
Synergistic Effect of Alloying on the Strength and Ductility of High Carbon Pearlitic Steel

Abstract
:1. Introduction
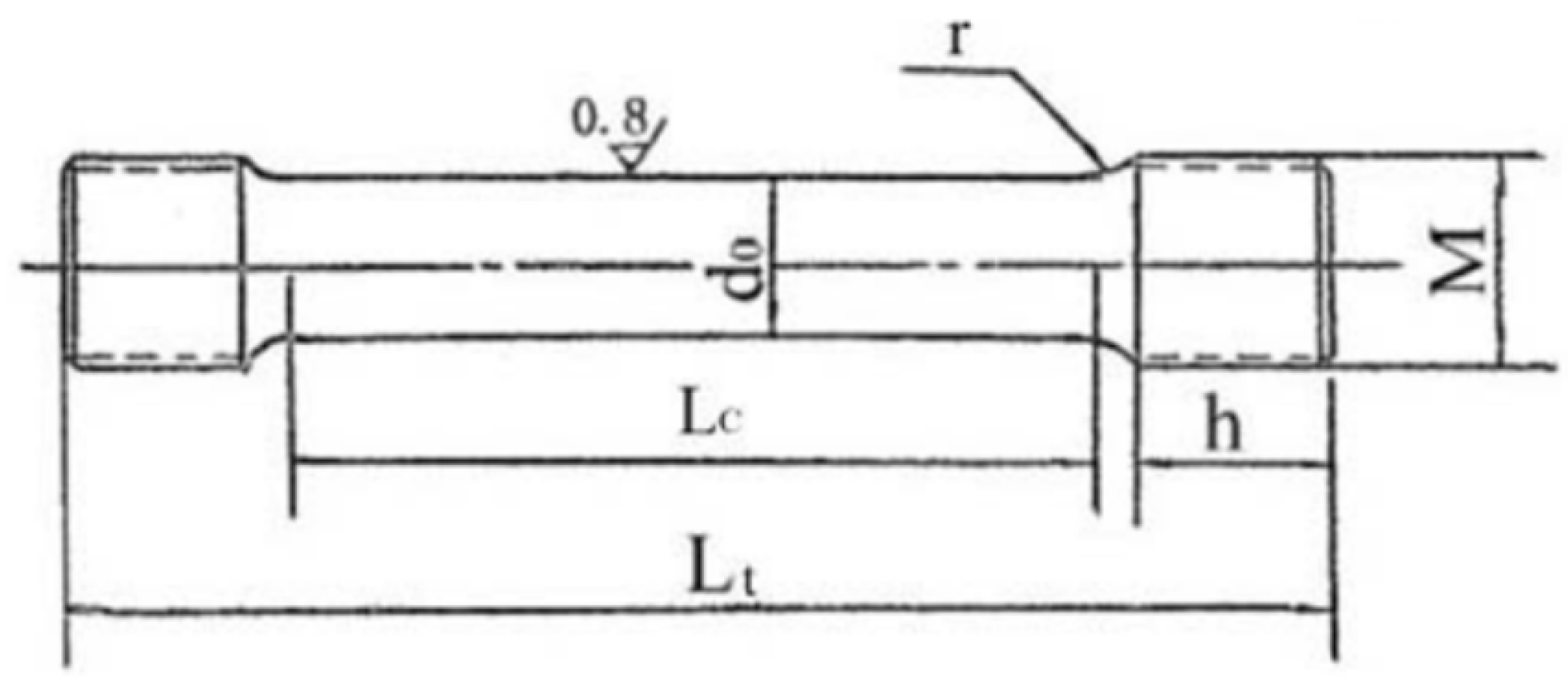
2. Materials and Methods
3. Results and Discussions
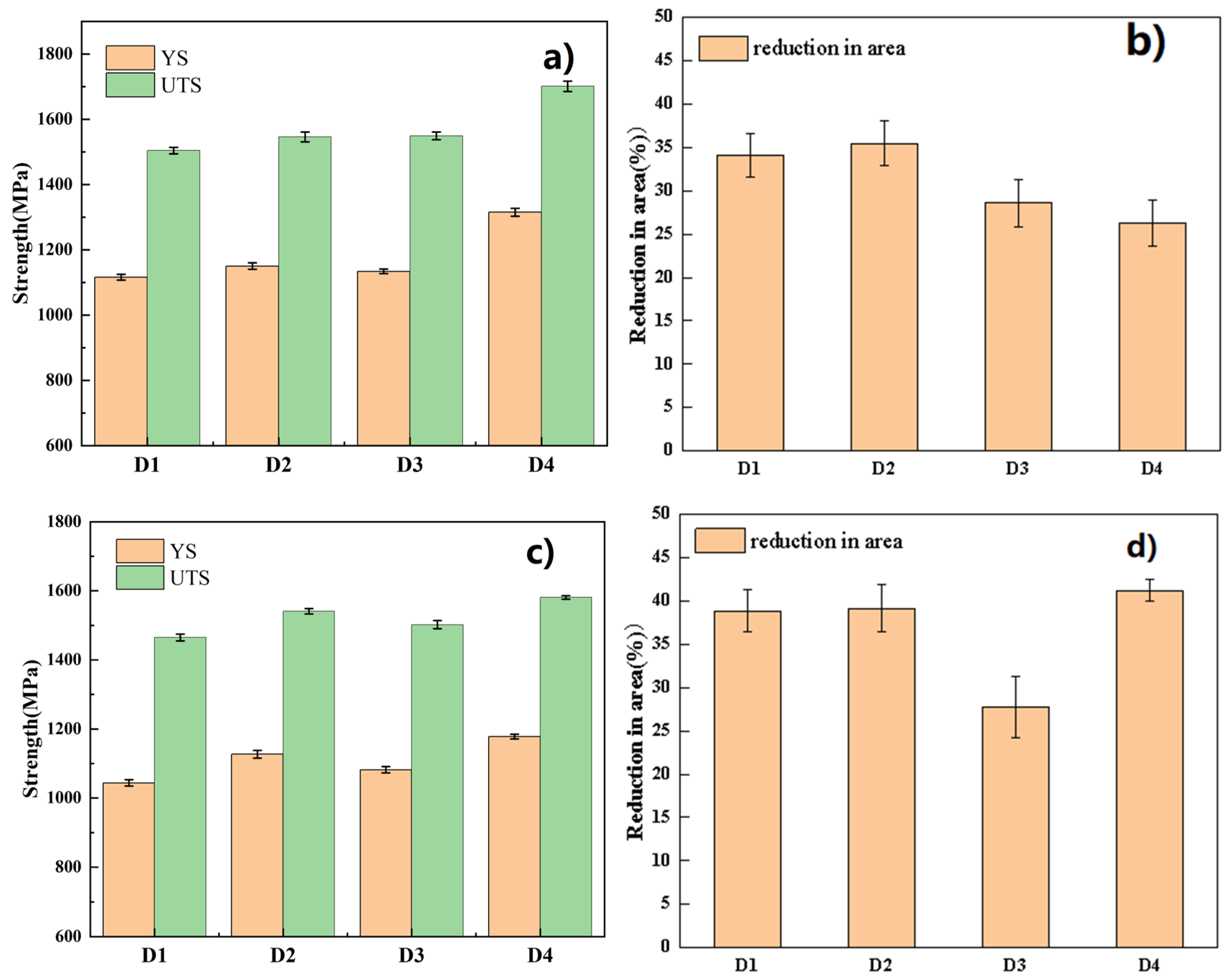
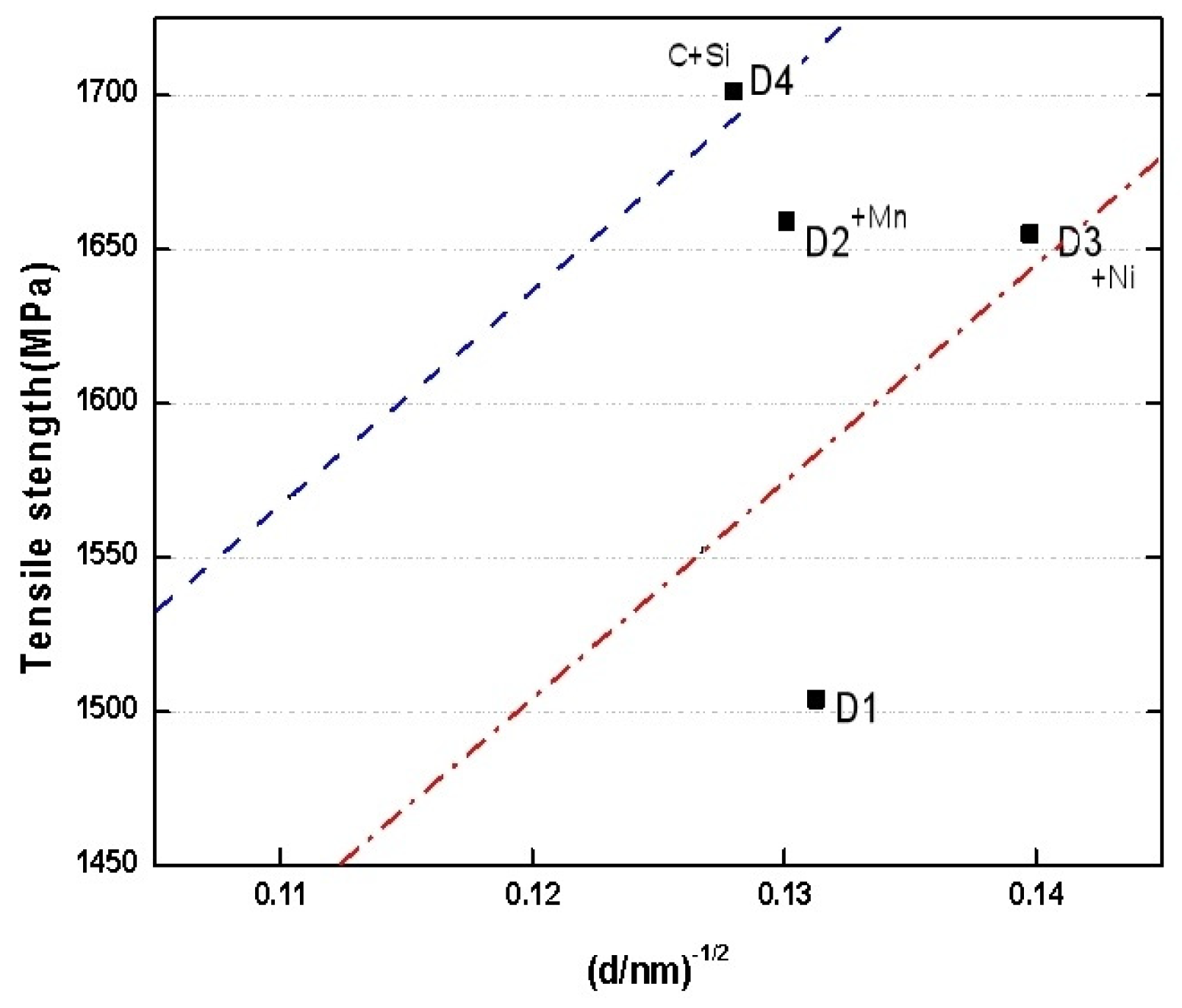
3.1. Mechanical Properties
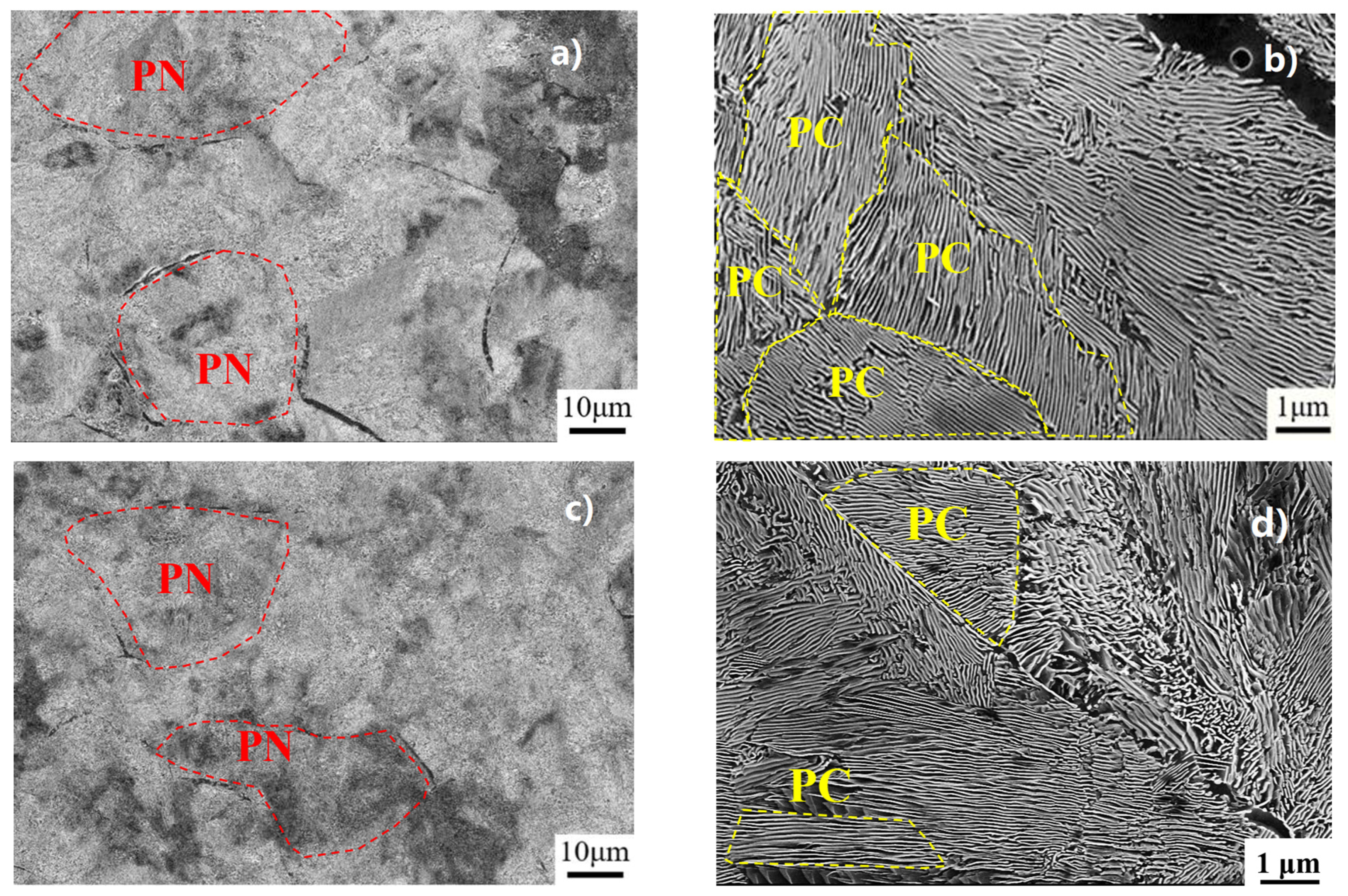
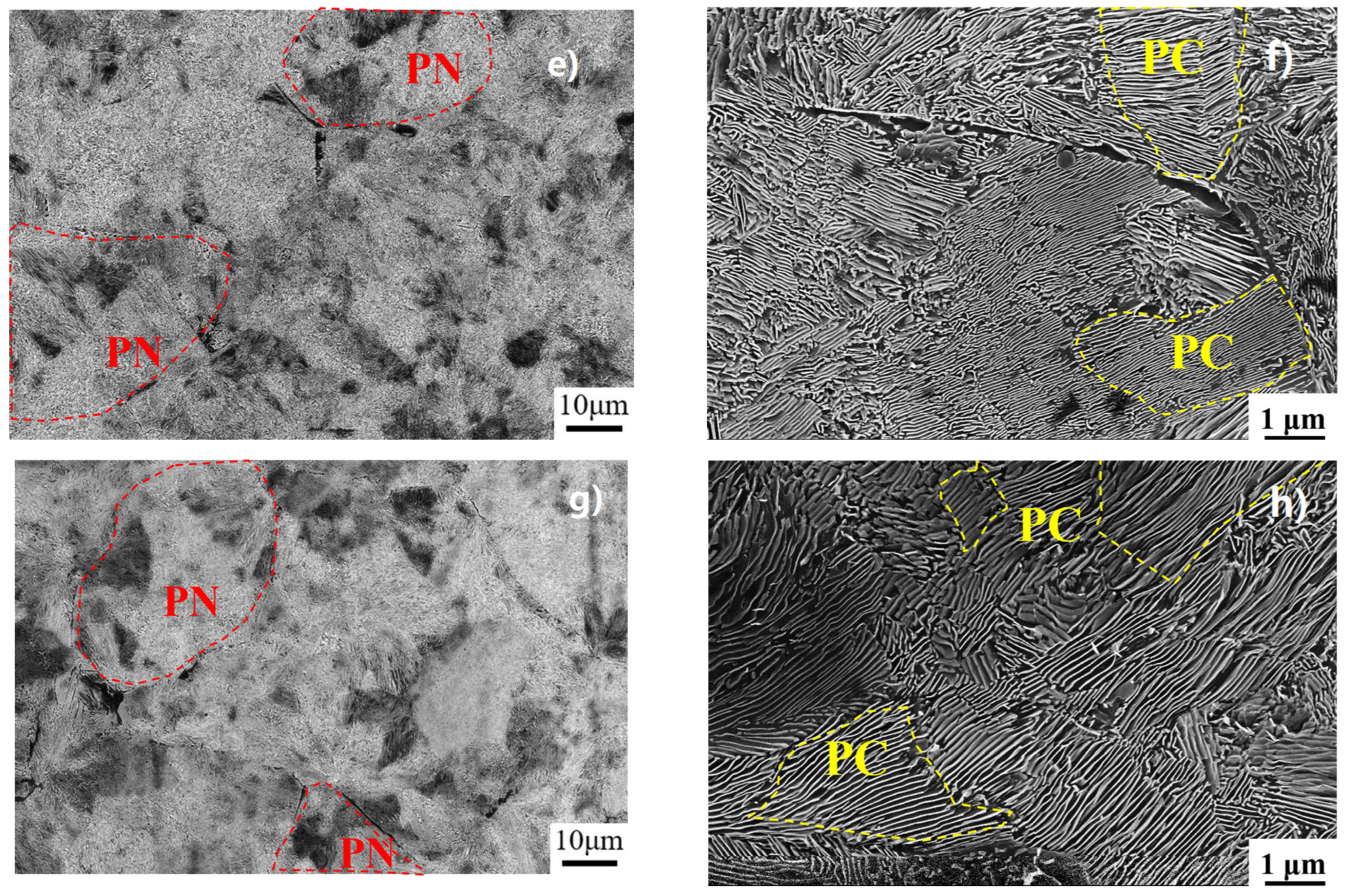
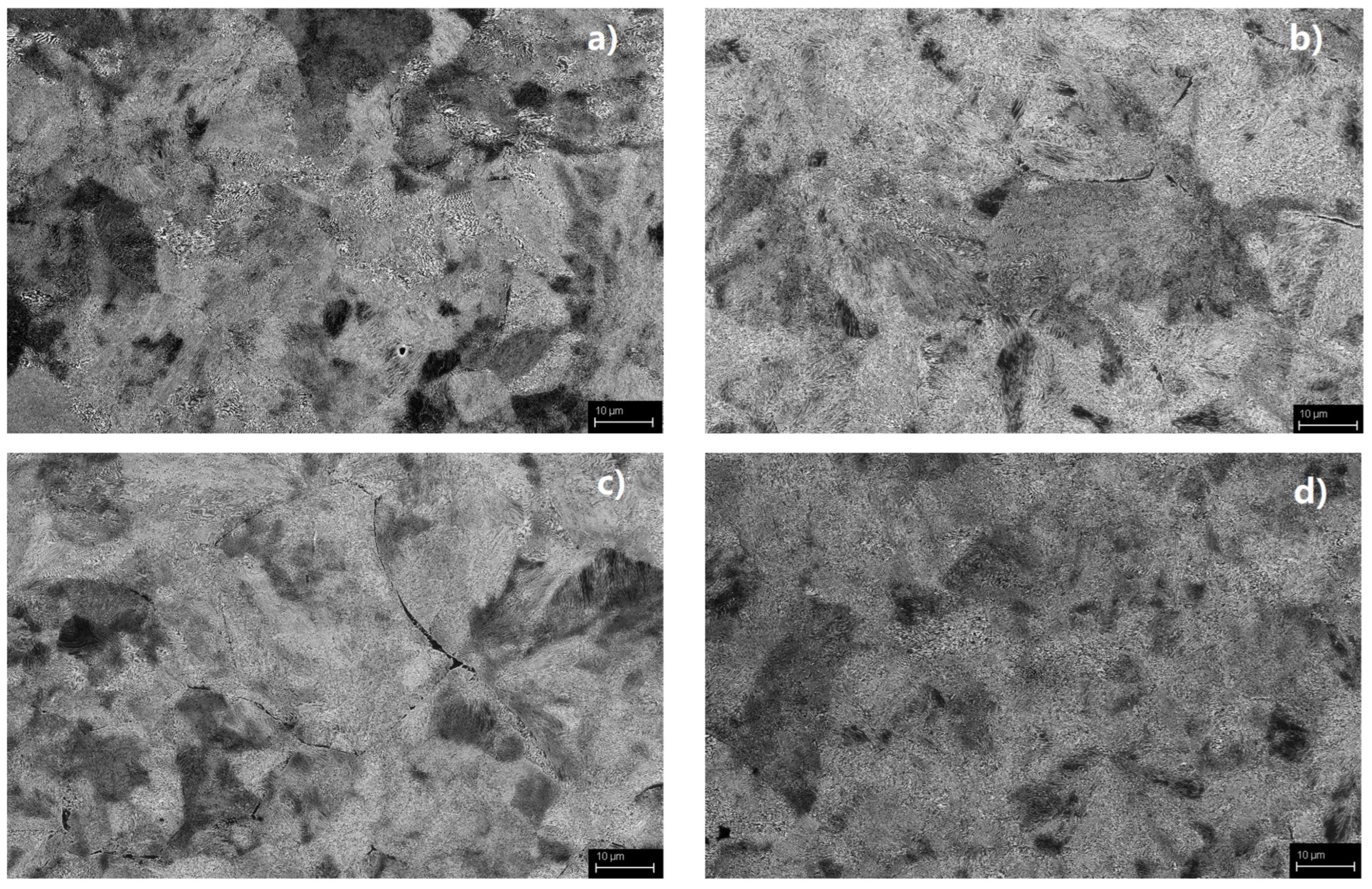
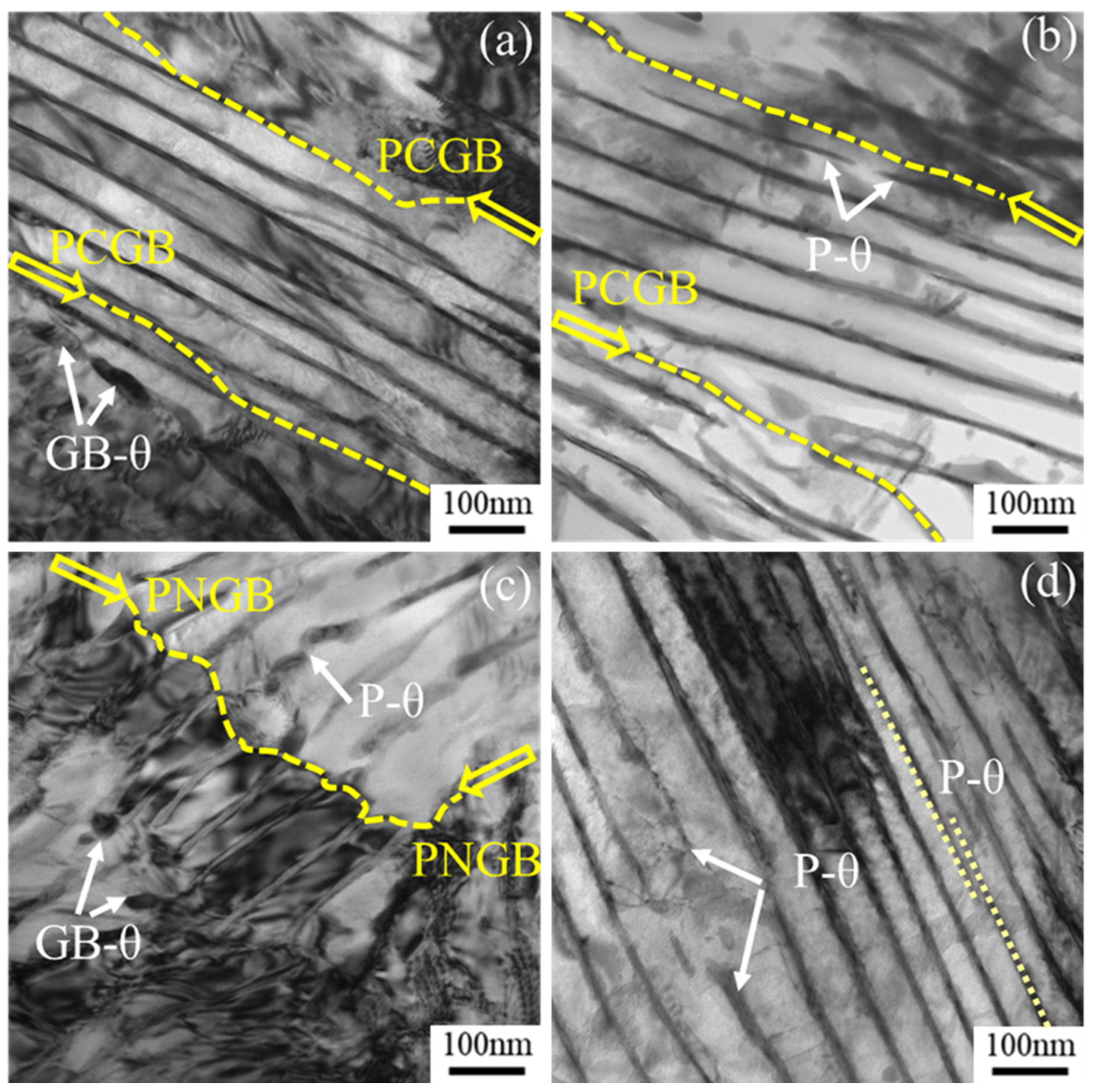
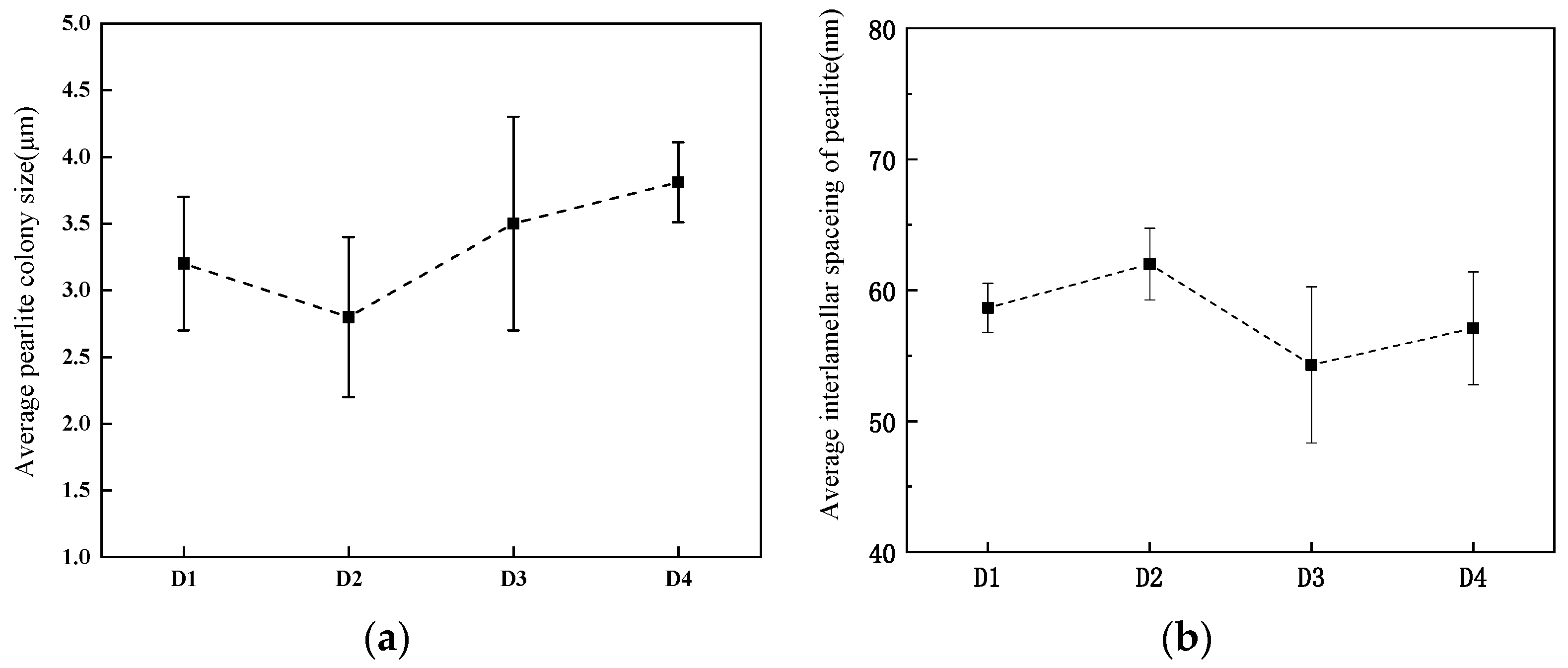
3.2. Microstructure Analysis
4. Conclusions
- (1)
- The addition of Ni alone to high-carbon pearlitic steel can enhance the strength, but it leads to reductions in area. The multiple addition of Ni and the increase in Mn and Si contents in high-carbon pearlitic steel resulted in a decrease in interlamellar spacing, which caused the strength to increase, and work hardening in the ferrite of pearlite colonies may be lagged, which leads to reductions in area.
- (2)
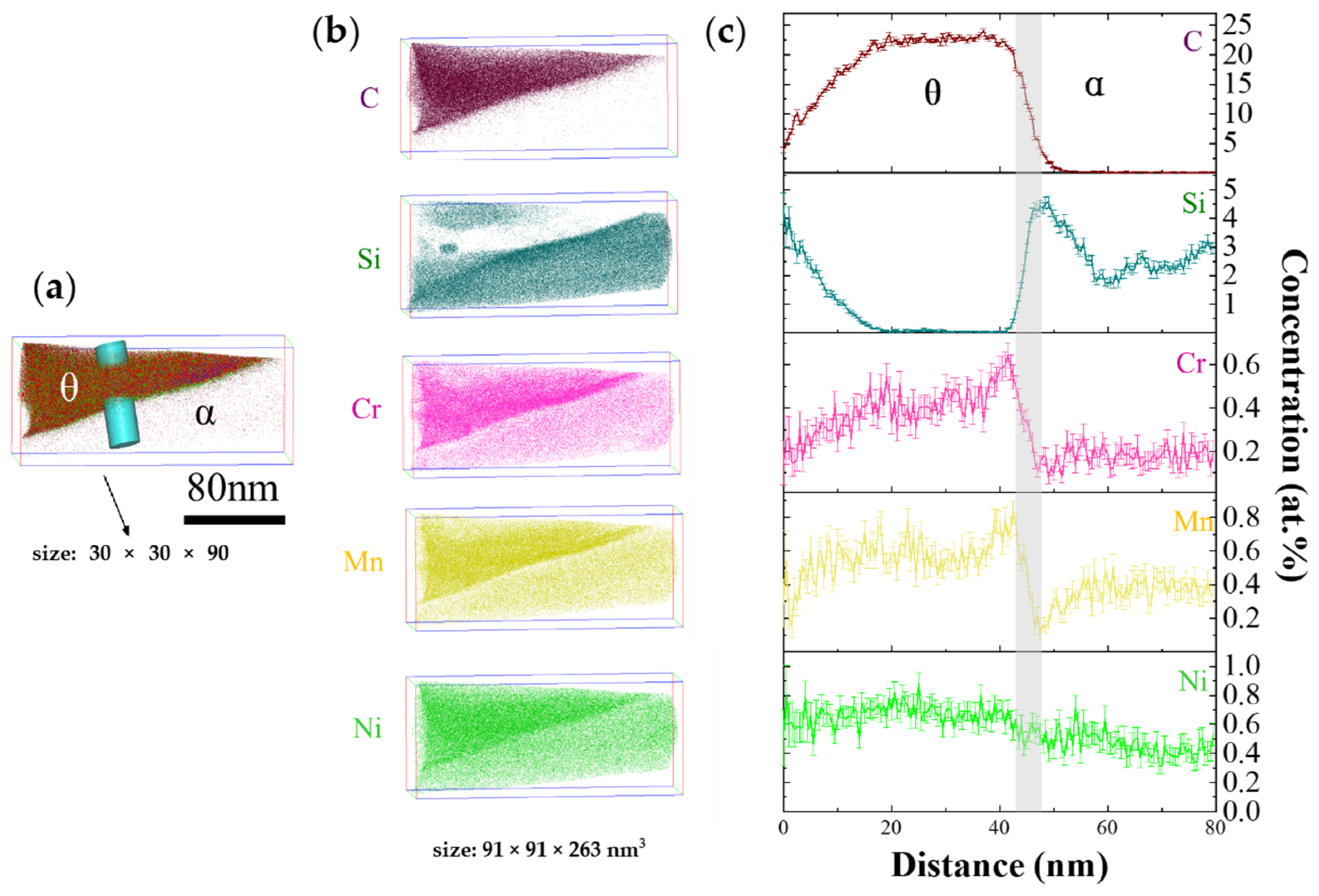
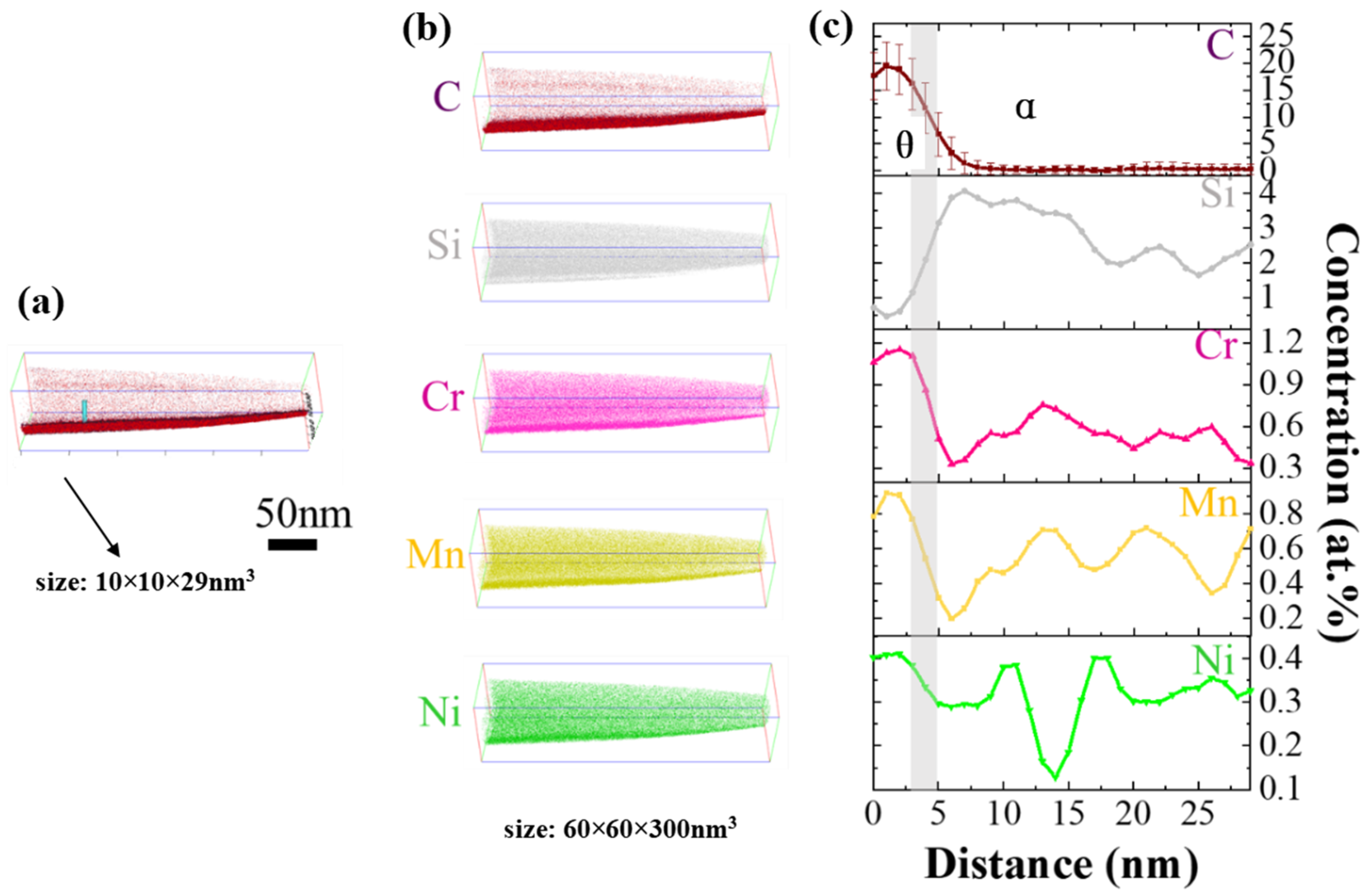
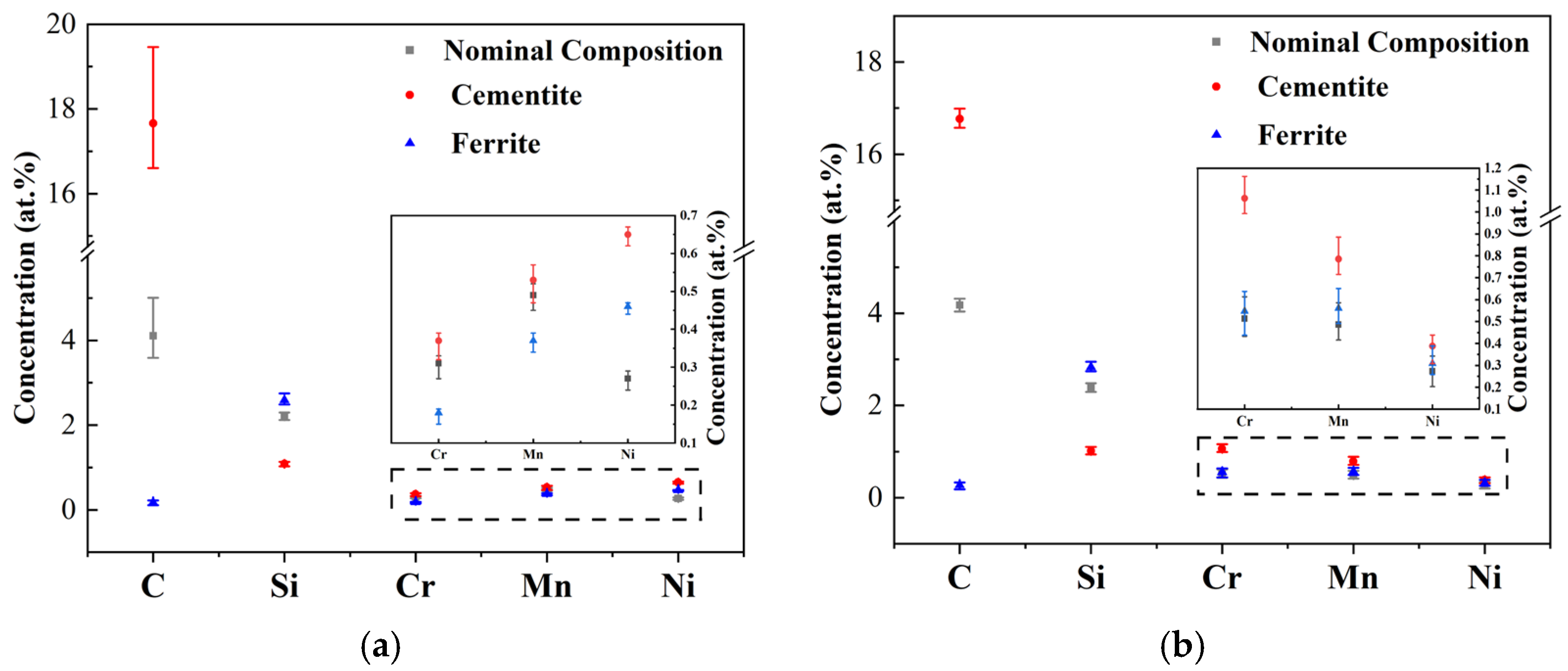
- Three-dimensional atom probe tomography showed Si partitioning into ferrite and Mn, Cr, and Ni elements partitioning into cementite. The addition of Si inhibited the formation of a continuous network of grain-boundary cementite, leading to high strength and high ductility through optimization of the microstructure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ochial, I.; Nishida, S.; Ohba, H.; Kawana, A. Application of hypereutectoid steel for development of high strength steel wire. Tetsu-to-Hagane 1993, 26, 50. [Google Scholar]
- Fang, F.; Zhao, Y.; Zhou, L.; Hu, X.; Xie, Z.; Jiang, J. Texture inheritance of cold drawn pearlite steel wires after austenitization. Mater. Sci. Eng. A 2014, 618, 505–510. [Google Scholar] [CrossRef]
- Zelin, M. Microstructure evolution in pearlitic steels during wire drawing. Acta Mater. 2002, 50, 4431–4447. [Google Scholar] [CrossRef]
- Allain, S.; Bouaziz, O. Microstructure based modeling for the mechanical behavior of ferrite-pearlite steels suitable to capture isotropic and kinematic hardening. Mater. Sci. Eng. A 2008, 496, 329–336. [Google Scholar] [CrossRef]
- Li, Y.; Raabe, D.; Herbig, M. Segregation stabilizes nanocrystalline bulk steel with near theoretical strength. Phys. Rev. Lett. 2014, 113, 106104. [Google Scholar] [CrossRef] [PubMed]
- Han, K.; Smith, G.; Edmonds, D.V. Developments in ultra-high-carbon steels for wire rod production achieved through microalloying additions. Mater. Des. 1992, 14, 79–82. [Google Scholar] [CrossRef]
- Nakase, K.; Bernstein, I.M. The effect of alloying elements and microstructure on the strength and fracture resistance of pearlitic steel. Metall. Trans. A 1988, 19, 2819–2829. [Google Scholar] [CrossRef]
- Tian, J.Y.; Wang, H.X.; Zhu, M.; Zhou, M.X.; Zhang, Q.; Su, X.; Guo, A.M.; Xu, G. Improving mechanical properties in high-carbon pearlitic steels by replacing partial V with Nb. Mater. Sci. Eng. A 2022, 834, 142622. [Google Scholar] [CrossRef]
- Miller, S.L. Effect of Microalloying on Pearlite Transformation of High Carbon Wire Steels. Ph.D. Thesis, The Colorado School of Mines, Golden, CO, USA, 2015. [Google Scholar]
- Ridley, N. A review of the data on the interlamellar spacing of pearlite. Metall. Mater. Trans. A 1984, 15, 1019–1036. [Google Scholar] [CrossRef]
- Han, K.; Smith, G.; Edmonds, D. Pearlite phase transformation in Si and V steel. Metall. Mater. Trans. A 1995, 26, 1617–1631. [Google Scholar] [CrossRef]
- Han, K.; Edmonds, D.V.; Smith, G. Optimization of mechanical properties of high-carbon pearlitic steels with Si and V additions. Metall. Mater. Trans. A 2001, 32, 1313–1324. [Google Scholar] [CrossRef]
- Makii, K.; Yaguchi, H.; Kaiso, M.; Ibaraki, N.; Miyamoto, Y.; Oki, Y. Influence of Si on nano sub-structure of cementite lamellae in pearlitic steel wires. Scr. Mater. 1997, 37, 1753–1759. [Google Scholar] [CrossRef]
- Hyzak, J.; Bernstel, I. The role of microstructure on the strength and toughness of fully pearlitic steel. Metall. Trans. 1976, 7A, 1218–1224. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, R.; Zhou, X.; Tu, Y.; Jiang, J. Atomic interactions between Si and Mn during eutectoid transformation in high-carbon pearlitic steel. J. Appl. Phys. 2019, 126, 245102. [Google Scholar] [CrossRef]
- Aranda, M.M.; Rementeria, R.; Poplawsky, J.; Urones-Garrote, E.; Capdevila, C. The role of C and Mn at the austenite/pearlite reaction front during non-steady-state pearlite growth in a Fe–C–Mn steel. Scr. Mater. 2015, 104, 67–70. [Google Scholar] [CrossRef]
- Zhu, X.X.; Zhou, J.; Hu, C.Y.; Wu, K.M.; Shen, Y.F.; Zhang, Y.Q.; Jiang, Y.D. Application Research on Nb Microalloying of High-Carbon Pearlite Bridge Cable Wire Rods. Materials 2023, 16, 2160. [Google Scholar] [CrossRef]
- Zhou, M.X.; Wang, H.X.; Zhu, M.; Tian, J.Y.; Su, X.; Zhang, Q.; Guo, A.M.; Xu, G. New insights to the metallurgical mechanism of niobium in high-carbon pearlitic steels. J. Mater. Res. Technol. 2023, 26, 1609–1623. [Google Scholar] [CrossRef]
- Su, X.; Zhou, M.X.; Zhu, M.; Wang, H.X.; Zhang, Q.; Tian, J.Y.; Xu, G. Microstructure and mechanical properties of Nb microalloyed high-carbon pearlitic steels subjected to isothermal transformation. Mater. Charact. 2023, 202, 113013. [Google Scholar] [CrossRef]
- Ma, Y.X.; Xu, P.W.; Liang, Y.; Xiang, S.; Yin, C.H. Improving the tensile ductility in the fully pearlitic steel using sequential refinement of colony and laminated structure. Mater. Sci. Eng. A. 2022, 851, 143642. [Google Scholar]
- Straffelini, G. Influence of Microstructure on Ductility, Ductility and Formability of Metals; Academic Press: Cambridge, MA, USA, 2023; pp. 185–217. [Google Scholar]
- Al-Salman, S.A.; Lorimer, G.W.; Ridley, N. Partitioning of silicon during pearlite growth in a eutectoid steel. Acta Metall. 1979, 27, 1391–1400. [Google Scholar] [CrossRef]
- Miyamoto, G.; Karube, Y.; Furuhara, T. Formation of grain boundary ferrite in eutectoid and hypereutectoid pearlitic steels. Acta Mater. 2016, 103, 370–381. [Google Scholar] [CrossRef]
- Hillert, M. The Formation of Pearlite; Interscience: New York, NY, USA, 1962; p. 197. [Google Scholar]
- Gershteyn, G.; Nurnberger, F.; Cianciosi, F. A Study of Structure Evolution in Pearlitic Steel Wire at Increasing Plastic Deformation. Steel Res. Int. 2011, 82, 1368–1374. [Google Scholar] [CrossRef]
- Zhao, T.Z.; Zhang, S.H. Influence of lamellar direction in pearlitic steel wire on mechanical properties and microstructure evolution. J. Iron Steel Res. Int. 2016, 23, 1290–1296. [Google Scholar] [CrossRef]
- Brandaleze, E. Structural evolution of pearlite in steels with different carbon content under drastic deformation during cold drawing. Procedia Mater. Sci. 2015, 8, 1023–1030. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Thompson, A.W. Microstructural effects on the cleavage fracture stress of fully pearlitic eutectoid steel. Metall. Trans. A 1986, 17A, 1770–1786. [Google Scholar] [CrossRef]
- Zhou, J.; Hu, C.Y.; Hu, F.; Hou, T.P.; Yin, C.C.; Zhu, X.X.; Wu, K.M. Insight into the effect of Nb microalloying on the microstructure-property relationship of a novel wire rod. J. Mater. Res. Technol. 2022, 16, 276–289. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phases in Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Teshima, T.; Kosaka, M.; Ushioda, K.; Koga, N.; Nakada, N. Local cementite cracking induced by heterogeneous plastic deformation in lamellar pearlite. Mater. Sci. Eng. A 2017, 679, 223–229. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | Cr | Ni | Fe |
|---|---|---|---|---|---|---|
| D1 | 0.92 | 1.15 | 0.50 | 0.30 | Bal. | |
| D2 (+Mn) | 0.92 | 1.15 | 0.80 | 0.30 | Bal. | |
| D3 (+Ni) | 0.92 | 1.15 | 0.50 | 0.30 | 0.30 | Bal. |
| D4 (+C+Si+Cr+Mn+Ni) | 0.94 | 1.25 | 0.80 | 0.50 | 0.30 | Bal. |
| Ki | Si | Cr | Mn | Ni |
|---|---|---|---|---|
| D3 | 0.42 ± 0.08 | 2.05 ± 0.21 | 1.43 ± 0.15 | 1.41 ± 0.04 |
| D4 | 0.36 ± 0.02 | 1.94 ± 0.23 | 1.40 ± 0.13 | 1.26 ± 0.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Min, N.; Zhu, Y.; Fan, S.; Xiao, Y.; Zhou, L.; Li, W.; Zhao, S. Synergistic Effect of Alloying on the Strength and Ductility of High Carbon Pearlitic Steel. Metals 2023, 13, 1535. https://doi.org/10.3390/met13091535
Min N, Zhu Y, Fan S, Xiao Y, Zhou L, Li W, Zhao S. Synergistic Effect of Alloying on the Strength and Ductility of High Carbon Pearlitic Steel. Metals. 2023; 13(9):1535. https://doi.org/10.3390/met13091535
Chicago/Turabian StyleMin, Na, Yingqi Zhu, Shitao Fan, Yang Xiao, Liqin Zhou, Wei Li, and Sixin Zhao. 2023. "Synergistic Effect of Alloying on the Strength and Ductility of High Carbon Pearlitic Steel" Metals 13, no. 9: 1535. https://doi.org/10.3390/met13091535