3.1. Phase Transformation Theory of USIBOR® 1500 High-Strength Steel
Phase transformation requires the driving force of phase change, and the resistance of phase transformation and the driving force of phase change affect the general trend of phase transformation. Through a study of the driving force of phase change, the phase equilibrium temperatures of different materials can be determined, thus judging the trend of phase transformation under various temperature conditions. When the driving force of phase transformation is zero, the corresponding temperature is the equilibrium temperature of the phase transformation. The simplified formula of the equilibrium temperature of the phase transformation is 1, 2, 3, and 4 [
12]. The content of each element in the formula is the mass percentage.
where
is the pre-eutectoid ferrite transformation equilibrium temperature (°C),
is the pearlite phase transformation equilibrium temperature (°C),
is the bainite phase transformation equilibrium temperature (°C), and
is the martensitic phase change equilibrium temperature (°C).
The percentage of each component in
Table 1 is substituted into the calculation model of the phase equilibrium transformation temperature, and the initial phase transformation temperature of USIBOR
® 1500 high-strength steel is obtained, as shown in
Table 2.
Through the study of martensite transformation, the transformation amount of the martensitic microstructure is only influenced by temperature but not by other factors. Therefore, the dynamic expression of the martensitic transformation is as follows [
13]:
where
X is change quantity,
T is temperature (°C),
is martensitic transformation temperature (°C), and
α is a constant that reflects the rate of martensitic transformation. The
α value is 0.02 because of different organizational components.
Table 2 shows that the
Ms value of USIBOR
® 1500 high-strength steel is 412 °C. In order to study the microstructure transformation of USIBOR
® 1500 high-strength steel, the Kirkaldy-Venugopalan model was chosen to be modified to make the model results closer to the dynamic curve of the actual microstructure transformation. The mathematical expressions of the phase transformation model are as follows [
14]:
where
is the influence factor of austenite grain size,
is the influence factor of temperature, and
is the influence factor of the production transformation.
where
G is austenite grain size, which can assume the value 8, and
A is constant.
The austenite grain diameter
D is proportional to 2
G/2 and share corresponding relationships with different nucleation sites; meanwhile, the influence of austenite grains on the transformation is a mixed effect of these nucleation mechanisms in the process of continuous cold-phase transformation. Therefore, different phase transformations may have varied values. The expression of the influence of temperature is as follows:
where
is equilibrium temperature of phase change (K),
R is mole constant of gas (
),
T is real-time temperature (K),
Q is diffusion activation energy (
), and
is constant. When the boundary diffuses, the value is 3. When the volume diffuses, the value is 2.
Mn and Cr in materials affect the diffusion rate of carbon atoms, and the addition of
B will prolong the incubation time of ferrite transformation and reduce the ferrite transformation rate [
12]. Moreover, the chemical composition of the material has different effects on different phase transformations.
According to the empirical formula, the influence of the transformation quantity is expressed as follows:
According to Zener-Hillert’s model [
15], the transformation time and the quantity of transformation are as follows:
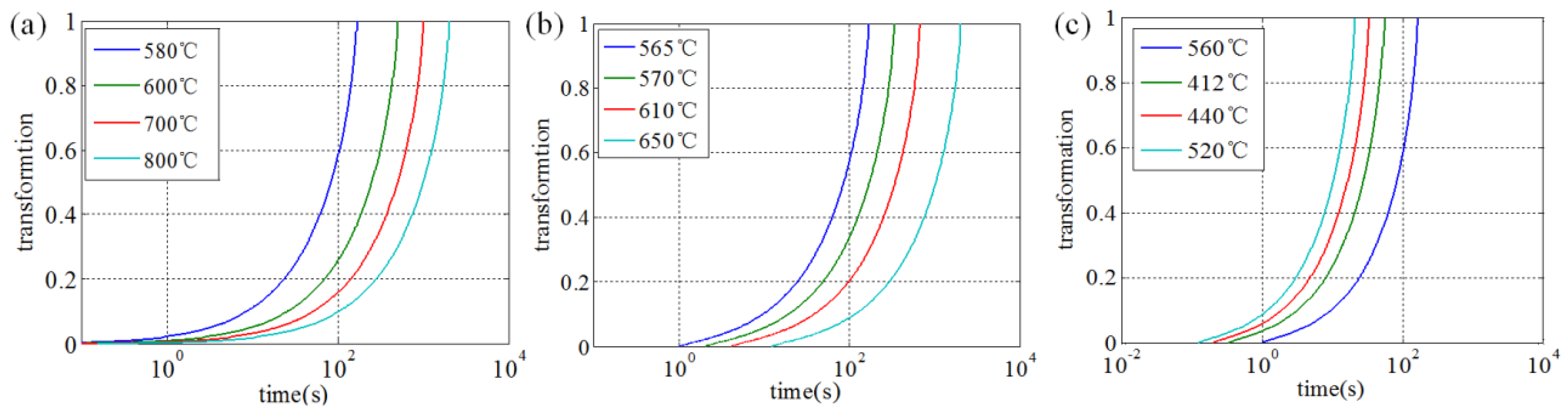
According to the transition temperature range of ferrite, pearlite and bainite, different temperature conditions are selected. Then the parameters are brought into the kinetic model, formula (13), to find the corresponding relationship of the time–transformation quantity under different temperature conditions. The kinetic curves of ferrite, pearlite, and bainite transformation are plotted using MATLAB (version R2016b, MathWorks, Natick, MA, USA).
The above parameters are substituted into the kinetic model, and the kinetic curves of ferrite, pearlite, and bainite transformation are plotted by MATLAB, as shown in
Figure 2. The kinetic transformation curves show that the transformation rates of ferrite, pearlite, and bainite are the fastest at 580 °C, 565 °C, and 520 °C, respectively.
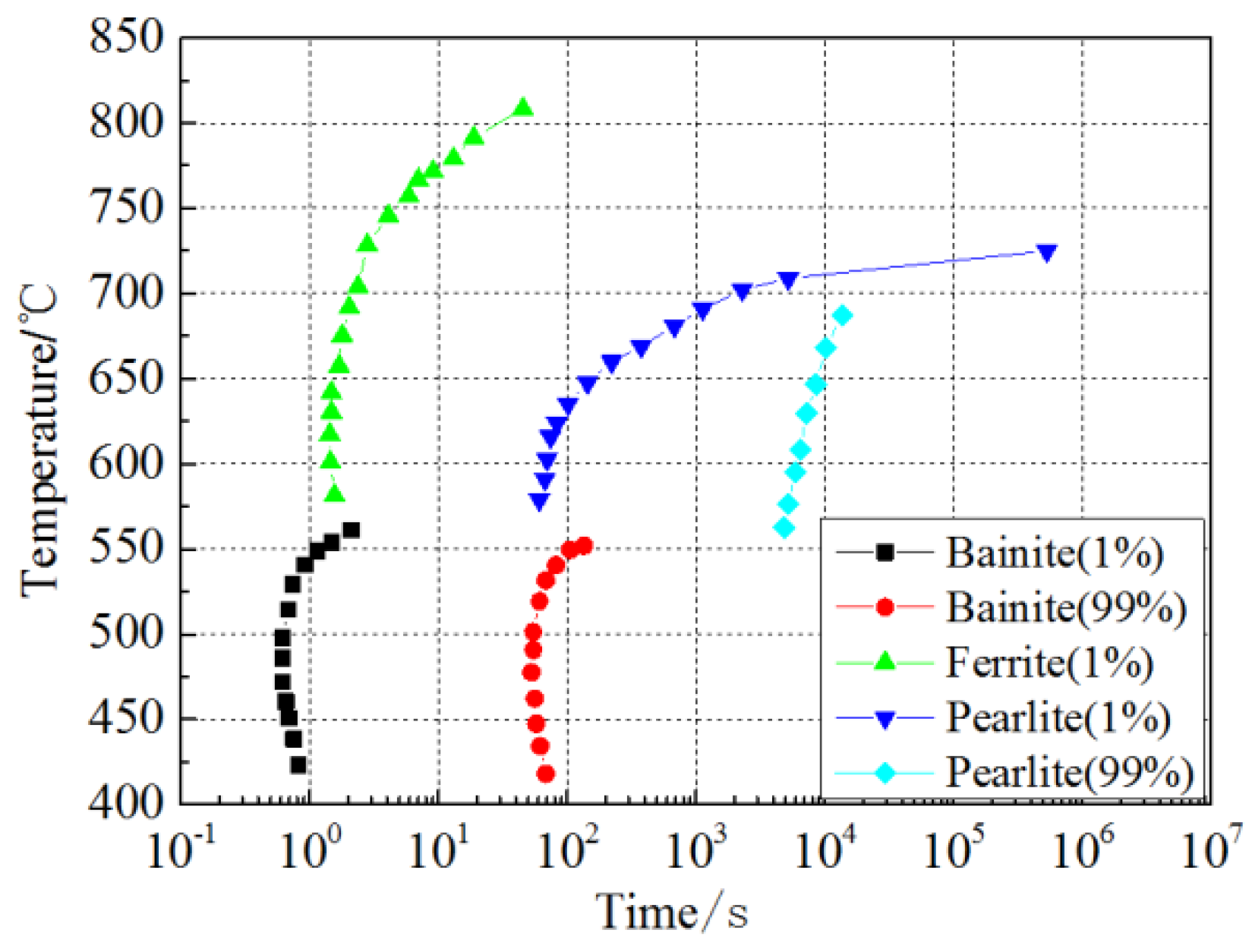
Figure 3 depicts the time-temperature transformation (TTT) curve of USIBOR
® 1500 high-strength steel; the curve is created via linear interpolation of the starting point of the dynamic curve phase transformation and the end point of the phase transformation. This curve can be used for predicting the phase transformation law of the quenching process.
Combined with the CCT curve drawn by Xing [
16], in order to ensure the maximum martensite content of the final part, the cooling rate must be kept over 27 °C/s during the pressure-hardening quenching.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}