A Prediction Model for Internal Cracks during Slab Continuous Casting

Abstract
:1. Introduction
2. Quality Loss Factor
2.1. Type of Quality Loss Factor
2.2. Theoretical Calculation Method of Quality Loss Factor
2.2.1. Loss Factor of Shell Stress at Mold Exit
2.2.2. Loss Factor of Shell Stress in the Secondary Cooling Zone
2.2.3. Loss Factor of Reheating at Slab Surface in the Secondary Cooling Zone
2.2.4. Loss Factor of Temperature Dropping at Slab Surface in the Secondary Cooling Zone
2.2.5. Straightening Temperature Loss Factor of the Slab in the Secondary Cooling Zone
2.2.6. Loss Factor of Steel Crack Sensitivity
2.2.7. Loss Factor of the Total Deformation Rate of the Slab in the Secondary Cooling Zone
2.2.8. Target Temperature Loss Factor of a Slab in the Secondary Cooling Zone
3. Casting Abnormal Events
4. Internal Crack Generation Index of Slice Unit
4.1. The Weighted-Average Algorithm
4.2. The BP Neural Network Algorithm
5. Internal Crack Prediction Algorithm for the Sized Slab
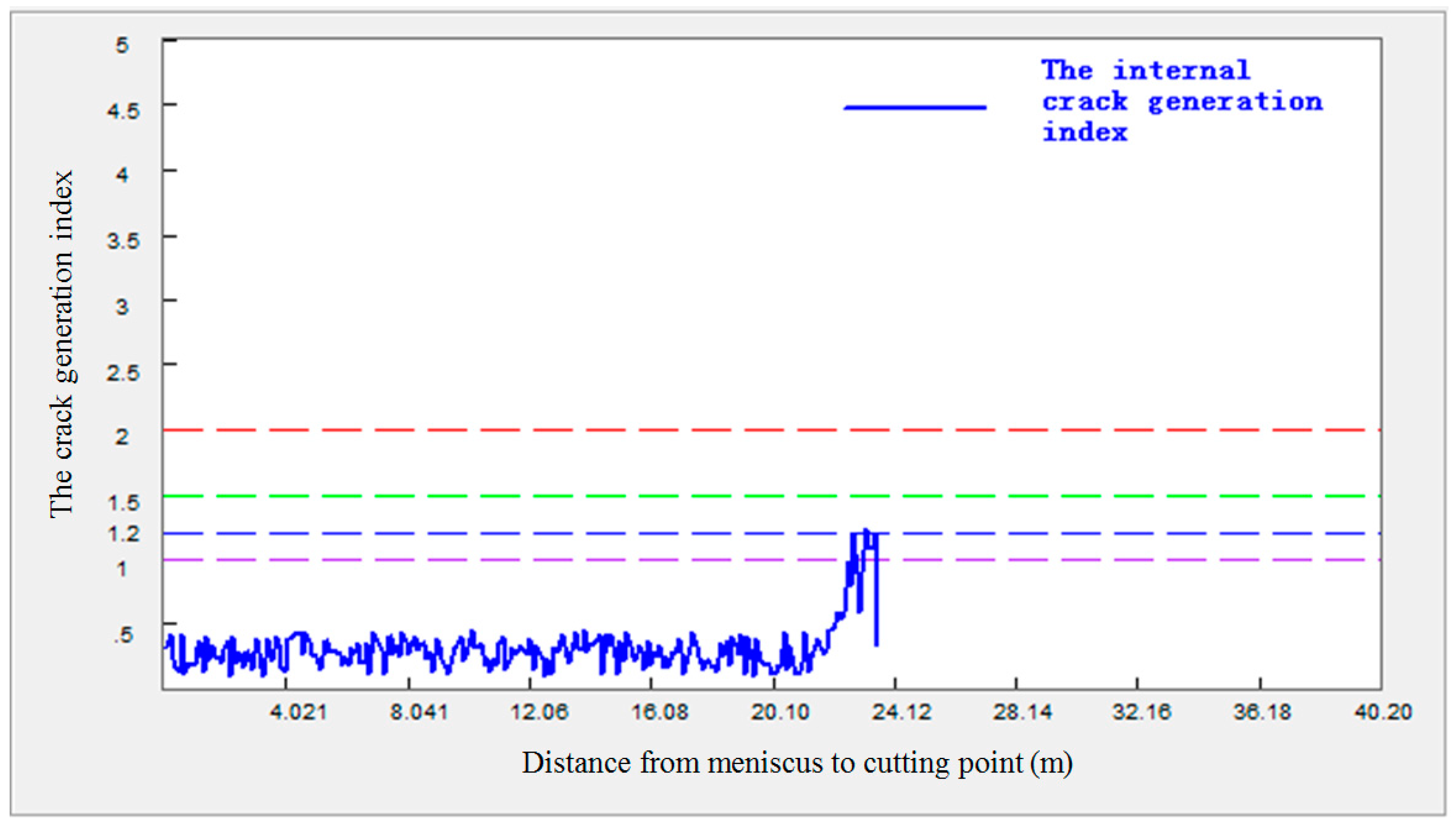
| (1) The crack generation index is less than 1.0 | Nonoccurrence |
| (2) The crack generation index is between 1.0 and 1.2 | Possible |
| (3) The crack generation index is between 1.2 and 1.5 | Slight |
| (4) The crack generation index is between 1.5 and 2.0 | General |
| (5) The crack generation index is greater than 2.0 | Serious |
6. Industrial Application
6.1. The Prediction Model Software Introduction
6.2. Industrial Applications
7. Conclusions
- (1)
- The accurate and comprehensive collection of data transmitted from a previous process, the real-time process parameters in continuous casting, the real-time control feedback parameters of the continuous caster, and the casting abnormal events are important foundations for the model to ensure the accuracy of the predictions.
- (2)
- In the early stage of model industrial applications, according to the feedback condition of onsite slab quality, correcting the weight coefficient of each quality loss factor and the adjustment factor of each casting abnormal event is important for improving the prediction accuracy of the model.
- (3)
- In the middle stage of model industrial applications, improving the stability of the prediction model by using the BP neural network algorithm to correct and adjust the weight coefficient of each quality loss factor through the obtained effective samples is important.
- (4)
- The organic combination of the mechanism of internal crack generation in slabs as well as the BP neural network and expert system resulted in an effective method for predicting the internal cracking of slabs.
Author Contributions
Funding
Conflicts of Interest
References
- Brimacombe, J.K. Empowerment with knowledge—toward the intelligent mold for the continuous casting of steel billets. Metall. Trans. B 1993, 24B, 917–935. [Google Scholar] [CrossRef]
- Schnelle, K.D.; Mah, R.H. Product quality management using a real-time expert system. ISIJ Int. 1994, 34, 815–821. [Google Scholar] [CrossRef]
- Thomas, B.G. On-line detection of quality problems in continuous casting of steel. In Proceedings of the 2003 Materials Science and Technology Symposium, Chicago, IL, USA, 10–12 November 2003. [Google Scholar]
- Normanton, A.S.; Barber, B.; Bell, A.; Spaccarotella, A.; Holappa, L.; Laine, J.; Peters, H.; Link, N.; Ors, F.; Lopez, A.; et al. Developments in online surface and internal quality forecasting of continuously cast semis. Ironmak. Steelmak. 2004, 31, 376–382. [Google Scholar] [CrossRef]
- Chimani, C.M.; Resch, H.; Mörwald, K.; Kolednik, O. Precipitation and phase transformation modelling to predict surface cracks and slab quality. Ironmak. Steelmak. 2005, 32, 75–79. [Google Scholar] [CrossRef]
- Watzinger, J.; Pesek, A.; Huebner, N.; Pillwax, M.; Lang, O. MoldExpert–operational experience and future development. Ironmak. Steelmak. 2005, 32, 208–212. [Google Scholar] [CrossRef]
- Wang, X.D.; Yao, M.; Du, B.; Fang, D.C.; Zhang, L.; Chen, Y.X. Online measurement and application of mould friction in continuous slab casting. Ironmak. Steelmak. 2007, 34, 138–144. [Google Scholar] [CrossRef]
- Ershun, P.; Liang, Y.; Shi, J.J.; Chang, T. On-line bleeds detection in continuous casting processes using engineering-driven rule-based algorithm. J. Manuf. Sci. Eng. 2009, 131, 1–9. [Google Scholar]
- Du, F.M.; Wang, X.D.; Liu, Y.; Wei, J.J.; Yao, M. Prediction of longitudinal cracks based on a full-scale finite-element model coupled inverse algorithm for a continuously cast slab. Steel Res. Int. 2017, 88, 1–7. [Google Scholar] [CrossRef]
- Thomas, G.B.; Jenkins, M.S.; Mahapatra, R.B. Investigation of strand surface defects using mould instrumentation and modelling. Ironmak. Steelmak. 2004, 31, 485–494. [Google Scholar] [CrossRef]
- Landstrom, A.; Thurley, M.J. Morphology-based crack detection for steel slabs. IEEE J. STSP 2012, 6, 866–875. [Google Scholar] [CrossRef]
- Lee, J.E.; Yeo, T.J.; Oh, K.H.; Yoon, J.K.; Yoon, U. Prediction of cracks in continuously cast steel beam blank through fully coupled analysis of fluid flow, heat transfer, and deformation behavior of a solidifying shell. Metall. Mater. Trans. A 2000, 31, 225–237. [Google Scholar] [CrossRef]
- Santos, C.A.; Spim, J.A.; Garcia, A. Mathematical modeling and optimization strategies (genetic algorithm and knowledge base) applied to the continuous casting of steel. Eng. Appl. Artif. Intell. 2003, 16, 511–527. [Google Scholar] [CrossRef]
- Preissl, H.; Fastner, T. Automatic quality control of cast slabs at the VOEST-ALPINE Steel works. In Proceedings of the Steelmaking Conference Proceedings, Pittsburgh, PA, USA, 2–5 March 1995. [Google Scholar]
- Schwedmann, J.; Wochnik, J. Instrumentation system, automation control and quality control for products of the continuous casting process. In Proceedings of the Second International Conference on Continuous Casting of Steel, Wuhan, China, 19–21 May 1995. [Google Scholar]
- Hewitt, P.N.; Robson, A.; Normanton, A.S.; Hunter, N.S.; Scholes, A.; Stewart, D. Continuous casting developments at british steel. Presented at the 1997 ATS International Steelmaking Conference, Paris, France, 9–10 December 1997. [Google Scholar]
- Normanton, A.S.; Hewitt, P.N.; Hunter, N.S.; Scoones, D.; Harris, B. Mould thermal monitoring: A window on the mould. Ironmak. Steelmak. 2004, 31, 357–363. [Google Scholar] [CrossRef]
- Landstrom, A.; Thurley, M.J.; Jonsson, H. Sub-millimeter crack detection in casted steel using color photometric stereo. In Proceedings of the Digital Image Computing: Techniques and Applications (DICTA), Hobart, Australia, 26–28 November 2013. [Google Scholar]
- Brimacombe, J.K.; Sorimachi, K. Crack formation in the continuous casting of steel. Metall. Trans. B 1977, 8, 489–505. [Google Scholar] [CrossRef]
- Brimacombe, J.K.; Weinberg, F.; Hawbolt, E.B. Formation of longitudinal, midface cracks in continuously-cast slabs. Metall. Trans. B 1979, 10, 279–292. [Google Scholar] [CrossRef]
- Nakagawa, T.; Umeda, T.; Murata, J.; Kamimura, Y.; Niwa, N. Deformation behavior during solidification of steels. ISIJ Int. 1995, 35, 723–729. [Google Scholar] [CrossRef]
- Nakagawa, T.; Umeda, T.; Murate, T. Strength and ductility of solidifying shell during casting. Trans. Iron Steel Inst. Jpn. 1995, 35, 723–728. [Google Scholar] [CrossRef]
- Won, Y.M.; Yeo, T.; Seol, D.J.; Oh, K.H. A new criterion for internal crack formation in continuously cast steels. Metall. Mater. Trans. B 2000, 31, 779–794. [Google Scholar] [CrossRef]
- Zhu, G.S.; Wang, X.H.; Yu, H.X.; Zhang, J.M.; Wang, W.J. Formation mechanism of internal cracks in continuously cast slab. Int. J. Miner. Metall. Mater. 2004, 11, 398–402. [Google Scholar]
- Chang, G.W.; Jin, G.C.; Chen, S.Y.; Yue, X.D. Research on the formation mechanism of internal crack in the continuous casting slab. Acta Metall. Sin. 2007, 20, 35–39. [Google Scholar] [CrossRef]
- El-Bealy, M.O. On the formation of interdendritic internal cracks during dendritic solidification of continuously cast steel slabs. Metall. Mater. Trans. B 2012, 43, 1488–1516. [Google Scholar] [CrossRef]
- Dou, K.; Qing, J.S.; Wang, L.; Zhang, X.F.; Wang, B.; Liu, Q.; Dong, H.B. Research on internal crack susceptibility of continuous-casting bloom based on micro-segregation model. Acta Metall. Sin. 2014, 50, 1505–1512. [Google Scholar]
- Ames, A.E.; Mattucci, N.; MacDonald, S.; Szonyi, G.; Hawkins, D.M. Quality loss functions for optimization across multiple response surfaces. J. Qual. Technol. 1997, 29, 339–346. [Google Scholar] [CrossRef]
- Kulkarni, M.S.; Babu, A.S. Managing quality in continuous casting process using product quality model and simulated annealing. J. Mater. Process. Technol. 2005, 166, 294–306. [Google Scholar] [CrossRef]
- Kim, K.H.; Yeo, T.J.; Oh, K.H.; Lee, D.N. Effect of carbon and sulfur in continuously cast strand on longitudinal surface cracks. ISIJ Int. 1996, 36, 284–289. [Google Scholar] [CrossRef]
- Mokler, D.A.; (SMS Engineering (China) Ltd. Beijing, China). Personal communication, 2011.
- Han, Z.Q.; Cai, K.K.; Liu, B.C. Prediction and analysis on formation of internal cracks in continuously cast slabs by mathematical models. ISIJ Int. 2001, 41, 1473–1480. [Google Scholar] [CrossRef]
- Verma, R.K.; Girase, N.U. Comparison of different caster designs based on bulging, bending and misalignment strains in solidifying strand. Ironmak. Steelmak. 2006, 33, 471–476. [Google Scholar] [CrossRef]
- Wu, C.H.; Ji, C.; Zhu, M.Y. Numerical simulation of bulging deformation forwide-thick slab under uneven cooling conditions. Metall. Mater. Trans. B 2018, 49B, 1–14. [Google Scholar]
- Barber, B.; Perkins, A. Strand deformation in continuous casting. Ironmak. Steelmak. 1989, 16, 406–411. [Google Scholar]
- Toledo, G.A.; Ciriza, J.; Laraudogoitia, J.J. Abnormal transient phenomena in the continuous casting process: Part 1. Ironmak. Steelmak. 2003, 30, 353–359. [Google Scholar] [CrossRef]
- Toledo, G.A.; Ciriza, J.; Laraudogoitia, J.J.; Arteaga, A. Abnormal transient phenomena in the continuous casting process: Part 2. Ironmak. Steelmak. 2003, 30, 360–368. [Google Scholar] [CrossRef]
- Wang, X.D.; Yao, M.; Chen, X.F. Development of prediction method for abnormalities in slab continuous casting using artificial neural network models. ISIJ Int. 2006, 46, 1047–1053. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Factor | Related Metallurgical Process Conditions | Related Metallurgical Process Parameters |
|---|---|---|
| Steel composition | Crack generation tendency | Critical strain, critical stress, thermal strain, shell deformation |
| Mold parameters | Heat loss, mold deformation | Thickness of mold, mold thermal conductivity, cooling water flow rate, cooling water temperature, cooling water flow |
| Casting support | Bulge | Roller pitch |
| Spray zone parameters | Slab surface temperature, solidified shell thickness | Secondary cooling water flow rate, temperature of secondary cooling water, length of secondary cooling zone |
| Straightening parameters | Slab surface strain, solidification front strain | Slab surface temperature, solidified shell thickness |
| Casting speed | Thickness of the shell at the exit of the mold, thickness of the shell at the exit of the secondary cooling zone, metallurgical length | Shell stress, strain plus, surface temperature at the exit of the mold, surface temperature at the exit of the secondary cooling zone, position of complete solidification |
| Quality Loss Factor Name | Type |
|---|---|
| C1: Loss factor of shell stress at mold exit | STA |
| C2: Loss factor of shell stress in the secondary cooling zone | STA |
| C3: Loss factor of reheating at slab surface in the secondary cooling zone | STA |
| C4: Loss factor of the temperature dropping at the slab surface in the secondary cooling zone | STA |
| C5: Straightening temperature loss factor of the slab in the secondary cooling zone | LTA |
| C6: Loss factor of steel crack sensitivity | STA |
| C7: Loss factor of total deformation rate of the slab in the secondary cooling zone | STA |
| C8: Target temperature loss factor of the slab in the secondary cooling zone | STA |
| Type of Abnormal Event | Number | Names of Abnormal Events |
|---|---|---|
| Abnormal events of tundish | 1 | Steel level of the tundish abnormally decreasing |
| 2 | Steel level of the tundish fluctuating | |
| 3 | Tundish sliding nozzle blocked | |
| 4 | Tundish flow control device damaged | |
| 5 | Online replacement of the tundish | |
| Abnormal events of mold | 1 | Steel level of the mold fluctuating |
| 2 | Submerged entry nozzle blocked | |
| 3 | Cylinder synchronous error in mold oscillation | |
| 4 | Mold narrow face taper drift | |
| 5 | Uneven coverage of mold slag | |
| 6 | Breakout alarm of mold | |
| 7 | Mold copper plate wear | |
| 8 | Online replacement of the submerged entry nozzle | |
| Abnormal events of secondary cooling zone | 1 | Nozzles of segment zero blocked |
| 2 | Nozzles of curved area blocked | |
| 3 | Nozzles of straightening area blocked | |
| 4 | Nozzles of horizontal area blocked | |
| 5 | Valve of segment zero is unstable | |
| 6 | Valve of curved area is unstable | |
| 7 | Valve of straightening area is unstable | |
| 8 | Valve of horizontal area is unstable | |
| Abnormal events of casting district | 1 | Roll gap of segment zero control failure |
| 2 | Roll gap of curved area control failure | |
| 3 | Roll gap of straightening area control failure | |
| 4 | Roll gap of horizontal area control failure | |
| 5 | Roll gap of segment zero control accuracy is poor | |
| 6 | Roll gap of curved area control accuracy is poor | |
| 7 | Roll gap of straightening area control accuracy is poor | |
| 8 | Roll gap of horizontal area control accuracy is poor |
| Quality Loss Factor | Weight Coefficient | Remark |
|---|---|---|
| C1 | 0.1/0.1 | |
| C2 | 0.15/0.15 | |
| C3 | 0.15/0.15 | |
| C4 | 0.15/0.15 | |
| C5 | 0.15/0.1 | |
| C6 | 0.15/0.1 | |
| C7 | 0.15/0.15 | |
| C8 | 0/0.1 | Considered as an option in the model |
| Weight | H1 | H2 | H3 | H4 | H5 | H6 | H7 | H8 | H9 | H10 |
|---|---|---|---|---|---|---|---|---|---|---|
| P1 | 0.02180 | 0.00807 | −0.15113 | 0.03674 | 0.00937 | 0.02791 | −0.04622 | 0.0919 | 0.03983 | 0.03049 |
| P2 | −0.04363 | 0.29140 | 0.40259 | 0.27991 | 0.04648 | 0.04638 | 0.04207 | 0.18835 | 0.05941 | 0.00049 |
| P3 | 0.00438 | 0.37227 | 0.33259 | 0.31394 | 0.06738 | −0.02076 | 0.01599 | 0.28521 | −0.01314 | −0.00971 |
| P4 | 0.03487 | 0.48507 | 0.58541 | 0.41103 | 0.11683 | −0.02747 | 0.02463 | 0.37454 | −0.01089 | 0.01719 |
| P5 | −0.03747 | 0.43504 | 0.40626 | 0.28516 | 0.08213 | −0.03996 | −0.03501 | 0.33558 | −0.00708 | −0.03167 |
| P6 | −0.01863 | 0.24489 | 0.20155 | 0.28560 | 0.11023 | −0.00950 | −0.01766 | 0.19401 | −0.01953 | 0.02868 |
| P7 | −0.00737 | 0.15510 | 0.18831 | 0.13584 | 0.05684 | −0.02889 | −0.02723 | 0.15669 | −0.02942 | 0.00860 |
| P8 | 0.04251 | 0.37145 | 0.45451 | 0.32071 | 0.05086 | 0.04189 | 0.01801 | 0.31627 | 0.00745 | −0.02643 |
| Thresholds | 0.00290 | −0.24204 | −0.78453 | −0.03913 | 0.01203 | −0.04486 | −0.02649 | 0.03094 | −0.04393 | −0.00276 |
| Weight | D1 |
|---|---|
| H1 | −0.06657 |
| H2 | 1.32652 |
| H3 | 1.85098 |
| H4 | 1.01310 |
| H5 | 0.35802 |
| H6 | 0.01900 |
| H7 | −0.02027 |
| H8 | 0.88893 |
| H9 | −0.04537 |
| H10 | −0.15340 |
| Thresholds | −1.811758 |
| Name | Unit | Value |
|---|---|---|
| Type of continuous caster | Vertical bending type | |
| Radius | m | 9.5 |
| Thickness of slab | mm | 190, 230 |
| Width of slab | mm | 900–1650 |
| Length of caster | m | 32.954 |
| Number of segments | 14 | |
| Number of secondary cooling zones | 10 | |
| Speed of work | m/min | 0.6–1.2 |
| Grades of Slab Quality | Nact | Npre |
|---|---|---|
| Nonoccurrence, lower than 1.0 | 3460 | 2978 |
| Possible, between 1.0 and 1.2 | 413 | 360 |
| Slight, between 1.2 and 1.5 | 229 | 216 |
| General, between 1.5 and 2.0 | 139 | 127 |
| Serious, greater than 2.0 | 56 | 51 |
| Total slab number | 4297 | 3732 |
| Prediction accuracy | 86.85% | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, Y.; Chen, D.; Liu, Q.; Long, M. A Prediction Model for Internal Cracks during Slab Continuous Casting. Metals 2019, 9, 587. https://doi.org/10.3390/met9050587
Kong Y, Chen D, Liu Q, Long M. A Prediction Model for Internal Cracks during Slab Continuous Casting. Metals. 2019; 9(5):587. https://doi.org/10.3390/met9050587
Chicago/Turabian StyleKong, Yiwen, Dengfu Chen, Qiang Liu, and Mujun Long. 2019. "A Prediction Model for Internal Cracks during Slab Continuous Casting" Metals 9, no. 5: 587. https://doi.org/10.3390/met9050587