
Selective Extraction of Lithium from Spent Lithium-Ion Manganese Oxide Battery System through Sulfating Roasting and Water-Leaching


Abstract
:1. Introduction
2. Background
3. Materials and Methods
3.1. DoE
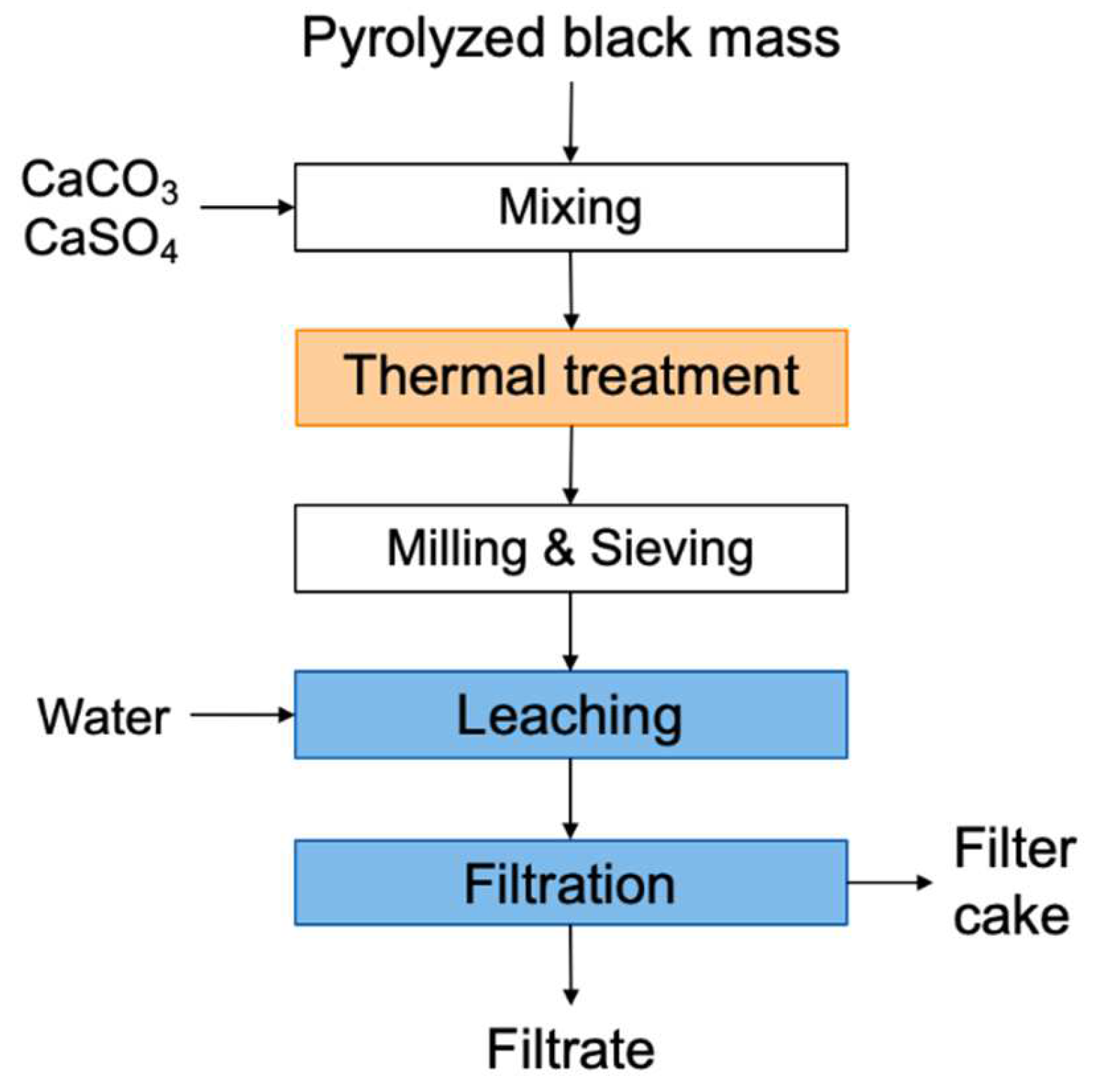
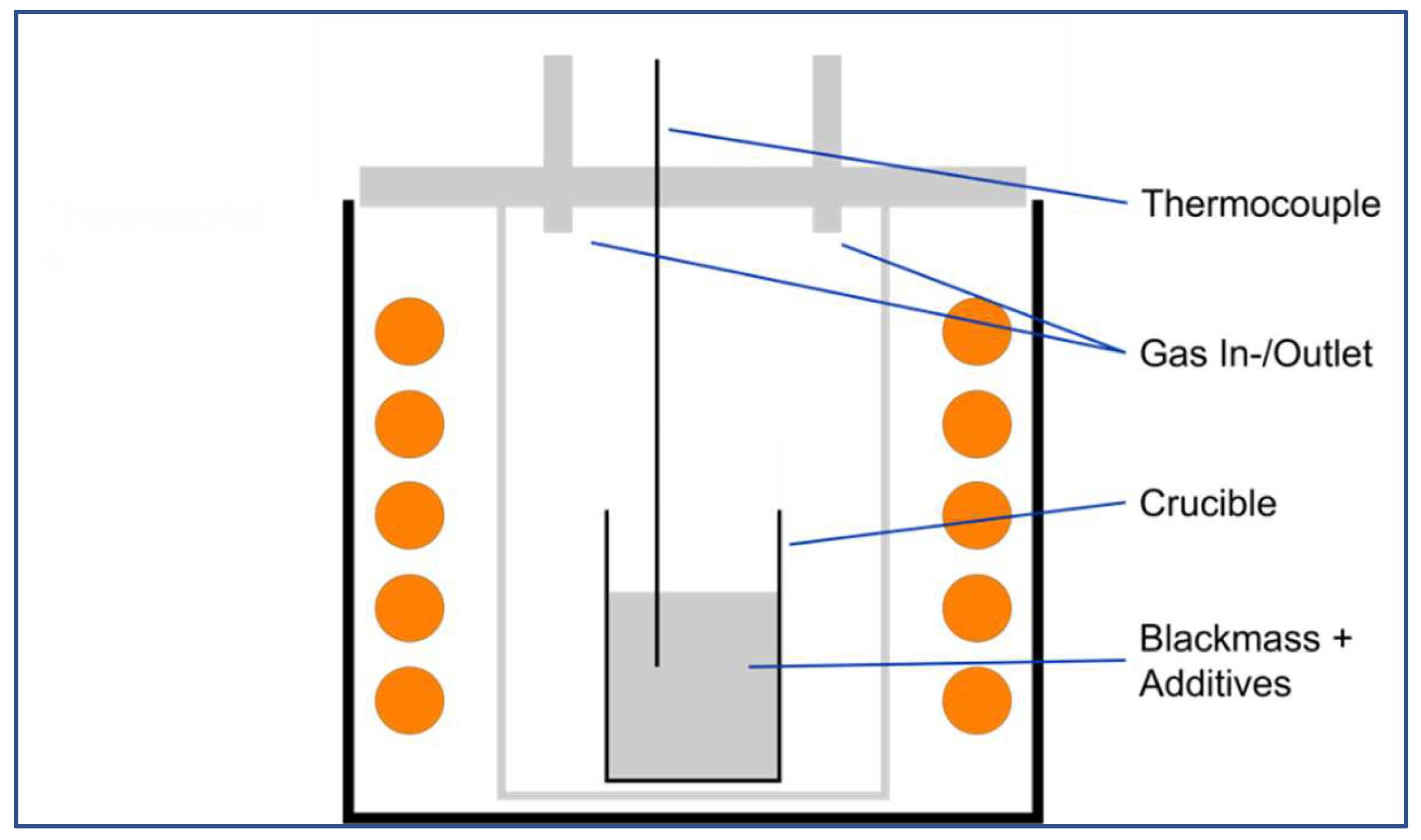
3.2. Experimental Procedure
3.3. Calculation of Leaching Efficiency and Selectivity
4. Results and Discussion
4.1. Extraction of Lithium
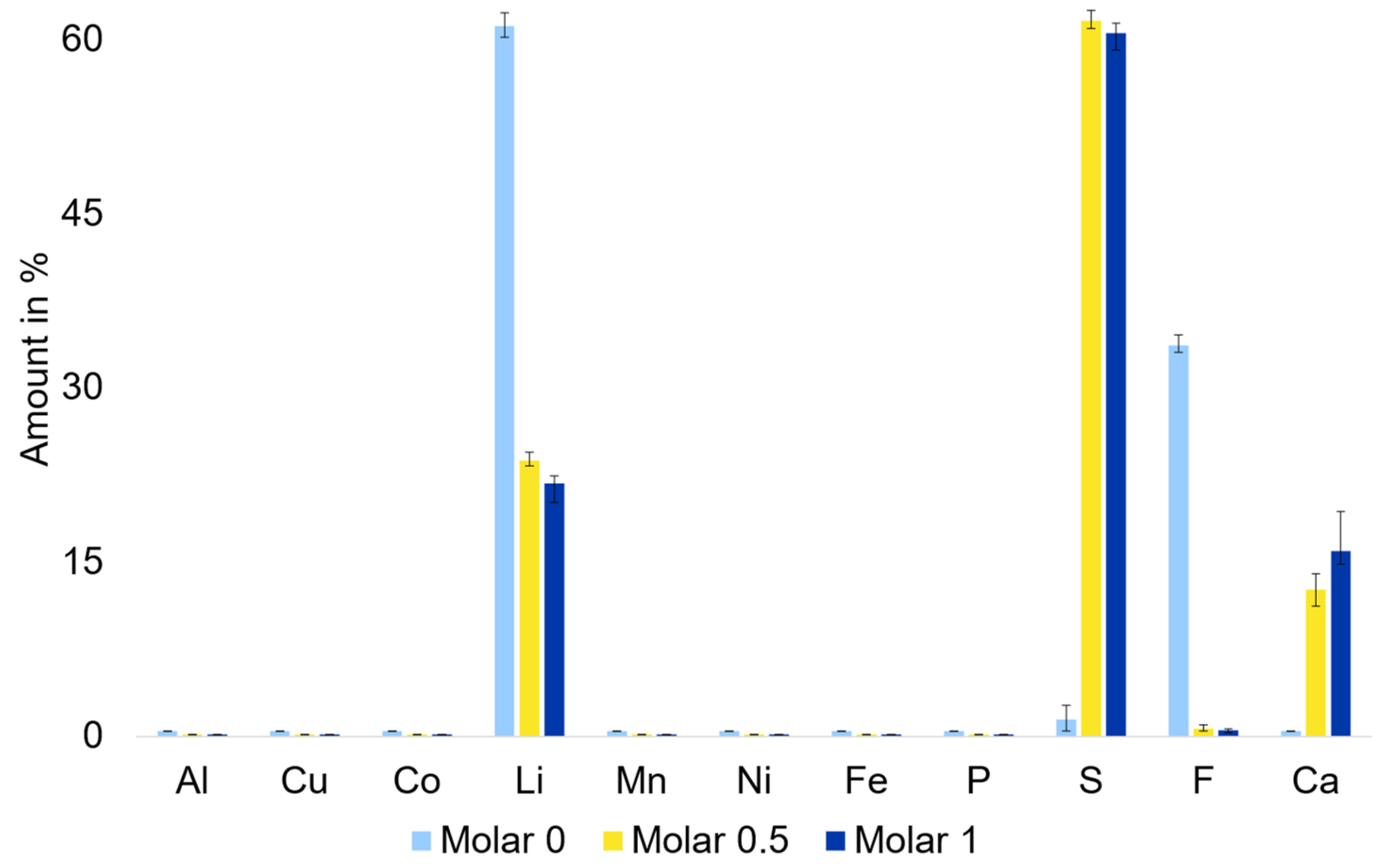
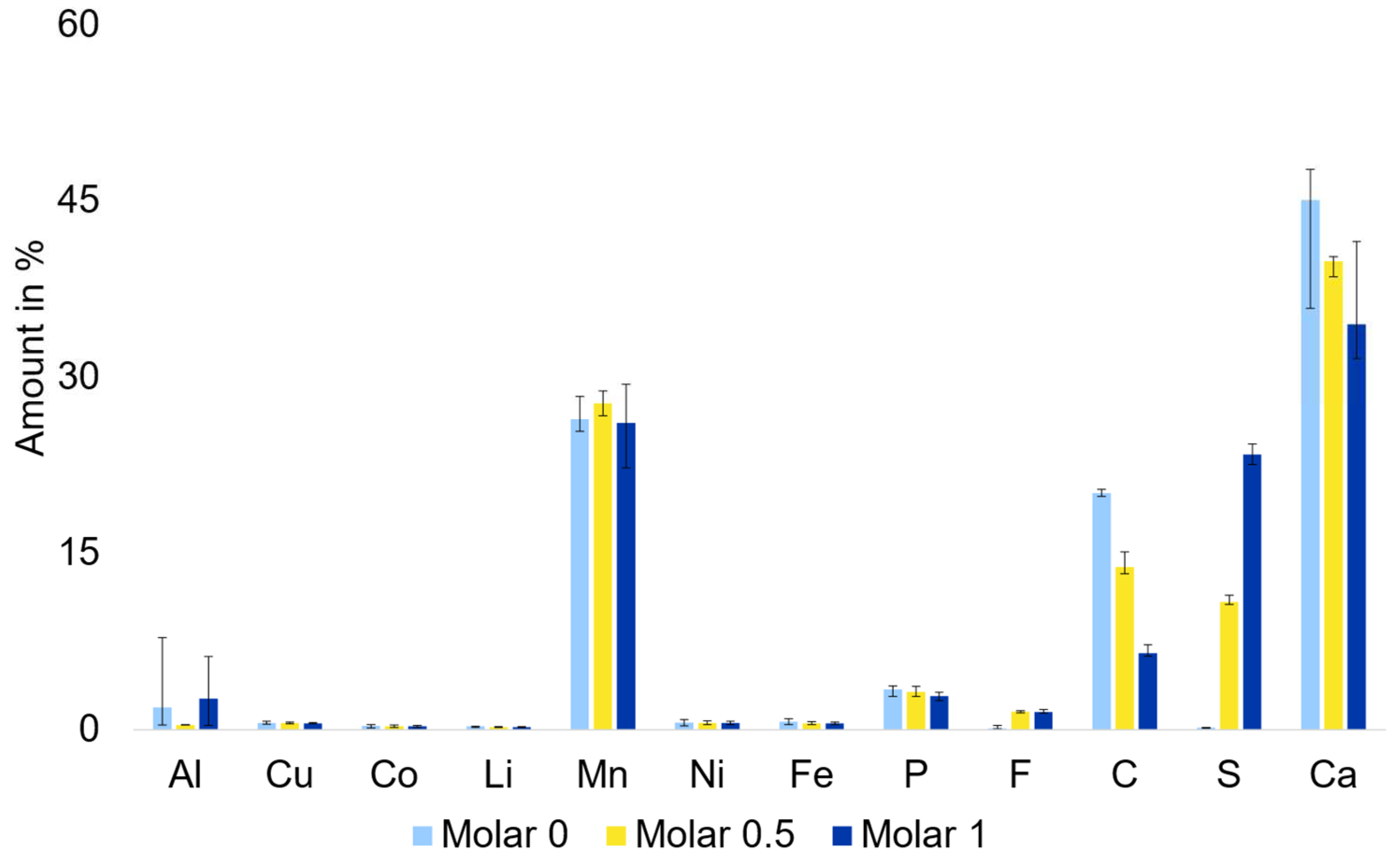
4.2. Comparison of the Influence of CaSO4 and CaCO3 on Other Elements
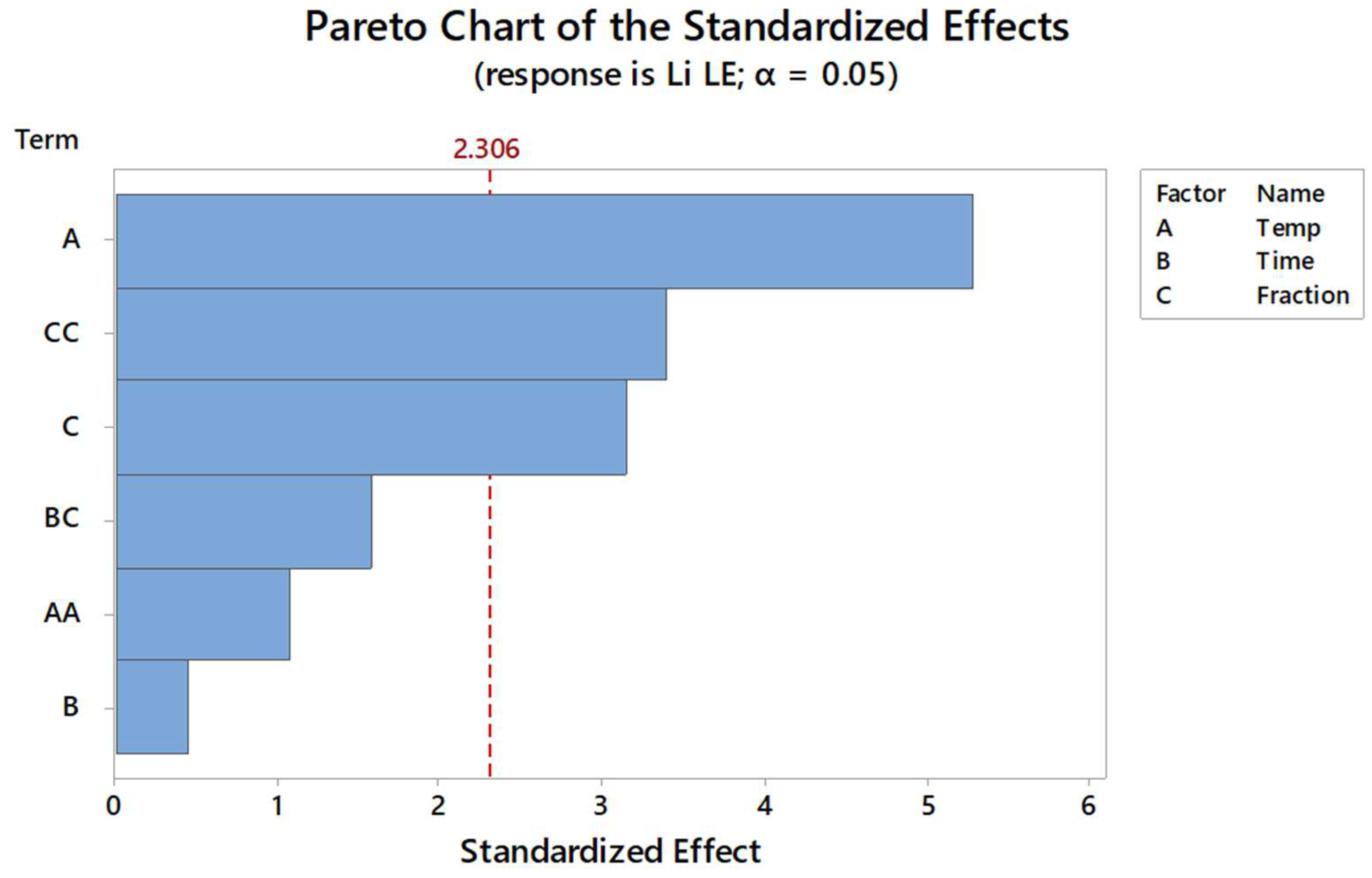
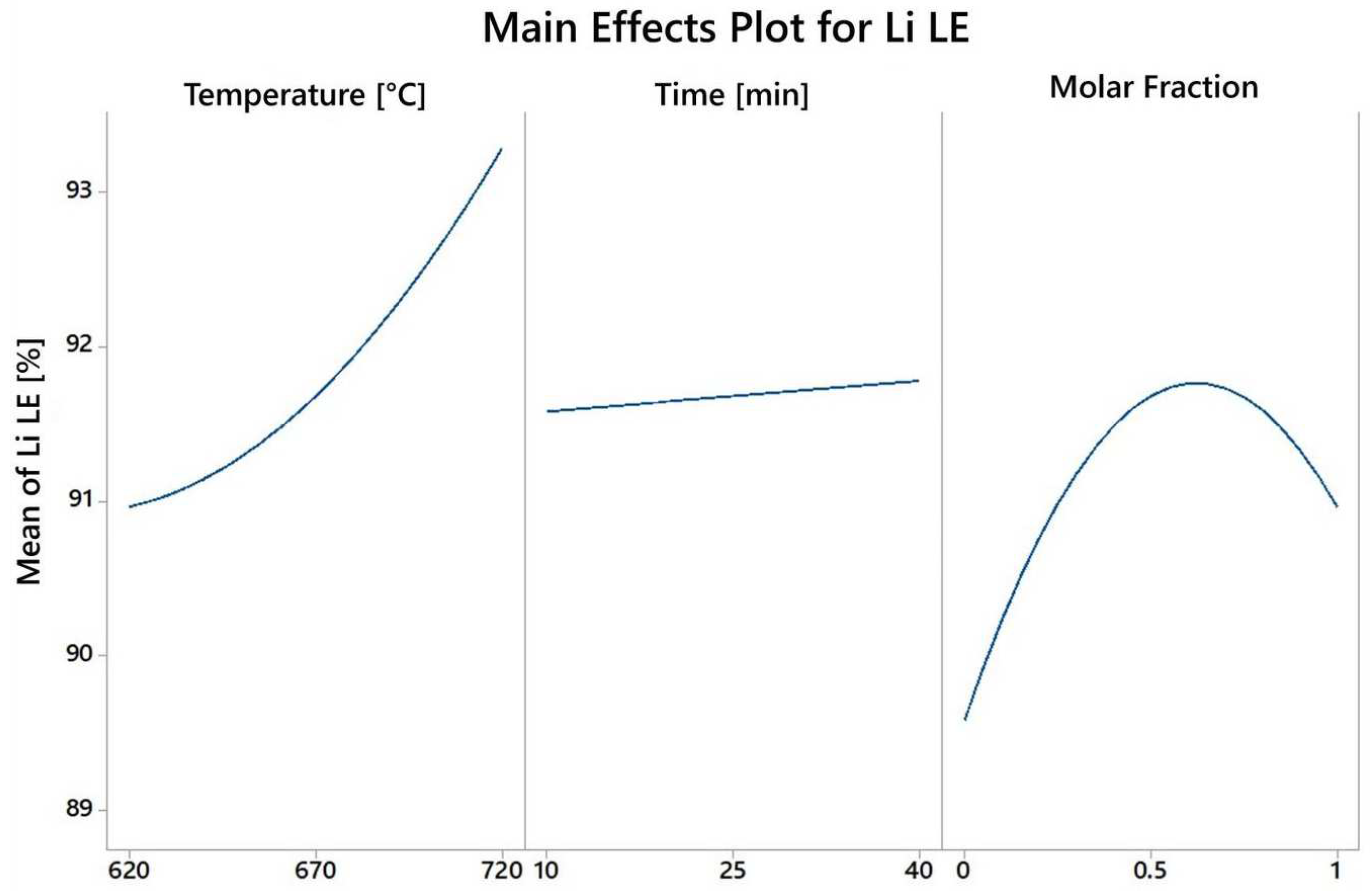
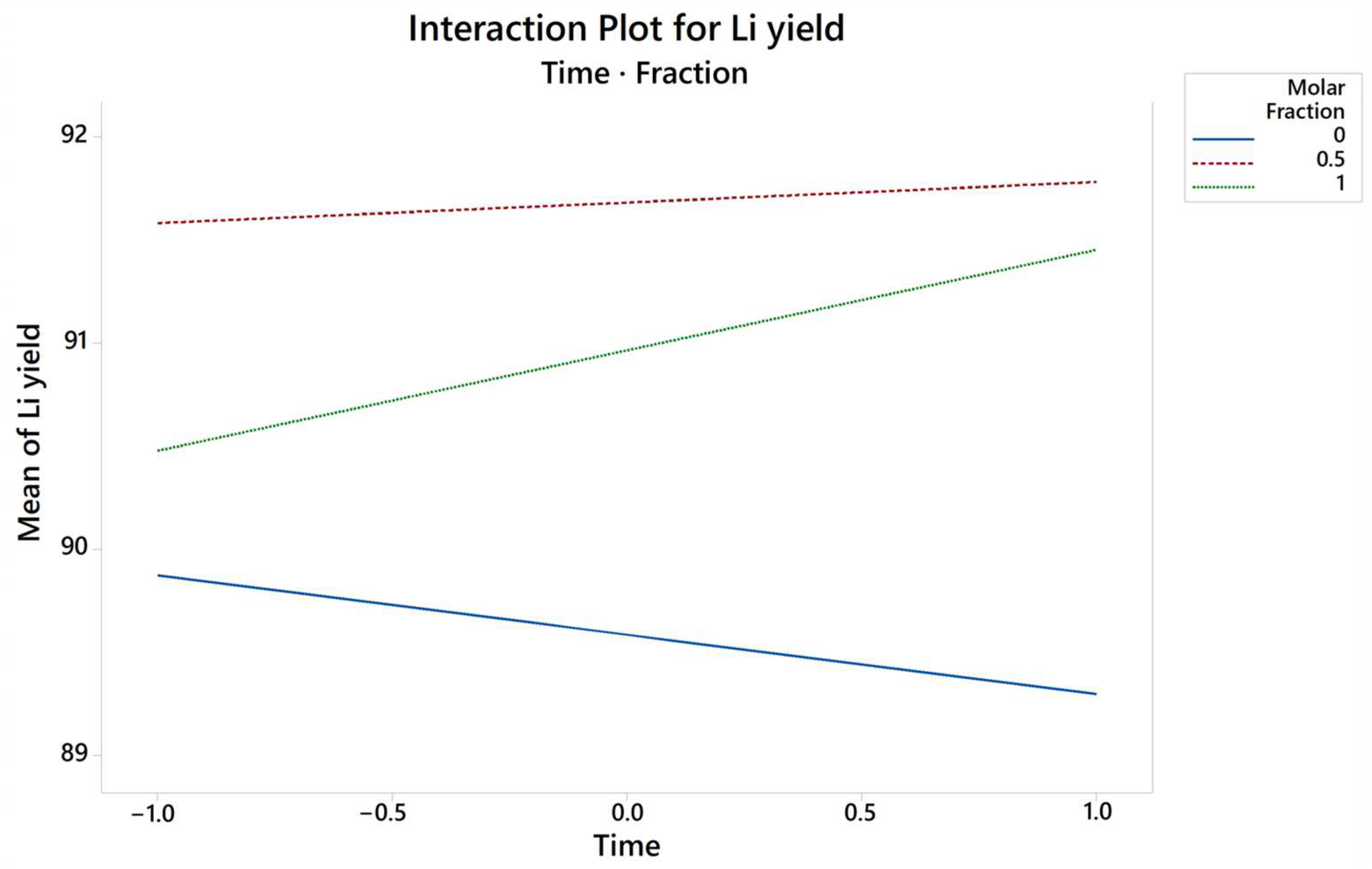
4.3. Statistical Analysis—Effects and Interactions
4.4. Selectivity
5. Discussion
5.1. Possible Reactions and Mechanisms
5.2. Valorization of the Leached Residue
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ritchie, H.; Roser, M.; Rosado, P. CO2 and Greenhouse Gas Emissions. Our World Data. 2020. Available online: https://ourworldindata.org/emissions-by-sector (accessed on 21 January 2023).
- Zenn, R. Li-on Battery Gigafactories in Europe. OROVEL. Available online: https://www.orovel.net/insights/li-on-battery-gigafactories-in-europe-january-2021 (accessed on 14 October 2022).
- Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs. Proposal for a Regulation of the European Parliament and of the Council Establishing a Framework for Ensuring a Secure and Sustainable Supply of Critical Raw Mate-rials and Amending Regulations (EU) 168/2013, (EU) 2018/858, 2018/1724 and (EU) 2019/1020. European Commission, Brussels. 2023. Available online: https://single-market-economy.ec.europa.eu/publications/european-critical-raw-materials-act_en#details (accessed on 4 July 2023).
- Cheret, D.; Santen, S. Battery Recycling. U.S. Patent US20050235775A1, 27 October 2005. Available online: https://patents.google.com/patent/US20050235775A1/ (accessed on 30 October 2022).
- Mossali, E.; Picone, N.; Gentilini, L.; Rodrìguez, O.; Pérez, J.M.; Colledani, M. Lithium-ion batteries towards circular economy: A literature review of opportunities and issues of recycling treatments. J. Environ. Manag. 2020, 264, 110500. [Google Scholar] [CrossRef] [PubMed]
- Christian, H.; Tobias, E.; Lisa, B. Method for Recycling Lithium Batteries. U.S. Patent WO2021018372A1, 4 February 2021. Available online: https://patents.google.com/patent/WO2021018372A1 (accessed on 2 November 2022).
- Shi, J.; Peng, C.; Chen, M.; Li, Y.; Eric, H.; Klemettinen, L.; Lundström, M.; Taskinen, P.; Jokilaakso, A. Sulfation Roasting Mechanism for Spent Lithium-Ion Battery Metal Oxides Under SO2-O2-Ar Atmosphere. JOM 2019, 71, 4473–4482. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, H.; Wang, D.; Zhou, X.; Hu, P. Metal Recovery from Spent LiMn2O4 Cathode Material Based on Sulfating Roasting with NaHSO4·H2O and Water Leaching. J. Sustain. Metall. 2022, 8, 684–699. [Google Scholar] [CrossRef]
- Biswas, J.; Ulmala, S.; Wan, X.; Partinen, J.; Lundström, M.; Jokilaakso, A. Selective Sulfation Roasting for Cobalt and Lithium Extraction from Industrial LCO-Rich Spent Black Mass. Metals 2023, 13, 358. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, X.; Chen, H.; Sun, J. Separation of Li and Co from the active mass of spent Li-ion batteries by selective sulfating roasting with sodium bisulfate and water leaching. Miner. Eng. 2018, 126, 28–35. [Google Scholar] [CrossRef]
- Lin, J.; Li, L.; Fan, E.; Liu, C.; Zhang, X.; Cao, H.; Sun, Z.; Chen, R. Conversion Mechanisms of Selective Extraction of Lithium from Spent Lithium-Ion Batteries by Sulfation Roasting. ACS Appl. Mater. Interfaces 2020, 12, 18482–18489. [Google Scholar] [CrossRef] [PubMed]
- Di, C.; Yongming, C.; Yan, X.; Cong, C.; Yafei, J.; Fang, H. Selective Recovery of Lithium from Ternary Spent Lithium-Ion Batteries Using Sulfate Roasting-Water Leaching Process. In Energy Technology 2020: Recycling, Carbon Dioxide Management, and other Technologies; Chen, X., Zhong, Y., Zhang, L., Howarter, J.A., Baba, A.A., Wang, C., Sun, Z., Zhang, M., Olivetti, E., Luo, A., et al., Eds.; The Minerals, Metals & Materials Series; Springer International Publishing: Cham, Switzerland, 2020; pp. 387–395. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, L.; Fan, E.; Lin, J.; Wu, F.; Chen, R.; Li, L. Recovery valuable metals from spent lithium-ion batteries via a low-temperature roasting approach: Thermodynamics and conversion mechanism. J. Hazard. Mater. Adv. 2021, 1, 100003. [Google Scholar] [CrossRef]
- Cao, N.; Zhang, Y.; Chen, L.; Jia, Y.; Huang, Y. Priority recovery of lithium and effective leaching of nickel and cobalt from spent lithium-ion battery. Trans. Nonferrous Met. Soc. China 2022, 32, 1677–1690. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2017; pp. 5–170. [Google Scholar]
- Lemoisson, F.; Froyen, L. 12—Understanding and improving powder metallurgical processes. In Fundamentals of Metallurgy; Seetharaman, S., Ed.; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Cambridge, UK, 2005; pp. 471–502. [Google Scholar] [CrossRef]
- Siebertz, K.; van Bebber, D.; Hochkirchen, T. Statistische Versuchsplanung; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar] [CrossRef]
- Prasetyo, E.; Anderson, C.; Nurjaman, F.; Al Muttaqii, M.; Handoko, A.S.; Bahfie, F.; Mufakhir, F.R. Monosodium Glutamate as Selective Lixiviant for Alkaline Leaching of Zinc and Copper from Electric Arc Furnace Dust. Metals 2020, 10, 644. [Google Scholar] [CrossRef]
- Smit, D.S. Chapter 2: Literature Survey. Available online: https://repository.nwu.ac.za/bitstream/handle/10394/9626/Smit_DS_Chapter_2.pdf?sequence=3&isAllowed=y (accessed on 18 January 2023).
- Xiao, J.; Niu, B.; Xu, Z. Highly efficient selective recovery of lithium from spent lithium-ion batteries by thermal reduction with cheap ammonia reagent. J. Hazard. Mater. 2021, 418, 126319. [Google Scholar] [CrossRef] [PubMed]
- Zhou, M.; Li, B.; Li, J.; Xu, Z. Pyrometallurgical Technology in the Recycling of a Spent Lithium Ion Battery: Evolution and the Challenge. ACS EST Eng. 2021, 1, 1369–1382. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, J.; Cao, Z.; Jing, Q.; Chen, Y.; Wang, C. Sustainable and Facile Process for Lithium Recovery from Spent LiNixCoyMnzO2 Cathode Materials via Selective Sulfation with Ammonium Sulfate. ACS Sustain. Chem. Eng. 2020, 8, 15732–15739. [Google Scholar] [CrossRef]
- Higuchi, A.; Ankei, N.; Nishihama, S.; Yoshizuka, K. Selective Recovery of Lithium from Cathode Materials of Spent Lithium Ion Battery. JOM 2016, 68, 2624–2631. [Google Scholar] [CrossRef]
- Shen, X.; Li, B.; Hu, X.; Sun, C.F.; Hu, Y.S.; Yang, C.; Liu, H.; Zhao, J. Recycling Cathodes from Spent Lithium-Ion Batteries Based on the Selective Extraction of Lithium. ACS Sustain. Chem. Eng. 2021, 9, 10196–10204. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Reaction | ΔG0620 [kJ/mol] | ΔG0720 [kJ/mol] |
|---|---|---|---|
| Li | Li2CO3 + CaSO4 → Li2SO4 + CaCO3 | −2.95 | −7.09 |
| 2 LiF + CaSO4 → Li2SO4 + CaF2 | −13.11 | −18.31 | |
| 2 LiF + CaCO3 → Li2CO3 + CaF2 | −10.16 | −11.22 | |
| Mn | MnO + CaSO4 → MnSO4 + CaO | 129.93 | 130.94 |
| 2MnO + CaCO3 → Mn2CO3 + CaO | 85.13 | 87.74 | |
| C | CaSO4 + 2 C → CaS + 2 CO2 (g) | −152.11 | −187.25 |
| Temp. | Solubility in g/100 mL | |||
|---|---|---|---|---|
| LiOH | Li2CO3 | Li2SO4 | LiF | |
| 20 °C | 11.0 | 1.33 | 25.6 | 0.131 |
| 60 °C | 12.7 | 0.99 | 24.5 | 0.134 |
| 100 °C | 16.1 | 0.72 | 23.6 | 0.134 |
| Input Material | Roasting Reactants | Roasting | Leaching Efficiency [%] | Ref. | |||||
|---|---|---|---|---|---|---|---|---|---|
| Temp. [°C] | Time [min] | Mass Ratio * (or Flow Rate) | Li | Co | Ni | Mn | |||
| Spent LCO | NaHSO4·H2O | 600 | 30 | 1:1.4 | N/A | N/A | N/A | N/A | Wang 2018 [10] |
| Synthetic LCO | 10% SO2 + 1% O2 | 700 | 120 | 400 mL/min | 99.5 | N/A | N/A | N/A | Shi 2019 [7] |
| Spent LiB | H2SO4 | 800 | 120 | 2:1 | 96.92 | 0.33 | 0.15 | 1.04 | Lin 2020 [11] |
| Spent LiB | Na2SO4 | 750 | 90 | 1:1 | 85.43 | 0 | 0 | 0 | Di 2020 [12] |
| Spent NMC 111 | (NH4)2SO4 | 400 | 20 | 1:3.5 | 98.31 | 97.32 | 96.29 | 97.30 | Zhang 2021 [13] |
| Spent LMO | NaHSO4·H2O | 600 | 30 | 1:1.07 | 96.6 | N/A | N/A | 9.7 | Liu 2022 [8] |
| Spent NMC | (NH4)2SO3 | 550 | 150 | 1:2 ** | 88 | <0.03 | <0.03 | <0.03 | Cao 2022 [15] |
| Spent LCO | 10% SO2 + 10% O2 | 850 | 60 | 500 mL/min | 99.51 | 61.21 | 22.99 | 68.36 | Biswas 2023 [9] |
| Elem. | Al | Co | Cu | Fe | Li | Mn | Ni | F | S | C |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.45 | 0.27 | 0.75 | 0.66 | 4.34 | 46.5 | 0.61 | 2.39 | 0.35 | 12.4 |
| Factors | Levels | ||
|---|---|---|---|
| Low | Center | High | |
| (−1) | (0) | (+1) | |
| Temperature | 620 | 670 | 720 |
| Holding time | 10 | 25 | 40 |
| Molar Fraction CaSO4 | 0 | 0.5 | 1 |
| Test Order | Factors | Responses—Leaching Efficiency (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Temp. [°C] | Holding Time [min] | Molar Fraction CaSO4 | Li | Al | Cu | Co | Mn | Ni | |
| 1 | 720 | 40 | 0 | 90.2 | 4.4 | 3.2 | 5.4 | 0.1 | 3.1 |
| 2 | 670 | 25 | 0 | 89.6 | 4.3 | 3.1 | 5.1 | 0.1 | 2.9 |
| 3 | 670 | 40 | 0.5 | 92.2 | 4.5 | 3.4 | 7.3 | 0.1 | 3.7 |
| 4 | 620 | 10 | 1 | 90.2 | 0.3 | 3.1 | 4.8 | 0.1 | 2.6 |
| 5 | 620 | 25 | 0.5 | 90.5 | 4.7 | 2.9 | 4.6 | 0.1 | 2.5 |
| 6 | 670 | 25 | 1 | 90.6 | 0.3 | 3.1 | 4.5 | 0.1 | 2.6 |
| 7 | 720 | 10 | 0 | 92.0 | 4.4 | 3.8 | 10.3 | 0.1 | 5.4 |
| 8 | 720 | 10 | 1 | 92.2 | 4.7 | 3.6 | 8.7 | 0.1 | 4.2 |
| 9 | 670 | 25 | 0.5 | 92.7 | 4.9 | 3.8 | 9.0 | 0.1 | 4.4 |
| 10 | 720 | 40 | 1 | 93.0 | 4.7 | 3.5 | 8.7 | 0.1 | 4.1 |
| 11 | 620 | 40 | 0 | 88.9 | 0.3 | 2.7 | 4.2 | 0.1 | 2.3 |
| 12 | 620 | 40 | 1 | 90.6 | 4.7 | 3.3 | 5.6 | 0.1 | 3.4 |
| 13 | 620 | 10 | 0 | 89.0 | 4.3 | 3.1 | 5.6 | 0.1 | 3.3 |
| 14 | 720 | 25 | 0.5 | 93.4 | 4.7 | 3.6 | 8.6 | 0.1 | 4.2 |
| 15 | 670 | 10 | 0.5 | 90.5 | 4.7 | 3.1 | 4.7 | 0.1 | 2.5 |
| Trial | Molar Fraction CaSO4 | Li/S | Li/F | Li/Ca |
|---|---|---|---|---|
| 4 | 1 | 36.2 | 35.6 | 1.5 |
| 6 | 1 | 35.5 | 43.3 | 1.4 |
| 8 | 1 | 37.1 | 43.9 | 1.8 |
| 10 | 1 | 34.1 | 65.0 | 1.0 |
| 12 | 1 | 36.8 | 34.8 | 1.5 |
| 3 | 0.5 | 38.3 | 40.8 | 1.8 |
| 5 | 0.5 | 38.3 | 24.2 | 2.1 |
| 9 | 0.5 | 39.6 | 36.3 | 2.1 |
| 14 | 0.5 | 38.2 | 48.3 | 1.7 |
| 15 | 0.5 | 38.0 | 31.8 | 1.8 |
| 1 | 0 | 6699.3 | 1.9 | 138.0 |
| 2 | 0 | 13,740.0 | 1.9 | 137.4 |
| 7 | 0 | 5684.2 | 1.8 | 129.6 |
| 11 | 0 | 2794.0 | 1.8 | 130.2 |
| 13 | 0 | 2251.7 | 1.8 | 136.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Becker, J.; Will, S.; Friedrich, B. Selective Extraction of Lithium from Spent Lithium-Ion Manganese Oxide Battery System through Sulfating Roasting and Water-Leaching. Metals 2023, 13, 1612. https://doi.org/10.3390/met13091612
Becker J, Will S, Friedrich B. Selective Extraction of Lithium from Spent Lithium-Ion Manganese Oxide Battery System through Sulfating Roasting and Water-Leaching. Metals. 2023; 13(9):1612. https://doi.org/10.3390/met13091612
Chicago/Turabian StyleBecker, Jeraldiny, Sebastian Will, and Bernd Friedrich. 2023. "Selective Extraction of Lithium from Spent Lithium-Ion Manganese Oxide Battery System through Sulfating Roasting and Water-Leaching" Metals 13, no. 9: 1612. https://doi.org/10.3390/met13091612