Development of High-Fidelity Imaging Procedures to Establish the Local Material Behavior in Friction Stir Welded Stainless Steel Joints


Abstract
:1. Introduction
- The effect of the geometry of the test specimen in the region of the weld causes out-of-plane deformations and consequent parasitic in-plane strains. Executing stereo DIC at the short focal length necessary for the macro lens is practically impossible, so a means of identifying the out-of-plane displacement is developed which allows the parasitic strains to be removed from the in-plane strains obtained by the HR-DIC.
- The limited field of view of the macro lens means that the entire weld region cannot be captured by a single image. Hence, it is necessary to develop an experimental methodology that enables sequential loading and the capture of multiple images across the weld region to fully exploit the full-field nature of DIC.
- The capture of the separate images requires that an image stitching procedure is developed to provide the strain field across the entire welded region.
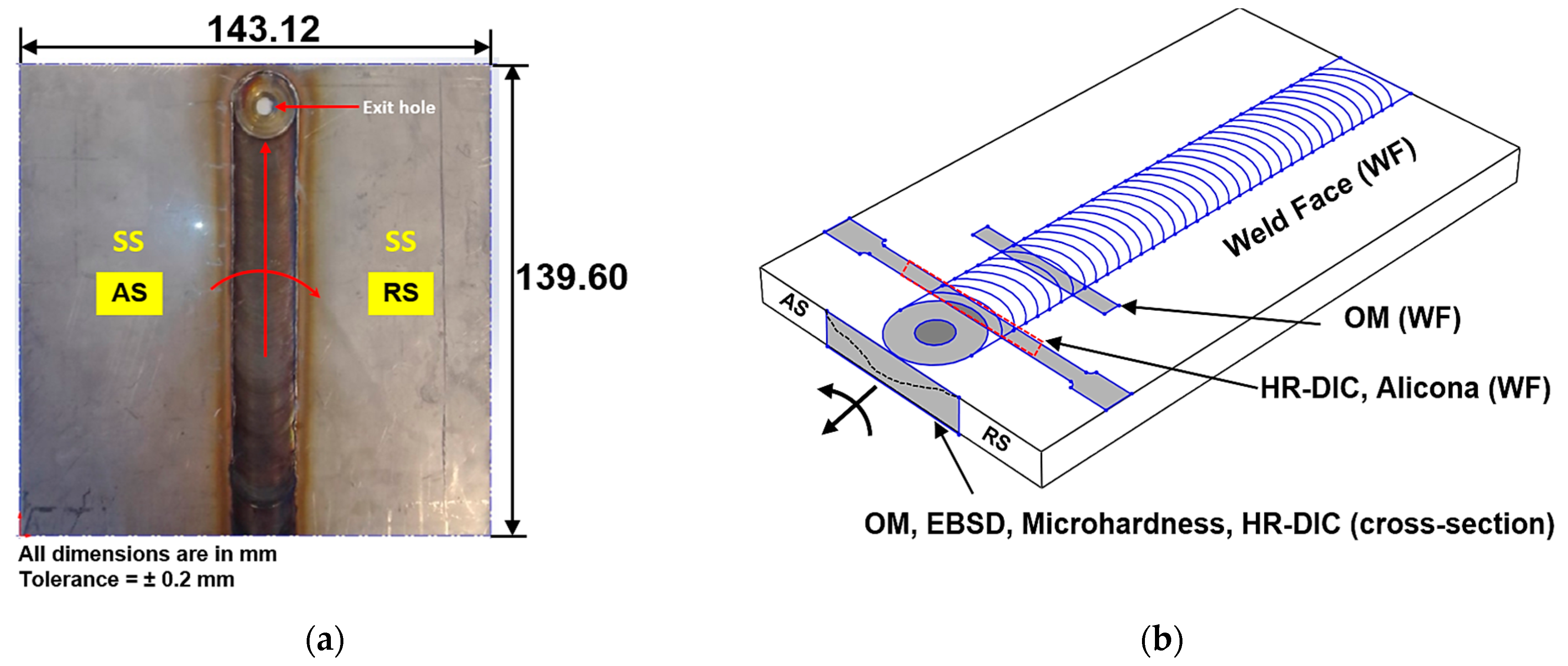
2. Materials and Test Specimen Preparation
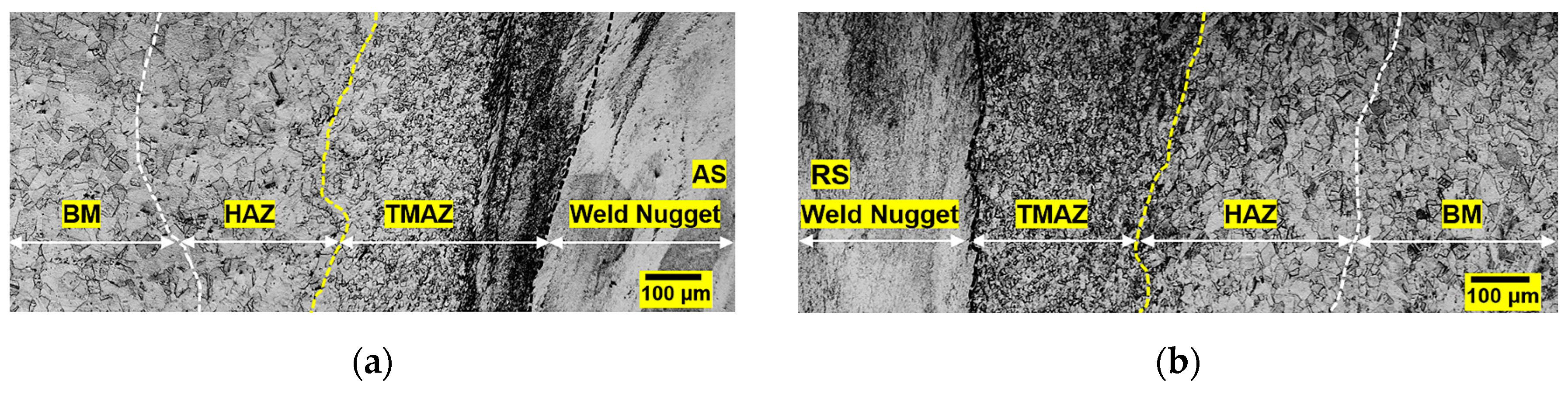
3. Microstructural Characterizations
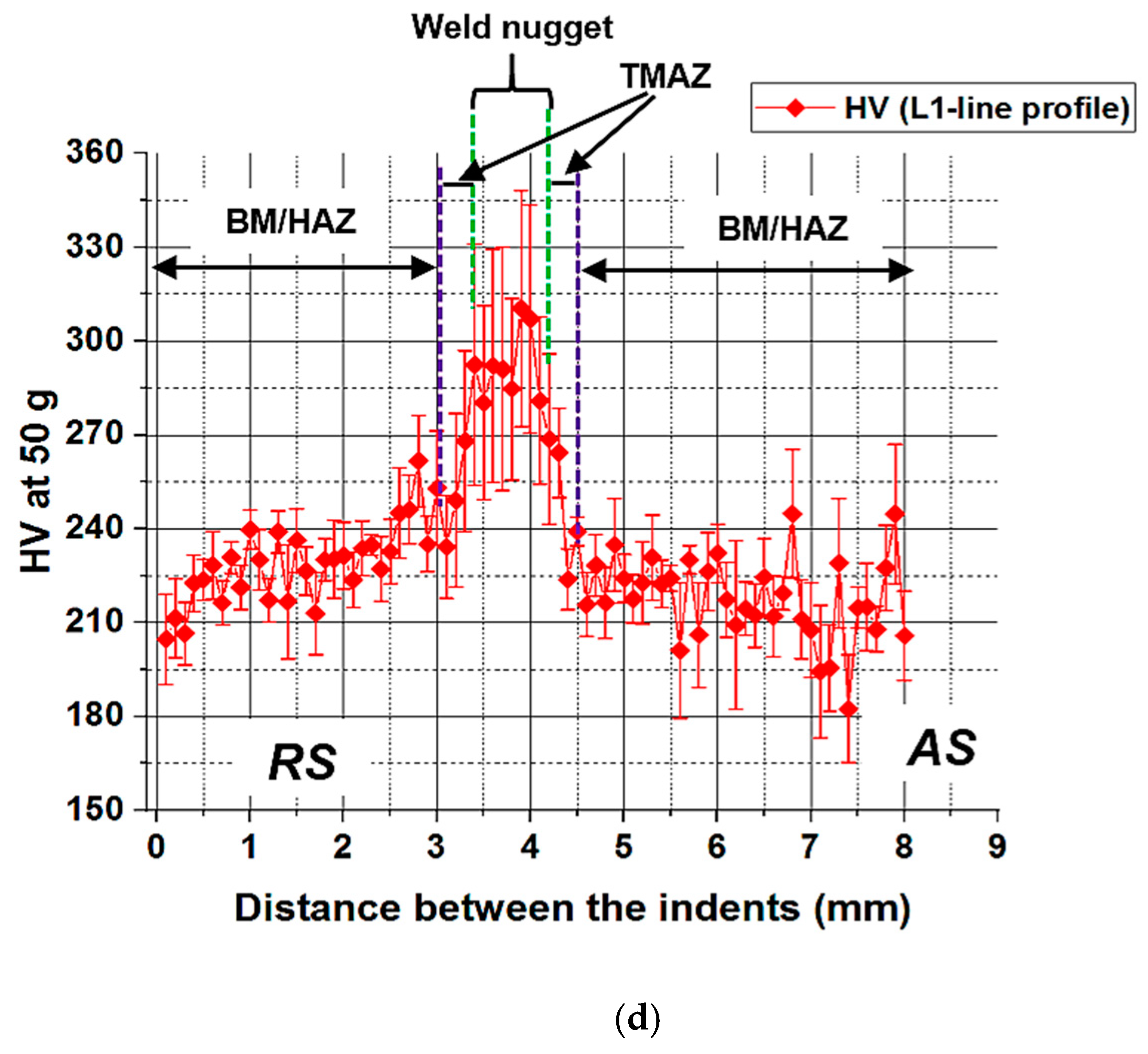
4. Microhardness Measurements
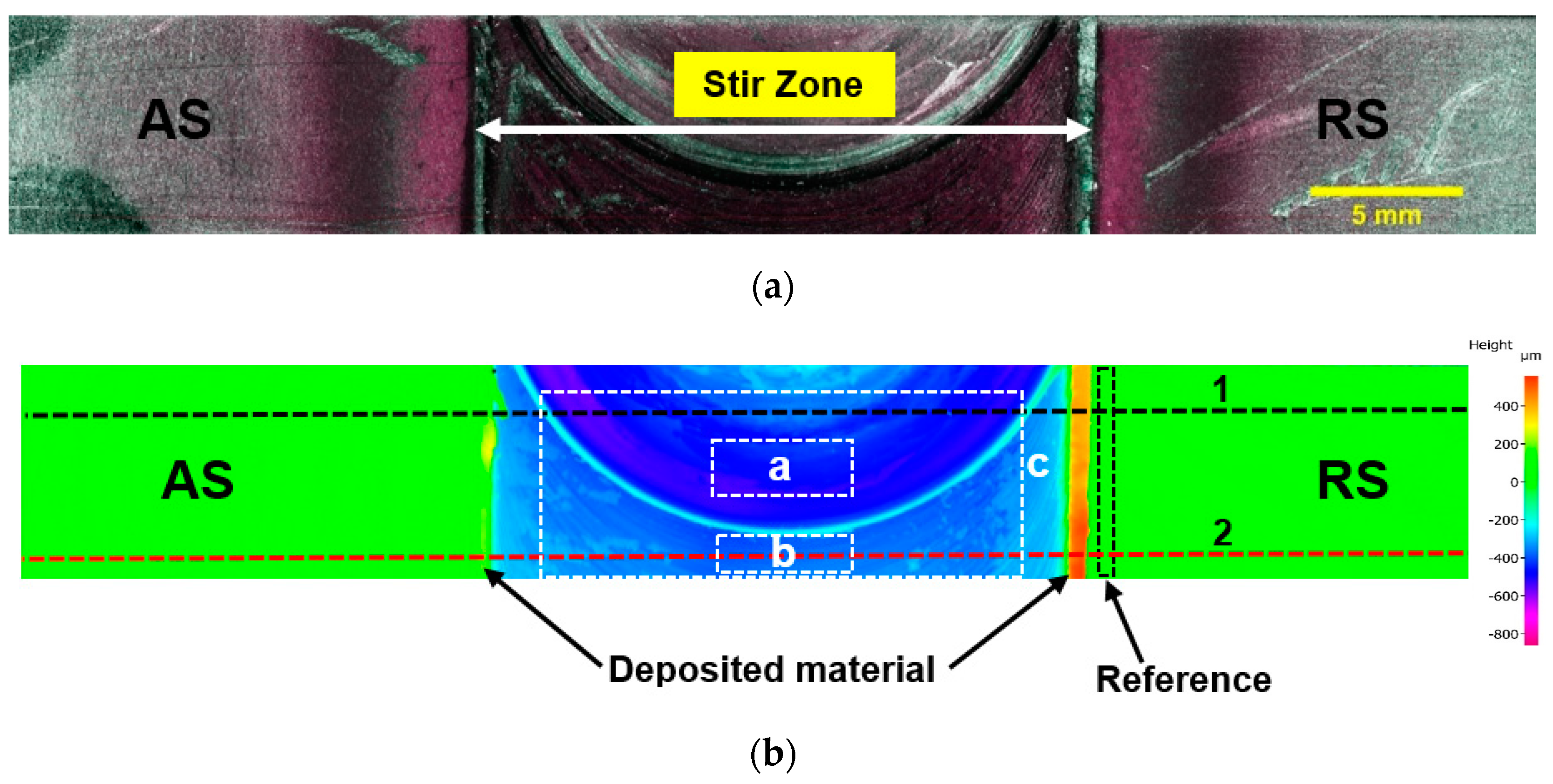
5. FSW (SS-SS) Weld Surface Geometry
6. HR Strain Measurements
6.1. Image Stitching Procedure
6.2. HR-DIC Strain Data Stitching Procedure
6.3. HR-DIC Strain Measurements and Procedure for Removing Parasitic Strains
7. Conclusions
- Meaningful data can be obtained from the as-manufactured FSW joint without the need to conduct post-weld machining to produce a specimen of uniform cross-section.
- The parasitic effect of the out-of-plane displacements was eliminated using a correction procedure which was validated by showing that the elastic modulus could be obtained accurately in the weld nugget region.
- An alternative to the stereo-DIC method has been devised, which is particularly applicable where high magnification and small stand-off distances are used.
- To apply the procedure, establishing the correct weld geometry is essential to obtain accurate stress values; this was done using an Alicona infinite focus 3D optical microscope.
- Only the SEM-EBSD micrograph of the weld was able to show the clear, distinct boundary between the weld nugget and TMAZ as well as TMAZ and HAZ.
- The microhardness measurements revealed that the FSW weld nugget has the greatest hardness compared to the other local weld zones.
- The SEM-BSE/EDS results showed that there were significantly higher tungsten levels in the weld nugget resulting from tool wear during the FSW process, which could be linked to the increased hardness levels as well as the fine grain structure.
- The tungsten did not modify the elastic modulus of the material in the weld nugget.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Duvall, F. Digital image correlation for determination of weld and base metal constitutive behaviour. Weld. Res. Suppl. 1999, 78, 355–360. [Google Scholar]
- Lockwood, W.D.; Reynolds, A.P. Simulation of the global response of a friction stir weld using local constitutive behavior. Mater. Sci. Eng. A 2003, 339, 35–42. [Google Scholar] [CrossRef]
- Velu, M.; Bhat, S. Metallurgical and mechanical examinations of steel–copper joints arc welded using bronze and nickel-base superalloy filler materials. Mater. Des. 2013, 47, 793–809. [Google Scholar] [CrossRef]
- Ambriz, R.R.; Chicot, D.; Benseddiq, N.; Mesmacque, G.; de la Torre, S.D. Local mechanical properties of the 6061-T6 aluminium weld using micro-traction and instrumented indentation. Eur. J. Mech. A. Solids 2011, 30, 307–315. [Google Scholar] [CrossRef]
- Sutton, M.A.; Yang, B.; Reynolds, A.P.; Yan, J. Banded microstructure in 2024-T351 and 2524-T351 aluminum friction stir welds: Part II. Mechanical characterization. Mater. Sci. Eng. A 2004, 364, 66–74. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.S.; Yoneyama, S.; Kokawa, H. Tensile behavior of friction-stir welded AZ31 magnesium alloy. Mater. Sci. Eng. A 2017, 679, 272–281. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Yoneyama, S.; Kokawa, H.; Fujii, H.T.; Hirano, S. Microstructure and tensile behavior of friction-stir welded TRIP steel. Mater. Sci. Eng. A 2018, 717, 26–33. [Google Scholar] [CrossRef]
- Texier, D.; Zedan, Y.; Amoros, T.; Feulvarch, E.; Stinville, J.C.; Bocher, P. Near-surface mechanical heterogeneities in a dissimilar aluminum alloys friction stir welded joint. Mater. Des. 2016, 108, 217–229. [Google Scholar] [CrossRef]
- Saranath, K.M.; Sharma, A.; Ramji, M. Zone wise local characterization of welds using digital image correlation technique. Opt. Lasers Eng. 2014, 63, 30–42. [Google Scholar] [CrossRef]
- Wang, Y.-F.; An, J.; Yin, K.; Wang, M.-S.; Li, Y.-S.; Huang, C.-X. Ultrafine-Grained Microstructure and Improved Mechanical Behaviors of Friction Stir Welded Cu and Cu–30Zn Joints. Acta Metall. Sinica (English Letters) 2018, 31, 878–886. [Google Scholar] [CrossRef]
- Yang, B.; Yan, J.; Sutton, M.A.; Reynolds, A.P. Banded microstructure in AA2024-T351 and AA2524-T351 aluminum friction stir welds: Part I. Metallurgical studies. Mater. Sci. Eng. A 2004, 364, 55–65. [Google Scholar] [CrossRef]
- Leitão, C.; Galvão, I.; Leal, R.M.; Rodrigues, D.M. Determination of local constitutive properties of aluminium friction stir welds using digital image correlation. Mater. Des. 2012, 33, 69–74. [Google Scholar] [CrossRef]
- Sutton, M.A.; Yan, J.H.; Tiwari, V.; Schreier, H.W.; Orteu, J.J. The effect of out-of-plane motion on 2D and 3D digital image correlation measurements. Opt. Lasers Eng. 2008, 46, 746–757. [Google Scholar] [CrossRef] [Green Version]
- Crammond, G.; Boyd, S.W.; Dulieu-Barton, J.M. Evaluating the localised through-thickness load transfer and damage initiation in a composite joint using digital image correlation. Composites Part A 2014, 61, 224–234. [Google Scholar] [CrossRef]
- Citarella, R.; Carlone, P.; Lepore, M.; Sepe, R. Hybrid technique to assess the fatigue performance of multiple cracked FSW joints. Eng. Fract. Mech. 2016, 162, 38–50. [Google Scholar] [CrossRef]
- Sepe, R.; Armentani, E.; di Lascio, P.; Citarella, R. Crack Growth Behavior of Welded Stiffened Panel. Procedia Eng. 2015, 109, 473–483. [Google Scholar] [CrossRef] [Green Version]
- Citarella, R.; Carlone, P.; Sepe, R.; Lepore, M. DBEM crack propagation in friction stir welded aluminum joints. Adv. Eng. Software 2016, 101, 50–59. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K. Enhancing the properties of friction stir welded stainless steel joints via multi-criteria optimization. Arch. Civ. Mech. Eng. 2016, 16, 605–617. [Google Scholar] [CrossRef]
- ASTM E3-11. Standard Guide for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- ASTM E384-17. Standard Test Method for Microindentation Hardness of Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16a. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- Preibisch, S.; Saalfeld, S.; Tomancak, P. Globally optimal stitching of tiled 3D microscopic image acquisitions. Bioinformatics 2009, 25, 1463–1465. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Microstructural characterisation of stir zone containing residual ferrite in friction stir welded 304 austenitic stainless steel. Sci. Technol. Weld. Joining 2005, 10, 550–556. [Google Scholar] [CrossRef]
- Kumar, S.S.; Murugan, N.; Ramachandran, K.K. Microstructure and mechanical properties of friction stir welded AISI 316L austenitic stainless steel joints. J. Mater. Process. Technol. 2018, 254, 79–90. [Google Scholar] [CrossRef]
- Peng, G.; Yan, Q.; Hu, J.; Chen, P.; Chen, Z.; Zhang, T. Effect of Forced Air Cooling on the Microstructures, Tensile Strength, and Hardness Distribution of Dissimilar Friction Stir Welded AA5A06-AA6061 Joints. Metals 2019, 9, 304. [Google Scholar] [CrossRef]
- Li, Y.; Qin, F.; Liu, C.; Wu, Z. A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals 2017, 7, 524. [Google Scholar] [Green Version]
- Nandan, R.; Debroy, T.; Bhadeshia, H. Recent advances in friction-stir welding—Process, weldment structure and properties. Prog. Mater Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, D.; Xue, P.; Wu, L.H.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Achieving ultra-high strength friction stir welded joints of high nitrogen stainless steel by forced water cooling. J. Mater. Sci. Technol. 2018, 34, 2183–2188. [Google Scholar] [CrossRef]
- Li, H.; Yang, S.; Zhang, S.; Zhang, B.; Jiang, Z.; Feng, H.; Han, P.; Li, J. Microstructure evolution and mechanical properties of friction stir welding super-austenitic stainless steel S32654. Mater. Des. 2017, 118, 207–217. [Google Scholar] [CrossRef]
- Carroll, J.; Abuzaid, W.; Lambros, J.; Sehitoglu, H. An experimental methodology to relate local strain to microstructural texture. Rev. Sci. Instrum. 2010, 81, 083703. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Z.; Lenthe, W.; Stinville, J.C.; Echlin, M.; Pollock, T.M.; Daly, S. High-Resolution Deformation Mapping Across Large Fields of View Using Scanning Electron Microscopy and Digital Image Correlation. Exp. Mech. 2018, 58, 1407–1421. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 304 SS | Chemical Composition (in wt %) | ||||||||
| C | Mn | Si | P | S | Cr | Ni | Mo | Fe | |
| 0.07 | 0.945 | 0.302 | 0.036 | 0.003 | 18.072 | 8.13 | 0.3 | 72.142 | |
| Process Parameters | FSW (SS-SS) |
|---|---|
| Tool rotation speed (RPM) | 441 |
| Tool traverse speed (mm/min) | 118 |
| Shoulder diameter (mm) | 17.5 |
| Pin diameter (mm) | 8 |
| Pin length (mm) | 1.8 |
| Technique | Coefficient of Variation of Strain (%) | ||
|---|---|---|---|
| BM (RS) | BM (AS) | Weld Nugget | |
| Manual | 25.93 | 30.83 | 26.86 |
| MATLAB/ImageJ | 34.01 | 30.98 | 26.88 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramachandran, S.; Lakshminarayanan, A.K.; Reed, P.A.S.; Dulieu-Barton, J.M. Development of High-Fidelity Imaging Procedures to Establish the Local Material Behavior in Friction Stir Welded Stainless Steel Joints. Metals 2019, 9, 592. https://doi.org/10.3390/met9050592
Ramachandran S, Lakshminarayanan AK, Reed PAS, Dulieu-Barton JM. Development of High-Fidelity Imaging Procedures to Establish the Local Material Behavior in Friction Stir Welded Stainless Steel Joints. Metals. 2019; 9(5):592. https://doi.org/10.3390/met9050592
Chicago/Turabian StyleRamachandran, S., A. K. Lakshminarayanan, P. A. S. Reed, and J. M. Dulieu-Barton. 2019. "Development of High-Fidelity Imaging Procedures to Establish the Local Material Behavior in Friction Stir Welded Stainless Steel Joints" Metals 9, no. 5: 592. https://doi.org/10.3390/met9050592