
Analysis of the Mechanical and Microstructural Fluctuations of High-Strength Steels and Their Effect on Bending Angle


Abstract
:1. Introduction
- Chemical composition analysis to identify and quantify the elemental composition of each batch.
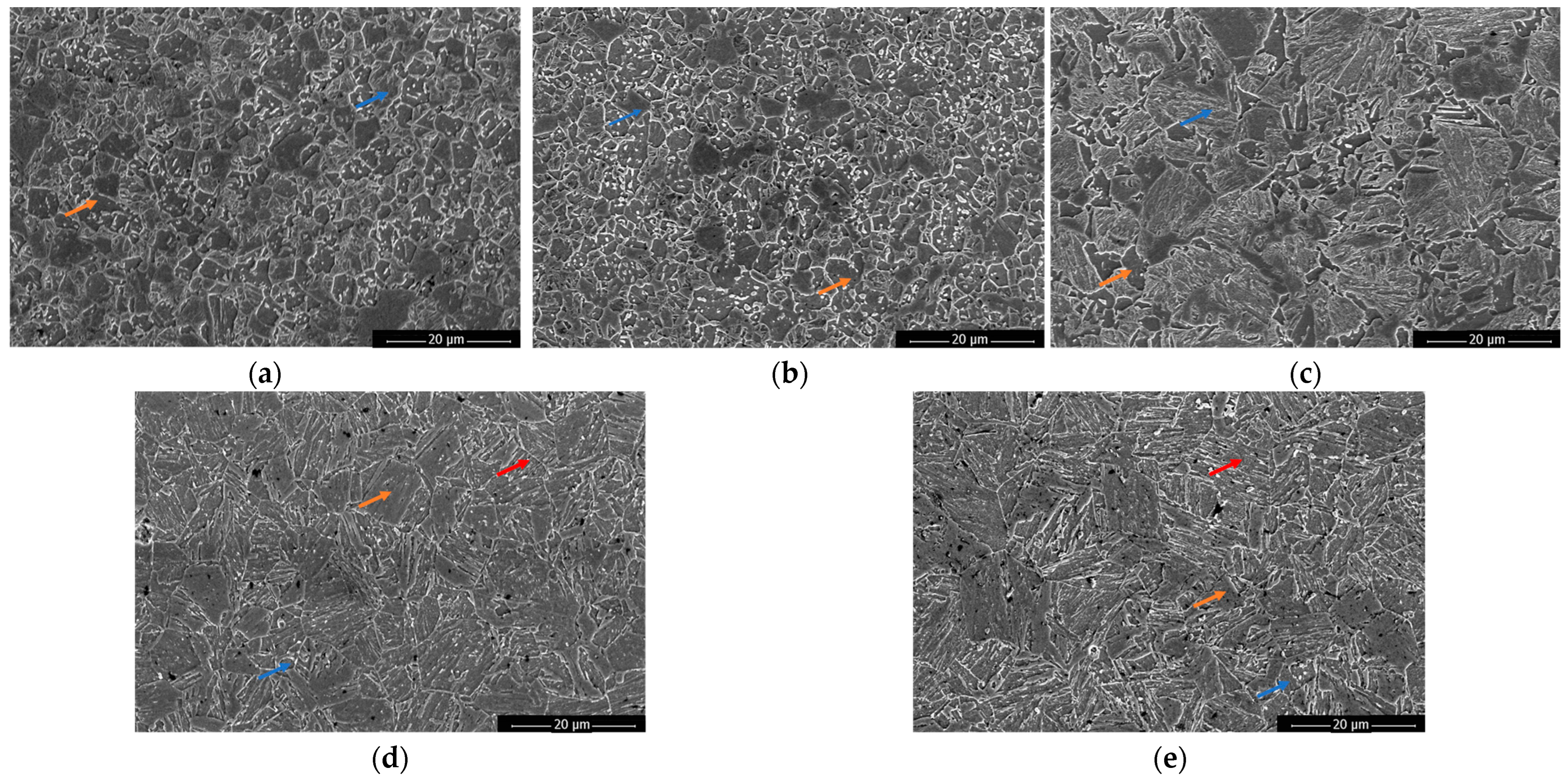
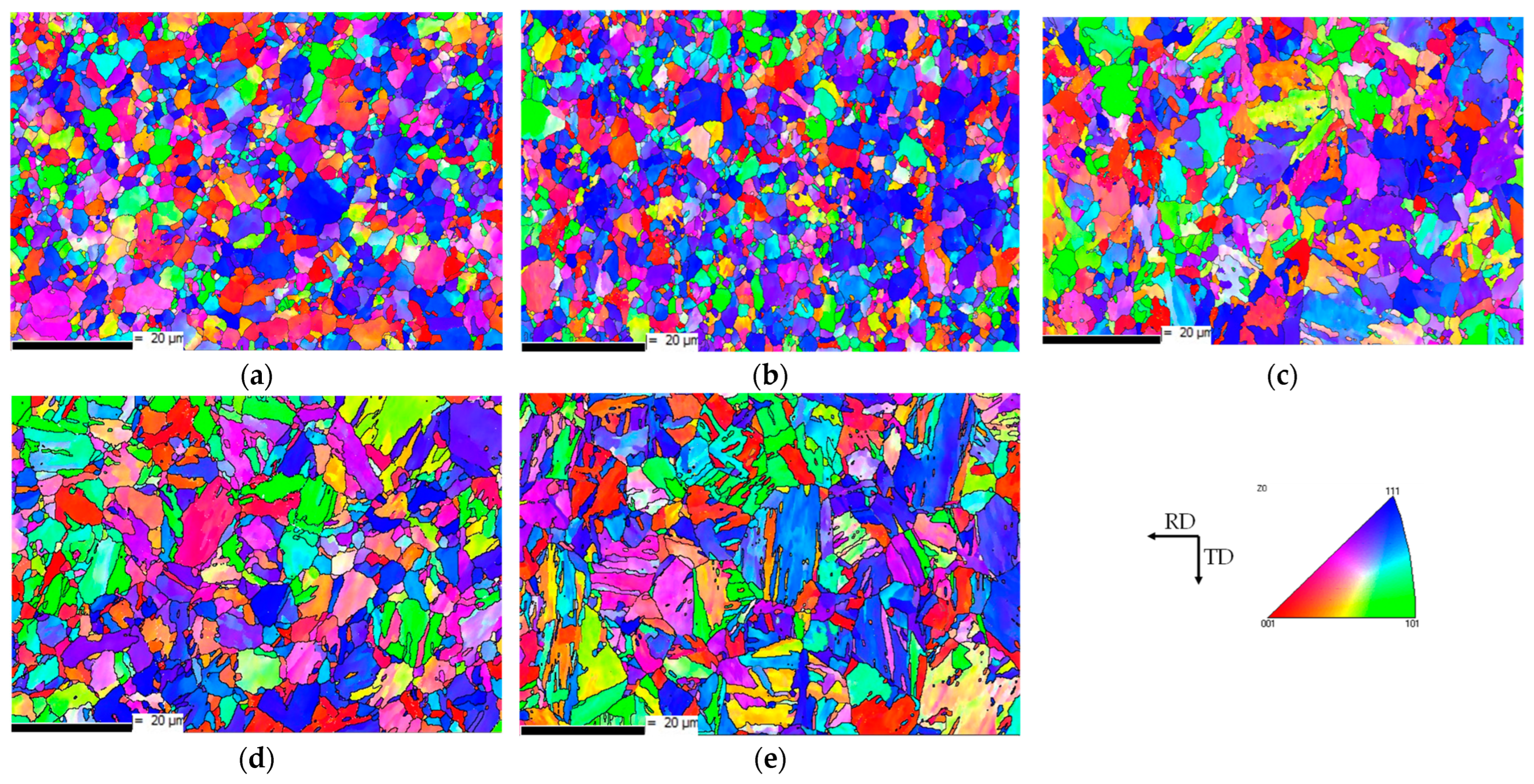
- Microstructural analysis using scanning electron microscopy (SEM) for an in-depth characterization and electron backscatter diffraction (EBSD) analysis to identify the recrystallization state and grain misorientations.
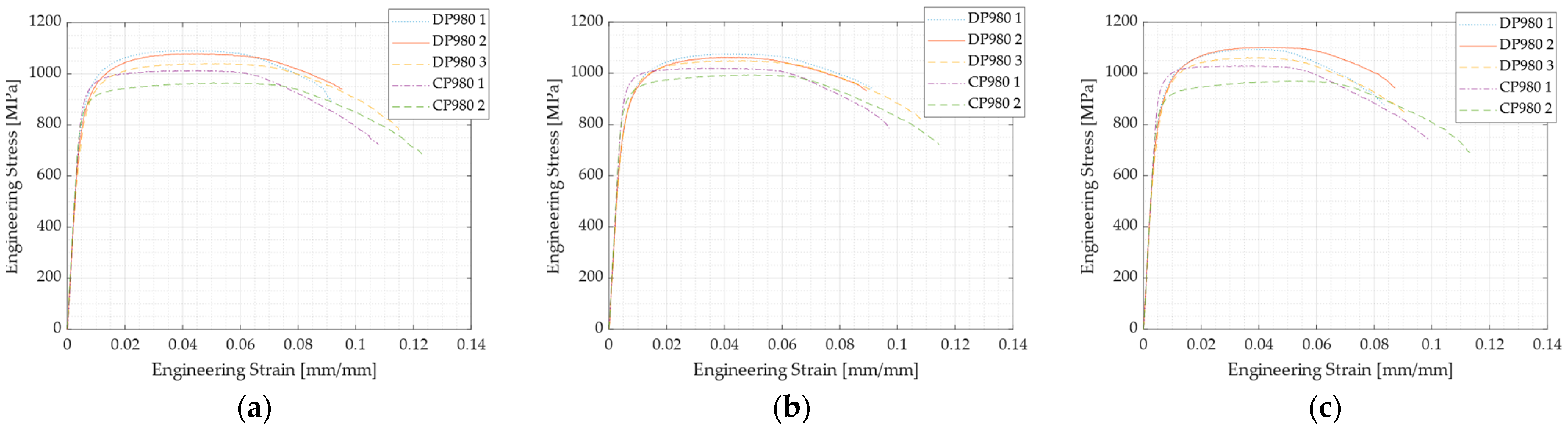
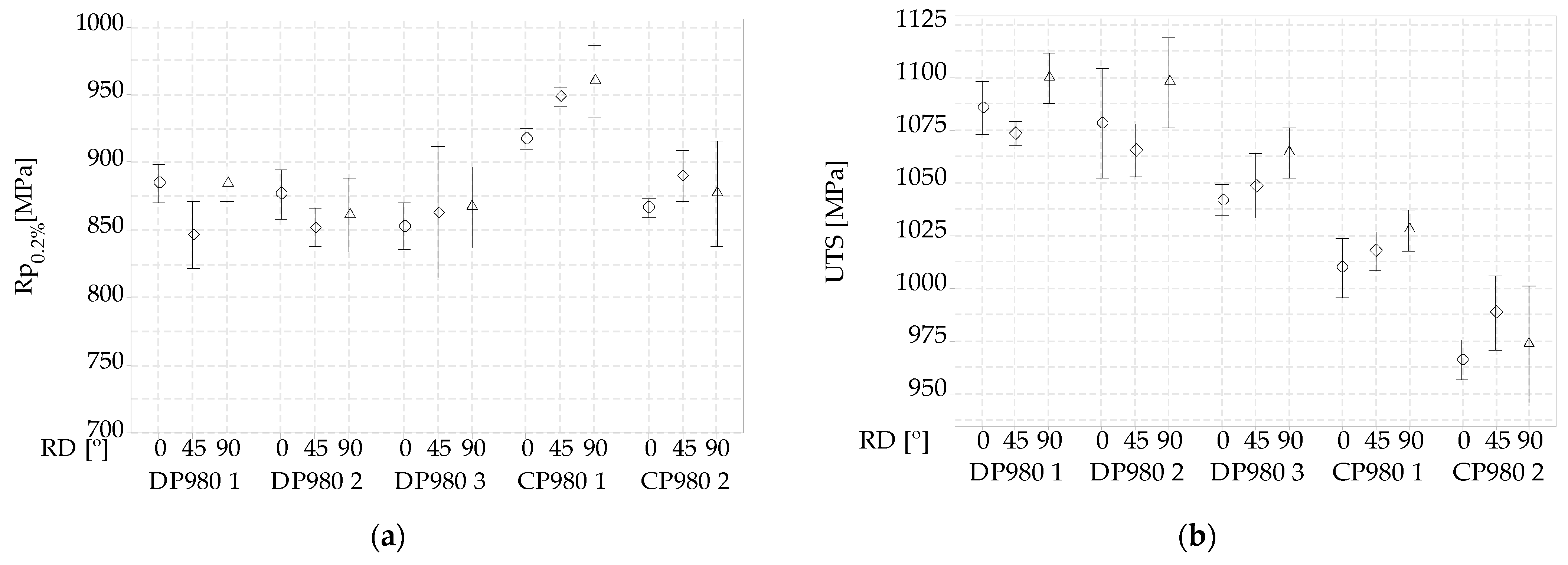
- Tensile tests to determine the mechanical properties of each batch.
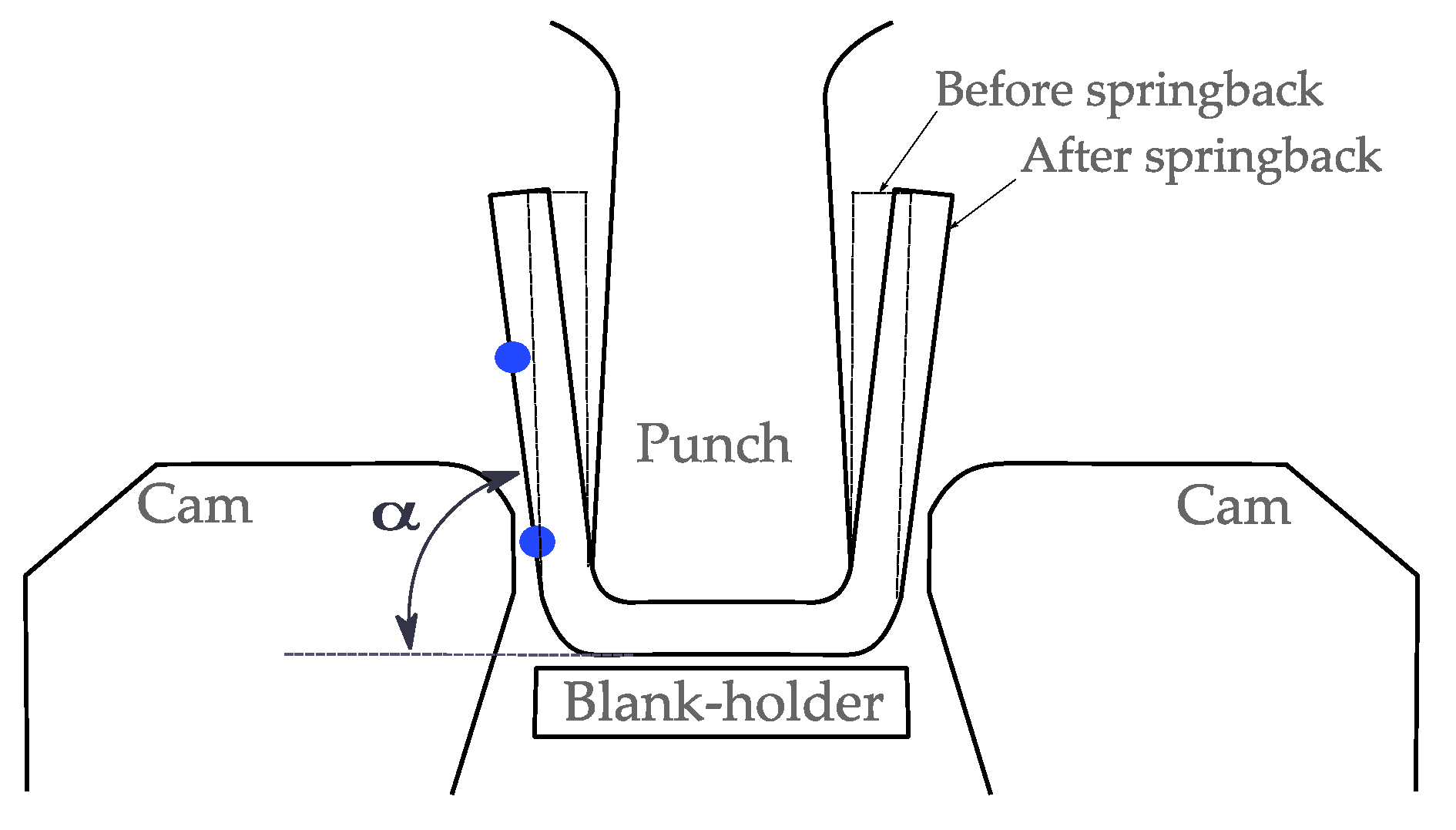
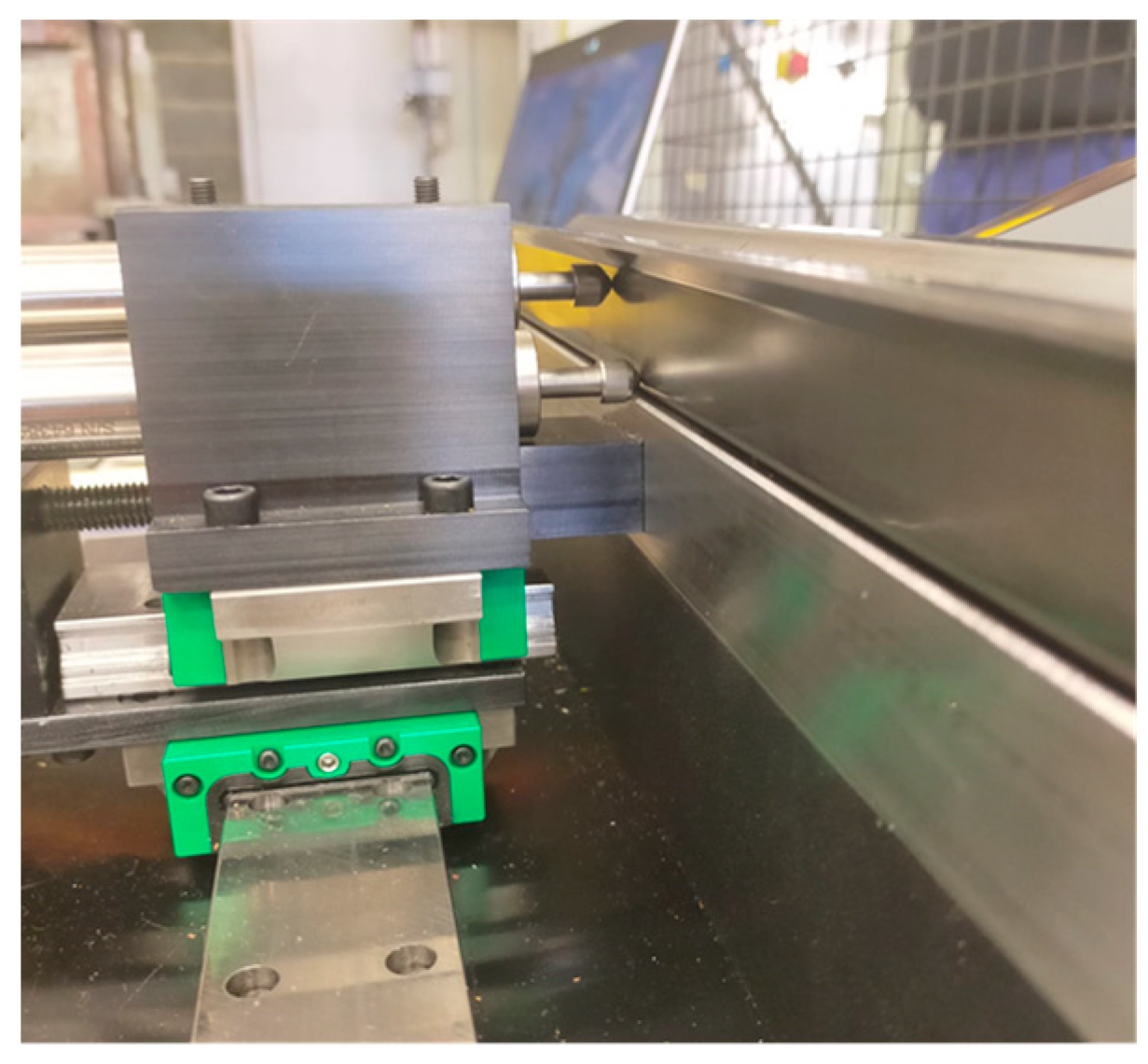
- U-bending tests in a press demonstrator. The bend angle after the springback was measured, and Pearson correlation coefficients were obtained using correlation analysis. Thus, positive and negative effects of the initial material properties’ variability and press specifications on the bend angle after springback were calculated
2. Materials and Methods
2.1. Materials
2.2. Chemical Composition Analysis
2.3. Microstructural Properties of DP980 and CP980
2.4. Mechanical Properties of Both DP980 and CP980
2.5. Experimental Tests in U-Bending Demonstrator in the Servomechanical Press
2.6. Correlation Analysis Procedure
3. Results
3.1. Chemical Composition Measurements
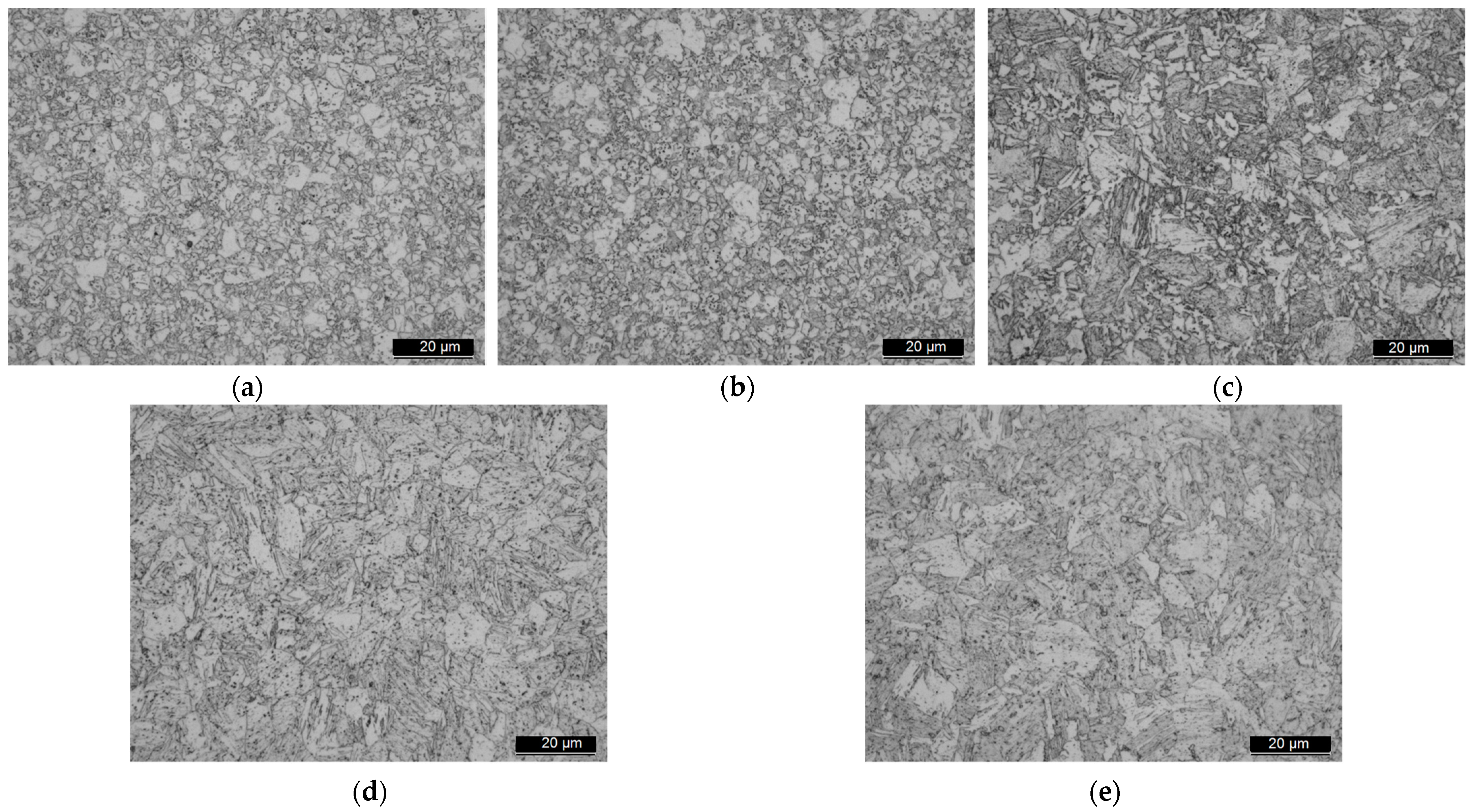
3.2. Microstructural Properties of DP980 and CP980
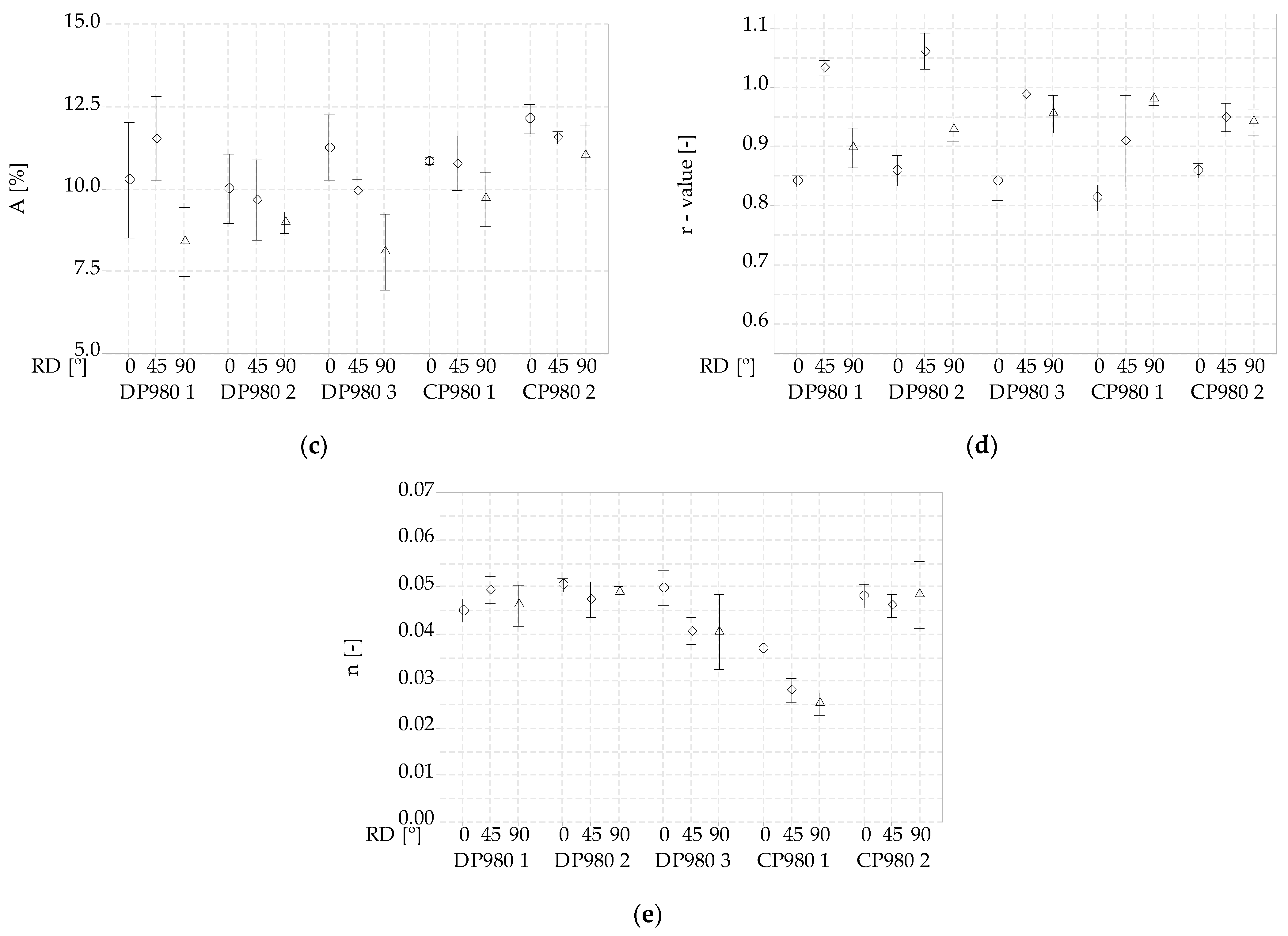
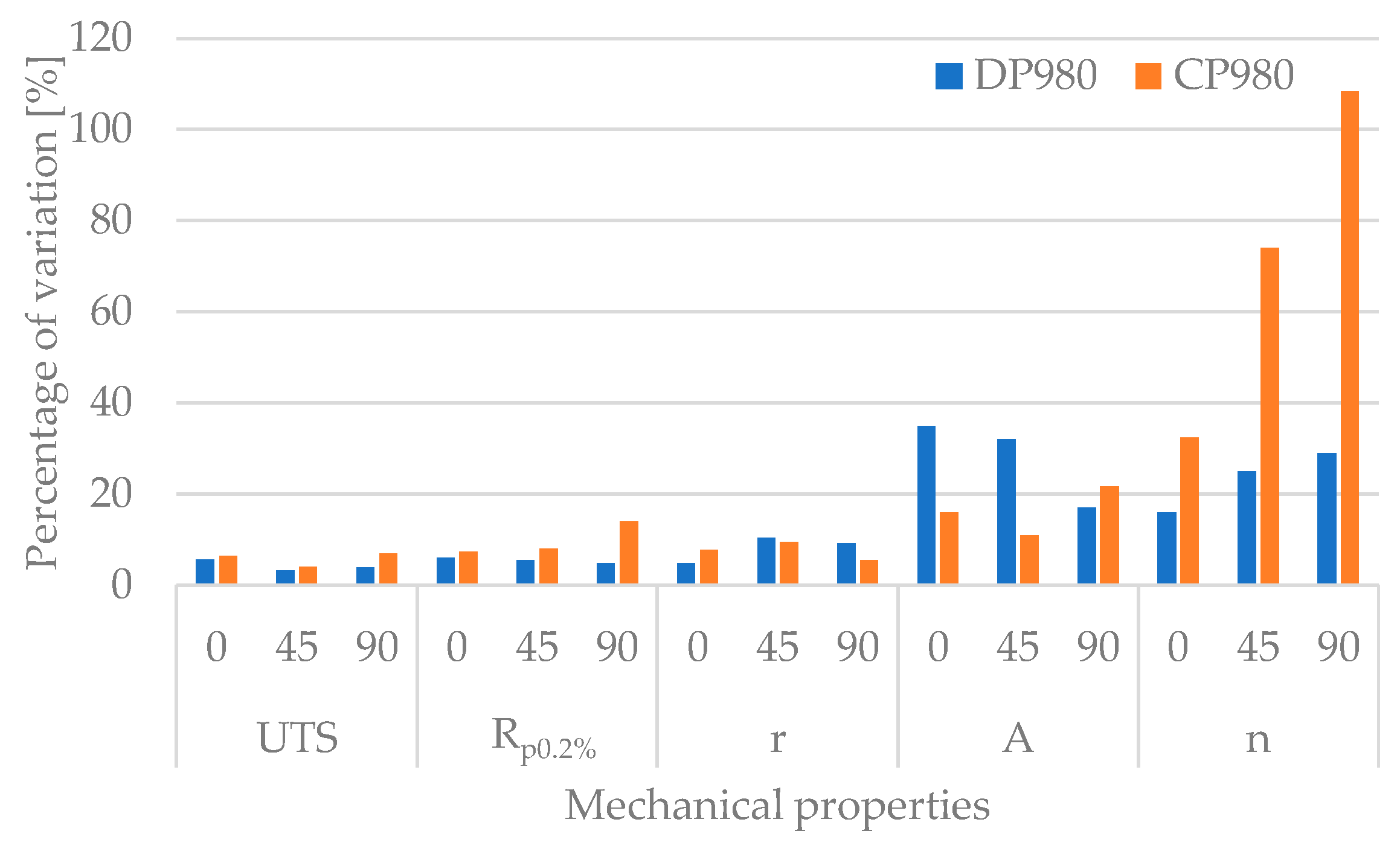
3.3. Mechanical Properties of Both DP980 and CP980
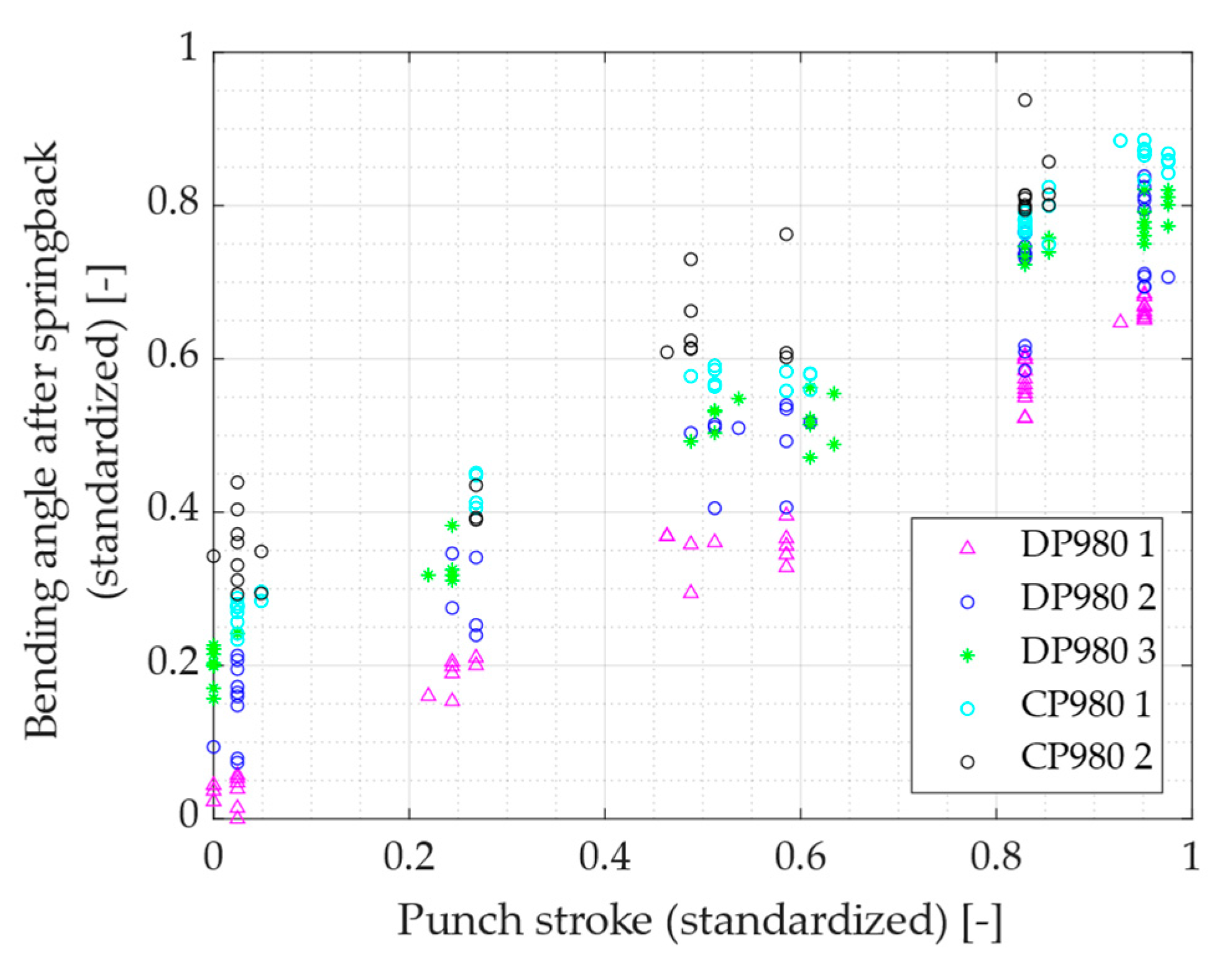
3.4. U-Bending Experimental Tests
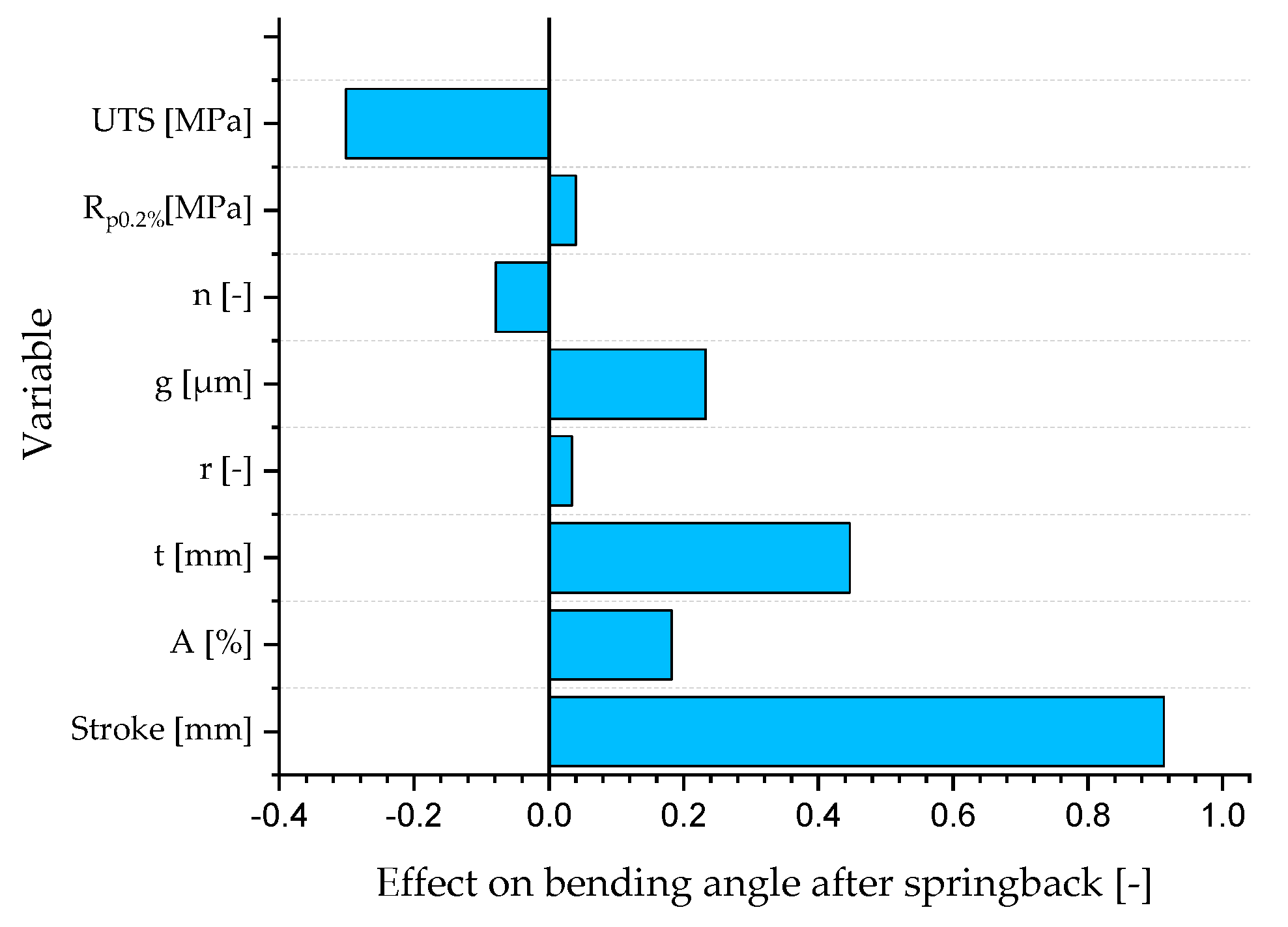
3.5. Correlation Analysis
4. Discussion
5. Conclusions
- Variations of up to 1.25° in bending angle were observed between the five batches for the same press stroke. The variability in the properties of the three DP980 steels analyzed involved variations of up to 0.71° in the bending angle for the same stroke. Between batches from the same provider, variations up to 0.65° were observed.
- The variability in the properties of the two CP980 steels analyzed (same provider, different batches) involved variations of up to 0.55° in the bending angle for the same stroke.
- The use of correlation analysis allowed for knowing the most influential variables of the process in order to predict the bending angle in anticipation of material and thickness changes. The most influential variables on the final bending angle in the U-bending process were, apart from the press stroke, the sheet thickness and the mechanical strength. The least influential variables were the anisotropy and strain hardening exponent.
- Maximum variations in mechanical properties were found for the elongation and strain hardening exponents. For n, a maximum difference of 108.33% was found between batches in CPs. As for A, a maximum variation of 34.92% was found for 0° between DPs. As for grain size, a maximum difference of 43.28% was found between all of the materials.
- Maximum variations of 9.4% in phase content were observed in DP980 steels, while CP980 steels exhibited variations of 5.6%. The presence of bainite in CP980 2 gave this material a higher work hardening rate and the lowest tensile strength.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meng, Q.; Li, J.; Zheng, H. High-efficiency fast-heating annealing of a cold-rolled dual-phase steel. Mater. Des. 2014, 58, 194–197. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, H.; Wang, S.; Zhang, L.; Ko, J. Design of lightweight multi-material automotive bodies using new material performance indices of thin-walled beams for the material selection with crashworthiness consideration. Mater. Des. 2011, 32, 815–821. [Google Scholar] [CrossRef]
- Mayyas, A.; Shen, Q.; Mayyas, A.; Abdelhamid, M.; Shan, D.; Qattawi, A.; Omar, M. Using Quality Function Deployment and Analytical Hierarchy Process for material selection of Body-In-White. Mater. Des. 2011, 32, 2771–2782. [Google Scholar] [CrossRef]
- Rudskoi, A.I.; Parshin, S.G. Advanced Trends in Metallurgy and Weldability of High-Strength Cold-Resistant and Cryogenic Steels. Metals 2021, 11, 1891. [Google Scholar] [CrossRef]
- Hilditch, T.B.; de Souza, T.; Hodgson, P. Properties and Automotive Applications of Advanced High-Strength Steels (AHSS); Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar] [CrossRef]
- Rashid, M.S. Dual-phase steels. Ann. Rev. Mater. Sci. 1981, 11, 245–266. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Alibeyki, M.; Najafi, M. Unraveling the Initial Microstructure Effects on Mechanical Properties and Work-Hardening Capacity of Dual-Phase Steel. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 4565–4573. [Google Scholar] [CrossRef]
- Sun, S.; Pugh, M. Properties of thermomechanically processed dual-phase steels containing fibrous martensite. Mater. Sci. Eng. A 2002, 335, 298–308. [Google Scholar] [CrossRef]
- Barbé, L.; Verbeken, K. Microstructural Characterization of Dual Phase Steels by Means of Electron Microscopy. Mater. Process. Texture Ceram. Transations 2009, 200, 405–411. [Google Scholar] [CrossRef]
- Wu, X. Advanced High-Strength Steel Tailor Welded Blanks (AHSS-TWBs); Tailor Welded Blanks for Advanced Manufacturing; Wayne State University: Detroit, MI, USA, 2011; pp. 118–163. [Google Scholar] [CrossRef]
- Wu-Rong, W.; Chang-Wei, H.; Zhong-Hua, Z.; Xi-Cheng, W. The limit drawing ratio and formability prediction of advanced high strength dual-phase steels. Mater. Des. 2011, 32, 3320–3327. [Google Scholar] [CrossRef]
- Chu, S.; Mao, B.; Hu, G. Microstructure Control and Strengthening Mechanism of High Strength Cold Rolled Dual Phase Steels for Automobile Applications. Acta Metall. Sin. 2022, 58, 551–566. [Google Scholar]
- Atzema, E.H. Formability of Auto Components; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Horvath, C. Advanced steels for lightweight automotive structures. LTD 2021. [Google Scholar] [CrossRef]
- ArcelorMittal. Complex Phase and Multi-Phase Steels Data Sheet. Available online: https://sanorthamericaprod.blob.core.windows.net (accessed on 21 December 2022).
- Pérez, I.; Arribas, M.; Aranguren, I.; Rana, R.; Lahaije, C.; De Caro, D. Processing of new dual-phase (DP) and complex-phase (CP) steels for automotive applications by tailored hot forming routes. AIP Conf. Proc. 2019, 2113, 170008. [Google Scholar] [CrossRef]
- Harsch, D.; Heingärtner, J.; Renkci, Y.; Hora, P. Influence of scattering material properties on the robustness of deep drawing processes. In Proceedings of the 10th Forming Technology Forum, January 2018, Enschede, The Netherlands, 12–13 October 2017. [Google Scholar]
- Djavanroodi, F.; Salman, A. Variability of Mechanical Properties and Weight for Reinforcing Bar Produced in Saudi Arabia. IOP Conf. Ser. Mater. Sci. Eng. 2017, 230, 012002. [Google Scholar] [CrossRef]
- Bright, G.W.; Kennedy, J.; Robinson, F.; Evans, M.; Whittaker, M.; Sullivan, J.; Gao, Y. Variability in the mechanical properties and processing conditions of a High Strength Low Alloy steel. Procedia Eng. 2011, 10, 106–111. [Google Scholar] [CrossRef]
- Harsch, D.; Fischer, P.; Berisha, B.; Heingärtner, J.; Renkci, Y.; Hora, P. Considering fluctuations of material properties, stainless steel 1.4301, on manufacturability of kitchen sinks. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 012113. [Google Scholar] [CrossRef]
- Wiebenga, J.H.; Weiss, M.; Rolfe, B.; van den Boogaard, A.H. Product defect compensation by robust optimization of a cold roll forming process. J. Mater. Process. Technol. 2013, 213, 978–986. [Google Scholar] [CrossRef]
- Leu, D.-K.; Zhuang, Z.-W. Springback prediction of the vee bending process for high-strength steel sheets. J. Mech. Sci. Technol. 2016, 30, 1077–1084. [Google Scholar] [CrossRef]
- UNE-EN 10351; Chemical Analysis of Ferrous Materials. Inductively Coupled Plasma Optical Emission Spectrometric Analysis of Unalloyed and Low Alloyed Steels. AENOR: Madrid, Spain, 2020.
- UNE-EN ISO 6892-1; Materiales Metálicos Ensayo de Tracción Parte 1: Método de Ensayo A Temperatura Ambiente. AENOR: Madrid, Spain, 2020.
- ASTM E8/E8M-16a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2020.
- Hollomon, J.H. Tensile deformation. Trans. Metall. Soc. AIME 1945, 162, 268–290. [Google Scholar]
- GOM. ARAMIS [www document]. 2020. Available online: https://www.gom.com/en/products/3d-testing (accessed on 9 February 2021).
- Ruiz-Andres, M.; Conde, A.; de Damborenea, J.; Garcia, I. Microstructural and Micromechanical Effects of Cold Roll-forming on High Strength Dual Phase Steels. Mater. Res. 2015, 18, 843–852. [Google Scholar] [CrossRef]
- Chang, Y.; Haase, C.; Szeliga, D.; Madej, L.; Hangen, U.; Pietrzyk, M.; Bleck, W. Compositional heterogeneity in multiphase steels: Characterization and influence on local properties. Mater. Sci. Eng. A 2021, 827, 142078. [Google Scholar] [CrossRef]
- Commitee, A.H. Metallography and Microstructures. In ASM Handbook; ASM International: Materials Park, OH, USA, 1992; Volume 9. [Google Scholar]
- Saai, A.; Hopperstad, O.; Granbom, Y.; Lademo, O.-G. Influence of Volume Fraction and Distribution of Martensite Phase on the Strain Localization in Dual Phase Steels. Procedia Mater. Sci. 2014, 3, 900–905. [Google Scholar] [CrossRef]
- Efthymiadis, P.; Hazra, S.; Clough, A.; Lakshmi, R.; Alamoudi, A.; Dashwood, R.; Shollock, B. Revealing the mechanical and microstructural performance of multiphase steels during tensile, forming and flanging operations. Mater. Sci. Eng. A 2017, 701, 174–186. [Google Scholar] [CrossRef]
- Alharbi, K.; Ghadbeigi, H.; Efthymiadis, P.; Zanganeh, M.; Celotto, S.; Dashwood, R.; Pinna, C. Damage in dual phase steel DP1000 investigated using digital image correlation and microstructure simulation. Model. Simul. Mater. Sci. Eng. 2015, 23, 8. [Google Scholar] [CrossRef]
- Randle, V. Electron backscatter diffraction: Strategies for reliable data acquisition and processing. Mater. Charact. 2009, 60, 913–922. [Google Scholar] [CrossRef]
- Rousseau, R. CHAPTER 4–Statistics. In Becoming Metric-Wise; Rousseau, R., Egghe, L., Guns, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Kalhor, A.; Taheri, A.K.; Mirzadeh, H.; Uthaisangsuk, V. Processing, microstructure adjustments, and mechanical properties of dual phase steels: A review. Mater. Sci. Technol. 2021, 37, 561–591. [Google Scholar] [CrossRef]
- Mishnev, R.; Borisova, Y.; Kniaziuk, T.; Gaidar, S.; Kaibyshev, R. Quench and Tempered Embrittlement of Ultra-High-Strength Steels with Transition Carbides. Metals 2023, 13, 1399. [Google Scholar] [CrossRef]
- Mao, J.; Chen, K.; Chen, S. Microstructure and mechanical properties of the 6 wt% Mn-Doped martensitic steel strengthened by Cu/NiAl nanoparticles. Materials 2023, 16, 241. [Google Scholar] [CrossRef]
- Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Toughness Property Control by Nb and Mo Additions in High-Strength Quenched and Tempered Boron Steels. Metals 2021, 11, 95. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Altamirano-Guerrero, G.; Deaquino, R.; Salinas, A.; Lara-Rodriguez, G.; Figueroa, I.A.; González-Parra, J.R.; Mintz, B. The Hot Ductility, Microstructures, Mechanical Properties and Corrosion Resistance in an Advanced Boron-Containing Complex Phase Steel Heat-Treated Using the Quenching and Partitioning (Q&P) Process. Metals 2023, 13, 257. [Google Scholar] [CrossRef]
- Bayram, A.; Uǧuz, A.; Ula, M. Effects of Microstructure and Notches on the Mechanical Properties of Dual-Phase Steels. Mater. Charact. 1999, 43, 259–269. [Google Scholar] [CrossRef]
- Bag, A.; Ray, K.K.; Dwarakadasa, E.S. Influence of martensite content and morphology on tensile and impact properties of high-martensite dual-phase steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 1193–1202. [Google Scholar] [CrossRef]
- Ohmori, A.; Torizuka, S.; Nagai, K. Strain-hardening due to Dispersed Cementite for Low Carbon Ultrafine-grained Steels. ISIJ Int. 2004, 44, 1063–1071. [Google Scholar] [CrossRef]
- de la Concepción, V.L.; Lorusso, H.N.; Svoboda, H.G. Effect of Carbon Content on Microstructure and Mechanical Properties of Dual Phase Steels. Procedia Mater. Sci. 2015, 8, 1047–1056. [Google Scholar] [CrossRef]
- Gürol, U.; Kurnaz, S.C. Effect of carbon and manganese content on the microstructure and mechanical properties of high manganese austenitic steel. J. Min. Metall. Sect. B Met. 2020, 56, 171–182. [Google Scholar] [CrossRef]
- Kaar, S.; Krizan, D.; Schneider, R.; Béal, C.; Sommitsch, C. Effect of Manganese on the Structure-Properties Relationship of Cold Rolled AHSS Treated by a Quenching and Partitioning Process. Metals 2019, 9, 1122. [Google Scholar] [CrossRef]
- Matsuda, H.; Mizuno, R.; Funakawa, Y.; Seto, K.; Matsuoka, S.; Tanaka, Y. Effects of auto-tempering behaviour of martensite on mechanical properties of ultra high strength steel sheets. J. Alloys Compd. 2013, 577, S661–S667. [Google Scholar] [CrossRef]
- Hasegawa, K.; Kawamura, K.; Urabe, T.; Hosoya, Y. Effects of Microstructure on Stretch-flange-formability of 980 MPa Grade Cold-rolled Ultra High Strength Steel Sheets. ISIJ Int. 2004, 44, 603–609. [Google Scholar] [CrossRef]
- Bleck, W.; Papaefthymiou, S.; Frehn, A. Microstructure and Tensile Properties in Dual Phase and Trip Steels. Steel Res. Int. 2004, 75, 704–710. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Deng, Y.; Misra, R. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite–ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D.; Speer, J.; Matlock, D. Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels. Mater. Sci. Eng. A 2006, 441, 1–17. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Prahl, U.; Bleck, W. Modelling the effect of microstructural banding on the flow curve behaviour of dual-phase (DP) steels. Comput. Mater. Sci. 2012, 52, 46–54. [Google Scholar] [CrossRef]
- Adachi, Y.; Wakita, M.; Beladi, H.; Hodgson, P.D. The formation of ultrafine ferrite through static transformation in low carbon steels. Acta Mater. 2007, 55, 4925–4934. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Effect of grain refinement to 1μm on strength and toughness of dual-phase steels. Mater. Sci. Eng. A 2010, 527, 7832–7840. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Specifications |
|---|---|
| DP980 1 | Supplier No. 1 Batch 1 Annealed, skin-passed |
| DP980 2 | Supplier No. 1 Batch 2 Annealed, skin-passed |
| DP980 3 | Supplier No. 2 Batch 3 Annealed, skin-passed |
| CP980 1 | Supplier No. 3 Batch 4 Annealed |
| CP980 2 | Supplier No. 3 Batch 5 Annealed |
| Material | C | Si | Mn | P | S | Cr | Ni | B (ppm) | Cu | Mo | N | Nb | Ti | V | Sol-Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DP980 1 | 0.0685 | 0.202 | 2.525 | 0.018 | 0.001 | 0.965 | 0.014 | 24 | 0.017 | 0.025 | - | 0.05 | 0.0205 | 0.004 | 0.032 |
| DP980 2 | 0.0718 | 0.106 | 2.469 | 0.0102 | 0.0013 | 0.947 | 0.015 | 26 | 0.023 | 0.023 | - | 0.051 | 0.0219 | 0.004 | 0.034 |
| DP980 3 | 0.150 | 0.201 | 1.89 | 0.019 | 0.003 | - | - | - | - | - | 0.053 | - | - | - | 0.032 |
| CP980 1 | 0.098 | 0.34 | 2.22 | 0.013 | 0 | 0.124 | - | 0.0025(%) | - | 0.001 | - | 0.002 | 0.0024 | 0.005 | 0.0046 |
| CP980 2 | 0.1020 | 0.35 | 2.18 | 0.01 | 0 | 0.118 | 0 | 0.0021(%) | 0.008 | 0.001 | - | 0.002 | 0.0024 | 0.005 | 0.0046 |
| Material | DP980 1 | DP980 2 | DP980 3 | CP980 1 | CP980 2 |
|---|---|---|---|---|---|
| Ferrite fraction Vα [%] | 42.9 | 36.7 | 33.5 | 30.9 | 25.2 |
| Martensite and bainite fraction VM/B [%] | 57.1 | 63.3 | 66.5 | 69.1 | 74.8 |
| Material | DP980 1 | DP980 2 | DP980 3 | CP980 1 | CP980 2 |
|---|---|---|---|---|---|
| Arithmetic average grain size [µm] | 1.49 | 1.34 | 1.62 | 1.92 | 1.83 |
| Weighted average grain size [µm] | 3.34 | 3.04 | 5.37 | 5.60 | 6.37 |
| Max. grain size [µm] | 9.43 | 9.80 | 15.70 | 14.55 | 19.68 |
| Min. grain size [µm] | 0.45 | 0.45 | 0.45 | 0.28 | 0.45 |
| Material | DP980 1 | DP980 2 | DP980 3 | CP980 1 | CP980 2 |
|---|---|---|---|---|---|
| Sheet thickness [mm] | 1.46 | 1.49 | 1.49 | 1.50 | 1.49 |
| Material | DP980 1 | DP980 2 | DP980 3 | CP980 1 | CP980 2 |
|---|---|---|---|---|---|
| Variability in bending angle after springback [°] | 0.27 | 0.48 | 0.24 | 0.20 | 0.43 |
| UTS [MPa] | Rp0.2% [MPa] | r [-] | A [%] | n [-] | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| RD [°] | DPs [%] | CPs [%] | DPs [%] | CPs [%] | DPs [%] | CPs [%] | DPs [%] | CPs [%] | DPs [%] | CPs [%] |
| 0 | 5.55 | 6.40 | 5.99 | 7.32 | 4.84 | 7.72 | 34.92 | 15.96 | 15.91 | 32.43 |
| 45 | 3.21 | 4.04 | 5.53 | 7.94 | 10.37 | 9.51 | 32.06 | 10.90 | 25.00 | 74.07 |
| 90 | 3.90 | 6.89 | 4.84 | 13.95 | 9.16 | 5.47 | 17.03 | 21.61 | 28.95 | 108.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muñiz, L.; Trinidad, J.; Galdos, L. Analysis of the Mechanical and Microstructural Fluctuations of High-Strength Steels and Their Effect on Bending Angle. Metals 2023, 13, 1603. https://doi.org/10.3390/met13091603
Muñiz L, Trinidad J, Galdos L. Analysis of the Mechanical and Microstructural Fluctuations of High-Strength Steels and Their Effect on Bending Angle. Metals. 2023; 13(9):1603. https://doi.org/10.3390/met13091603
Chicago/Turabian StyleMuñiz, Laura, Javier Trinidad, and Lander Galdos. 2023. "Analysis of the Mechanical and Microstructural Fluctuations of High-Strength Steels and Their Effect on Bending Angle" Metals 13, no. 9: 1603. https://doi.org/10.3390/met13091603