
Moisture Effects on Qualities and Properties of Laser Powder Bed Fusion (LPBF) Additive Manufacturing of As-Built 17-4PH Stainless Steel Parts

Abstract
:1. Introduction
2. Materials and Methods
2.1. Ex Situ Characterization
2.2. Microstructure Characterization
2.3. Mechanical Properties
3. Results and Discussion
3.1. Design of LPBF Process Conditions
3.1.1. Melt Pool Characterization
3.1.2. Density
3.1.3. Hardness
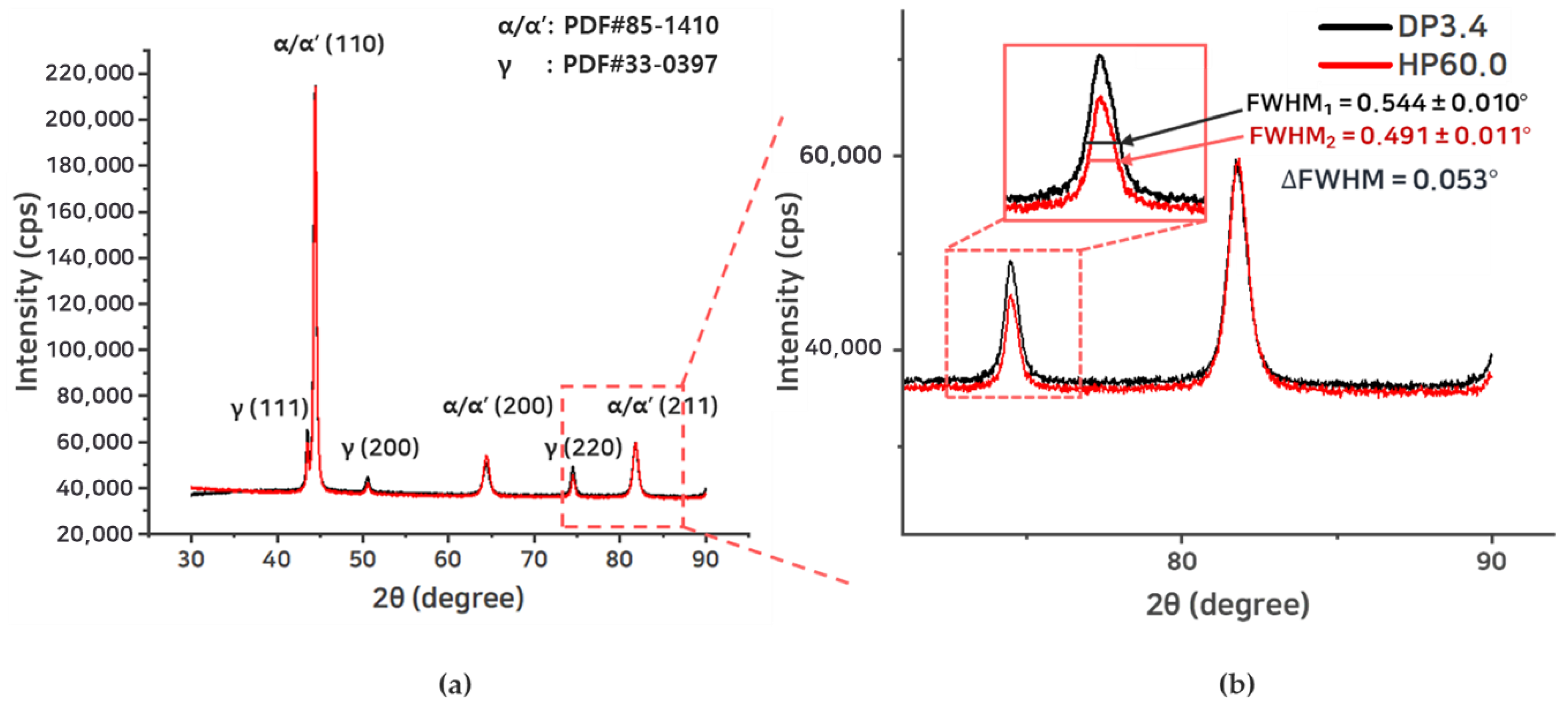
3.2. Microstructure Characterization
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Khorasani, A.; Gibson, I.; Veetil, J.K.; Ghasemi, A.H. A review of technological improvements in laser-based powder bed fusion of metal printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Cheng, L.; Liang, X.; Bai, J.; Chen, Q.; Lemon, J.; To, A. On utilizing topology optimization to design support structure to prevent residual stress induced build failure in laser powder bed metal additive manufacturing. Addit. Manuf. 2019, 27, 290–304. [Google Scholar] [CrossRef]
- Gaikwad, A.; Giera, B.; Guss, G.M.; Forien, J.-B.; Matthews, M.J.; Rao, P. Heterogeneous sensing and scientific machine learning for quality assurance in laser powder bed fusion–A single-track study. Addit. Manuf. 2020, 36, 101659. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Anomaly detection and classification in a laser powder bed additive manufacturing process using a trained computer vision algorithm. Addit. Manuf. 2018, 19, 114–126. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W.; Brown, B. Characterization of laser spatter and condensate generated during the selective laser melting of 304L stainless steel powder. Addit. Manuf. 2020, 31, 100904. [Google Scholar] [CrossRef]
- Sun, W.; Ma, Y.E.; Zhang, W.; Qian, X.; Huang, W.; Wang, Z. Effects of the build direction on mechanical performance of laser powder bed fusion additively manufactured Ti6Al4V under different loadings. Adv. Eng. Mater. 2021, 23, 2100611. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, H.; Zhang, H.; Zeng, X. Experimental investigation on selective laser melting of 17-4PH stainless steel. Opt. Laser Technol. 2017, 87, 17–25. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Douglas, R.; Lancaster, R.; Jones, T.; Barnard, N.; Adams, J. The Influence of Powder Reuse on the Properties of Laser Powder Bed-Fused Stainless Steel 316L: A Review. Adv. Eng. Mater. 2022, 24, 2200596. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.P.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of process and post-process conditions on the mechanical properties of an A357 alloy produced via laser powder bed fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Letenneur, M.; Kreitcberg, A.; Brailovski, V. Optimization of laser powder bed fusion processing using a combination of melt pool modeling and design of experiment approaches: Density control. J. Manuf. Mater. Process. 2019, 3, 21. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, H.; Paul, M.J.; He, P.; Peng, Z.; Gludovatz, B.; Kruzic, J.J.; Wang, C.H.; Li, X. Machine-learning assisted laser powder bed fusion process optimization for AlSi10Mg: New microstructure description indices and fracture mechanisms. Acta Mater. 2020, 201, 316–328. [Google Scholar] [CrossRef]
- Gu, H.; Gong, H.; Pal, D.; Rafi, K.; Starr, T.; Stucker, B. Influences of energy density on porosity and microstructure of selective laser melted 17-4PH stainless steel. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Suzuki, A.; Nishida, R.; Takata, N.; Kobashi, M.; Kato, M. Design of laser parameters for selectively laser melted maraging steel based on deposited energy density. Addit. Manuf. 2019, 28, 160–168. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Yang, K.-T.; Kim, M.-K.; Kim, D.; Suhr, J. Investigation of laser powder bed fusion manufacturing and post-processing for surface quality of as-built 17-4PH stainless steel. Surf. Coat. Technol. 2021, 422, 127492. [Google Scholar] [CrossRef]
- Buhairi, M.A.; Foudzi, F.M.; Jamhari, F.I.; Sulong, A.B.; Radzuan, N.A.M.; Muhamad, N.; Mohamed, I.F.; Azman, A.H.; Harun, W.S.W.; Al-Furjan, M. Review on volumetric energy density: Influence on morphology and mechanical properties of Ti6Al4V manufactured via laser powder bed fusion. Prog. Addit. Manuf. 2022, 8, 265–283. [Google Scholar] [CrossRef]
- Irrinki, H.; Nath, S.D.; Alhofors, M.; Stitzel, J.; Gulsoy, O.; Atre, S.V. Microstructures, properties, and applications of laser sintered 17-4PH stainless steel. J. Am. Ceram. Soc. 2019, 102, 5679–5690. [Google Scholar] [CrossRef]
- Liverani, E.; Fortunato, A. Additive manufacturing of AISI 420 stainless steel: Process validation, defect analysis and mechanical characterization in different process and post-process conditions. Int. J. Adv. Manuf. Technol. 2021, 117, 809–821. [Google Scholar] [CrossRef]
- Brika, S.E.; Letenneur, M.; Dion, C.A.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit. Manuf. 2020, 31, 100929. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Hernandez, J.; Collins, S.; Amato, K.N.; Gaytan, S.M.; Shindo, P.W. Microstructures and properties of 17-4 PH stainless steel fabricated by selective laser melting. J. Mater. Res. Technol. 2012, 1, 167–177. [Google Scholar] [CrossRef]
- Tonelli, L.; Fortunato, A.; Ceschini, L. CoCr alloy processed by Selective Laser Melting (SLM): Effect of Laser Energy Density on microstructure, surface morphology, and hardness. J. Manuf. Process. 2020, 52, 106–119. [Google Scholar] [CrossRef]
- Yang, T.; Liu, T.; Liao, W.; MacDonald, E.; Wei, H.; Zhang, C.; Chen, X.; Zhang, K. Laser powder bed fusion of AlSi10Mg: Influence of energy intensities on spatter and porosity evolution, microstructure and mechanical properties. J. Alloys Compd. 2020, 849, 156300. [Google Scholar] [CrossRef]
- Carrion, P.E.; Soltani-Tehrani, A.; Phan, N.; Shamsaei, N. Powder recycling effects on the tensile and fatigue behavior of additively manufactured Ti-6Al-4V parts. JOM 2019, 71, 963–973. [Google Scholar] [CrossRef]
- Grubbs, J.; Sousa, B.C.; Cote, D. Exploration of the effects of metallic powder handling and storage conditions on flowability and moisture content for additive manufacturing applications. Metals 2022, 12, 603. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Assessment of moisture content and its influence on laser beam melting feedstock. In Proceedings of the Euro PM2017, Milan, Italy, 1–5 October 2017. [Google Scholar]
- Dutta, B.; Babu, S.; Jared, B.H. Science, Technology and Applications of Metals in Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Cordova, L.; Bor, T.; de Smit, M.; Campos, M.; Tinga, T. Measuring the spreadability of pre-treated and moisturized powders for laser powder bed fusion. Addit. Manuf. 2020, 32, 101082. [Google Scholar] [CrossRef]
- Hovig, E.W.; Holm, H.D.; Sørby, K. Effect of processing parameters on the relative density of AlSi10Mg processed by laser powder bed fusion. In Advanced Manufacturing and Automation VIII 8; Springer: Singapore, 2019; pp. 268–276. [Google Scholar]
- Popov, V.V., Jr.; Katz-Demyanetz, A.; Garkun, A.; Bamberger, M. The effect of powder recycling on the mechanical properties and microstructure of electron beam melted Ti-6Al-4 V specimens. Addit. Manuf. 2018, 22, 834–843. [Google Scholar] [CrossRef]
- Martyushev, N.V.; Kozlov, V.N.; Qi, M.; Tynchenko, V.S.; Kononenko, R.V.; Konyukhov, V.Y.; Valuev, D.V. Production of Workpieces from Martensitic Stainless Steel Using Electron-Beam Surfacing and Investigation of Cutting Forces When Milling Workpieces. Materials 2023, 16, 4529. [Google Scholar] [CrossRef]
- Britannica, E. The Editors of Encyclopaedia Britannica. de la Enciclopedia Británica, 2019.
- Zhang, Y.; Wang, C.; Reddy, K.M.; Li, W.; Wang, X. Study on the deformation mechanism of a high-nitrogen duplex stainless steel with excellent mechanical properties originated from bimodal grain design. Acta Mater. 2022, 226, 117670. [Google Scholar] [CrossRef]
- Lutterotti, L.; Matthies, S.; Wenk, H.R. MAUD: A friendly Java program for material analysis using diffraction. IUCr Newsl. CPD 1999, 21, 14–15. [Google Scholar]
- Chen, H.; Yan, W. Spattering and denudation in laser powder bed fusion process: Multiphase flow modelling. Acta Mater. 2020, 196, 154–167. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef]
- Li, G.; Li, X.; Guo, C.; Zhou, Y.; Tan, Q.; Qu, W.; Li, X.; Hu, X.; Zhang, M.-X.; Zhu, Q. Investigation into the effect of energy density on densification, surface roughness and loss of alloying elements of 7075 aluminium alloy processed by laser powder bed fusion. Opt. Laser Technol. 2022, 147, 107621. [Google Scholar] [CrossRef]
- Li, G.; Guo, C.; Guo, W.F.; Lu, H.X.; Wen, L.J.; Hu, X.G.; Zhu, Q. Influence of selective laser melting process parameters on densification behavior, surface quality and hardness of 18Ni300 steel. Key Eng. Mater. 2020, 861, 77–82. [Google Scholar] [CrossRef]
- Riener, K.; Oswald, S.; Winkler, M.; Leichtfried, G.J. Influence of storage conditions and reconditioning of AlSi10Mg powder on the quality of parts produced by laser powder bed fusion (LPBF). Addit. Manuf. 2021, 39, 101896. [Google Scholar] [CrossRef]
- Bae, J.; Kim, M.-k.; Oh, E.; Yang, K.-T.; Suhr, J. Experimental and numerical investigation of 17–4PH stainless steel fabricated by laser powder bed fusion and hot isostatic pressing. Mater. Res. Express 2021, 8, 106512. [Google Scholar] [CrossRef]
- Fu, J.; Yang, Y.; Guo, J.; Tong, W. Effect of cooling rate on solidification microstructures in AISI 304 stainless steel. Mater. Sci. Technol. 2008, 24, 941–944. [Google Scholar] [CrossRef]
- Rajasekhar, K.; Harendranath, C.; Raman, R.; Kulkarni, S. Microstructural evolution during solidification of austenitic stainless steel weld metals: A color metallographic and electron microprobe analysis study. Mater. Charact. 1997, 38, 53–65. [Google Scholar] [CrossRef]
- Fang, Y.; Zhang, Y.; Kim, M.-K.; Kim, H.-I.; No, J.; Duan, Z.; Yuan, Q.; Suhr, J. An austenite-rich composite of stainless steels with high strength and favorable ductility via selective laser melting of a powder mixture. Mater. Sci. Eng. A 2022, 855, 143891. [Google Scholar] [CrossRef]
- Estrin, Y. Dislocation-density-related constitutive modeling. Unified Const. Laws Plast. Deform. 1996, 1, 69–106. [Google Scholar]
- Jiang, D.; Gao, X.; Zhu, Y.; Hutchinson, C.; Huang, A. In-situ duplex structure formation and high tensile strength of super duplex stainless steel produced by directed laser deposition. Mater. Sci. Eng. A 2022, 833, 142557. [Google Scholar] [CrossRef]
- Lee, S.; Estrin, Y.; De Cooman, B.C. Constitutive modeling of the mechanical properties of V-added medium manganese TRIP steel. Metall. Mater. Trans. A 2013, 44, 3136–3146. [Google Scholar] [CrossRef]
- Xu, J.; Gruber, H.; Boyd, R.; Jiang, S.; Peng, R.L.; Moverare, J.J. On the strengthening and embrittlement mechanisms of an additively manufactured Nickel-base superalloy. Materialia 2020, 10, 100657. [Google Scholar] [CrossRef]
- Li, H.; Han, Y.; Feng, H.; Zhou, G.; Jiang, Z.; Cai, M.; Li, Y.; Huang, M. Enhanced strength-ductility synergy via high dislocation density-induced strain hardening in nitrogen interstitial CrMnFeCoNi high-entropy alloy. J. Mater. Sci. Technol. 2023, 141, 184–192. [Google Scholar] [CrossRef]
- Stern, F.; Becker, L.; Cui, C.; Tenkamp, J.; Uhlenwinkel, V.; Steinbacher, M.; Boes, J.; Lentz, J.; Fechte-Heinen, R.; Weber, S. Improving the Defect Tolerance of PBF-LB/M Processed 316L Steel by Increasing the Nitrogen Content. Adv. Eng. Mater. 2023, 25, 2200751. [Google Scholar] [CrossRef]
- Eskandari, H.; Lashgari, H.; Ye, L.; Eizadjou, M.; Wang, H. Microstructural characterization and mechanical properties of additively manufactured 17–4PH stainless steel. Mater. Today Commun. 2022, 30, 103075. [Google Scholar] [CrossRef]
- Yang, P.-J.; Li, Q.-J.; Han, W.-Z.; Li, J.; Ma, E. Designing solid solution hardening to retain uniform ductility while quadrupling yield strength. Acta Mater. 2019, 179, 107–118. [Google Scholar] [CrossRef]
- Kondoh, K.; Issariyapat, A.; Umeda, J.; Visuttipitukul, P. Selective laser-melted titanium materials with nitrogen solid solutions for balanced strength and ductility. Mater. Sci. Eng. A 2020, 790, 139641. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe | C | Cr | Cu | P | Si | Mn | Nb+Ta | Ni | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| 17-4PH | Bal | 0.07 | 15.5–17.5 | 3.0–5.0 | 0.03 | 1.0 | 1.0 | 0.15–0.45 | 3.0–5.0 | 0.04 |
| Optimum Process Condition | Laser Power | Scan Speed | Line Spacing | Layer Thickness |
| 310 W | 1000 mm/s | 80 μm | 40 μm |
| No. | Laser Power (W) | Scan Speed (mm/s) | Energy Density (J/mm3) | %RH (Part Quality) | ||
|---|---|---|---|---|---|---|
| 1 | 190 | 1000 | 59.375 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 2 | 200 | 1000 | 62.5 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 3 | 210 | 1000 | 65.625 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 4 | 220 | 1000 | 68.75 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 5 | 230 | 1000 | 71.875 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 6 | 240 | 1000 | 75 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 7 | 250 | 1000 | 78.2125 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 8 | 260 | 1000 | 81.25 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 9 | 270 | 1000 | 84.375 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 10 | 280 | 1000 | 87.5 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 11 | 290 | 1000 | 90.625 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 12 | 300 | 1000 | 93.75 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 13 | 310 | 1000 | 96.875 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 14 | 320 | 1000 | 100 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 15 | 330 | 1000 | 103.125 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 16 | 340 | 1000 | 106.25 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 17 | 350 | 1000 | 109.375 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 18 | 360 | 1000 | 112.5 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 19 | 370 | 1000 | 115.625 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 20 | 380 | 1000 | 118.75 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 21 | 390 | 1000 | 121.875 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 22 | 400 | 1000 | 125 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 23 | 200 | 250 | 250 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 24 | 200 | 300 | 208.333 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 25 | 200 | 350 | 178.571 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 26 | 200 | 400 | 156.25 | 3.4 (O) | 30.0 (O) | 60.0 (X) |
| 27 | 200 | 450 | 138.889 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 28 | 200 | 500 | 125 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 29 | 200 | 550 | 113.636 | 3.4 (O) | 30.0 (O) | 60.0 (O) |
| 30 | 200 | 600 | 104.167 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 31 | 200 | 650 | 96.154 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 32 | 200 | 700 | 89.286 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 33 | 200 | 750 | 83.333 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 34 | 200 | 800 | 78.125 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 35 | 200 | 850 | 73.529 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| 36 | 200 | 900 | 69.444 | 3.4 (O) | 30.0 (X) | 60.0 (X) |
| wt.% | C | N | Si | Cr | Mn | Fe | Ni | Cu | Nb |
|---|---|---|---|---|---|---|---|---|---|
| DP3.4 | 13.7 | 1.3 | 0.5 | 14.3 | 0.4 | 60.6 | 4.0 | 4.9 | 0.3 |
| HP60 | 7.5 | 0.2 | 0.7 | 15.4 | 0.5 | 65.3 | 4.6 | 5.5 | 0.3 |
| Samples | σY (MPa) | σUTS (MPa) | εbreak (%) |
|---|---|---|---|
| DP3.4 | 401.9 ± 8.4 | 1005.1 ± 18.5 | 31.32 ± 0.75 |
| HP60 | 316.5 ± 30.2 | 854.1 ± 23.1 | 34.24 ± 1.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.; Kim, M.-K.; Fang, Y.; Suhr, J. Moisture Effects on Qualities and Properties of Laser Powder Bed Fusion (LPBF) Additive Manufacturing of As-Built 17-4PH Stainless Steel Parts. Metals 2023, 13, 1550. https://doi.org/10.3390/met13091550
Kim T, Kim M-K, Fang Y, Suhr J. Moisture Effects on Qualities and Properties of Laser Powder Bed Fusion (LPBF) Additive Manufacturing of As-Built 17-4PH Stainless Steel Parts. Metals. 2023; 13(9):1550. https://doi.org/10.3390/met13091550
Chicago/Turabian StyleKim, Taehwan, Min-Kyeom Kim, Yongjian Fang, and Jonghwan Suhr. 2023. "Moisture Effects on Qualities and Properties of Laser Powder Bed Fusion (LPBF) Additive Manufacturing of As-Built 17-4PH Stainless Steel Parts" Metals 13, no. 9: 1550. https://doi.org/10.3390/met13091550