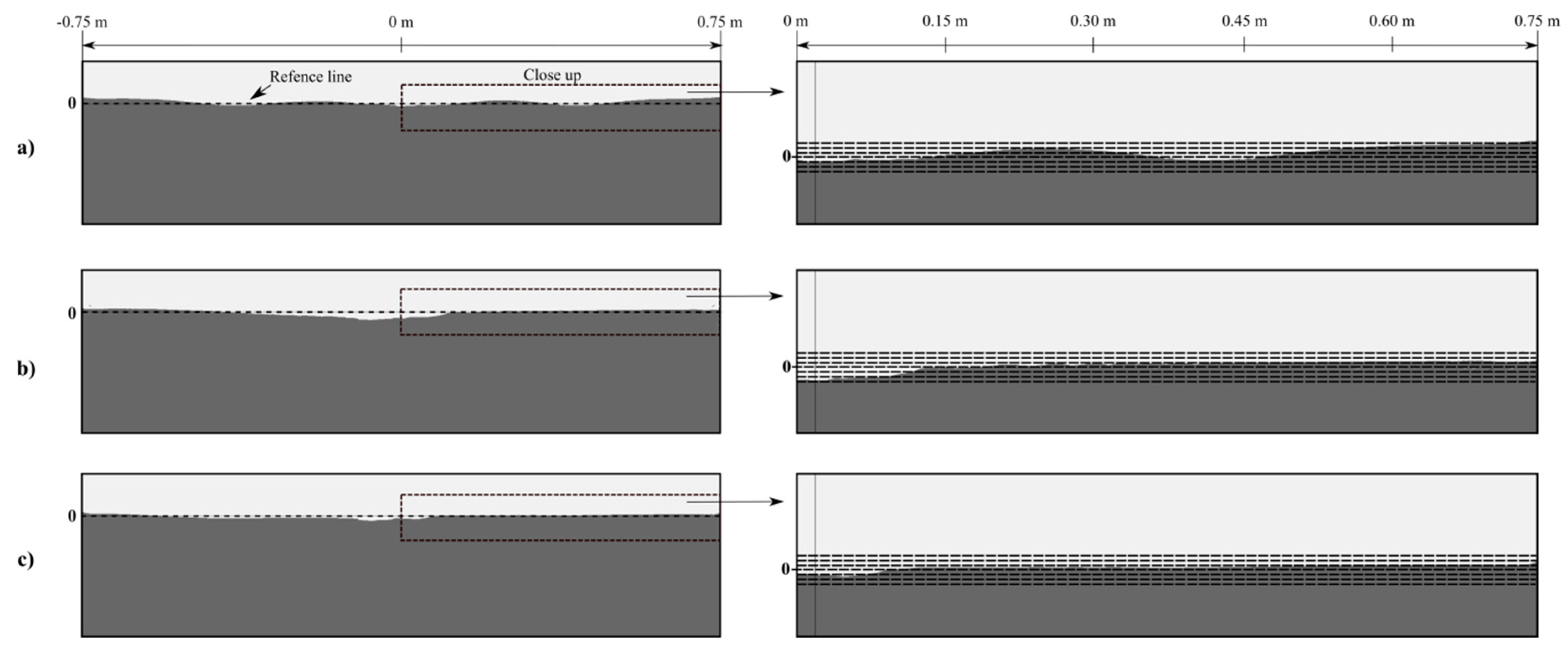
3.3. Oscillations of Level
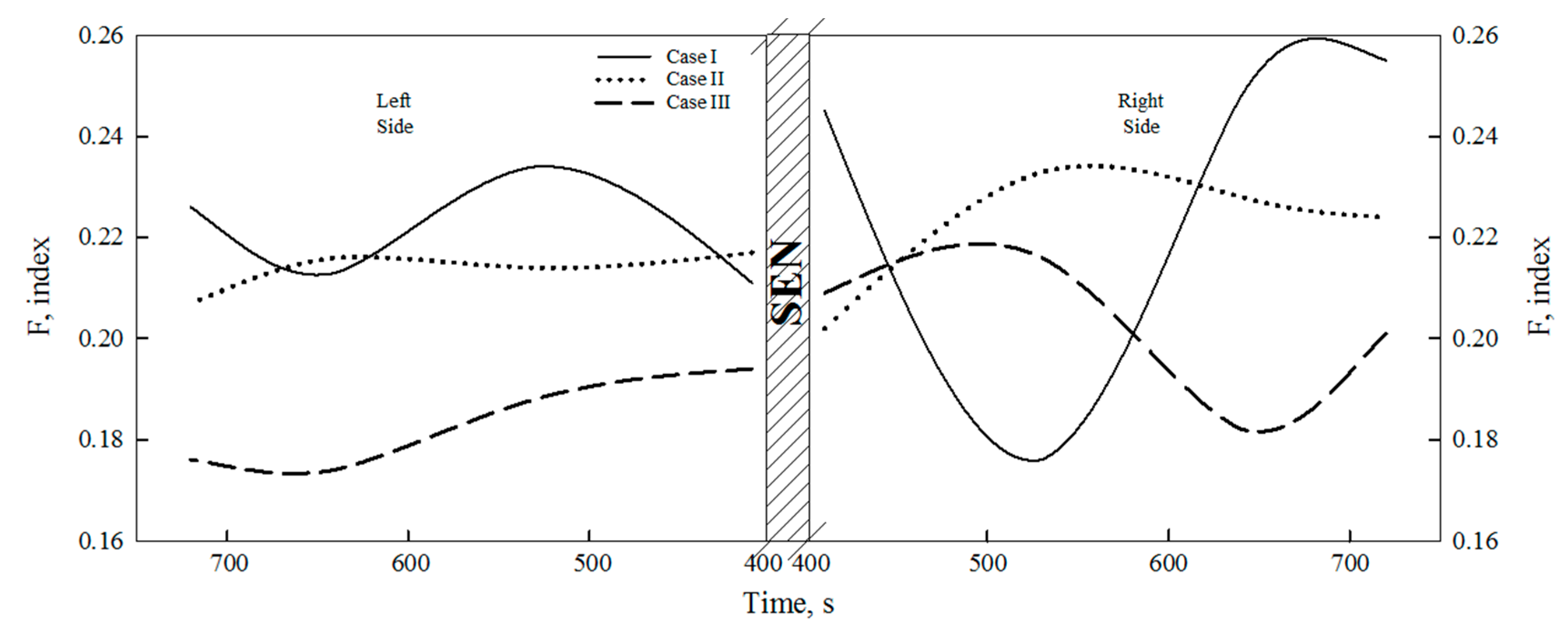
3.4. Index F
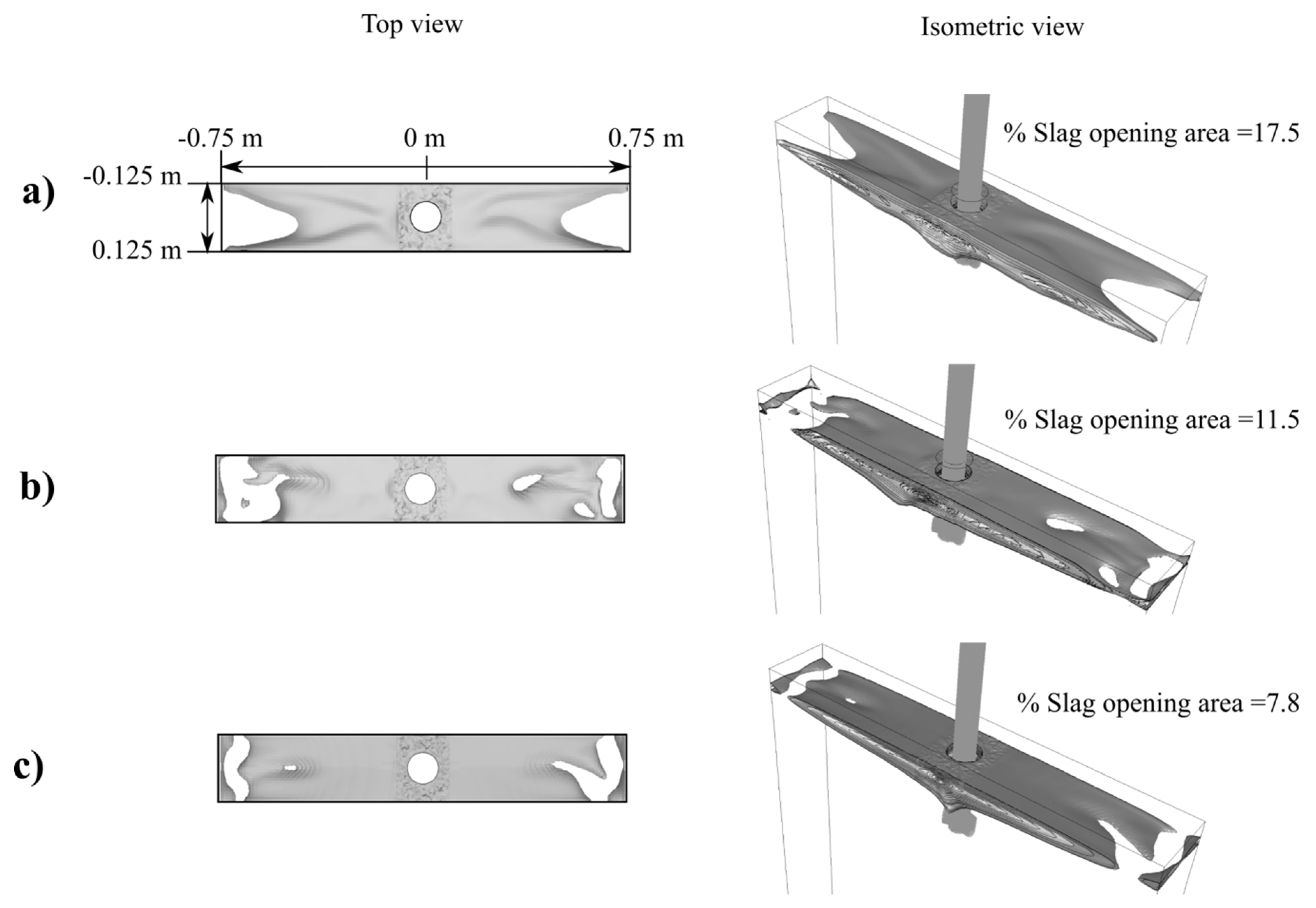
3.5. Opening of the Oil Layer
4. Conclusions
- A good agreement of the fluid-dynamic structure results obtained by the techniques of colorimetry, PIV and mathematical simulation was found.
- As the immersion depth of the SEN increases, there is a decrease in the intensity and velocity of the flow directed towards the free surface, from ~0.08 m·s−1 for Case I to 0.02 m·s−1 for Case III.
- Case I exhibits oscillations in the form of waves of second degree Stokes or higher, with large valleys and crests, with ranges of oscillation between +17 and −10 mm measured with respect to the reference level. On the other hand, elevations and valleys in the level were obtained in all the free surface of the mold with values of +5 to −13 mm, and of +6 to −7 mm in Cases II and III, respectively.
- The opening of the oil layer was larger for Case I compared to Cases II and III, which can be related to the values of the index F, level of oscillations and fluid dynamic structure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | |
| Ainlet | Inlet Area |
| Aoutlet | Outlet area |
| D | Distance from free surface to the jet impact point |
| F | F index |
| g | Gravitational acceleration |
| Ls | Symmetry line |
| n | Number of phases |
| p | Pressure |
| PI, PII, PIII, Piv y Pv | Planes of analysis |
| Q | Volumetric flow rate of fluid |
| Suser | User-defined mass source |
| t | Time |
| u | Velocity of the fluid |
| u´i, u´j, u´k | Instantaneous velocity vector |
| Ve | Jet impact velocity |
| Vinlet | Inlet velocity |
| Vcasting | Casting velocity |
| w | Mold width |
| xi, xj, xk | Spatial vector components |
| Greek Symbols | |
| α | Mass fraction |
| β | Coefficient of thermal volumetric expansion |
| εikm | Levi-Civita tensor |
| ζkj, ζik | Kronecker delta |
| θ = f(μt, Prt, T) | μt: turbulent viscosity, Prt: turbulent Prandtl, T: temperature) |
| θF | Jet impact angle |
| μ | Viscosity of the fluid |
| ρ | Density |
| σ | Surface tension |
| Ωk | Rotation vector |
References
- World Steel Association. Available online: https://www.worldsteel.org/ (accessed on 11 March 2019).
- Rossini, I. Method for the Continuous Casting of Metal, Slabs. US Patent No. US2496235A, 31 January 1950. [Google Scholar]
- Shimamoto, H.; Asano, K.; Okasaki, K. Mold level stabilization using a standing wave model in continuous casting. In Proceedings of the 16th IFAC Symposium on Automation in Mining, Mineral and Metal Processing, San Diego, CA, USA, 25–28 August 2013; pp. 430–435. [Google Scholar]
- Bui, A.H.; Park, S.C.; Chung, I.S.; Lee, H.G. Dissolution behavior of zirconia refractories during continuous casting of steel. Met. Mater. Int. 2006, 12, 435–440. Available online: https://link.springer.com/article/10.1007/BF03027711 (accessed on 11 March 2019). [CrossRef]
- Mukai, K.; Toguri, J.M.; Stubina, N.M.; Yoshitomi, J. A mechanism of the local corrosion of immersion nozzles. ISIJ Int. 1989, 29, 469–476. Available online: https://www.researchgate.net/publication/250158525_A_Mechanism_for_the_Local_Corrosion_of_Immersion_Nozzles (accessed on 11 March 2019). [CrossRef]
- Liu, J.; Zhu, L.; Guo, M.; Verhaeghe, F.; Blanpain, B. In-situ observation of the dissolution of ZrO2 oxide particles in mould fluxes. Rev. Met. Paris. 2008, 105, 255–262. Available online: https://www.metallurgical-research.org/articles/metal/abs/2008/05/metal08255/metal08255.html (accessed on 11 March 2019). [CrossRef]
- Hong, L.; Sahajwalla, V. Investigation of in-situ chemical reactions of Al2O3-SiC-SiO2-C refractory and its interactions with slag. ISIJ Int. 2004, 44, 785–789. Available online: https://www.researchgate.net/publication/250160617_Investigation_of_insitu_Chemical_Reactions_of_Al2O3-SiC-SiO2-C_Refractory_and_Its_Interactions_with_Slag (accessed on 11 March 2019). [CrossRef]
- Kumar, A.; Khanna, R.; Spink, J.; Sahajwalla, V. Fundamental investigations on the corrosion of ZrO2-C refractories during interaction with a casting mould meniscus slag. Steel Res. Int. 2013, 85, 1185–1193. Available online: https://onlinelibrary.wiley.com/doi/abs/10.1002/srin.201300336, (accessed on 11 March 2019). [CrossRef]
- Mukai, K.; Toguri, J.M.; Yoshitomi, J. Corrosion of alumina–graphite refractories at the slag–metal interface. Can. Metall. Q. 1986, 25, 265–275. Available online: https://doi.org/10.1179/cmq.1986.25.4.265 (accessed on 11 March 2019). [CrossRef]
- Dick, A.F.; Yu, X.; Pomfret, R.J.; Coley, K.S. Attack of submerged entry nozzles by mould flux and dissolution of refractory oxides in the flux. ISIJ Int. 1997, 37, 102–108. Available online: https://www.jstage.jst.go.jp/article/isijinternational1989/37/2/37_2_102/_article (accessed on 11 March 2019). [CrossRef]
- Sutcliffe, N. Increasing sequence length: Process development and optimization at the slab caster of columbus stainless. Ironmaking Steelmaking 2007, 34, 177–184. Available online: https://www.researchgate.net/publication/233704329_Increasing_sequence_length_Process_development_and_optimisation_at_the_slab_caster_of_Columbus_Stainless (accessed on 11 March 2019). [CrossRef]
- Diego, A.; Demuner, L.M.; dos Santos, G.R.T.; de Matos, K.T.; Bezerra, M.C.C.; Valadares, C.A.G.; Duda, R.D.V.; Vernilli, F., Jr. The impact of chemical composition change of mold flux aplied in low carbon steel in the wear of SEN. In Proceedings of the Metec & 2nd Estad 2015, Dusseldorf, Germany, 15–19 June 2015; pp. 1–7. [Google Scholar]
- Luz, A.P.; Pandolfelli, V.C. Artigo revisão: Atuação dos antioxidantes em refratários contendo carbono Review article: Performance of the antioxidants in carbon containing refractories. Cerâmica 2007, 53, 334–344. Available online: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69132007000400002&lng=pt&tlng=pt (accessed on 11 March 2019). [CrossRef]
- Ramos-Banderas, A.R.; Sánchez, P.; Morales, R.D.; Palafox, R.J.; Demedices, G.L.; Díaz, C.M. Mathematical simulation and physical modeling of unsteady fluid flows in a water model of a slab mold. Metall. Mat. Trans. B 2004, 35, 449–460. Available online: https://link.springer.com/article/10.1007/s11663-004-0046-0 (accessed on 11 March 2019). [CrossRef]
- Torres, A.E.; Morales, R.D.; Demedices, L.G.; Nájera, A.; Palafox, R.J.; Ramirez, L.P. Flow dynamics in thin slab molds driven by sustainable oscillating jets from the feeding SEN. ISIJ Int. 2007, 47, 679–688. Available online: https://www.jstage.jst.go.jp/article/isijinternational/47/5/47_5_679/_pdf (accessed on 11 March 2019). [CrossRef]
- Zhao, H.; Wang, X.; Zhang, J.; Wang, W. Effect of sen structure on the mold level fluctuation and heat transfer for a medium thin slab caster. J. Univ. Sci. Technol. B. 2008, 15, 120–124. Available online: https://www.sciencedirect.com/science/article/pii/S1005885008600249?via%3Dihub (accessed on 11 March 2019). [CrossRef]
- Yokoya, S.; Takagi, S.; Iguchi, M.; Asako, Y.; Westoff, R.; Hara, S. Swirling effect in immersion nozzle on flow and heat transport in billet continuous casting mold. ISIJ Int. 1998, 38, 827–833. Available online: https://www.jstage.jst.go.jp/article/isijinternational1989/38/8/38_8_827/_article (accessed on 11 March 2019). [CrossRef]
- Thomas, B.G.; Huang, X. Effect of argon on fluid flow in a continuous slab casting mold. In Proceedings of the 76th Steelmaking Conference Proceedings, Iron and Steel Society, Dallas, TX, USA, 20–31 March 1993; pp. 73–289. [Google Scholar]
- Andrzejewski, P.; Gotthelf, D.; Julius, E. Mould flow monitoring at no. 3 slab caster, Krupp Hoesch Stahl AG. In Proceedings of the 80th Steelmaking Conference Proceedings, Steelmaking Conference Proceedings, Iron and Steel Soc. Warrendale, Pittsburgh, PA, USA, 13–16 April 1997; pp. 153–159. [Google Scholar]
- Thomas, B.G. Modeling of continuous casting defects related to mold fluid flow. Iron Steel Technol. 2006, 3, 1–16. Available online: http://ccc.illinois.edu/PDF%20Files/Publications/06_AIST_Trans_FlowDefects_pp127-143_July06_lowRes_post.pdf (accessed on 11 March 2019).
- Hiebler, H. Metallurgy of Iron. In Practice of Steelmaking 5. Continuous Casting, 4th ed.; Springer: Berlin, Germany, 1992. [Google Scholar]
- Thomas, B.G.; Moitra, A.; McDavid, R. Simulation of longitudinal off-corner depressions in continuously cast steel slabs. Iron Steelmak. 1996, 23, 57–70. Available online: https://www.researchgate.net/publication/238092961_Simulation_of_longitudinal_Offcorner_depressions_in_continuously_cast_steel_slabs (accessed on 11 March 2019).
- Saito, T.; Kimura, M.; Ueta, H.; Kimura, T.; Takemoto, K.; Mine, T. Prevention of surface crack formation in continuous cast slab. Kobelco Technol. Rev. 1991, 11, 54–57. [Google Scholar]
- Humphreys, D.E.; Madill, J.D.; Ludlow, V.; Stewart, D.; Thornton, S.G.; Normanton, A.S. Application of mould thermal monitoring in the study of the slab surface quality for heavy plate srades at Scunthorpe Works, British Steel. In Proceedings of the 1st European Conference on Continuous Casting, Florence, Italy, 23–25 September 1991; pp. 1529–1540. [Google Scholar]
- Camizani-Calzolari, F.R.; Craig, I.K.; Pistorius, P.C. A review of causes of surface defects in continuous casting, IFAC 2003, 36, 113–121. Available online: https://www.sciencedirect.com/science/article/pii/S1474667017376139 (accessed on 11 March 2019).
- Furtmueller, C.; del Re, L. Control issues in continuous casting of steel. In Proceedings of the 17th World Congress IFAC, Seoul, Korea, 6–11 July 2008; pp. 700–704. [Google Scholar]
- Dassud, M.; Galichet, S.; Foulloy, L.P. Application of fuzzy logic control for continuous casting mold level control. IEEE Trans. Control Syst. Technol. 1998, 6, 246–256. Available online: https://ieeexplore.ieee.org/document/664191 (accessed on 11 March 2019). [CrossRef]
- Kitada, H.; Kondo, O.; Kusachi, H.; Sasame, K.H. Control of molten steel level in continuous caster. IEEE Trans. Control Syst. Technol. 1998, 6, 200–207. Available online: https://ieeexplore.ieee.org/document/664187 (accessed on 11 March 2019). [CrossRef]
- Wu, D.F.; Cheng, S.S. Effect of sen design on surface fluctuation and solidifying shell in slab mold and its optimization. Acta Metall. Sin. 2008, 21, 341–350. Available online: http://www.amse.org.cn/EN/Y2008/V21/I5/341 (accessed on 11 March 2019). [CrossRef]
- Furtmueller, C.; Gruenbacher, E. Suppression of periodic disturbances in continuous casting using an internal model predictor. In Proceedings of the IEEE Proceedings: International Conference on Control Applications, Munich, Germany, 4–6 October 2006; pp. 1764–1769. [Google Scholar]
- Teshima, T.; Kubota, J.; Suzuki, M.; Ozawa, K.; Masaoka, T.; Miyahara, S. Influence of casting conditions on molten steel flow in continuous casting mold at high speed casting of slabs. Tetsu-To-Hagané 1992, 79, 40–46. (In Japanese). Available online: https://doi.org/10.2355/tetsutohagane1955.79.5_576 (accessed on 11 March 2019).
- Kumar, D.S.; Rajendra, T.; Sarkar, A.; Karande, A.K.; Yadav, U.S. Slab quality improvement by controlling mould fluid flow. Ironmak. Steelmak. 2007, 34, 185–191. Available online: https://doi.org/10.1179/174328107 × 155330 (accessed on 11 March 2019). [CrossRef]
- Fluent, A. Chapter XVII Modeling Multiphase Flows. In Manual of ANSYS Fluent User’s Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013; pp. 465–600. [Google Scholar]
- Fluent, A. Chapter IV Modeling Turbulence RSM. In Manual of ANSYS Fluent User’s Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013; pp. 39–132. [Google Scholar]
- Ramirez-Lopez, P.; Morales, R. Self-similarity phenomena of discharge jets in conventional slab mould. Ironmaking Steelmaking 2006, 33, 157–168. Available online: https://www.tandfonline.com/doi/abs/10.1179/174328106 × 94753 (accessed on 11 March 2019). [CrossRef]
- Takatani, K.; Tanizawua, Y.; Mizukanami, H. Mathematical model for transient fluid flow in a continuous casting mold. ISIJ Int. 2001, 41, 1252–1261. Available online: https://doi.org/10.2355/isijinternational.41.1252 (accessed on 11 March 2019). [CrossRef]
- Thomas, B.G.; Jenkins, M.S.; Mahapatra, R.B. Investigation of strand surface defects using mold instrumentation and modeling. Ironmak. Steelmak. 2008, 31, 485–494. Available online: https://doi.org/10.1179/030192304225019261 (accessed on 11 March 2019). [CrossRef]
- Kasai, N.; Iguchi, M. Water model experimental melting powder trapping by vortex in the continuous casting mold. ISIJ Int. 2007, 47, 982–987. Available online: https://doi.org/10.2355/tetsutohagane1955.92.9_544 (accessed on 11 March 2019). [CrossRef]
- Thomas, B.G.; Zhang, L. Mathematical modeling of fluid flow in continuous casting. ISIJ Int. 2001, 41, 1181–1193. Available online: https://doi.org/10.2355/isijinternational.41.1181 (accessed on 11 March 2019). [CrossRef]











| Fluid | Density (ρ) kg⋅m−3 | Viscosity (µ)kg ⋅m−1·s−1 |
| Water (20°) | 1000 | 0.001 |
| Vegetable Oil | 930 | 0.3534 |
| Air | 1.255 | 1.7897 × 10−5 |
| Interfacial Tension (σ) N⋅m−1 | ||
| Water–air | 0.073 | |
| Water–Oil | 0.035 | |
| Oil–Air | 0.033 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saldaña-Salas, F.; Torres-Alonso, E.; Ramos-Banderas, J.A.; Solorio-Díaz, G.; Hernández-Bocanegra, C.A. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals 2019, 9, 596. https://doi.org/10.3390/met9050596
Saldaña-Salas F, Torres-Alonso E, Ramos-Banderas JA, Solorio-Díaz G, Hernández-Bocanegra CA. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals. 2019; 9(5):596. https://doi.org/10.3390/met9050596
Chicago/Turabian StyleSaldaña-Salas, F., E. Torres-Alonso, J.A. Ramos-Banderas, G. Solorio-Díaz, and C.A. Hernández-Bocanegra. 2019. "Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold" Metals 9, no. 5: 596. https://doi.org/10.3390/met9050596