Characterization of Texture Evolution during Recrystallization by Laser-Induced Transient Thermal Grating Method

 , ,
, , 
Abstract
:1. Introduction
2. Experiment
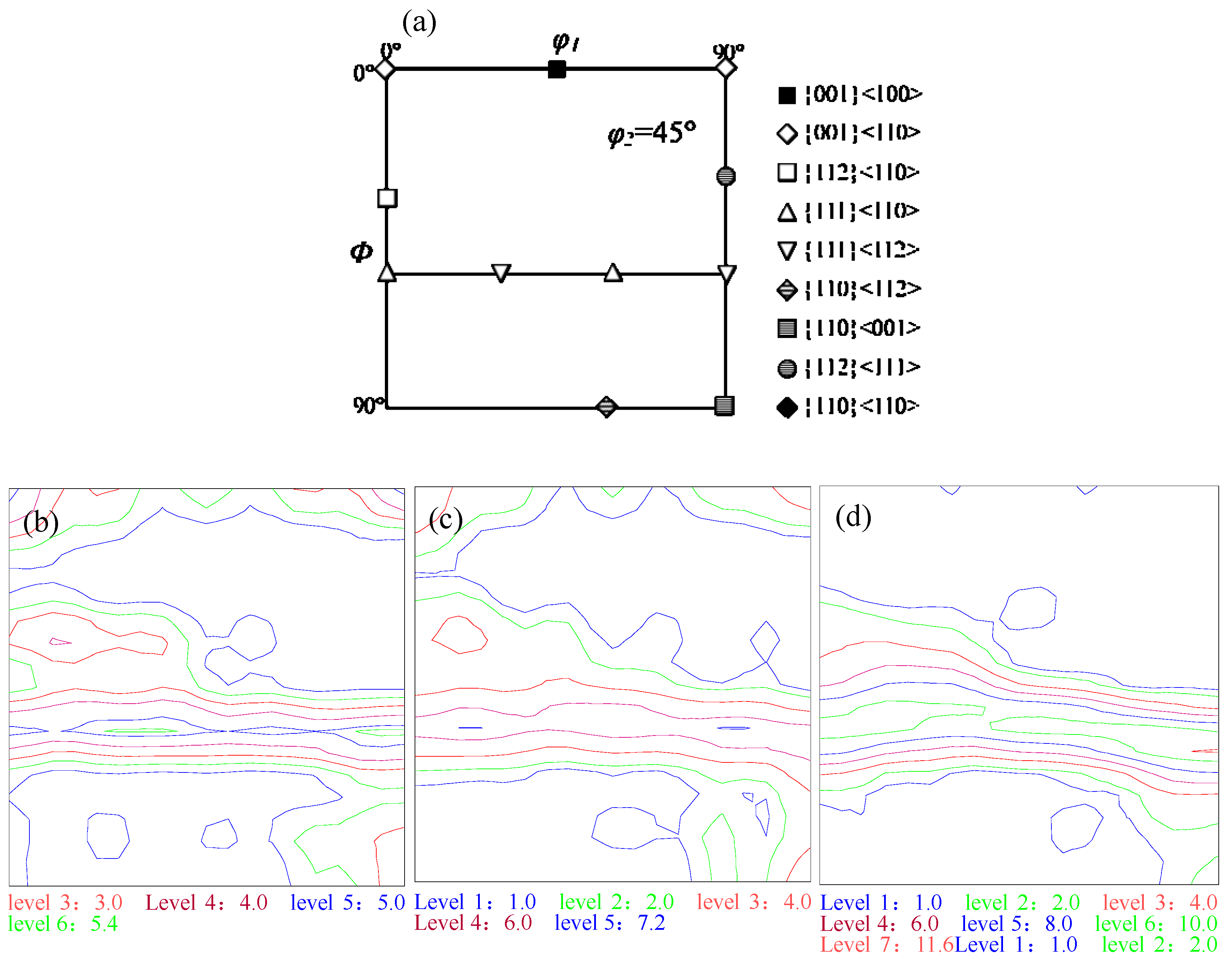
2.1. Experimental Material and Texture Analysis
2.2. Laser Ultrasonic Detection Method
2.3. Experimental Results
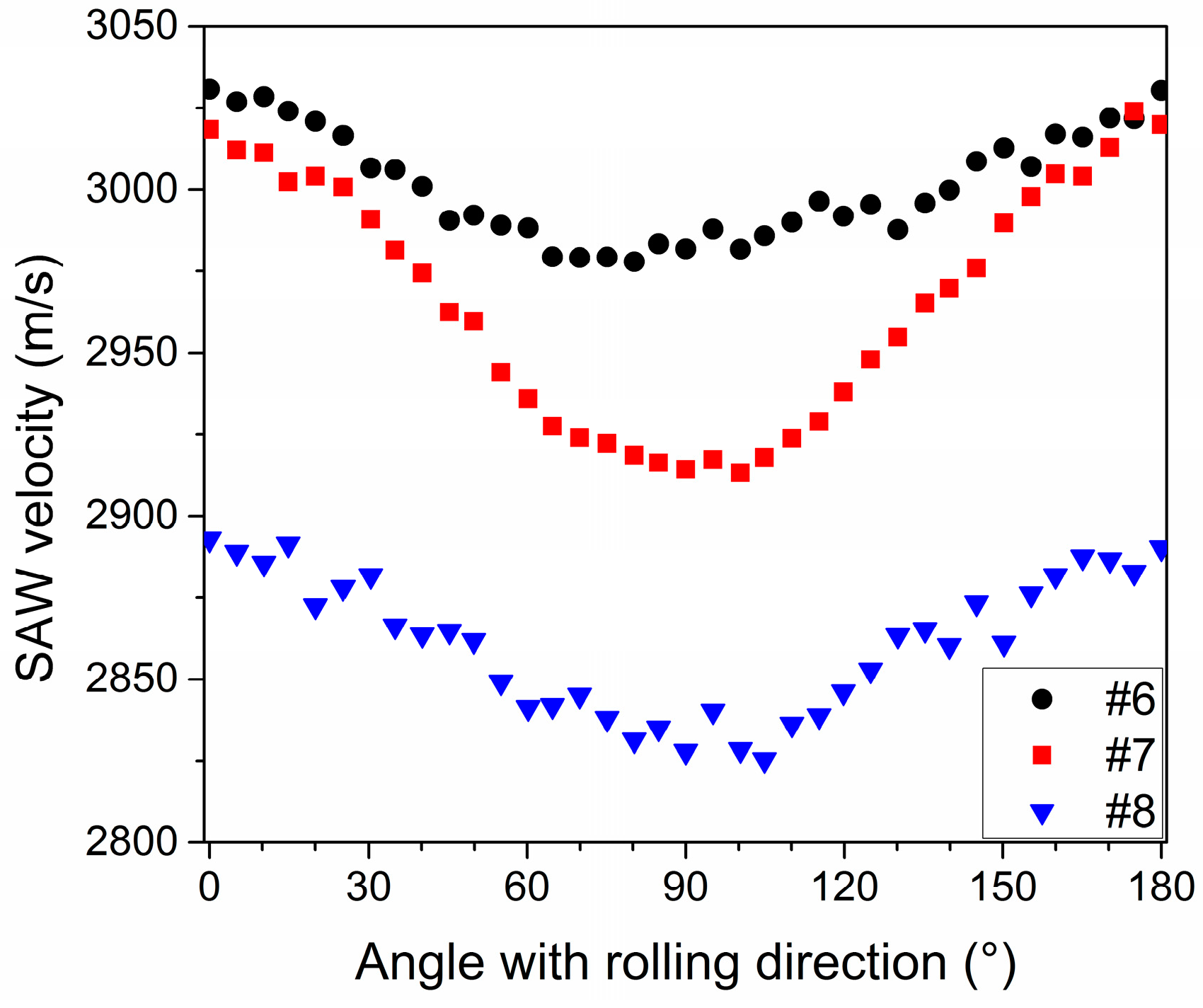
2.3.1. Angular Dependence of the SAW Velocity
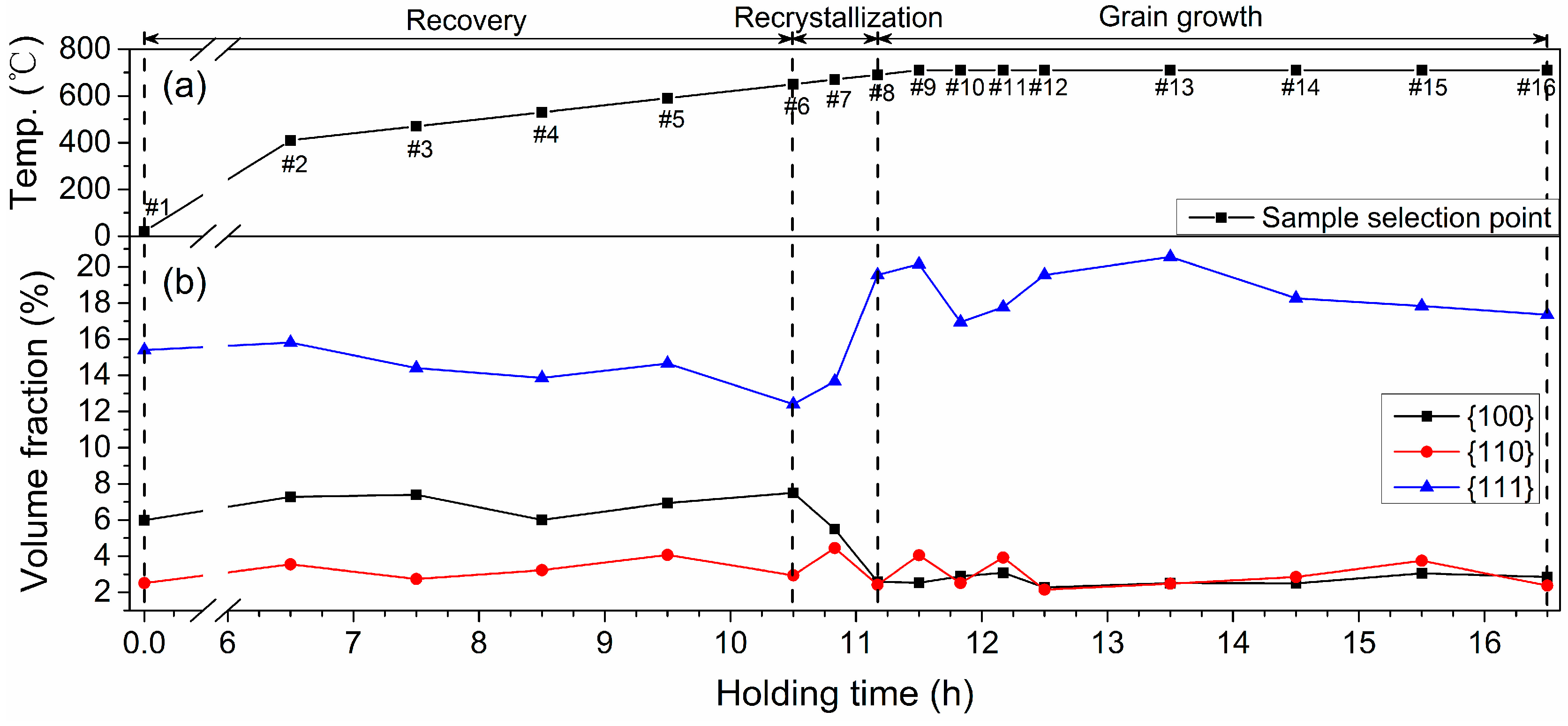
2.3.2. Texture Evolution during Recrystallization
2.4. Analysis of Angular Dependence of the SAW Velocity during Recrystallization
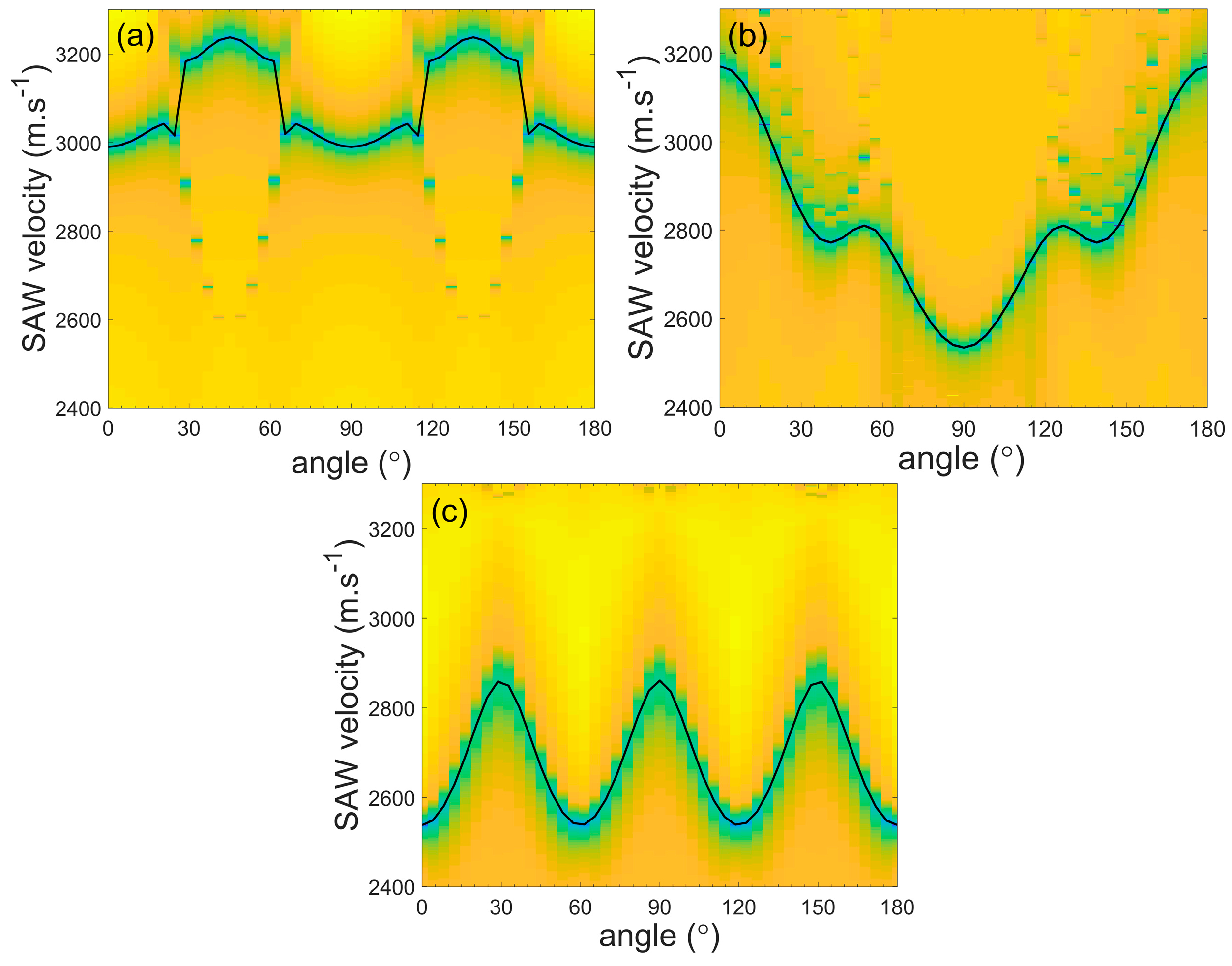
3. Numerical Simulation
3.1. Angular Dispersion of SAW Velocity in Single Crystal
3.2. Angular Dispersion of Velocity in Textured Polycrystalline Metals
4. Conclusion
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| IF | interstitial free steel |
| SAW | surface acoustic waves |
| XRD | X-Ray diffractometer |
| EBSD | electron backscattered diffraction |
| LUS | laser-ultrasonics |
| ISS | Impulsive Stimulated Scattering |
| ODF | Orientation Distribution Function |
References
- Kocks, U.F.; Tomé, C.N.; Wenk, H.R. Texture and Anisotropy: Preferred Orientations in Polycrystals and their Effects on Materials Properties; Cambridge University Press: London, UK, 2000. [Google Scholar]
- Peeters, B.; Bacroix, B.; Teodosiu, C.; Van Houtte, P.; Aernoudt, E. Work-hardening softening behaviour of b.c.c. polycrystals during changing strain paths: I. An integrated model based on substructure and texture evolution, and its prediction of the stress-strain behavior of an IF steel during two-stage strain paths. Acta Mater. 2001, 49, 1607–1619. [Google Scholar] [CrossRef]
- Ma, B.; Li, C.S.; Song, Y.L.; Wang, J.K.; Sui, F.L. Deformation and recrystallization microtextures of an austenitic steel during asymmetrical hot rolling process. J. Mater. Sci. 2017, 52, 1–15. [Google Scholar] [CrossRef]
- Zecevic, M.; Lebensohn, R.A.; McCabe, R.J.; Knezevic, M. Modelling recrystallization textures driven by intragranular fluctuations implemented in the viscoplastic self-consistent formulation. Acta Mater. 2019, 164, 530–546. [Google Scholar] [CrossRef]
- Perevertov, O.; Schäfer, R. Influence of applied compressive stress on the hysteresis curves and magnetic domain structure of grain-oriented transverse Fe–3%Si steel. J. Phys. D Appl. Phys. 2012, 47, 185001. [Google Scholar] [CrossRef]
- Bate, P.; Lundin, P.; Lindh-Ulmgren, E.; Hutchinson, B. Application of laser-ultrasonics to texture measurements in metal processing. Acta Mater. 2017, 123, 329–336. [Google Scholar] [CrossRef]
- Dierk, R. A texture-component Avrami model for predicting recrystallization textures, kinetics and grain size. Modell. Simul. Mater. Sci. Eng. 2007, 15, 39–63. [Google Scholar]
- Cheng, L.; Zhang, N.; Yang, P.; Mao, W.M. Retaining {100} texture from initial columnar grains in electrical steels. Scr. Mater. 2012, 67, 899–902. [Google Scholar] [CrossRef]
- Lee, H.H.; Jung, J.; Yoon, J.I.; Kim, J.K.; Kim, H.S. Modelling the evolution of recrystallization texture for a non-grain oriented electrical steel. Comput. Mater. Sci. 2018, 149, 57–64. [Google Scholar] [CrossRef]
- Engler, O.; Randle, V. Introduction to Texture Analysis: Macrotexture, Microtexture, and Orientation Mapping, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Sayers, M.C. Ultrasonic velocities in anisotropic polycrystalline aggregates. J. Phys. D Appl. Phys. 1982, 15, 2157–2167. [Google Scholar] [CrossRef]
- Moreau, A.; Lévesque, D.; Lord, M.; Dubois, M.; Monchalin, J.-P.; Padioleau, C.; Bussière, J.F. On-line measurement of texture, thickness, and plastic strain ratio using laser ultrasound resonance spectroscopy. Ultrasonics 2002, 40, 1047–1056. [Google Scholar] [CrossRef]
- Lense, J.L.; Le Brun, A.; Royer, D.; Dieulesaint, E. High bandwidtch laser heterodyne interferometer to measure transient mechanical displacements. SPIE 1987, 863, 13–22. [Google Scholar]
- Maznev, A.A.; Akthakul, A.; Nelson, K.A. Surface acoustic modes in thin films on anisotropic substrates. J. Appl. Phys. 1999, 86, 2818. [Google Scholar] [CrossRef]
- Li, W.Q.; Sharples, S.D.; Smith, R.J.; Clark, M.; Somekh, M.G. Determination of crystallographic orientation of large grain metals with surface acoustic waves. J. Acoust. Soc. Am. 2012, 132, 738–745. [Google Scholar] [CrossRef] [PubMed]
- Lévesque, D.; Lim, C.S.; Padioleau, C.; Blouin, A. Measurement of texture in steel by laser-ultrasonic surface waves. J. Phys. Conf. Ser. 2011, 278, 012007. [Google Scholar] [CrossRef]
- Yin, A.M.; Wang, X.C.l.; Glorieux, C.; Yang, Q.; Dong, F.; He, F.; Wang, Y.L.; Sermeus, J.; Donck, T.V.D.; Shu, X.D. Texture in steel plates revealed by laser ultrasonic surface acoustic waves velocity dispersion analysis. Ultrasonics 2017, 78, 30–39. [Google Scholar] [CrossRef] [PubMed]
- Sermeus, J.; Sinha, R.; Vanstreels, K.; Vereecken, P.M.; Glorieux, C. Determination of elastic properties of a MnO2 coating by surface acoustic wave velocity dispersion analysis. J. Appl. Phys. 2014, 116, 023503. [Google Scholar] [CrossRef]
- Verstraeten, B.; Sermeus, J.; Salenbien, R.; Fivez, J.; Shkerdin, G.; Glorieux, C. Determination of thermoelastic material properties by differential heterodyne detection of impulsive stimulated thermal scattering. Photoacoustics 2015, 3, 64–77. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sakata, K.; Daniel, D.; Jonas, J.J. Estimation of 4th and 6th order ODF coefficients from elastic properties in cold rolled steel sheets. Texture Stress Microstruct. 1989, 11, 41–56. [Google Scholar] [CrossRef]
- Auld, B.A. Acoustic Fields and Waves in Solids; John Wiley & Sons: New York, NY, USA, 1973. [Google Scholar]
- Sermeus, J.; Verstraeten, B.; Salenbien, R.; Pobedinskas, P.; Haenen, K.; Glorieux, C. Determination of elastic and thermal properties of a thin nanocrystalline diamond coating using all-optical methods. Thin Solid Films 2015, 590, 284–292. [Google Scholar] [CrossRef]
- Bunge, H.J. Texture Analysis in Materials Science: Mathematical Methods; Butterworth-Heinemann: London, UK, 1982. [Google Scholar]
- Boresi, A.P.; Schmidt, R.J. Advanced Mechanics of Materials; Wiley: New York, NY, USA, 2003. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Al | Mn | P | C | S | O | N | Ti |
|---|---|---|---|---|---|---|---|---|
| 0.014 | 0.054 | 0.12 | 0.0080 | 0.0034 | 0.0080 | 0.0027 | 0.0028 | 0.064 |
| Sample | Stage | {100}/% | {110}/% | {111}/% | |||
|---|---|---|---|---|---|---|---|
| #6 | start of recrystallization | 7.51 | 2.94 | 12.41 | −0.022 | −0.805 | −0.543 |
| #7 | nucleation and growth | 5.50 | 4.45 | 13.67 | −1.433 | −1.150 | 0.218 |
| #8 | end of recrystallization | 2.58 | 2.42 | 19.56 | −2.378 | −0.385 | 0.494 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, A.; Xu, X.; Zhang, S.; Glorieux, C.; Shu, X.; Wang, Y.; Yan, X. Characterization of Texture Evolution during Recrystallization by Laser-Induced Transient Thermal Grating Method. Metals 2019, 9, 288. https://doi.org/10.3390/met9030288
Yin A, Xu X, Zhang S, Glorieux C, Shu X, Wang Y, Yan X. Characterization of Texture Evolution during Recrystallization by Laser-Induced Transient Thermal Grating Method. Metals. 2019; 9(3):288. https://doi.org/10.3390/met9030288
Chicago/Turabian StyleYin, Anmin, Xiaodong Xu, Shuyi Zhang, Christ Glorieux, Xuedao Shu, Yufan Wang, and Xuejun Yan. 2019. "Characterization of Texture Evolution during Recrystallization by Laser-Induced Transient Thermal Grating Method" Metals 9, no. 3: 288. https://doi.org/10.3390/met9030288